Twice a month, Heat TreatToday publishes an episode of Heat TreatRadio, an industry-specific podcast that covers topics in the aerospace, automotive, medical, energy, and general manufacturing realms. Each episode provides industry knowledge straight from the experts.
Stay abreast of quenching tips, techniques, and training --- especially in the auto industry --- with this original content piece that draws from three video/audio episodes.
Heat Treat Radio: The Greenness and Goodness of Salt Quenching with Bill Disler
Bill Disler President, CEO AFC-Holcroft Source: AFC-Holcroft
Sure, salt quenching has been around for quite some time, but this method is coming more to the forefront when we consider some of the concerns and costs of oil quenching. In this Heat TreatRadioepisode, listen in to Bill Disler of AFC-Holcroft discuss the pros and cons of salt quenching. His brief overview and then salt versus other quench options will leave you ready to embrace quenching at your heat treat shop.
Contact us with your Reader Feedback!
"I’d say, in general, the most common thoughts with salt are to use it for bainitic quenching. If you’re quenching into a bainitic structure, salt has always been the only way to do this," comments Bill. "But what we’re seeing the growth into, and much more activity, is martensitic quench." As you listen, key into the point of salt quenching offering a "green-minded" solution due to recyclability.
Heat Treat Radio: Water in Your Quench with Greg Steiger, Idemitsu
Greg Steiger Senior Key Account Manager Idemitsu Lubricants America
Water in the quench tank? How much is too much? What do you do to get rid of it? Is it possible to prevent water from getting into the tank? Greg Steiger of Idemitsu answers these questions and more in this essential episode.
"Our research has shown that basically about 200-250 ppm water, you start to get uneven cooling," Greg Steiger cautions. "When you start getting up to large amounts of water, somewhere around 750 ppm to over 1000 ppm, it becomes a safety issue."
The entire episode gives answers to how to identify, prevent, and remove water in the quench.
Heat Treat Radio: All Things Auto Industry Quenching with Scott MacKenzie
D. Scott MacKenzie, Ph.D Senior Research -- Metallurgy Quaker Houghton, Inc.
This interview gets to some nitty gritty details regarding quenching and the shift to electric vehicles. What does the future of heat treating look like for electric vehicles (EVs)? Where is aluminum heat treat fitting in? Listen in to get industry insight on these answers. Scott MacKenzie of Quaker Houghton also explores simulation and modeling, the need for trained metallurgists in our industry, and more broad heat treat considerations.
"The next thing you have to understand is the quenchant itself," Scott MacKenzie advises. "You have to understand the physical properties."
In induction hardening, power supply, generator issues, and coil problems can all cause damage to parts. Consider one more area where problems may develop: improper care of polymer quenchants. Several key variables play a role in maintaining polymer quenchants, and in protecting the final product. Learn what these variables are in this article by D. Scott MacKenzie, Ph.D., senior research scientist of Metallurgy at Quaker Houghton, Inc.
This Technical Tuesday feature will be published in Heat Treat Today's May 2022 Induction Heating print edition.
D. Scott MacKenzie, Ph.D Senior Research Scientist -- Metallurgy Quaker Houghton, Inc.
Introduction
Induction hardening is commonly used to heat treat gear teeth, shafting, and other parts that require a high surface hardness for wear or strength. The process uses a power supply, RF generator, induction coil, and quenching mechanism (spray or immersion) to yield a high surface hardness and advantageous residual surface stresses. Heating is very fast, with selective heating of the desired part. An induction hardening line can be integrated readily into cellular manufacturing.
There are many problems that can occur in induction hardening that can have nothing to do with the power supply, RF generator, or coil. These are process-related issues that are often due to improper or inadequate process control. These problems can manifest themselves as improper part hardness or cracking; improper pattern; quenching issues such as foaming or excessive drag-out; corrosion issues; or biological issues such as bacteria and fungus or odors. In this short article we will discuss proper process control of polymer quenchants.
Concentration Control
Concentration control is one of the most important process parameters in induction hardening. Improper control can result in soft parts, cracked parts, or excessive distortion. The concentration of the polymer can change due to quenchant drag-out during operation, or due to evaporation of the water. Another source of inaccurate polymer control is contamination from coolants, or process fluids from prior operations if the parts are not cleaned prior to induction hardening.
The most common method of concentration control is by handheld digital or analog refractometer. A small drop of the quenchant is placed on the sample window of the refractometer, and the refractive index (in °Brix) of the quenchant is determined. The refractometer reading is then multiplied by the factor associated with the quenchant to determine the concentration.
However, contamination from using hard water, or other contamination from coolants, etc., can cause the factor to shift lower, resulting in an error in concentration measurement. The refractometer should be verified using kinematic viscosity at routine intervals, to monitor and correct the proper multiplying factor.
If the concentration is low, the polymer should be added. If the concentration is high, the water should be added.
pH
pH is the measurement of the acidity of the solution and is a measure of the health of the system. It infers the presence of adequate corrosion inhibitor. Steel parts tend to rust when solutions are at a pH of less than 7 and have a passive film at a pH greater than 8.5. Further, biological growth is stunted as the pH is increased. Contamination, especially by chloride containing coolants, or from water containing high levels of chloride can result in the pH dropping, and rust occurring. In water, when evaporation occurs, the chloride will concentrate. Should the pH drop below 8.5, then a pH booster or corrosion inhibitor should be added to increase the pH.
Corrosion Inhibitors
There are two types of corrosion inhibitors commonly used in polymer quenchants — nitrite/nitrate corrosion inhibitors, and amine based corrosion inhibitors. These different types of inhibitors should not be mixed due to incompatibility. Most machining coolants contain amine type of inhibitors, so this type of inhibitor is usually recommended for induction hardening unless the parts are thoroughly cleaned and rinsed prior to induction hardening.
Biological Availability
Biological activity, such as fungus or bacteria, can affect the performance of the quenchant. This generally affects the quench system by clogging filters, and clogging quench spray heads. It is also an odor issue, resulting in a strong mildew or rotten egg smell.
The test for biological activity is usually a simple dip slide. The slide, containing an agar-type growth medium, is washed with the fluid, and allowed to sit for three days. Bacteria growth will be evident on one side, and fungal growth is visible on the other side. The levels of bacteria are usually rated from 1–11, indicating bacteria or fungus in a logarithmic scale. When the bacteria exceed 6 or 106 CFU/ml, the fluid should be treated with a biocide. If the fungus count exceeds 102 CFU/ml, then it should be treated with a spectrum fungicide. The system should also be thoroughly cleaned prior to dumping and recharging to prevent contamination of the new bath.
Image: Polymer quenchant contaminated with coolant. Failure to properly wash and rinse parts prior to induction hardening can contribute to rusting, cracked parts, and unsightly surface condition. Source: Quaker Houghton, Inc.
One thing to note, is that the use of biocides is extremely hazardous. Very small quantities (ounces) are required to kill the biological activity in a 10,000-gallon tank. Proper safety equipment (Tyvek suit, chemical safety goggles, face shield, and chemical resistant gloves) should be used to dose a system to kill biologicals. The use of biostable quenchants, such as Aqua-Quench™ 145 or Aqua-Quench™ 245 can avoid the use of dangerous biocides.
Contamination
Contamination is the most common cause of quenchant failure in induction hardening. This is due to improper or inadequate cleaning of parts prior to induction hardening. The contaminants do not burn off , but act as a source for rusting and other surface defects.
The quench tank is not a cleaning tank. Parts should be free from coolants and other fluids prior to heat treatment. Even a small amount of residue on each part can build up in the system, and thousands of parts are processed. For long life of the quenchant bath, proper cleaning of parts is required.
Conclusions
In this short article, the importance of several key variables was illustrated. Proper control of these variables will lead to properly heat treated parts, and long quench bath life.
About the Author: D. Scott Mackenzie, Ph.D., is senior research scientist in Metallurgy at Quaker Houghton. In 2008, he was awarded the Materials Science and Engineering Departmental Distinguished Alumni award from The Ohio State University. He is the author of several books, and over 100 peer-reviewed papers. Scott received a B.S. in Metallurgical Engineering from The Ohio State University and holds an M.S. and Ph.D in Metallurgical Engineering from the University of Missouri. He has served on the ASM Heat Treating Society Board of Directors, and is past president of the International Federation of Heat Treating and Surface Engineering.
For more information: scott.mackenzie@quakerhoughton.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
We've assembled some of the top 101 Heat TreatTips that heat treating professionals submitted over the years into today’s original content. Read on for 8 tips that will keep you and your team safe!
By the way, Heat TreatToday introduced Heat TreatResources last year; this is a feature you can use when you're at the plant or on the road. Check out the digital edition of the September 2021 Tradeshow magazine to check it out yourself!
4 Reasons Not to Overlook Combustion System Maintenance
Anyone who has operated a direct fired furnace, especially one that relies on pressure balance ratio regulators for ratio control, knows that regular tuning is needed to keep the process running with the proper air to fuel ratio.
Here are 4 reasons not to skip regular combustion system tuning:
It can cost you money: Operating with more air than needed will reduce your furnaces efficiency and require you to burn more fuel. Conversely, operating air deficient, unless necessary for the process, results in unburned fuel being released with the exhaust gasses. In most cases the unburned fuel going up your stack is energy that you paid for.
It can decrease product quality and yield: For many ferrous metals too much excess air will result in excess scale formation at high processing temperatures. On the contrary other materials such as titanium need to be processed with excess air to prevent Hydrogen pickup.
It can reduce your furnace’s reliability: The burners on your direct fired furnace will have a defined range of acceptable air to fuel ratios for proper operation. If your system wanders outside of this range, which can be fairly tight with today’s ultra-low NOx burners, you could start to see flame failures that result in unplanned shutdowns.
It can be a safety hazard: Apart from the possibility of causing burner instability, running with too little air will increase CO emissions. Unless your furnace is designed to safety exhaust CO you could end up exposing personnel working near your furnace to this deadly gas.
(Bloom Engineering)
Alarm Your Eye Fountains & Deluge Showers
For emergency eye fountains and deluge showers, I recommend that each plumbed unit be equipped with an audio and visual alarm on a spring-loaded bypass. The purpose of the alarm is to alert others of the emergency. It is important that employees promptly respond to assist the employee who has been sprayed, splashed, or otherwise contacted by the dangerous substances. The bypass allows employees to easily test the units without setting off the alarm. If there is no bypass, employees might be reluctant to conduct the test, feeling it takes too much effort to alert all relevant persons that there is a test. As a result, an inadequacy of the flushing system could go undetected. With the bypass on a spring-loaded system, the person who conducts the test cannot fail to reset the alarm; it is reset automatically.
(Rick Kaletsky)
Gauge Those Gauges
It is quite common, in my experience during inspections, to find gauges that are missing bezels or have severely broken bezels. This can be a hazard if the stylus or general mechanism is damaged. I have found stuck styluses. A false reading may be given. Such a reading may result (for example) in an employee boosting air pressure, or the level of liquid in a tank or a temperature, far beyond the safe limit. I have also noted gauges where the stylus had been broken-off, and an employee merely made an assumption of what the proper “numbers” were. When conducting preventive maintenance tasks, check those gauges and replace missing or damaged bezels.
(Rick Kaletsky)
Check Your Quench Oil
Safety – Performance – Oxidation
Safety
Water content should not exceed a maximum of 0.1% in the quench oil.
Flash point should be checked to ensure no extraneous contamination of a low flash point material (i.e. kerosene) has been introduced into the quench tank.
Performance
Cooling curve analysis or GM Quenchometer Speed should be checked to confirm the quench oil is maintaining its heat extraction capabilities. Variances in heat extraction capabilities could possibly lead to insufficient metallurgical properties.
Oxidation
TAN (total acid number) and Precipitation Number should be checked to ensure the quench oil is thermally and oxidatively stable. Oxidation of the quench oil can lead to staining of parts and possible changes in the heat extraction capabilities.
Sludge content should be checked . . . filter, filter, filter . . . sludge at the bottom of the quench tank can act a precursors for premature oxidation of the quench oil.
Work with your quench oil supplier on a proactive maintenance program . . . keep it cool . . . keep it clean . . . keep it free of contamination to extend the life of your quench oil.
(Quaker Houghton)
Compliance Issues? Try On-Site Gas Generation
On-site gas generation may help resolve compliance issues. Growth and success in thermal processing may have resulted in you expanding your inventory of reducing atmosphere gases. If you are storing hydrogen or ammonia for Dissociated Ammonia (DA), both of which are classed by the EPA as Highly Hazardous Materials, expanding gas inventory can create compliance issues. It is now possible to create reducing gas atmospheres on a make-it-as-you-use-it basis, minimizing site inventory of hazardous materials and facilitating growth while ensuring HazMat compliance. Modern hydrogen generators can serve small and large flow rates, can load follow, and can make unlimited hydrogen volumes with virtually zero stored HazMat inventory. Hydrogen is the key reducing constituent in both blended hydrogen-nitrogen and DA atmospheres—hydrogen generation (and optionally, nitrogen generation) can be used to provide exactly the atmosphere required but with zero hazardous material storage and at a predictable, economical cost.
(Nel Hydrogen)
Use Fall Protection Systems to Reduce Construction-Related Falls
Most equipment used for thermal processing stands well over 10 feet tall and has the capacity to hold or process over 60 tons of molten metal. During refractory installation, repair and maintenance of this large equipment, refractory professionals often find themselves raised atop platforms, scaffolding, decking and work stations. Due to the fact that refractory employees regularly work at elevated heights, it is crucial to keep them safe from fall-related injuries, as well as to ensure the job site is free of safety violations. To accomplish this goal, it is essential to understand the hazards of falls and know the Occupational Safety and Health Administration (OSHA) rules.
According to OSHA, in 2017, almost 42% of all construction worker related deaths were attributed to falls. Thousands more were injured. Fall Protection infractions (OSHA 29 CFR 1926.501) also topped OSHA’s 2018 list of the Top 10 Safety Violations for the eighth consecutive year.
Incidents involving falls frequently involve a variety of factors, however, a common thread running through most is the absence of fall protection equipment. Even if you’re Nik Wallenda, the high wire aerialist of the famed Flying Wallendas family, OSHA requires protection when working on refractories at heights of six feet above a lower level:
Handrails, Guardrails and Toe-boards: serve as barriers between the employee and an open edge. Midrails or screens need to be installed between the top of the guardrail and the walking or working surface to prevent falls.
Personal Fall Arrest Systems: provide employees with an individual form of fall protection. For example, a body harness connected to a lanyard or retractable line secured to a fixed anchor. These types of systems are designed to go into action before contact with any lower level.
Personal Fall Restraint Systems: prevent employees from reaching the edge where a fall hazard is likely to occur. It tethers a worker in a manner that will not allow a fall of any distance. This system is comprised of a body belt or body harness, an anchorage, connectors, and other necessary equipment.
As a second line of defense or where fall prevention systems are not practical, for instance roof work, a warning line system consisting of ropes, wires, or chains is an approved solution if it is at least 6 feet from open edges around all sides of the work area. Fixed barriers can also be installed to prevent employee access to dangerous areas.
To address any hazardous areas that may have floor openings, color-coded covers should be used and marked with the word “Hole”. Covers should be secured tight to prevent workers from falling through floors or elevated areas.
OSHA clearly states employer requirements. OSHA mandates employers train workers on how to use personal fall protection equipment and how to work in hazardous situations. Employers must also assess the workplace to determine if walking or working surfaces have the necessary strength and structural integrity to safely support workers.
Before any work begins, conduct a hazard assessment to develop a comprehensive fall protection plan, to manage hazards and focus employee attention on prevention. Falls cause deaths and numerous serious injuries each year, many of which are preventable. Maintain the highest safety standards on your job site by installing or using fall protection systems – not all of us can be as sure footed as Nik Wallenda.
(Plibrico Company, LLC)
Container Clarity Counts!
Assure that container label wording (specifically for identifying chemical contents) matches the corresponding safety data sheets (SDS). Obvious? I have seen situations where the label wording was legible and accurate and there was a matching safety data sheet for the contents, but there was still a problem. The SDS could not be readily located, as it was filed under a chemical synonym, or it was filed under a chemical name, whereas the container displayed a brand name. A few companies label each container with (for instance) a bold number that is set within a large, colored dot. The number refers to the exact corresponding SDS.
(Rick Kaletsky)
A Products Eye View in the CAB Furnace Using Optical Profiling
Ever wished you could see what truly happens to your product as it travels through your conveyorized CAB furnace? Well now you can! Thru-process Optical profiling is similar to temperature profiling but instead of measuring the temperature of the product the system records a high-resolution video of the products journey through the furnace. It’s like running your car “Dash Cam” but through the furnace at over 1000°F. The resulting video “Optical Furnace Profile” shows process engineers so much more about how their process is operating without any need to stop, cool and dismantle the furnace. This allows safe routine furnace inspection without any of the problems of costly lost production and days of furnace down time. From the video evidence, the root cause of process problems, possibly already highlighted by running the temperature profile system, can be identified accurately and efficiently. Furnace structural damage or faulty furniture such as recirculating fans, control thermocouples or heater elements can be detected. Buildup of unwanted flux within the furnace can be monitored allowing accurate service and clean down schedules to be planned preventing future unplanned costly line stoppages. Damage or distortion of the conveyor belt compromising the safe smooth transfer of product through the furnace can be isolated with accuracy helping reduce corrective action turnaround times.
We’ve assembled some of the top 101Heat TreatTips that heat treating professionals submitted over the last three years into today’s original content. If you want more, search for “101 heat treat tips” on the website! Today’s tips will remind you of the importance of materials science and chemistry.
By the way, Heat TreatToday introduced Heat Treat Resources last year; this is a feature you can use when you’re at the plant or on the road. Check out the digital edition of the September Tradeshow magazine to check it out yourself!
Induction Hardening Cast Iron
Induction hardening of cast irons has many similarities with hardening of steels; at the same time, there are specific features that should be addressed. Unlike steels, different types of cast irons may have similar chemical composition but substantially different response to induction hardening. In steels, the carbon content is fixed by chemistry and, upon austenitization, cannot exceed this fixed value. In contrast, in cast irons, there is a “reserve” of carbon in the primary (eutectic) graphite particles. The presence of those graphite particles and the ability of carbon to diffuse into the matrix at temperatures of austenite phase can potentially cause the process variability, because it may produce a localized deviation in an amount of carbon dissolved in the austenitic matrix. This could affect the obtained hardness level and pattern upon quenching. Thus, among other factors, the success in induction hardening of cast irons and its repeatability is greatly affected by a potential variation of matrix carbon content in terms of prior microstructure. If, for some reason, cast iron does not respond to induction hardening in an expected way, then one of the first steps in determining the root cause for such behavior is to make sure that the cast iron has not only the proper chemical composition but matrix as well.
(Dr. Valery Rudnev, FASM, Fellow IFHTSE, Professor Induction, Director Science & Technology, Inductoheat Inc.)
14 Quench Oil Selection Tips
Here are a few of the important factors to consider when selecting a quench oil.
Part Material – chemistry & hardenability
Part loading – fixturing, girds, baskets, part spacing, etc.
Part geometry and mass – thin parts, thick parts, large changes in section size
Distortion characteristics of the part (as a function of loading)
Stress state from prior (manufacturing) operations
Oil type – characteristics, cooling curve data
Oil speed – fast, medium, slow, or marquench
Oil temperature and maximum rate of rise
Agitation – agitators (fixed or variable speed) or pumps
Effective quench tank volume
Quench tank design factors, including number of agitators or pumps, location of agitators, size of agitators, propellor size (diameter, clearance in draft tube), internal tank baffling (draft tubes, directional flow vanes, etc.), flow direction, quench elevator design (flow restrictions), volume of oil, type of agitator (fixed v. 2 speed v. variable speed), maximum (design) temperature rise, and heat exchanger type, size, heat removal rate in BTU/hr & instantaneous BTU/minute.
Height of oil over the load
Required flow velocity through the workload
Post heat treat operations (if any)
(Dan Herring, “The Heat Treat Doctor®”, of The HERRING GROUP, Inc.)
How to Achieve a Good Braze
In vacuum brazing, be certain the faying surfaces are clean, close and parallel. This ensures the capillary action needed for a good braze.
A good brazing filler metal should:
Be able to wet and make a strong bond on the base metal on which it’s to be applied.
Have suitable melt and flow capabilities to permit the necessary capillary action.
Have a well-blended stable chemistry, with minimal separation in the liquid state.
Produce a good braze joint to meet the strength and corrosion requirements.
Depending on the requirements, be able to produce or avoid base metal filler metal interactions.
(ECM USA)
Pay Attention to Material Chemistry
When trying to determine a materials response to heat treatment, it is important to understand its form (e.g., bar, plate, wire, forging, etc.), prior treatments (e.g. mill anneal, mill normalize), chemical composition, grain size, hardenability, and perhaps even the mechanical properties of the heat of steel from which production parts will be manufactured. The material certification sheet supplies this basic information, and it is important to know what these documents are and how to interpret them.
Certain alloying elements have a strong influence on both the response to heat treatment and the ability of the product to perform its intended function. For example, boron in a composition range of 0.0005% to 0.003% is a common addition to fastener steels. It is extremely effective as a hardening agent and impacts hardenability. It does not adversely affect the formability or machinability. Boron permits the use of lower carbon content steels with improved formability and machinability.
During the steelmaking process, failure to tie up the free nitrogen results in the formation of boron nitrides that will prevent the boron from being available for hardening. Titanium and/or aluminum are added for this purpose. It is important, therefore, that the mill carefully controls the titanium/nitrogen ratio. Both titanium and aluminum tend to reduce machinability of the steel, however, the formability typically improves. Boron content in excess of 0.003% has a detrimental effect on impact strength due to grain boundary precipitation.
Since the material certification sheets are based on the entire heat of steel, it is always useful to have an outside laboratory do a full material chemistry (including trace elements) on your incoming raw material. For example, certain trace elements (e.g. titanium, niobium, and aluminum) may retard carburization. In addition, mount and look at the microstructure of the incoming raw material as an indicator of potential heat treat problems.
(Dan Herring, The Heat Treat Doctor®)
Aqueous Quenchant Selection Tips
Determine your quench: Induction or Immersion? Different aqueous quenchants will provide either faster or slower cooling depending upon induction or immersion quenching applications. It is important to select the proper quenchant to meet required metallurgical properties for the application.
Part material: Chemistry and hardenability are important for the critical cooling rate for the application.
Part material: Minimum and maximum section thickness is required to select the proper aqueous quenchant and concentration.
Select the correct aqueous quenchant for the application as there are different chemistries. Choosing the correct aqueous quenchant will provide the required metallurgical properties.
Review selected aqueous quenchant for physical characteristics and cooling curve data at respective concentrations.
Filtration is important for aqueous quenchants to keep the solution as clean as possible.
Check concentration of aqueous quenchant via kinematic viscosity, refractometer, or Greenlight Unit. Concentration should be monitored on a regular basis to ensure the quenchant’s heat extraction capabilities.
Check for contamination (hydraulic oil, etc.) which can have an adverse effect on the products cooling curves and possibly affect metallurgical properties.
Check pH to ensure proper corrosion protection on parts and equipment.
Check microbiologicals which can foul the aqueous quenchant causing unpleasant odors in the quench tank and working environment. If necessary utilize a biostable aqueous quenchant.
Implement a proactive maintenance program from your supplier.
(Quaker Houghton)
Container Clarity Counts!
Assure that container label wording (specifically for identifying chemical contents) matches the corresponding safety data sheets (SDS). Obvious? I have seen situations where the label wording was legible and accurate and there was a matching safety data sheet for the contents, but there was still a problem. The SDS could not be readily located, as it was filed under a chemical synonym, or it was filed under a chemical name, whereas the container displayed a brand name. A few companies label each container with (for instance) a bold number that is set within a large, colored dot. The number refers to the exact corresponding SDS.
(Rick Kaletsky)
Check out these magazines to see where these tips were first featured:
One of the great benefits of a community of heat treaters is the opportunity to challenge old habits and look at new ways of doing things. Heat TreatToday’s101 Heat TreatTipsis another opportunity to learn the tips, tricks, and hacks from some of the industry’s foremost experts.
Heat TreatToday’s latest round of 101 Heat Treat Tips is featured in Heat TreatTodayfall issue (also featuring the popular 40 Under 40).
Today’s selection includes tips from ECM USA, Carrasco Hornos, and Quaker Houghton. Each of them has provided quick steps or comments on a variety of topics ranging from furnace brazing to furnace expenses to quench performance or maintenance.
Heat TreatTip #1
How to Achieve a Good Braze
In vacuum brazing, be certain the faying surfaces are clean, close and parallel. This ensures the capillary action needed for a good braze.
A good brazing filler metal should:
1. Be able to wet and make a strong bond on the base metal on which it’s to be applied.
2. Have suitable melt and flow capabilities to permit the necessary capillary action.
3. Have a well-blended stable chemistry, with minimal separation in the liquid state.
4. Produce a good braze joint to meet the strength and corrosion requirements.
5. Depending on the requirements, be able to produce or avoid base metal filler metal interactions.
(ECM USA)
Heat TreatTip #2
How Much Lost Money Flows Through the Walls of Your Furnace
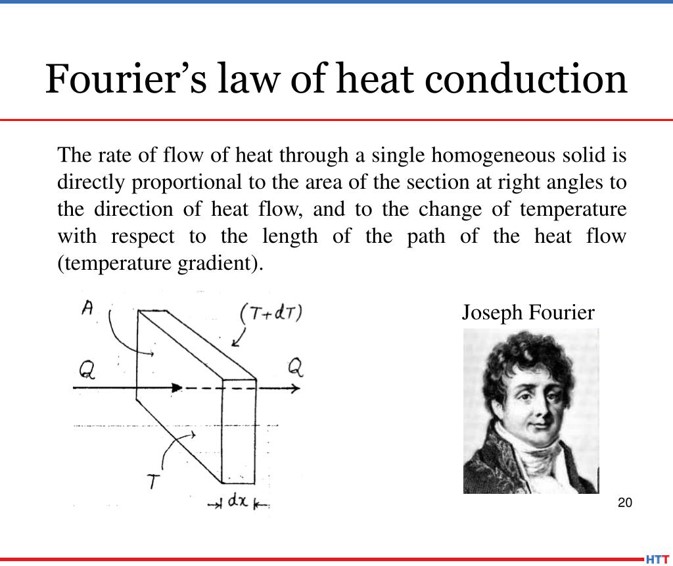
In a strict sense, heat flows through the insulating lining of your furnace wall: the lower the outside temperature in the furnace shell, the less heat is lost and, consequently, less money.
Fourier’s Law of Heaat Conduction (Source: Carrasco Hornos)
For example, an outside temperature on the oven shell of 160°F (71°C) equals a heat loss of approximately 190 BTU/hr ft2, just multiply this number by the square footage of the entire outside surface of the oven. A well-designed and well-maintained insulation can reduce the outside temperature of the shell, say 120°F (49°C), and heat losses would be close to 100 BTU/hr ft2, that’s 90% more heat lost and therefore fuel.
So, my Tip for today is: “Let’s go for the basics that don’t change, and it will always give good results.” By the way, how many furnaces are there in your plant and how many square feet do their surfaces add up to?
(Carrasco Hornos)
Heat TreatTip #4
Check Your Quench Oil
Safety – Performance – Oxidation
Safety
Water content should not exceed a maximum of 0.1% in the quench oil.
Flash point should be checked to ensure no extraneous contamination of a low flash point material (i.e. kerosene) has been introduced into the quench tank.
Performance
Cooling curve analysis or GM Quenchometer Speed should be checked to confirm the quench oil is maintaining its heat extraction capabilities. Variances in heat extraction capabilities could possibly lead to insufficient metallurgical properties.
Oxidation
TAN (total acid number) and Precipitation Number should be checked to ensure the quench oil is thermally and oxidatively stable. Oxidation of the quench oil can lead to staining of parts and possible changes in the heat extraction capabilities.
Sludge content should be checked… filter, filter, filter… sludge at the bottom of the quench tank can act a precursors for premature oxidation of the quench oil.
Work with your quench oil supplier on a proactive maintenance program… keep it cool… keep it clean… keep it free of contamination to extend the life of your quench oil.
(Quaker Houghton)
Heat TreatTip #28
Aqueous Quenchant Selection Tips
Greenlight Unit (Source: Quaker Houghton)
Determine your quench: Induction or Immersion? Different aqueous quenchants will provide either faster or slower cooling depending upon induction or immersion quenching applications. It is important to select the proper quenchant to meet required metallurgical properties for the application.
Part material: Chemistry and hardenability are important for the critical cooling rate for the application.
Part material: Minimum and maximum section thickness is required to select the proper aqueous quenchant and concentration.
Select the correct aqueous quenchant for the application as there are different chemistries. Choosing the correct aqueous quenchant will provide the required metallurgical properties.
Review selected aqueous quenchant for physical characteristics and cooling curve data at respective concentrations.
Filtration is important for aqueous quenchants to keep the solution as clean as possible.
Check concentration of aqueous quenchant via kinematic viscosity, refractometer, or Greenlight Unit. [See image: Hougton Intn’l Greenlight Unit and/or Houghton Int’l GL Display B] Concentration should be monitored on a regular basis to ensure the quenchant’s heat extraction capabilities.
Check for contamination (hydraulic oil, etc) which can have an adverse effect on the products cooling curves and possibly affect metallurgical properties.
Check pH to ensure proper corrosion protection on parts and equipment.
Check microbiologicals which can foul the aqueous quenchant causing unpleasant odors in the quench tank and working environment. If necessary utilize a biostable aqueous quenchant.
Implement a proactive maintenance program from your supplier.
One of the great benefits of a community of heat treaters is the opportunity to challenge old habits and look at new ways of doing things. Heat TreatToday’s101 Heat TreatTipsis another opportunity to learn the tips, tricks, and hacks shared by some of the industry’s foremost experts.
Today’s offering includes tips from Quaker Houghton to help you select aqueous quenchant, Pyro Consulting LLC to check your flow, and Nel Hydrogen on how to solve certain compliance issues.
Heat TreatTip #9
Aqueous Quenchant Selection Tips
Aqueous Quenching
1. Determine your quench: Induction or Immersion? Different aqueous quenchants will provide either faster or slower cooling depending upon induction or immersion quenching applications. It is important to select the proper quenchant to meet required metallurgical properties for the application.
2. Part material: Chemistry and hardenability are important for the critical cooling rate for the application.
3. Part material: Minimum and maximum section thickness is required to select the proper aqueous quenchant and concentration.
4. Select the correct aqueous quenchant for the application as there are different chemistries. Choosing the correct aqueous quenchant will provide the required metallurgical properties.
Greenlight Unit
5. Review selected aqueous quenchant for physical characteristics and cooling curve data at respective concentrations.
6. Filtration is important for aqueous quenchants to keep the solution as clean as possible.
7. Check concentration of aqueous quenchant via kinematic viscosity, refractometer, or Greenlight Unit. [Image: Hougton Intn'l Greenlight Unit and/or Houghton Int'l GL Display B] Concentration should be monitored on a regular basis to ensure the quenchant's heat extraction capabilities.
8. Check for contamination (hydraulic oil, etc) which can have an adverse effect on the products cooling curves and possibly affect metallurgical properties.
Greenlight Display
9. Check pH to ensure proper corrosion protection on parts and equipment.
10. Check microbiologicals which can foul the aqueous quenchant causing unpleasant odors in the quench tank and working environment. If necessary utilize a biostable aqueous quenchant.
11. Implement a proactive maintenance program from your supplier. (Quaker Houghton)
Heat TreatTip #10
Go with the Flow!
In the absence of specific calibration requirements, how do you know your flow meters are working properly? Certainly, AS9100D requires gauges that can affect fit, form, or function to be calibrated, and Nadcap requires the meters to be correct for the gas used and checked for proper function as part of the PM schedule. Often generator issues can reveal problems with flow meters. Check the meter when the furnace gas is off. If the float does not drop to the -0- mark, it’s an indication that carbon soot has built up inside the chamber of the meter. This condition can be detected early by looking for tiny black carbon particles floating around in the flowmeter oil. Proper PM should include removing the float for cleaning and replacing the float oil regularly. (Pyro Consulting LLC)
Heat TreatTip #11
Compliance Issues? Try On-Site Gas Generation
On-site gas generation may help resolve compliance issues. Growth and success in thermal processing may have resulted in you expanding your inventory of reducing atmosphere gases. If you are storing hydrogen or ammonia for Dissociated Ammonia (DA), both of which are classed by the EPA as Highly Hazardous Materials, expanding gas inventory can create compliance issues. It is now possible to create reducing gas atmospheres on a make-it-as-you-use-it basis, minimizing site inventory of hazardous materials and facilitating growth while ensuring HazMat compliance. Modern hydrogen generators can serve small and large flow rates, can load follow, and can make unlimited hydrogen volumes with virtually zero stored HazMat inventory. Hydrogen is the key reducing constituent in both blended hydrogen-nitrogen and DA atmospheres—hydrogen generation (and optionally, nitrogen generation) can be used to provide exactly the atmosphere required but with zero hazardous material storage and at a predictable, economical cost. (Nel Hydrogen)
Generate H2 and N2 on-site – saving money, improving safety, and reducing carbon footprint.
One of the great benefits of a community of heat treaters is the opportunity to challenge old habits and look at new ways of doing things. Heat Treat Today’s101 Heat TreatTipsis another opportunity to learn the tips, tricks, and hacks shared by some of the industry’s foremost experts.
Today’s tips come to us from Quaker Houghton and Contour Hardening, covering Aqueous Quenching. This includes advice about effective filtration in removing particulates in aqueous quench systems and tips for aqueous quenchant selection.
Adding a strong magnetic filter in line after the main filtration system is an effective way to remove fine, metallic particulates in an aqueous quench system.
Submitted by: Contour Hardening
Heat Treat Tip #9
Aqueous Quenchant Selection Tips
Greenlight Unit (source: Quaker Houghton)
1. Determine your quench: Induction or Immersion? Different aqueous quenchants will provide either faster or slower cooling depending upon induction or immersion quenching applications. It is important to select the proper quenchant to meet required metallurgical properties for the application.
2. Part material: Chemistry and hardenability are important for the critical cooling rate for the application.
3. Part material: Minimum and maximum section thickness is required to select the proper aqueous quenchant and concentration.
Aqueous Quenching (source: Quaker Houghton)
4. Select the correct aqueous quenchant for the application as there are different chemistries. Choosing the correct aqueous quenchant will provide the required metallurgical properties.
5. Review selected aqueous quenchant for physical characteristics and cooling curve data at respective concentrations.
6. Filtration is important for aqueous quenchants to keep the solution as clean as possible.
7. Check concentration of aqueous quenchant via kinematic viscosity, refractometer, or Greenlight Unit. Concentration should be monitored on a regular basis to ensure the quenchant’s heat extraction capabilities.
Greenlight Display (source: Quaker Houghton)
8. Check for contamination (hydraulic oil, etc) which can have an adverse effect on the products cooling curves and possibly affect metallurgical properties.
9. Check pH to ensure proper corrosion protection on parts and equipment.
10. Check microbiologicals which can foul the aqueous quenchant causing unpleasant odors in the quench tank and working environment. If necessary utilize a biostable aqueous quenchant.
11. Implement a proactive maintenance program from your supplier.
Heat TreatToday is privileged to oversee the 40 Under 40 recognition awards, highlighting a group of young, up-and-coming talent in the North American heat treat industry every year. This year’s Class of 2019 is no disappointment, a group of industry elite, significant contributors to the heat treat market.
Every couple of weeks we highlight two of the current class of recipients. This week we introduce Sergio Gallegas Cantu of Quaker Houghton and Matt Clinite of Ipsen USA.
Name: Sergio Gallegas Cantu
Company: Quaker Houghton
Position: Technical Service Manager & Heat Treatment Specialist
Sergio graduated from Universidad Autonoma de Nuevo Leon with Bachelors and Masters Degrees in Materials Engineering. He is currently the heat treatment specialist and technical service manager for Quaker Houghton (formerly Houghton International) in Mexico. In his role, he interacts extensively with our local team and customer base. He previously worked as senior metallurgist in product development at FRISA in the design of forging process and heat treatments for superalloys, titanium alloys, and stainless steel. He has experience in material specifications for the aerospace industry including mechanical properties, failure analysis, microstructure, and grain size control for near shape forgings.
Nominated by: Quaker Houghton
Name: Matt Clinite
Company: Ipsen USA
Position: Ipsen Customer Service Sales Manager
Matt is very passionate about supporting his customers, being the first to dive in and help customers get their equipment running in peak performance. Even though he is in sales, he loves jumping in to help a customer with maintenance and repairs such as hot zone rebuilds. As customer service sales manager, Matt manages a team of 6 regional sales engineers and is a member of the leadership team at Ipsen. He is a 2018 YES graduate, active in MTI, and serves as an Ipsen U instructor in the company’s 3-day vacuum furnace training program. Matt has been involved in selling some of the most complex and technologically advanced furnace installations in North America, including what is believed to be the largest vacuum furnace in the world (over 10,000 cu.ft.).
Nominated by: Ipsen
Read more about the feature at Heat Treat Today’s 40 Under 40 resource page and find out more about each of this year’s winners by clicking on their image. To nominate someone for the Class of 2020 40 Under 40, please click here.
The Class of 2019 40 Under 40, revealed online on October 4, was featured at the Heat TreatTodaybooth at the Heat Treat Show in Detroit, Michigan. Here is a group photo of most of those still present on the last day:
Matt Watts (Ultra Electronics Energy), Mike Harrison (Gasbarre), Ben Gasbarre (Gasbarre), Tom Zimmerman (ATP), Chris Davidson (SSi), Neal Conway (Delta H), Brandon Sheldon (Plibrico), Kyle Hummel (Contour), Sergio Cantu (Quaker Houghton), Uwe Rahn (Rubig), Justin Dzik (Fives)
A global leader in primary and metalworking industrial process fluids recently announced an agreement to acquire the operating divisions of a UK company that provides specialty chemicals, operating equipment, and services to industrial end markets.
Quaker Houghton plans to purchase Norman Hay plc, which serves a number of industries including aerospace, automotive, oil and gas, and power generation through four divisions:
Ultraseal, a leading global provider of impregnation technology, including porosity sealants, and associated chemistry and equipment for die cast components;
SIFCO ASC, a leading global provider of surface treatment solutions through selective electroplating, anodizing, chemical solutions and engineering solutions;
Surface Technology, a specialty provider of surface treatment solutions including coatings, thermal sprays, plating and other ancillary services; and
Norman Hay Engineering, a leading provider of design and engineering services that support surface treatment plants and equipment for the Ultraseal, SIFCO ASC and Surface Technology businesses as well as additional third-party industrial engineering applications.
Michael F. Barry, chairman, CEO, and president of Quaker Houghton
Quaker Houghton intends to operate the acquired divisions as a stand-alone business within its Global Specialty Businesses platform while it completes the integration of Quaker Chemical and Houghton International.
“This acquisition represents an opportunity to add new technologies with good growth characteristics in attractive core market segments with high barriers to entry such as die-casting, automotive OEM and aerospace,” said Michael F. Barry, chairman, CEO, and president of Quaker Houghton. “We also believe it provides a strategic opportunity to take advantage of external market trends such as the light-weighting of vehicles and 3D printing where we have the opportunity to leverage our global footprint and complementary geographic strengths. In addition, Norman Hay’s engineering expertise, which includes robotics applications, strengthens the existing equipment solutions platform inside Quaker Houghton and further positions the Company for Industry 4.0.”
Norman Hay plc was established in 1946 as a decorative electroplating business and has evolved into a global specialty chemicals sealant, surface coatings, and engineering group. The company is headquartered at its modern, state of the art production facility in Coventry, England. The company has approximately 400 employees with production and R&D facilities across Europe and the United States.