Bodycote, a leading provider of heat treatment and specialist thermal processing services, has entered into an agreement to acquire Ellison Surface Technologies, of Mason, Ohio, which will provide thermal spray and engineered coating surface technology services to the aerospace industry.
Combining Ellison’s thermal spray and engineered coating surface technology services with Bodycote’s services and global infrastructure will broaden their service offering to aerospace customers.
Stephen Harris, Group Chief Executive of Bodycote
Group Chief Executive of Bodycote Stephen Harris said, “Ellison’s business is one that we have long respected and is a perfect strategic fit for Bodycote’s aerospace and Specialist Technologies’ businesses. Ellison has been successful in winning new business in recent years and it will be very complementary to Bodycote’s existing surface technology business.”
Completion of the transaction is contingent on various regulatory filings’ processes; it is anticipated that the transaction will complete during the first quarter of 2020.
An automotive partner based in the Czech Republic has entered an agreement with a nitriding company based in Montreal, Canada, for a new nitriding system to enhance the durability of stainless steel.
The high performance metals division of Voestalpine AG has entered an agreement with Nitrex Metal, a company that focuses on nitriding/nitrocarburizing technologies, to bring new innovations in stainless steel hardening technologies to the Czech Republic.
“The agreement builds on a strong partnership and confirms the market potential of hardening technologies for stainless steels,” said Marcin Stoklosa, special projects manager of Nitrex Metal.
“We are excited about bringing these innovative heat-treat processes to the Czech Republic market. . . . Nitrex’s proven technologies offer numerous benefits to our industrial customers looking to maximize the life span and quality of their engineered parts and components,” said Zbyněk Drda, Voestalpine Heat Treatment Manager.
Capable of treating 304, 316 and 412 grade stainless steels, the new system with integral process technologies Nitreg®-S and Nano-S™ optimizes the mechanical performance and economic return by making these steels extremely wear and corrosion resistant and capable of achieving a longer useful life. Post cleaning of treated parts and added production steps such as machining are eliminated.
How a Custom Designed Fixture and Hardness Testing Unit Solved a Major Aerospace Engine Manufacturer’s Hardness Testing Dilemma
Situation: A major aerospace engine manufacturer wanted to ensure the appropriate hardness of a specific section of a heat-treated engine housing. They wanted to non-destructive test the actual housing and not test shims. They wanted to do the test in-house so as to not stall production by having to ship the part out for testing. Another reason they did not want to ship the parts out for testing was the size of the parts. Some of the parts had a diameter as large as 40 inches (102 cm), 20 inches (51 cm) high, and 900 lbs (400 kg). The aerospace company also wanted an automated, full-proof system that reduced the chance of human error.
Figure 1
Solution: The solution came in the form of a custom-built hardness testing machine and an innovative fixture to hold the engine housing. As can be seen in Figure 1, AFFRI USA, located in Illinois, designed a fixture to hold both a custom-designed hardness testing machine as well as a fixture to hold the engine housing.
The Hardness Testing Machine
The specific hardness testing unit chosen for the job was DAKOMASTER 300. Typically, this unit is a tabletop unit as shown in Figure 2. For this specific aerospace application, the unit was modified so that it could be securely attached to the steel
Figure 2
construction holding fixture. Additionally, the custom-built unit was adapted so that the measuring head had a much greater vertical and horizontal range to accommodate varying height engine housings. The engine housings varied in size from as large as 110 inches (2.8m) in diameter and 39 inches (1m) high to the smallest being approximately 16 inches (400mm) in diameter and 9 inches (250mm) tall. The typical vertical working distance range on the tabletop unit is approximately 12 inches (300mm) while the custom unit has a vertical working distance range of 39 inches (100cm). The measuring and loading head of the unit was designed so that no misalignment would occur with the engine housing. If effective, the machine utilized what can be considered a self-clamping technology that structural deflection is absorbed ensuring an accurate and absolute reading in varying test conditions. Finally, to eliminate potential operator error, once in place, the test is initiated by a single button eliminating the need for operator engagement.
The Fixture Table
Since part and machine stability is critical for accurate hardness tests, providing a stable base for the large aerospace parts was a critical part of the solution. The company wished to execute multiple tests in multiple locations around the flange face of the engine housing. Some tests were to be conducted on the outer edge of the housing and some tests were to be conducted on the inner edge of the housing. To do this, the fixture holding the engine housing was designed so that the entire housing could move closer to or further away from the test machine. Additionally, the housing had to be rotated so that the machine could test completely around the perimeter of the housing flange face. To accomplish this, the part fixture was equipped with heavy-duty bearings so that the entire engine housing was able to be easily rotated. Once rotated to the desired location, the table would move closer to or further away from the test machine to pinpoint the exact spot for the test.
The Results
Simply stated, the results were excellent. Hundreds of tests have been run on a wide range of engine housing diameters, all with success – all well within the 1% tolerance. Being able to conduct in-house testing has helped smooth production. Having hardness testing equipment that is flexible enough to handily negotiate large or small engine housings saved the company money from needing to purchase several hardness testing machines and fixtures. Tests can be run quickly and simply by rotating the part fixture table and operator error has been virtually eliminated with the single push-button equipment. The hardness testing equipment provided for this aerospace company is capable of performing HRC, HRB, HRT, HRN measurements all in conformance with ASTM E-18. HTT
About the Author: AFFRI is an Italian-based international designer and manufacturer of state-of-the-art hardness testing systems for over 60 years. The company’s North American headquarters is located in Wood Dale, Illinois. This article originally appeared in Heat TreatToday’sMarch 2019 Aerospace print edition and is published here with the author’s permission.
Heat treating is the unsung hero of the commercial and military aviation industries. Much like the support staff behind any good play or movie, or the mom behind the Olympic athlete, heat treating of critical aerospace parts is relegated to the background, to the fine print of the credits—if at all. But if it were not for heat treating, planes would not fly, ships would not sail, submarines would not dive, and cars would not drive. Bob Hill’s article, which first appeared in the 2014 edition of the SME Aerospace and Defense Yearbook, and then in Heat Treat Today’sMarch 2019 Aerospace print edition, introduces you to the technical world of vacuum heat treating and why vacuum thermal processing is vital to the aerospace and defense industries.
First, let’s nail down what we mean by “heat treating.” In simple terms, heat treating is cooking metal much like you would cook food – with a predetermined recipe and desired outcome in mind. Metal is placed into an oven, or more accurately a furnace (ovens typically operate at temperatures less than 1,000°F), and precisely held at a specified temperature for a pre-determined period. The metal is then cooled either slowly or quickly depending on what properties are desired. Thermal processing can make the metal harder, softer, stronger, more flexible, more rigid, more wear-resistant, chemically altered, or a host of other desirable metallurgical properties.
In aerospace and defense, the majority of metals must be heat treated in a special type of furnace that is void of air. These furnaces are called vacuum furnaces. Vacuum furnaces keep detrimental elements such as water molecules and oxygen from coming into contact with the metal. A vacuum furnace does this by sealing the critical metal components inside an airtight vessel, pumping out all the air from within the vessel to a deep vacuum level, and then performing the heat treatment recipe before returning the load to room temperature and breaking the vacuum. Many titanium, stainless steel, and nickel alloys are extremely reactive at elevated temperatures and will become contaminated if exposed to any air or water molecules. Vacuum furnaces help eliminate these detrimental metallurgical reactions.
Secondly, let’s look at which flight-critical airplane parts are vacuum heat treated. Critical parts are found in jet engines where turbines, stators, vanes and other engine parts are exposed to extremely high operating temperatures for sustained periods of time. Most of these parts are made of titanium and nickel alloys, and they require vacuum heat treating in order to give them the strength and wear resistance necessary to be reliably installed in jet engines. GE, Pratt & Whitney, and Rolls Royce are among the leading supplier of jet engines, and the heat treatment of these parts is critical and carefully controlled.
Today’s commercial aerospace engineers are making greater use of composite technology in airframes and primary structures. This approach offers a weight savings on average of 20% when compared to conventional aluminum designs. Carbon fiber reinforced plastic, or composites, are inferior when handling compressive loads but are excellent with tensional loads. When aerospace engineers needed another material to support the major structural and flight-critical components within the new aircraft and searched for the optimum material to address strength, weight, and resistance to galvanic corrosion, it was quickly decided that aluminum was a poor choice. Titanium, however, can withstand comparable loads better than aluminum, has minimal fatigue concerns, and is highly resistant to corrosion. Since titanium is stronger than aluminum and their weights are equivalent, less titanium by weight than aluminum can be used to achieve the same part strength. Since weight reduction drives down fuel consumption, titanium in both military and commercial aerospace is king!
Titanium
Because titanium plays such a critical role in today’s aerospace arena, let’s take a more thorough look at why titanium needs to be heat treated, and more specifically, why it needs to be vacuum heat treated. Titanium is both chemically and thermodynamically very reactive. At elevated temperatures, titanium will absorb hydrogen if present. Hydrogen, unfortunately, once diffused into titanium causes the metal to become brittle and reduces the appealing properties of titanium. When titanium is pickled or heated in an air furnace (not in a vacuum furnace), hydrogen will impregnate the titanium. The process of removing this hydrogen from titanium is called vacuum degassing. Currently, most aerospace material specifications require that all titanium have no more than 30 parts per million (ppm) of hydrogen.
Because titanium is a relatively expensive metal, more people are looking at recycling. In the titanium scrap world, there are times when infusing hydrogen into titanium is beneficial. For example, when a titanium reclaimer wants to pulverize titanium into a powder for further processing, it is much easier to do when the metal is brittle. Super-saturating hydrogen into titanium – hydriding – can only be done inside a vacuum furnace and is always followed by a dihydride once the titanium is in final powder form.
Vacuum Heat Treating—In-House or Outsource
The expertise necessary to operate a vacuum heat treating furnace is notable. Vacuum technology has immensely improved over the years and operating a vacuum furnace today is truly a science. Some manufacturers buy and operate their own vacuum furnaces. These furnaces typically run the same product day in and day out. Maintaining and troubleshooting vacuum furnaces can be a very time-consuming distraction. The true hidden costs of running and maintaining a vacuum furnace are not very well known.
That is why some companies choose to outsource their heat treating to commercial heat treaters who vacuum heat treat 24/7/365. These heat treat companies relieve their customers of the headaches of owning and operating a vacuum furnace. They benefit by allowing the vacuum heat treat experts to take care of compliance to stringent specifications that are necessary within any manufacturing scope of work.
Current Market Conditions
The aerospace industry, especially commercial aerospace, is experiencing significant growth currently. With commercial aircraft sales at an all-time high, vacuum heat treatment is extremely strong today and well into the future. Airbus’ decision to locate an assembly plant in Mobile, Alabama, is just one additional sign that the commercial aerospace industry is experiencing aggressive growth and looking to expand its supply base.
New Processes and Materials
One process that could significantly impact the aerospace community is additive manufacturing—3D printing parts utilizing various methods. Some parts are produced by laying down atomized powdered metals or laying down wire layer after layer until the entire part is fully printed or constructed. Unlike “subtractive” manufacturing which takes a bar of metal and shaves off the unneeded excess, additive manufacturing adds only that metal which is needed, so there is essentially no scrap. With subtractive manufacturing, frequently 80% of the original metal stock ends up as scrap and needs to be recycled.
Exactly how additive manufacturing will impact the aerospace world remains to be seen. There are multiple metallurgical hurdles to overcome before any flight-critical part is placed in an aircraft. Even parts additively manufactured need vacuum heat treating, most notably vacuum stress relieving or vacuum sintering. Nonetheless, additive manufacturing is a disruptive technology that machinists and vacuum heat treaters alike will be watching.
Nadcap
Any heat treater of aerospace parts must comply with the critical processing criteria enforced by Nadcap, an organization established years ago to ensure that aerospace suppliers were meeting and maintaining high-quality standards. Heat treaters also have to be AS9100D-certified before they can process aerospace parts. In addition to Nadcap, many aerospace companies have their own quality standards audited by their individual customers. These are called “prime certifications”, and these standards meet and often surpass requirements from Nadcap and AS9100D.
Conclusion
Although heat treating plays a relatively hid-den part in the aerospace and defense supply chain, it remains a critical link. Working with your local vacuum heat treater early in the development process will prove to be a good investment. Aerospace heat treating will continue to be an important link in the aerospace supply chain for many years to come.
About the Author: Bob Hill, FASM, is President, of Solar Atmospheres of Western PA. This paper originally appeared in the 2014 edition of the SME Aerospace and Defense Yearbook and then in Heat Treat Today’sMarch 2019 Aerospace print edition. It is published here with permission from the author.
Conventional wisdom says that batch processing is for smaller volumes. Anytime large volumes of 1 million or more parts per year are envisioned, for instance with ferritic nitrocarburizing, the go-to technology is a roller hearth or other continuous systems like rotary retort or mesh belt furnace. In this article, which originally appeared in Heat Treat Today’sJune 2019 Automotive print edition, Mark Hemsath urges end-users and engineers who use, or specify, continuous systems to not undervalue automated batch processing for large volume production.
There are a number of trends in the automotive arena:
More parts are being light-weighted. This means they need more precise and repeatable heat treating.
Parts need to be cheaper and lighter. The trend we see are increased and more sophisticated stampings.
The trend is away from carbonitriding and toward ferritic nitrocarburizing due to less distortion on lighter parts.
Gears and such are smaller and require exact carburizing, minimized quench distortions, and less hard machining.
A deep discussion of all of these is beyond this article, but we will touch on each as we focus on nitrocarburizing for large-volume production.
Batch v. Continuous
What is the difference between a classic “batch” furnace and a classic “continuous” furnace? The answer is material handling. By definition, heat treating is a “batch” operation. In virtually all instances, the product must be brought to temperature and held—or “soaked”—for a specific time. Ferritic nitrocarburizing is no different. This ramp heat, hold, and cool is a “batch”. Thus, virtually all heat treating is batch and only material handling is the difference. The basic difference is that in batch we move the product in its cold state and heat it in one place (batch). In continuous furnaces, we move it while it is heating.
Advances in Material Handling
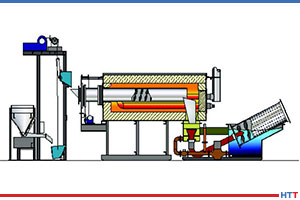
Figure 1: Roller hearth conveyor furnace with heating section, cooling tunnel and after cooling. Note the right angle turn via automatic conveyors to meet space requirements.
Advanced, fully automated, and reliable material handling has made great advances over the last two decades from more recent industries like Amazon, where millions of packages need to be moved through the shipping process, to older industries like heat treating which moves steel parts through furnaces and other equipment. Automation, such as conveyors with self-driven rollers and photo sensors or proximity switches, or robots and automated self-guided vehicles—all coordinated by a PLC—have made material handling more reliable. Manufacturers have a lot of options.
A continuous furnace like a roller convey-or—or “roller hearth”—furnace conveys the product while it is heating (Figures 1, 5 & 8). A mesh belt furnace conveys parts while heating, and a rotary retort furnace (Figure 4) moves parts via a heated rotating barrel to the next process step which is typically cooling or quenching. Moving parts while hot is a challenge, but reliable high volume heat treating is why these furnaces have seen such success over the years. Roller furnaces and rotary retort furnaces are still built and used in a wide variety of industries, and they make sense for a number of reasons. Lower energy use is one main factor.
With robots placing the load, both batch and continuous processes can be fully automated. With such options, batch processing has increased in use.
Automated Batch
Figure 2: The doors have actuators for automatic opening.
A leading manufacturer of heat treating furnaces has implemented the high volume automation approach many times using batch technologies. In 2013, a fully automated batch FNC installation for gears was installed for processing 1 million gears annually.[1] As a result of this success, the customer added more batch furnaces to the line.
The furnaces in Figures 2 and 3 are retort-based nitriding and ferritic nitrocarburizing furnaces. With automatically opening doors, complete PLC control, and automated batch load movement, no humans are needed. A load car operates in both directions for a heavy load of two metric tons or more, allowing furnaces to be placed facing each other.
Automated, High-Volume System Design
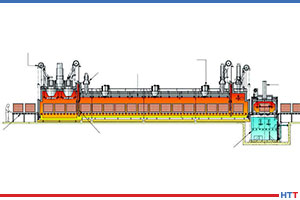
Figure 3: This line consisted of pre-oxidizing ovens on one side to save time in the more expensive FNC furnaces. Cooling stations after heating are also added to reduce time in the batch furnace and make the parts safe for handling.
As mentioned, the company supplied nitrocarburizing technology using its ZeroFlow™ method (Figures 2 and 3) for an automated thermal treatment line for the production of a variety of gears. The line consisted of six large, front-loaded retort-style batch furnaces, a four-chamber vacuum washer, two ovens for pre-activation in air, additional post-cooling of the furnace charges, and an automatic robotic loader/unloader, which ensured charge transport within the system (seen in Figure 3). The automated line also included safety monitoring. System workload dimensions were 32″ wide x 32″ high x 60″ long with a gross workload capacity of 4,400 pounds. Production totaled 2,000 pounds of gears per hour. Good equipment design, retort technology, and use of ZeroFlow control technology resulted in a very successful project.
Cooling the Load and Vacuum Purging
Figure 4: Whirl-Away Quench on a Rotary Retort line for small part efficient quenching/cooling.
There are advantages to continuous furnaces like a conventional roller hearth furnace; however, special options like fast cooling and vacuum purging present challenges to these conventional furnace designs. In batch, this is usually not a problem. Vacuum (and even cooling) is more difficult to attempt in continuous variations due to sealing challenges in the chamber designs. An example of a good solution is the rotary retort furnace shown in Figure 4, which offers single piece quenching where each piece falls into a water or oil quench and is “whirled-away,” a continuous furnace design which works well for small parts with a relatively small footprint. In batch, the whole load needs to be quenched together; this can present challenges that understanding the part needs and configurations can lead the process engineer to different solutions.
In a roller furnace, slow cooling means the furnace gets longer (Figure 1).
Variations in Continuous Batch – Semi-Continuous Processing
Figure 5: Hardening roller conveyor furnace with integral pre-heat and oil quench system
In Figure 6, an automated batch hardening line is shown. In Figure 7, the same process is shown, but with an added pre-heat chamber to allow faster processing via the pre-heat and use the single quench in a more productive manner. An oil quench is an expensive piece of equipment. The cycles are also always much shorter for quenching than heating, so we want to maximize the use of the quench. In a pure batch system, you need one quench per furnace. In the semi-continuous approach, the quench is used more frequently and there is higher productivity per capital dollar invested. In a roller hearth or rotary retort installation, the quench can be properly sized to handle all of the heating production. In an installation using pure batch systems, there might be 3 to 6 quench tanks. In a fully continuous roller furnace, there would be one quench (see Figure 5).
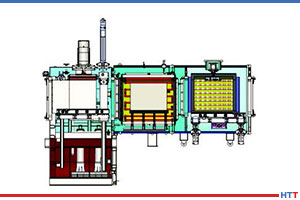
Figure 6: This automated batch line is for low pressure carburizing and vacuum hardening, with oil quench, automated washer, and batch temper furnace. The smart loader makes the cell fully automated.
Case History and Take-Aways
The automated batch system referred to in Figures 2 and 3 went online in 2014 and is currently operating at full capacity, while meeting the stringent requirements of the automotive industry. It achieved the planned production goal of 1 million gears per year with 99% process reliability and 98% equipment availability. The customer previously had a continuous conventional pusher furnace. The new line achieved an 80% reduction in the consumption of ammonia from that consumed using in the pusher furnace to nitrocarburize. Endothermic gas was also eliminated by the supply of a new methanol CO generator as the carbon source in the process.[1]
Figure 7: Triple chamber vacuum hardening line with oil quench and pre-heat chamber. Tray flow is right to left.
The take-away from this successful project is that in order to increase production even more, automated batch systems need to exhibit two factors to compete with a continuous system like a roller hearth furnace. First, the loads need to be optimized and very densely packed. Second, the batch loads need to be larger than the continuous loads. A standard size of 40″ x 40″ x 60″ has since been created which has 50% more volume than the unit in the example above. Making the furnace a bit larger is not that difficult. Additionally, in a recent application, CFC tooling has been utilized to assure more dense loading geometry with much lighter parts, giving reliable rack geometry for a load of 1,000 pieces.
Gas Usage – Benefit Batch
Figure 8: Cooling tunnel and exit of continuous roller hearth furnace for instrument transformer electrical steels annealing.
The biggest advantage of batch furnaces is the lower process gas usage. In continuous furnaces, in order to keep the process safe and clean, pressure must be maintained by flowing a significant volume of gases. With the constant opening of doors during the process and the need to keep operating pressures high enough to prevent air infiltration, atmosphere gas usage is always high. To keep the costs down, gases are typically generated with the use of an endothermic generator (40% Nitrogen, 40% Hydrogen, and 20% CO) or a lean exothermic generator with a low dewpoint. In all instances, the generator is another piece of thermal equipment to maintain and purchase.
Energy Costs – Benefit Continuous
In most instances, batch processing uses more energy—or more expensive energy—such as electricity. Electricity costs can vary tremendously from location to location whereas natural gas prices are more consistent and lower. Batch nitriding furnaces are available in gas-fired heating options at an added capital cost. However, the batch process still uses more energy per pound. If electricity is available at a reasonable rate, then the difference is not as great on a per pound basis. In a recent analysis, it was estimated that an electrically heated batch system came to cost the equivalent of about $0.06 per pound of FNC operating costs, versus $0.03 per pound of FNC operating costs in a continuous gas-fired variation (energy and consumables only).
Summary
Batch or continuous in large volume scenarios is no longer a clear-cut answer. Your heat treating professional and your furnace suppliers should understand this. There are literally dozens of variables that need to be assessed, and only after a careful analysis tailored for each customer can an optimized solution be designed with either batch or continuous furnace solutions.
Notes
1. Hemsath et al, “Nitrocarburizing Gears using the ZeroFlow Method in Large-Volume Production”, Thermal Processing, 10/2015
About the Author: Mark Hemsath is Director of Nitriding and Special Vacuum Furnaces at SECO/VACUUM Technologies, LLC and acting Thermal General Manager at SECO/WARWICK Corp. in Meadville, Pennsylvania. With 30 years of experience in the industrial furnace and heat treat equipment market, he is in charge of all North American atmosphere furnace sales, gas nitriding, and gas carburizing. This article originally appeared in Heat TreatToday’sJune 2019 Automotive print edition and is published here with the author’s permission.
A global steel product company recently reported plans to expand its successful Delta, Ohio, steel plant.
BlueScope Steel, a leading manufacturer of coated and painted steel products in the US, reported their board’s approval to expand their North Star plant in Delta, Ohio, pending anticipated receipt of necessary air permits and local and state incentives.
BlueScope said they hope this expansion will increase domestic steelmaking capacity in the US by approximately 850,000 additional metric tonnes per annum.
Mark Vassella, managing director and CEO at BlueScope
“This project fits our strategy perfectly,” said Mark Vassella, managing director and CEO at BlueScope. “It offers long-term sustainable earnings growth from a high-quality asset. It is a significant tribute to the 400 employees at Delta who work hard to make it such a strong performing asset.”
Mr. Vassella also said this project has even more growth opportunities because its debottlenecking potential could increase steelmaking capacity by a further 500,000 metric tonnes per annum.
BlueScope estimates the cost of the project to be $700 million. They aim to commission the expansion in mid FY2022, with full “ramp up” approximately 18 months later.
A Columbus, Ohio-based global manufacturer of monolithic refractories and precast refractory shapes combined two of their recently acquired facilities into one larger location.
Allied Mineral Products purchased Riverside Refractories in 2017, which included two Alabama locations – Anniston and Pell City. Allied moved the Anniston operation to the now expanded Pell City facility in hopes of better serving their local customer base in the southeast region.
Parker Morris
Upon completion of the Pell City facility, a fountain was dedicated to the Morris family (operators of the former Riverside Refractories) for their service to the refractory industry, local community and their employees. A plaque was presented to Parker Morris, one of the family members who operated Riverside Refractories for decades.
Allied has three other US manufacturing operations: Columbus, Ohio; Brownsville, Texas; and Chehalis, Washington.
Vacuum heat-treating furnaces are used in a wide range of applications, one of the most critical being the heat treatment of components for aerospace applications. These applications typically allow for metals to be heated to extremely high temperatures with little or no gas contamination. One vacuum furnace application is diffusion bonding. This article, which originally appeared in Heat TreatToday’sMarch 2019 Aerospace print edition, provides a basic explanation of diffusion bonding of an aerospace part carried out in vacuum furnace.
Diffusion bonding is a solid-state joining process. Parts are bonded or welded together without the use of a bonding filler material between the metals. Instead, the bonding process is based on the atomic diffusion of elements between the metals where the materials meet. It is a very effective process for creating a strong bond between dissimilar materials. The process has been used extensively in the aerospace industry for joining materials and shapes to create components or shapes that could otherwise not be made joined to geometric complexity, e.g., multiple-finned channels and honeycomb structures. Today, many diffusion bonding operations are performed in vacuum furnaces.
The diffusion bonding process relies on four process parameters:
ultra-low vacuum levels
temperature
pressure, and
time.
All four of these parameters are critical for the successful exchange of atoms between metal surfaces.
Typical Materials Used in Diffusion Bonding
Some metals are more successfully diffusion bonded than others. In the aerospace industry, titanium (Ti) is excellent and widely used. This is due, in large part, to its high specific strength, good erosion resistance, and favorable high-temperature properties. Titanium is 30% stronger than steel yet 40% lighter, and while it is 60% heavier than aluminum (Al), it is twice as strong. Moreover, titanium can be alloyed with other elements such as aluminum, manganese (Mn), iron (Fe), molybdenum (Mo), and other elements to further enhance its considerable strength, particularly at high temperatures. This high-temperature strength is especially useful in the aerospace industry for the containment of combusting rocket engine fuels. Titanium is also valued for its anti-corrosion properties.
In the aerospace industry, titanium is used in manufacturing the structural components of wings as well as skins for hydraulics systems in aircraft, various components of aircraft engines and the cabins of spacecraft, where its qualities are irreplaceable.
Keys to Successful Diffusion Bonding
As mentioned above, diffusion bonding most frequently takes place in a vacuum furnace and is heavily dependent on time, temperature, vacuum levels, and pressure. Let’s take a look at a couple of these parameters as they relate to the vacuum furnace.
Vacuum:
For a successful diffusion bonding process, an ultra-high vacuum level is important. In order for the successful diffusion of atoms to take place between the mating surfaces of the two materials, the surfaces must be microscopically clean. Ultra-high vacuum levels help to prepare the surfaces for a successful bond. The removal of hydrogen is critically important. Any trace of hydrogen could thwart a successful bond. Ultra-high vacuum levels help ensure the elimination of hydrogen from the work area. Also critical is the removal of nitrogen, which, if not eliminated can form nitrides which also can prevent a successful bond. Ultra-high vacuum levels also help remove other trace gases and vapors including oxygen and water, all of which are detrimental to a successful diffusion bond.
Temperature:
Once the desired ultra-high vacuum levels have been achieved – one indication that the surfaces are cleaned and ready for the bonding process to continue – heat is applied to the furnace. The exact temperature of the diffusion bonding process is dependent on the materials being bonded.
Pressure:
Once heat has begun to be applied to the load, argon is typically added to the chamber. Argon, a heavy, inert gas, is typically used in diffusion bonding processes as opposed to nitrogen, because, as stated above, there is a risk of nitride formations if nitrogen is used. Argon avoids this risk. As argon is introduced into the work chamber, and as heat is being applied, the pressure inside the furnace begins to build to the desired level. The exact pressure is dependent on the materials being bonded and other parameters. It is important to note that argon is added during the heat up cycle and not before or after. This is not done before the heat cycle because the expanding of argon might cause an over-pressure situation resulting in the wasting of argon when the pressure is released. Argon is not introduced into a fully heated furnace because the introduction of cold gases into the furnace would cause thermal cycling (temperature drops) as well as thermal shock to internal furnace parts. A controlled introduction of argon into the furnace is a critical part of the diffusion bonding process.
.
Time:
The final parameter is time. Again, depending on the materials being bonded, the diffusion bonding cycle time can vary significantly.
Diffusion Bonding of Turbine Blades
Diffusion bonding is often used to produce turbine blades by bonding the two lateral elements of the blade with another titanium shape in the middle. The uncovered surfaces of the internal shape are covered with a layer of ceramic dust. Once the diffusion bonding treatment has been completed, the parts are subjected to super-plastic forming (SPF) where pressure is used to blow out the sides and raise the edges of the intermediary metal. The part is then given the twist typical of an airfoil blade through hot pressing in a die.
Lighter Parts & Increased Fuel Efficiency
Aerospace companies that use blades produced with this method have found a significant improvement in engine performance. Hollow core fan blades produced with SPF/DB processes are lighter and stronger than traditional fan blades. The result is a 5% reduction in fuel consumption. And reduced fuel consumption is something that makes everybody happy.
About the Author: Guido Locatelli is the TAV VACUUM FURNACES SPA Deputy General Manager and Furnacare, Inc. President, an expert in mechanics, materials, and new technologies in the field of vacuum furnaces. Since 1984, TAV VACUUM FURNACES has been producing customized industrial vacuum furnaces worldwide. In 2015, TAV established its American company group Furnacare, Inc., in Spartanburg, South Carolina. This article originally appeared in Heat Treat Today’sMarch 2019 Aerospace print edition and is published here with the author’s permission.
A clash of generations may be inevitable at family gatherings, but in the heat treat shop, everybody is on board with the changes that have developed over the last few decades: technological advances in equipment and processes, enhanced quality control, greater awareness for safety issues and green operations, among others. Peter Sherwin of Eurotherm by Schneider Electric traces the course the industry has taken out of the past and into the future. This article first appeared in Heat Treat Today’sMarch 2019 Aerospace print edition.
My first experience in a heat treat shop could be described as your grandfather’s shop—it was dirty and dusty, and you had to be alert to avoid danger. A handful of paper chart recorders were present, and tempering ovens were controlled by a dial indication of temperature, adjusted up and down to find out the current temperature. Only manual flow controls existed. Process temperature, times, and flow-rates were handwritten on small paper cards and stored in a filing cabinet.
Fast forward 15 years and the shop has clean processes, mostly vacuum-based equipment, and all automatically controlled process cycles. Shop floor instructions moved from paper to entirely computer-generated, an industrial transformation to the digital-age that took place in the 1990s and 2000s.
How We Got Here
So, what have the last couple of decades brought? Shakespeare’s Much Ado About Nothing springs to mind. First, we had the painful hangover from the global recession in 2008-09 which, for the next half-decade, had everyone consumed with operating as lean as possible with only a slow trickle of investment. The last few years brought a healthy rebound in manufacturing and increased heat treat production requirements. However, this surge in activity and a continued make-do attitude did not allow the time or motivation to refurbish or replace aging equipment. Add to this the promise and “soon-to-be-fulfilled” prophecies of IoT and Industry 4.0, the coming of age of the electric car, and the resultant effects on heat treatment requirements, and all of these factors conspire to make the heat treater think twice about rushing into investing in new furnaces or upgrading the existing plant.
Your Grandfather’s Heat Treat Shop
The curse of this is watching the average life of equipment catch up with the average age of operators, and we are transported back to the dark ages of your grandfather’s shop.
Admittedly, this is an over-simplification of the current situation—not all plants are stuck in this rut. Contrary to the above, AMS2750D (released 2005) was a boon to European furnace OEMs and associated suppliers, and yet this was not a worldwide phenomenon because the U.S. received a “grandfathered” pass due to the heavy involvement and prior investment in meeting AMS2750C requirements.
Over this same recent period, the final aerospace customers (aerospace primes and engine manufacturers) have not rested on their laurels. A rise in the middle class in Asia has fueled a healthy increase in demand for passenger aircraft and allowed best-in-class suppliers to invest, innovate, and develop more energy-efficient aircraft. Younger airline brands in the Asian continent have been able to rapidly take market share by leveraging a lower cost base created mainly by engine technology improvements.
Engine Developments and Quality Control
The A320neo, available since 2015, incorporates new, more efficient engines and large wing tip devices called “Sharklets” delivering significant fuel savings of 15 percent, which is equivalent to 1.4 million liters of fuel per aircraft per year, or the consumption of 1,000 mid-sized cars. In addition, the A320neo provides a double-digit reduction in NOx emissions and reduced engine noise. [1]
The 737 MAX 8 reduces fuel use and CO2 emissions by 14 percent over the newest Next-Generation 737 and 20 percent better than the first Next-Generation 737s. Also, the 737 MAX 8 uses 8 percent less fuel per seat than the A320neo. [2, 3]
The GTF engine has met all performance specifications since entry into service. For example, the GTF-powered A320neo has achieved a 16% reduction in fuel consumption, a 75% reduction in noise footprint and a 50% reduction in nitrogen oxide emissions. [4]
Today’s Modern Heat Treat Shop
These significant recent engine innovations have been possible through the use of modeling software to aid fast development (versus slow in-field trials) and by maximizing the overall performance via a mix of standard and exotic materials. Future developments include evaluating the use of actual component properties (e.g., tensile test, hardness profiles, other material, etc.) rather than relying on industry averaged properties. These advancements could lead to substantial changes in shape design and associated weight reduction but would require more stringent processing control.
Nadcap accreditation and the SAE AMS2750 standard have been used to manage a specific quality output from the heat treat supply chain. Even with the expected release of AMS2750F, control tolerances are not anticipated to change dramatically. This situation could create tension between the ongoing innovation on the design-side and the slower-development in process equipment capability. Let’s hope this doesn’t result in a path back to individual prime requirements over-shadowing the unified AMS standard.
Heat Treating 101 for the Shop of the Future
So, it’s back to the heat treat shop and the conundrum of upgrading/updating equipment due to age, performance, capability, and now the added twist of potential changes in future customer requirements. What strategy should a heat treater undertake?
Refurbishment of existing equipment to help lower running costs and improve capability can usually occur with updating the control and automation system. By looking at the Total Cost of Ownership (TCO) rather than just the “ticket” price of the upgrade, the payback for the investment can be in months rather than years. Control systems can improve the uptime of the equipment and precision control can positively impact quality results and even shorten process times in some instances. The relatively low payback time can ease the decision to invest.
Investment in new equipment requires a more detailed look at the customer base and changes within the external environment. To help with this uncertainty, some OEMs are starting to provide flexible financing solutions, including leasing. Control and automation suppliers are also doing their bit by designing control and recording instruments that can be enhanced by secure over-the-air software updates rather than requiring a complete change of hardware.
Conclusion
The shops of the past are looking less and less like the shops in most plants today, but it’s more than just physical changes that reflect a forward-looking operation. Today’s shop can leverage innovative thinking about cost of operations, improve the quality of communication with customers and suppliers, effectively use control systems, and be creative about equipment upgrades. These are changes that begin with an attitude adjustment—having the right view of the past and a broad vision for the future.
References:
[1] “Airbus, Indigo places order for 130 A320 neo”, https://www.airbus.com/newsroom/press-releases/en/2011/06/indigo-firms-up-order-for-150-a320neo-and-30-a320s.html
About the Author: Peter Sherwin, a Chartered Engineer, is business development leader with Eurotherm by Schneider Electric, recognized for his expertise in heat treat systems technology, IIoT, Industry 4.0, and SaaS/digital solutions. This article, which originally appeared in Heat Treat Today’sMarch 2019 Aerospace print edition and is published here with the author’s permission.
Georgia Southern University (GSU) in Statesboro, Georgia, recently purchased a horizontal front-loading vacuum furnace from a Pennsylvania based heat treat furnace manufacturer.
GSU plans to use Solar Manufacturing’s Mentor® furnace primarily for vacuum thermal processing research and development of various iron-based alloys, including additive manufactured parts.
The Mentor® includes a graphite shielded hot zone and heating elements, with a work zone size of 12″ wide x 12″ high x 18″ deep, and a weight capacity of 250 pounds. Solar Manufacturing reports that this furnace complies with aerospace specification AMS2750E to process in an argon or nitrogen atmosphere or in high vacuum in the 10-6 Torr range with a 6” Varian diffusion pump. The furnace incorporates a control system package with a large graphic touchscreen overview and can be programmed to control gas quench rate up to two bar pressure and achieve temperature uniformity up to 2400° F.
Dan Insogna, Solar Manufacturing
“We are pleased to provide a solution to GSU’s growing research and development efforts, and we know the Mentor® vacuum furnace will benefit the university with this research,” said Dan Insogna, Solar Manufacturing’s Southeast Sales Manager.