




Jason Schulze on Understanding AMS 2750E — Standard SAT Description
 Jason Schulze, Conrad Kacsik Instruments, Inc.
Jason Schulze, Conrad Kacsik Instruments, Inc.
This is the second in a series of articles by AMS 2750 expert, Jason Schulze. Don't miss the Q&A section at the bottom of this article and please submit your AMS 2750 questions for Jason to Doug@HeatTreatToday.com.
Introduction
Considering the abundant number of Nadcap heat treat audits performed in a single year, the area receiving the most findings is pyrometry, and within this group, system accuracy testing (SAT) is the third most common finding.
The SAT process has been refined through each revision of AMS2750 (C through E). We’ve seen SAT thermocouple requirements, for example, gradually incorporated into the tables but not within the body of the specification. Also, we’ve seen the definition of a SAT incorporated into revision D within the definitions section; however, with revision E it was added to the body of the specification.
AMS2750E presents three optional methods for performance of SATs that must be implemented; the Standard (or Regular) SAT, the Alternate SAT, and the SAT Waiver. Within this article, we will focus on the Standard SAT process.
Standard SAT Description – AMS 2750E
AMS2750E has defined the Standard SAT as:
An on-site comparison of the instrument/leadwire/sensor readings or values, with the readings or values of a calibrated test instrument/leadwire/sensor to determine if the measured temperature deviations are within applicable requirements. Performed to assure the accuracy of the furnace control and recorder system in each control zone.
Put simply, an SAT is a comparison of two systems: the furnace system (whether control, monitoring, or load) against a test system. It’s important to recognize that the comparison is being made against two systems and not against an instrument or thermocouple alone. Each system is made up of three variables:
- the instrument
- the lead wire
- the sensor

SAT Procedure
There is no general SAT procedure that can be applied for every supplier. Each supplier has their own needs as well as their own mechanical arrangement of thermocouples within their furnace system. The key to conformity is to ensure that, once a method for performing an SAT on a furnace is established, it is documented (i.e., in detail, including photos, if necessary) and repeated each time an SAT is performed. Some requirements to incorporate into your system are:
1) The tip-to-tip distance between the furnace system thermocouple and the test system thermocouple cannot exceed 3 inches.
2) The test thermocouple shall be in the same position/depth as the initial test.
3) The furnace is cycled and maintained at a temperature normally used during production.
4) Each system that makes up the applicable instrumentation type must be tested.
SAT Difference
Many findings arise from suppliers calculating the SAT Difference incorrectly. AMS 2750E states the following as a way to calculate the SAT Difference.
The difference calculated between the reading of the furnace sensor system being tested (sensor, lead wire, and instrument) and the corrected reading of the test sensor system (after test sensor and test instrument correction factors are applied) shall be recorded as the system accuracy test difference. Applicable correction factors shall be applied algebraically.
I’ve highlighted the word “corrected” as it applies to the test instrument systems because this seems to be a source of frequent findings. The furnace system does not get corrected, the test system does get corrected.
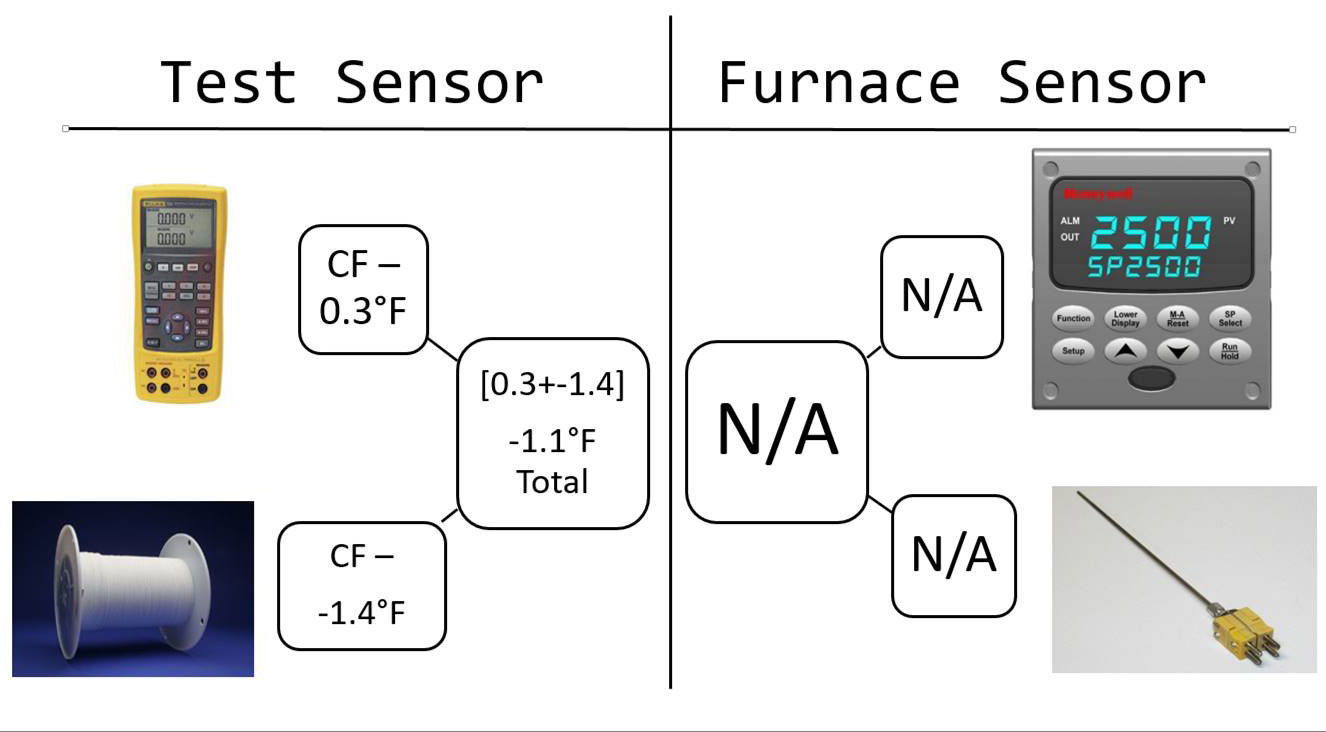
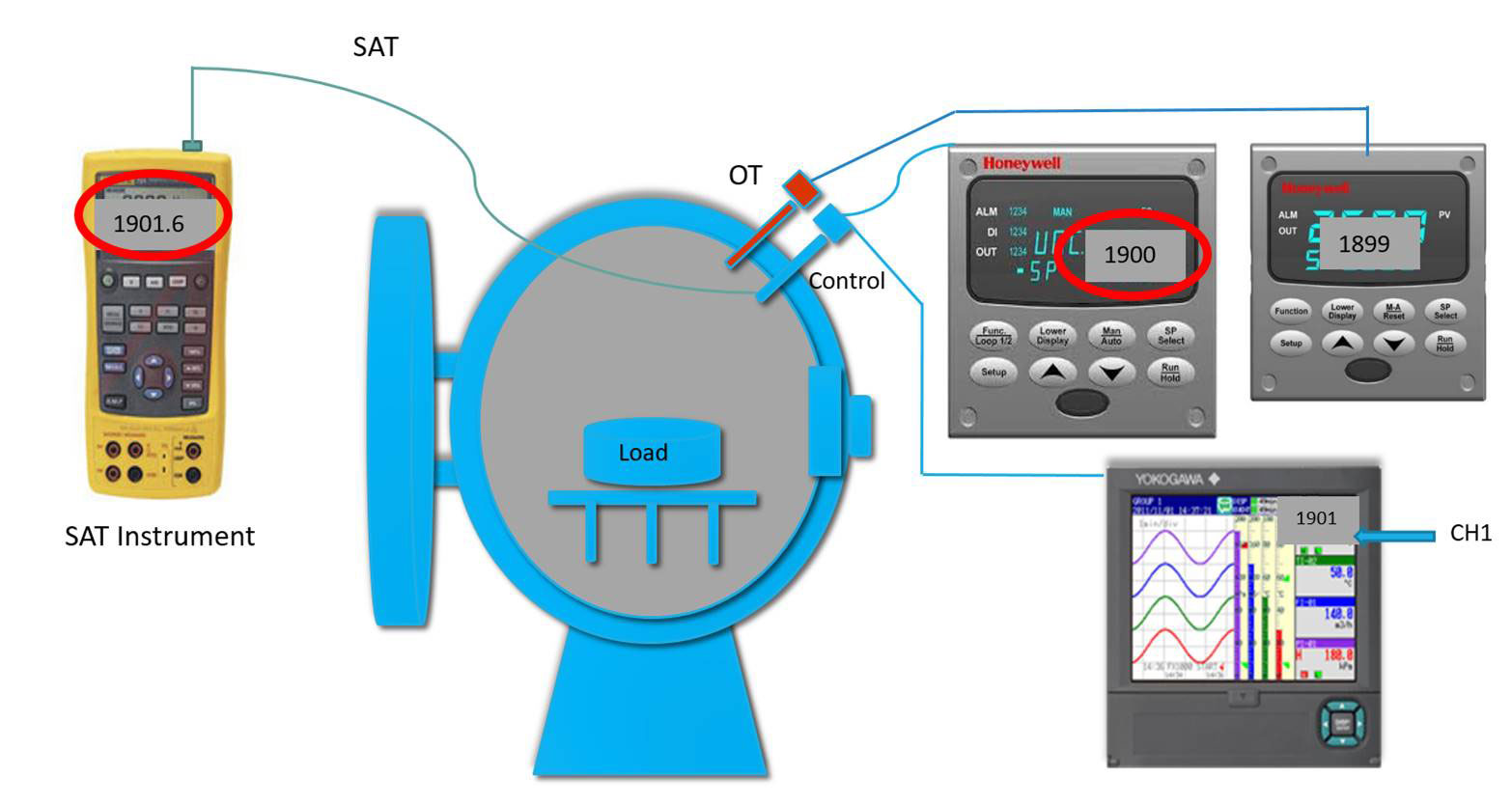
As an example, let’s consider a vacuum furnace which has had an SAT performed. The vacuum furnace is designated a Class 3 (±15°F) Type D furnace. Let’s assume no additional furnace thermocouples are employed and we are performing an SAT on the control and recording systems. The readings obtained are below in the picture.

Conclusion
SATs can be difficult depending on the equipment and processes suppliers have. As always, it’s important to receive comprehensive training regarding the specific requirements of System Accuracy Testing as they apply to your facility. There are many particular aspects of SATs that may not have been accounted for in this article. If you have specific questions, please email them to doug@heattreattoday.com, and I will answer them in an upcoming article.
Submit Your Questions
Please feel free to submit your questions, and I will answer appropriately in future articles.
Out next topic will focus on the requirements and execution of an Alternate SAT per AMS2750E, the requirements of AC7102/8 and the Pyrometry Guide.
Q/A with Jason Schulz
Q: When calculating the SAT Difference, should I include the correction factors of the furnace sensor?
A: No, the correction factor from the furnace sensor is not to be included in the SAT Difference calculation.
Q: How do I account for an internal (pre-programmed) TUS offset within the controller when calculating the SAT Difference?
A: Internal or electronic TUS offset must be algebraically removed when calculating the SAT Difference. Below is an example that includes an electronic TUS offset of -2°F.

Q: I operate a furnace with 2 load sensors. One of them is used to signal the start and end of each soak cycle, the other is reference only. Do I have to perform an SAT on the load thermocouple I use as a reference only thermocouple?
A: Any thermocouple that is not used as product acceptance may be deemed reference only and is not subject to the SAT requirements of AMS2750E. Nadcap requires that the reference only thermocouples be accounted for in internal procedures.
Q: When performing my bi-weekly SAT, I get a difference of +2.6°F on one test and two weeks later I get a difference of -3°F; this constitutes a spread (within two weeks) of 5.6°F. Would this be cause for SAT failure?
A: According to AMS2750E and Nadcap, no, this would not constitute a failed SAT, though is something to be cautious of. This type of shift in SAT results does reflect some sort of change or degradation of the system being tested. A well-established tack, in this case, is to plot SAT results as part of an SPC (statistical process control) program which will govern future replacement of system thermocouples and/or leadwire (in the case when large difference is SAT results over a pre-determined amount). A documented SPC system for SAT results would also satisfy the requirements of AC7102/8(NA) page 2, paragraph 3.12.
Jason Schulze on Understanding AMS 2750E — Standard SAT Description Read More »


