Getting excited for the November print edition? In 2021, Heat Treat Today released the inaugural Vacuum Heat Treating print edition. This edition is set to release every November to help heat treaters better work their vacuum furnaces and vacuum heat treat processes.
This Technical Tuesday original content round-up shares the hottest vacuum heat treating articles from this past year as you bundle up for the cool weather this fall. Enjoy!
Graphite in Vacuum Furnace Fixturing
Let's talk about carbon/carbon composite --- C/C.
Why is the vacuum furnace industry excited about its use in graphite vacuum furnace fixtures, grids, and leveling components? Because it can be readily machined for special shapes and applications. The lighter-weight material is mostly composed of carbon fibers and a carbon matrix (or binder).
Contact us with your Reader Feedback!
As the authors of this article explain, "They are among the strongest and lightest high temperature engineered materials in the world compared to other materials such as basic graphite, ceramics, metal, or plastic. C/C composites are lightweight, strong, and can withstand temperatures of over 3632°F (2000°C) without any loss in performance." Intrigued, are you not?
Step-by-Step Guide To Choose Heat Treating Equipment (English / Español)
If it's time to choose an industrial furnace, let's break it down step by step:
Step One: Quote Request
Step Two: Supplier Selection
Step Three: Study and Evaluation of Offers
Step Four: The Price
Follow this guide and avoid saying things like "The substation and/or the cooling tower did not have the capacity"; "The equipment is not what we expected"; or “They never told us that the furnace needed gas in those capabilities." If there are steps you take when selecting an industrial furnace, let us know in a Reader Feedback note here.
Pressure vs. Velocity and the Size of Your Furnace
If you like the R&D world of heat treat, but also like to be grounded in practical heat treat solutions, this is the article for you. Read about what this commercial heat treat found out about how size relates to the pressure and velocity of vacuum furnace cooling rates. Here are the facts you will learn:
The greatest impact on the cooling performance in a vacuum furnace is to increase the___ ______ within ___ _____.
This is achieved by ______ __ ______ of the ______ ____.
Energy at Large: A Heat Treat Vacuum Furnace Case Study
If you like to read about how heat treaters can be game changers in multinational science projects, this is the article for you. A specially designed vacuum heat treat furnace was commissioned to heat treat critical components in a large energy generator. The heat treating of these components takes 5 weeks to complete; talk about a long, uniform heat treat period.
Read about the energy experiment, the heat treat furnace, and the heat treating process in this technical feature.
Imagine this: A huge lab facility nestled in the south of France . . . teams of scientists and technicians striving to bring carbon-free energy solutions to the world . . . “replicating the high-energy fusion reaction that powers the sun and stars.” To complete the project, what heat treat solution is needed? Read more in thisTechnical Tuesday to find out.
This article by Rafal Walczak,product manager at SECO/VACUUM, will be published in Heat Treat Today’s December 2022 Medical & Energy print edition.
Introduction
For this case study, we will discuss how SECO/VACUUM built a highly specialized custom heat treating furnace used in the construction of the central component of a large, multinational science experiment.
The Experiment
ITER (standing for International Thermonuclear Experimental Reactor and meaning “the way” in Latin) is the largest high-energy science experiment ever conducted. At a giant lab facility in southern France 35 countries, hundreds of vendors, and thousands of scientists and technicians are collaborating on a device to demonstrate the feasibility of clean, safe, carbon-free energy production by replicating the high-energy fusion reaction that powers the sun and stars.
Figure 1. ITER Laboratory at the Cadarache research center in southern France Source: ITER Organization
There are no solid materials that can touch, much less contain, such a high-energy reaction without immediately vaporizing. Instead, this super-hot cloud of plasma must be contained by a special configuration of magnets called a tokamak, which can trap charged particles in a toroidal or donut-shape cloud. This tokamak has 10 times more plasma containment volume than any other tokamak ever built.
The term “tokamak” comes to us from a Russian acronym that stands for “toroidal chamber with magnetic coils” (тороидальная камера с магнитными катушками).
The Magnet
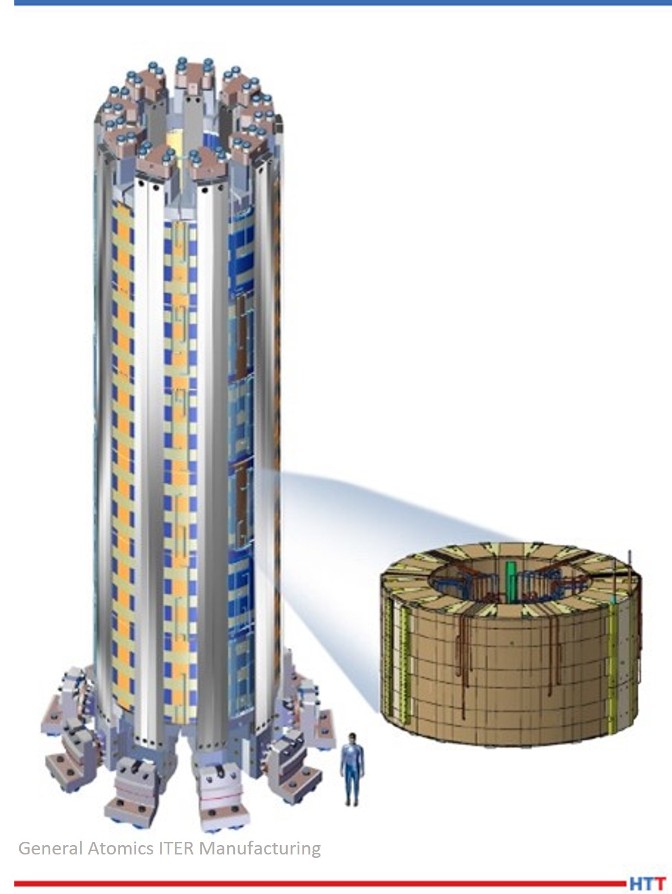
Figure 2. ITER central solenoid and one isolated solenoid module Source: General Atomics ITER Manufacturing
General Atomics’ Magnet Technologies Center near San Diego, CA was contracted to build the ITER tokamak’s large central magnet, the most powerful superconducting magnet ever built, strong enough to lift an aircraft carrier. Other magnets in the tokamak serve to contain the plasma. The central solenoid is an oscillating magnet responsible for inducing current in the plasma cloud similar to how an induction stove heats a pan, except it is heating the plasma to 15 times the temperature of the surface of the sun. Far too large to be constructed and transported in one piece, the 12-meter-tall, 4-meter-wide coil of wires must be built in six 2-meter-tall modules to be joined once they are all on site at the lab. A seventh module will be built as a spare.
Kenneth Khumthong, technical lead for final testing and fabrication certification for ITER Central Solenoid at GA, described the tests on each module of the magnet, saying, “We run a battery of tests on each and every module subjecting them to voltages as high as 30,000 volts and powering them with as much current as 40,000 amps. This is done to ensure that every module meets all of ITER’s specifications prior to shipping them out to France.”
Embrittlement vs. Field Strength Tradeoff
Other superconducting electromagnets in the ITER tokamak will be made using coils of relatively durable niobium-titanium alloy. Past experiments have demonstrated that magnetic fields greater than 12 Tesla disrupt the superconducting properties of Nb3Ti. The ITER central solenoid, however, must sustain magnetic field strengths above 13 Tesla. For this reason, the central solenoid coils must instead use niobium-tin as its superconducting wire, which more reliably maintains superconducting properties in such high magnetic fields but is also more brittle and too fragile to bend after reaction to Nb3Sn. In order to accommodate for the brittle wire, General Atomics had to first coil the wire and jacket into their final shape before heat treating the metals into their superconducting, albeit brittle, alloy Nb3Sn.
The Wire
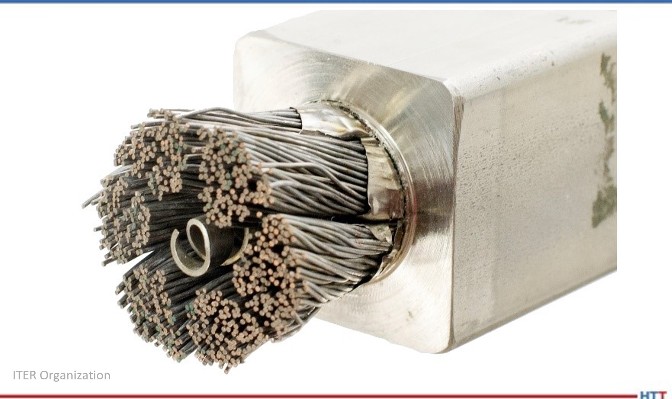
Figure 3. A dissection of the central solenoid conductor strands, central spiral, and structural jacket Source: ITER Organization
Niobium-tin wire strands react to become Nb3
Copper strands serve as traditional conductors to safely dissipate stored energy when the superconductivity experiences a disruption. The copper strands do not react with the niobium-tin.
A central spiral maintains a hollow channel to circulate liquid helium to chill the Nb3Sn wires to 4°K, below their superconducting temperature of 12°
Creating such strong magnetic fields inside a coil of wire will also tear apart the coil of wire itself if that wire is not supported inside a high strength jacket. The ITER central solenoid wire bundle is about 38.5 mm diameter, housed inside a 50 x 50 mm stainless steel jacket.
Total maximum current in the superconductor wire is 48,000 amps.
Worldwide niobium production increased six-fold for several years just to meet the niobium demands of the ITER project.
The Heat Treating Furnace
Figure 4. Technicians ensure proper placement before lowering heat treat furnace Source: General Atomics ITER Manufacturing
In order to convert the niobium-tin metal conductors into superconductors, each of these 4 meter by 2 meter 110 ton solenoid sections must be heat treated for five weeks, exceeding 1200°F (650°C) at its peak. The heat treatment serves to alloy the niobium and tin together into Nb3Sn, which becomes a superconductor when chilled with liquid helium to 4°Kelvin. No such heat treating furnaces existed, so General Atomics turned to SECO/VACUUM to build a custom heat treating furnace large enough to fit these solenoids and packed with all the technology needed to meet the strict quality control standards of this monumental experiment.
Five inch wide metal band heaters ring around the walls of the furnace with nearly 900kW of heating power. Covering 50% of the walls, they provide a very uniform heat. This is brought about by the following seven steps.
The Heat Treating Sequence
In addition to alloying the niobium-tin wires, the furnace also serves to remove the stresses in the stainless steel jacket housing the superconducting wire and to bake off any residual contaminants prior to reaching reaction temperature.
1. Complete a quality control test: Vacuum seal the untreated solenoid coil in the room temperature furnace and charge the inside of the conductor jacket with 30 bar high pressure helium to test for leaks after forming and welding.
Monitor furnace atmosphere with ultra-high sensitivity mass-spectrometer helium detectors.
2. Purge with argon gas while slowly ramping up heat.
This drives off hydrocarbons and oxygen before system reaches reaction temperatures.
Monitor furnace atmosphere with gas chromatograph to find impurities from residual oils and lubricants leftover from manufacturing process.
Monitor and control argon circulation and exchange with mass flow sensors and circulation blowers that penetrate the furnace lid with ferrofluidic feedthrough seals around the blower motor shafts.
3. Maintain at 1058°F (570°C) for about 10 days. Confirm stabilized temperature and pure atmosphere.
4. Proceed to 1202°F (650°C) for four days. This is the actual reaction phase that achieves the primary objective of converting the niobium-tin into the superconducting alloy Nb3
5. Very slowly and uniformly ramp back down to room temperature to avoid additional stresses in the coil.
6. Complete another quality control test: Evacuate the argon and once again vacuum seal the solenoid coil in the room temperature furnace and recharge with 30 bar high pressure helium to test for leaks after heat treating. Monitor atmosphere for the presence of helium, which would indicate a leak in the coil.
7. Only then is it ready for the post-heat treating stages of wrapping with insulation and encasing in epoxy resin for rigidity.
Options, Upgrades, Special Features
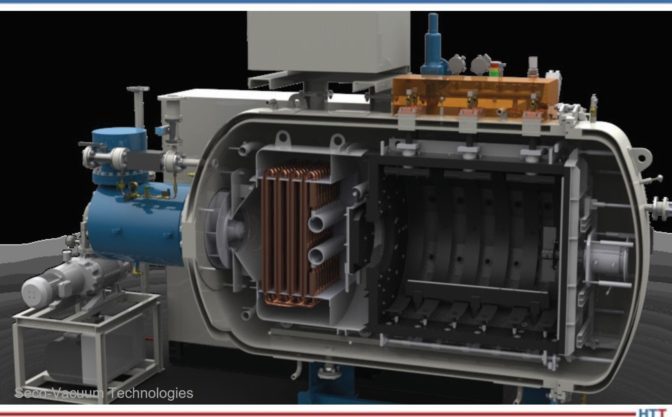
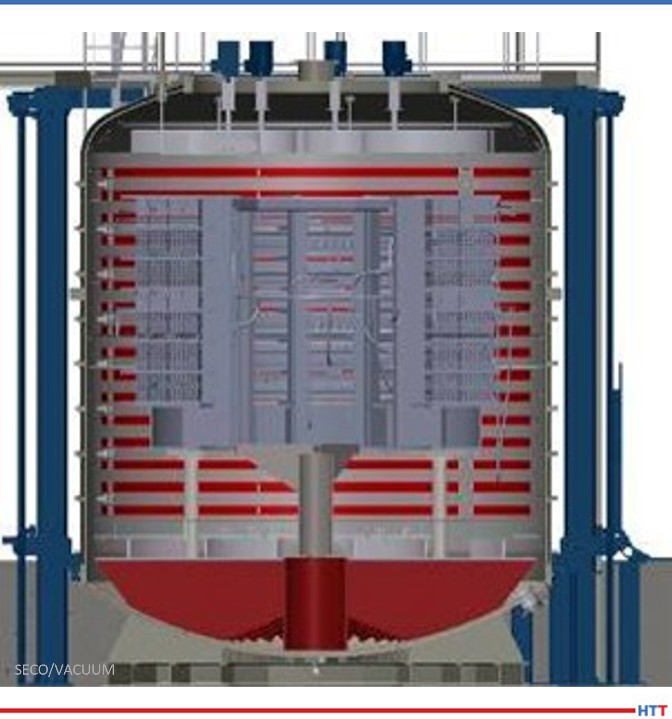
Figure 5. Cutaway illustration showing the furnace construction Source: SECO/VACUUM
There was no room for error. SECO/VACUUM collaborated with the engineers at General Atomic to create a heat treat furnace that can assure temperature variation within the coil never varies by more than 18°F (10°C) anywhere in the furnace at any time in the five-week cycle and achieves near-perfect repeatability for all seven modules.
They accomplished this with quadruple-redundant control thermocouples and feeding temperature data from 150 points in the coil into the control computers. To shield against impurities, the furnace is first evacuated to a vacuum pressure of 0.001 Torr, and then purged with pure argon to drive out any residual oxygen or hydrocarbons that could contaminate the purity of the superconductor. Monitoring the argon atmosphere for impurities are redundant mass spectrometers. The argon is circulated by seven convection fans to heat the solenoid assembly evenly. Each of these fans must be driven through ferrofluidic feedthrough seals which allow the rotating shafts to operate through the furnace walls without compromising the vacuum seal of the furnace.
Consult, Collaborate, and Partner with SECO/VISORY
General Atomics first began discussing this project with Rafał Walczak, the product manager at SECO/VACUUM, in early 2010. Both teams spent over two years on conceptual discussions, preliminary designs, and process simulations before SECO was even awarded the contract. Once SECO was on board, it took another two years of design, fabrication, and installation before the furnace could be put into operation. SECO/VACUUM built it to handle a lifetime of use without error so they could be sure that it would work flawlessly for the seven cycles that it actually had to run.
The SECO/VISORY Heat Treat Advisory Council is a team of SECO/VACUUM heat treat experts and consultants with diverse thermal experience and process knowledge who are available to help companies solve their specific heat treat equipment challenges.
About the Author: Rafal Walczak is the product manager at SECO/VACUUM. Rafal joined SECO/WARWICK Group as a service engineer in Vacuum Furnaces Division soon after graduation from Technical University of Zielona Góra in 2002. Since 2008, he has been involved in vacuum furnace sales in Europe and the USA. The combination of his technical background and field service experience help him provide outstanding support to his SECO/VACUUM customers. For more information, contact Rafal at Rafal.Walczak@SecoVacUSA.com.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Heat Treat Todayoffers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 21 news bites that will help you stay up to date on all things heat treat.
Company Chatter
HarbisonWalkerInternational (HWI), a North American supplier of refractory products and services, announced that its new Alabama One (AL1) manufacturing facility for steel customers in the southern United States is on track to open before the end of 2022.
Solar Atmospheres of Western PA announced their newly designed vacuum oil quench furnace (VOQ) has passed startup protocol
On July 6, Solar Atmospheres hosted over 40 high school students enrolled in the Summer Engineering Institute (SEI) at Lehigh University. The SEI program is a two-week residential program. Students are nominated by faculty of local high schools, and the program specifically targets students who might have limited opportunities to study in the fields of science, technology, engineering, and math (STEM). They received a tour of the campus that emphasized cutting-edge technologies in heat treating and manufacturing.
Advanced Heat Treat Corp. (AHT) announced the addition of UltraGlow® Induction Hardening at its location in Cullman, Alabama.
Pfeiffer Vacuum opened up a new 40,000 square foot facility May 13, 2022. This facility is located at 4037 Guion Lane, Indianapolis, IN.
New Solar Atmospheres of Western PA VOQ furnace
SEI students at Solar Atmospheres
Induction equipment now at AHT’s Alabama location
New Pfeiffer Vacuum system in Indianapolis
Personnel Chatter
Advanced Heat Treat Corp. (AHT) announced that Chris Williams has joined as the new regional sales manager for its location in Cullman, AL.
Industrial Heating Equipment Association (IHEA) recently announced its 2022–2023 Board of Directors and Executive Officers. Serving as President is Jeff Valuck of Surface Combustion, Inc.; Vice-President is Brian Kelly of Honeywell Thermal Solutions; and Treasurer is Jeff Rafter of Selas Heat Technology Co. LLC. Scott Bishop of Alabama Power – a Southern Company assumes the Past President position.
IHEA welcomed to the Board of Directors Ben Gasbarre, the of Sales & Marketing for Gasbarre Thermal Processing Systems, to the Board of Directors.
The Supervisory Board of Advanced Graphene Products has been formed, appointed by the Ordinary General Meeting on June 24, 2022. Peter Zawistowski, a graduate of the Częstochowa University of Technology, Kozminski University (MBA) and the Massachusetts Institute of Technology (Executive Program in General Management), became the new chairman of the Supervisory Board. Peter has been the managing director of SECO/VACUUM operating in the American market since 2017.
The Plibrico Company, a supplier of monolithic refractories and installation services, is excited to announce and welcome Shawn Story as its new engineering manager.
Chris Williams, Regional Sales Manager, AHT
The 2022–2023 IHEA Board of Directors
n Gasbarre, Executive Vice President, Gasbarre Thermal Processing Systems
Shawn Story, Engineering Manager, Plibrico Company
Kudos Chatter
Space-Lok, Inc. met the requirements of Nadcap accreditation and achieved approval for heat treating.
ALD Thermal Treatment, Inc.'s Port Huron facility received the General Motors Supplier Quality Excellence Award for outstanding quality performance for the 8th year in a row. Criteria for this award include zero official customer complaints for 12 months and quality performance of less than one defective part per million.
Advanced Heat Treat Corp. (AHT), a provider of heat treat services and metallurgical solutions, announced that it has renewed its Nadcap accreditation in heat treating (ion and gas nitriding) and passed its Aerospace Quality System (AC7004) audit. The company has also added additional AMS specifications to its scope: AMS2759/6 and AMS2759/12.
Braddock Metallurgical announced the renewal of a Nadcap accreditation at their Tampa, FL location. The administrator, , has also determined that the heat treater has gone beyond industry requirements and so earned Merit recognition.
SECO/WARWICK in India celebrated its fifth anniversary of its establishment in May, although they have been operating in that market since.
Metalex Thermal Specialties, a heat treat service provider, announced that it has achieved AS9100:2016 and ISO 9001:2015 certification for the quality management system implemented by its heat treating facility in Berthoud, CO.
Paulo’s Cleveland plant in Ohio has earned Honeywell approval for all HIP processing with no restrictions.
The MTI Educational Foundation announced that it awarded Eric Roth of Tucson, Arizona (University of Arizona) the $15,000 Founders Scholarship.
ITP Aero UK Limited was awarded their latest Nadcap certification for Heat Treating with full 24-month merit and accreditation length.
Maryam Razavipour, a senior engineer at Lumentum, was selected by the Heat Treating Society Board of ASM International for the 2022 HTS/Bodycote Best Paper Award for her paper, “Data-Driven Design Framework for Laser Heat Treatment Process of Cold Spray Coating.”
Nadcap accreditation for Space-Lok, Inc.
Supplier Quality Excellence Award for ALD Thermal Treatment, Inc.
Nadcap Merit recognition for Braddock Metallurgical Tampa, FL facility
Eric Roth, recipient of Founders Scholarship from MTI Educational Foundation
Maryam Razavipour, Sr. Engineer of Manufacturing Process Development, Lumentum
Heat Treat Today is pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to bethany@heattreattoday.com.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
A global leader in power technologies purchased a vacuum furnace from a North American furnace provider. The equipment will be used for specialized nuclear operations.
Peter Zawistowski Managing Director SECO/VACUUM TECHNOLOGIES, USA Source: secowarwick.com
SECO/VACUUM, a SECO/WARWICK Group company, was awarded the order for the 2-bar Vector®, a single chamber high-pressure quench vacuum furnace. It will be used for a variety of heat treating processes, including hardening of tool steels as well as high vacuum sintering and annealing. The furnace design will achieve deep vacuum levels, allowing the customer to process materials for nuclear applications. The new Vector will replace an older furnace, adding significantly more capabilities and process flexibility.
"I’m very proud of how our SECO/VISORY group managed this relationship," noted Peter Zawistowski, managing director of SECO/VACUUM. "Our product management and engineering staff collaborated with the customer’s engineering and commercialization teams for over a year to develop a proposal for the specialized capabilities they required."
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Piotr Skarbiński Vice President of the Aluminum Process and CAB Products Segment SECO/WARWICK Group Source: SECO/WARWICK
An international furnace supplier has been contracted to deliver a controlled atmosphere brazing line for air conditioning system components. The new line will be used to produce air conditioning condensers and evaporators.
The new CAB line is the third SECO/WARWICK order from this Chinese customer and will help to maintain its position in the automotive air-conditioning system market. Heat exchangers are manufactured using highly specialized continuous lines for controlled atmosphere brazing (CAB).
"The growth of the electromobility segment, legal regulations, and the increasing awareness of the global society associated with the need to care for the natural environment gives [us] high hopes for the product line dedicated to the battery cooler segment," said Piotr Skarbiński, vice president of the Business Segment Aluminum Process and CAB at SECO/WARWICK.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Peter Zawistowski Managing Director SECO/VACUUM TECHNOLOGIES, USA Source: secowarwick.com
A global automotive components manufacturer is expecting a high pressure quench horizontal vacuum furnace from a North American-based vacuum furnace supplier for annealing fuel injector components.
With a chamber size of 36" x 36" x 48" and a load capacity of 3,300 lbs., the SECO/VACUUM Vector® vacuum furnace will be the seventh vacuum heat treating system delivered to the automotive OEM. The furnace includes a battery-operated electric loader and SECO/VACUUM's SCADA system. "Once again," Peter Zawistowski, managing director of SECO/VACUUM, says, "we have been rewarded for a good track record of performance and service support by this international automotive and machine tools components manufacturer."
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Peter Zawistowski Managing Director SECO/VACUUM TECHNOLOGIES, USA Source: secowarwick.com
An American manufacturer of automotive metal seals will be replacing an existing vacuum furnace to meet high performance standards for its tooling and precision sealing products.
SECO/VACUUM, a SECO/WARWICK Group company, will deliver a Vector® high-pressure gas quench furnace (HPGQ). It has a chamber size of 24” x 24” x 36”, will be equipped with SECO/PREDICTIVE maintenance software designed to predict issues before they occur, and includes various technologies that will ensure high quality performance and process repeatability.
"We have worked very hard to create the tools and metrics necessary to manage our customers’ vacuum heat treatment processes accurately and without unplanned service interruptions," said Peter Zawistowski, managing director of SECO/VACUUM, "and while that gives us an important edge, we are also fully committed to direct contact with the customer to anticipate problems and solve them before they occur."
In addition to the hardware and supervisory tools, the furnace supplier will provide extensive training on the new Vector and support it with a 5-year preventive maintenance program.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Peter Zawistowski Managing Director SECO/VACUUM TECHNOLOGIES, USA Source: secowarwick.com
A global manufacturer of electronic components with engineering centers and factories worldwide has purchased a vacuum tempering furnace for one of its plants in Pennsylvania. The furnace will be used to anneal copper and steel electrical connectors used in subsequent assemblies.
With a chamber of 48” x 48” x 72”, the new equipment from SECO/VACUUM, a SECO/WARWICK Group company, will deliver added capacity to meet increased demand for the company’s products. The order includes a turbo-cooling feature designed to improve turnaround time from batch to batch and maximize throughput.
"We are finding increasing opportunities in markets with broad supply chain stresses," commented Peter Zawistowski, managing director of SECO/VACUUM. "We are doing our part with this global electronics supplier to provide the boost they need to achieve an integrated recovery with their customers. Every little bit helps, and we’re pleased to be a part of the solution."
A manufacturer of machining tools, industrial knives, mulching knives, and chippers has placed an order for a vacuum furnace with 10 bar high-pressure gas quenching. It will be used for tool steel hardening and tempering processes.
The furnace on order, the Vector® -- a furnace from North American SECO/VACUUM and the international SECO/WARWICK -- has been adapted to match the Czech manufacturer's needs: SECO/WARWICK engineers have designed a 600 x 600 x 1800mm work space. The device modification was implemented to fit the long and straight characteristic shape of the workpieces. The unit was also equipped with a directional cooling option to effectively cool down long and thin knives that, a shape that's prone to distortion during the hardening process.
The application for the device required an inverter that enables complete control over temperature at every stage of the hardening process to reduce distortion. Together with the additional option of directional cooling and the convection system, the system design helps to reduce the undesirable distortion significantly.
Piotr Zawistowski Managing Director SECO/VACUUM TECHNOLOGIES, USA Source: secowarwick.com
An international cutting tool manufacturer will augment the capacity of its heat treat vacuum temper furnaces with two more at their North Carolina manufacturing facility.
This expansion to the company's heat treat capabilities comes two months after ordering their fourth Vector® from SECO/VACUUM. The two single chamber, horizontal, front-loading furnaces are designed with an all-metal hot zone for clean vacuum processing. This style will be able to keep up with most standard hardening, tempering, annealing, solution heat treating, brazing and sintering applications, as well as low pressure carburizing.
"We are thrilled to be an ongoing partner in this [client's] growth," said Piotr Zawistowski, managing director of SECO/VACUUM. "We know they have multiple competitive options for their vacuum heat treat equipment, so we take nothing for granted, and work hard to earn their business every step of the way."








 If you like to read about how heat treaters can be game changers in multinational science projects, this is the article for you. A specially designed vacuum heat treat furnace was commissioned to heat treat critical components in a large energy generator. The heat treating of these components takes 5 weeks to complete; talk about a long, uniform heat treat period.
If you like to read about how heat treaters can be game changers in multinational science projects, this is the article for you. A specially designed vacuum heat treat furnace was commissioned to heat treat critical components in a large energy generator. The heat treating of these components takes 5 weeks to complete; talk about a long, uniform heat treat period. Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com





 Heat Treat
Heat Treat