Since February 2021, Heat Treat Today has had the privilege of publishing the Combustion Corner. In each of these columns, John Clarke, technical director at Helios ElectricCorporation, shares his expertise on all things combustion. In this Technical Tuesday, we're taking a moment to review more of the key points from John's columns. As always, we hope this review helps you to be more well informed, and to make better decisions and be happier. Enjoy these five summaries of the second half of the Combustion Corner columns. To view each installment, click the blue heading below.
Process consistency and energy savings are inextricably linked. To lower operating costs and increase process consistency, John Clarke suggests asking three questions: What temperature is my furnace or oven, really? Do I have excessive safety factors built into my process to compensate for not knowing the temperature at the core of the part being heat treated? How much fuel can I save with a shorter cycle?
Reducing natural gas consumption is not the only way heat treaters can save money. Verifying internal furnace pressure, rebuilding door jams, and taking the time to consider if excess air is reducing combustion efficiency are all as good as cashing a check. Maintaining a consistently uniform furnace temperature saves more money than the energy conserved from using less fuel.
"To not invest money on worthwhile projects makes as much sense as not depositing your paycheck."
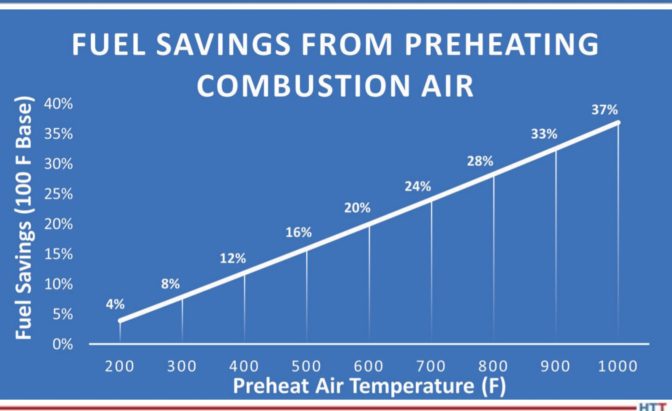
The biggest question mark in a heat treater’s mind is often, “What will natural gas prices be in the future?” Since we cannot know the answer to that question, what are some things heat treaters can do to prepare for unpredictable natural gas prices? Burner recuperation, using the waste heating exiting the furnace to preheat combustion air, is a tried-and-true method for reducing consumption. Before trying burner recuperation, the following questions need to be asked: How much will it cost? How much can be saved? Can the existing furnace accept the higher flame temperatures?
In this installment of the Combustion Corner, John Clarke takes some time to reassure the heat treating industry of two key facts about the United States' natural gas market:
40% of the electricity in the U.S. is generated using natural gas.
U.S production of natural gas was at al all-time high in 2021 and is rising. The U.S. is the largest producer of natural gas in the world.
With these two facts in mind, John postulates that the U.S. can be sure of a reliable supply of natural gas in the future, but, given the price differential between European and U.S. markets, American heat treaters are likely to see an increase in price per mmBTU.
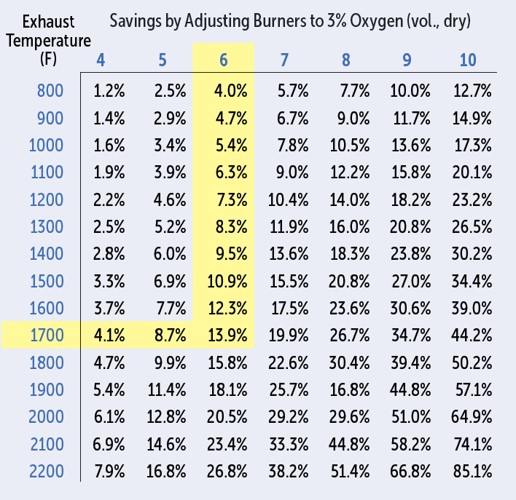
Saving money is the same as making money. Adjusting the oxygen levels of flue products measured with a handheld combustion analyzer to operate at an optimal percentage may yield more savings than you think. Reducing a non-recuperated burner from 6% oxygen to 3% oxygen garners $17,792 extra a year for the heat treater. A quick solution with a hefty payback rate.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Since February 2021, Heat Treat Today has had the privilege of publishing the Combustion Corner. In each of these columns, John Clarke, technical director at Helios ElectricCorporation, shares his expertise on all things combustion. In this Technical Tuesday, we're taking a moment to review some of the key points from John's columns. As always, we hope this review helps you to be more well informed, and to make better decisions and be happier. Enjoy these seven summaries of the first half of the Combustion Corner columns. To view each installment, click the blue heading below.
In his inaugural column with us, John Clarke sets up the Combustion Corner column series with a look at the basics of natural gas. What do heat treaters need to know about natural gas supply and demand, availability, pricing, and consumption. Plus, the risks heat treaters should consider when making decisions about maintenance and equipment acquisition.
Excess air is the percent of total air supplied that is more than what is required for stoichiometric or perfect combustion. In heat treating systems, excess air plays many roles, both positive and negative. The perfect mixture of oxygen and gas can be elusive. When it comes to saving money and improving safety, carefully monitoring excess air in fuel-fired systems pays dividends.
Maintain regular inspection and maintenance schedules
Combustion safety is the number one priority for all heat treaters. But, what factors should be considered when all safety considerations are in place? After all, many fire protection standards are designed to protect life and property (as they should be), but not the bottom line. The next priorities for heat treaters are: reduce burner failure and therefore reduce downtime, consider component failure rates when designing or purchasing a system, and maintain regular inspection and maintenance schedules.
Downtime is costly. In order to prevent downtime, heat treaters need to “plan the fix” before the fix is necessary.
Planning the fix entails more than an annual inspection. One way to address shut-down-causing errors before they happen is to carefully examine gas pressure switches; switch contact ratings, location, pressure ratings, and protection of the switch from “bad actors” in the fuel gas are all things to consider.
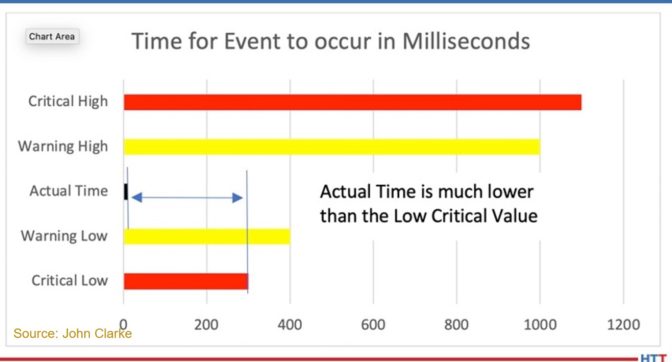
Pressure switches are either on or off. How can heat treaters use pressure switches to detect a possible failure before it occurs? The simple answer: the methods to analyzing time before shutdown is the heat treater’s crystal ball. Creating predetermined warning bands (time limits, which the pressure switch should not exceed or fall below) and monitoring switch response times within these predetermined times by PLC can give a glimpse into future shutdowns.
The NFPA allows for two arrangements of safety shutoff valves: the simple double block and the double block and vent. Both of these arrangements are appropriate as the last line of defense against a safety issue. How can heat treaters bring safety shutoff valves into compliance with NFPA 86? In this installment of the Combustion Corner, John Clarke clarifies how to comply with this common standard and lists some important considerations for choosing between a simple double block and a double block and vent arrangement.
In this column and the following columns in the series, John revisited the topic of natural gas. Reducing natural gas consumption is the best way to reduce cost. How can heat treaters do this? John suggests that we "optimize our processes, reduce unnecessary air, and contain heat within the furnace and/or capture the energy that leaves our system to preheat work or combustion air."
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Safety shutoff valves are the last line of defense against a potentially catastrophic incident. When conditions require, they interrupt the flow of fuel to the burner(s) and oven. There are many options when selecting fuel safety shutoff valves for your application. The construction and application of these devices is highly regulated by interlocking standards created by many different organizations. The goal of this article is to clarify how to comply with the most common standard affecting the reader: NFPA 86.
This column appeared in Heat Treat Today’s2021 Trade Show September print edition. John Clarke is the technical director at Helios Electric Corporation and is writing about combustion related topics throughout 2021 for Heat Treat Today.
John B. Clarke Technical Director Helios Electric Corporation Source: Helios Electric Corporation
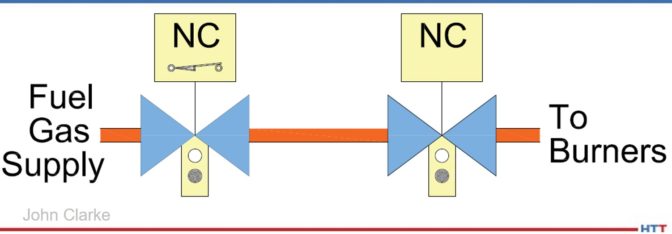
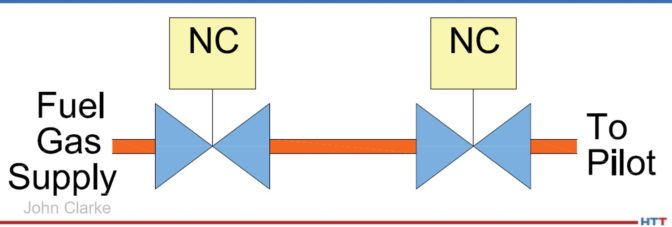
To start, we must define our terms. The 2019 edition of NFPA 86* defines a safety shutoff valve as a “normally closed valve installed in the piping that closes automatically to shut off the fuel, atmosphere gas, or oxygen in the event of abnormal conditions or during shutdown.”1 A valve is “normally closed” (NC) if it closes automatically when power is removed. A furnace or oven typically has as few as two or more safety shutoff valves. [Author’s note: If the system uses radiant tubes for heating, and all the criteria are met, it may be acceptable to use only one valve in series, but this exception is not recommended by the author and will not be covered in this article.] There are two common arrangements for safety shutoff valve arrays—the Simple Double Block (Illustration 1) and the Double Block and Vent (Illustration 2). While both arrangements are compliant with the current version of NFPA 86, the vent is NOT required. In other words, Illustration 1 and Illustration 2 below are both acceptable.
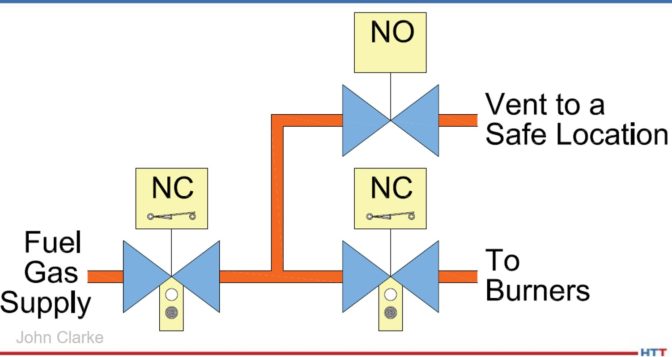
The simple double block arrangement consists of two automatic, normally closed (NC) valves piped in series. It provides redundancy—both valves must leak for fuel gas to pass to the burner system. A double block and vent has two automatic, NC valves piped in series with a third automatic normally open (NO) valve installed between the NC valves. The purpose of the NO valve is to provide a path for any fuel gas leaking past the first NC valve to move to a safe location. Whether one should deploy a double block and vent approach depends on several considerations: Is the NO valve supervised? Is the selected vent location safe? And how will the system be inspected?
Illustration 1
Illustration 2
To start with, if the NO vent valve’s coil or wiring fails, it will remain open even when the system is operating—venting fuel gas. This is not only expensive, but high concentrations of vented fuel gas are an environmental and safety hazard. The solution to this concern is installing a monitored vent valve that only opens the NC valves after the vent valve is proven to be closed. This is typically accomplished with a proof-of-closure position switch that only closes after the vent valve is fully closed.
The next concern is the location and maintenance of the vent. The vent must terminate at a safe location that can accept the entire flow of fuel gas in the event of a failure. Therefore, hazards such as fresh air intakes and sources of ignition must be avoided at all costs. It is also important to periodically inspect the vent piping to ensure it remains unobstructed—insects and rodents may find the vent line a comfortable place to nest and bring up their young.
The last challenge is the periodic inspection of the vent valve and the vent piping—it is generally a challenge to test whether a vent line meets the design criteria, and leaking fuel gas can be vented without excessive backpressure.
A simple double block provides redundancy without the complexity of the vent. Good design practice, with proper valve selection, combined with proper fuel filtration greatly improves the reliability and longevity of both systems.
Valves used for safety shutoff valve applications must be listed by an approval agency for the service intended.2 Furthermore, depending on the flow rate, the valves must be equipped with either a local indicator showing the valve position and a means to prove the valve is closed.
For fuel gas flows below or equal to 150,000 BTU/hour, two safety shutoff valves in series will suffice. See Illustration 3 below. This is very typical for pilot lines.
Illustration 3
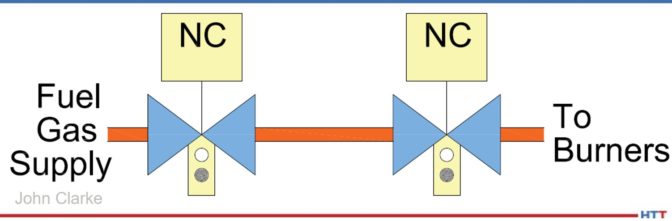
For fuel gas flows greater than 150,000 BTU/hour and less than or equal to 400,000 BTU/hour, two safety shutoff valves in series with local position indication are required. Local indication is generally a window where an operator can see the actual position of the valve—open or closed—without relying on any electrical circuit or pilot light. See Illustration 4 below.
Illustration 4
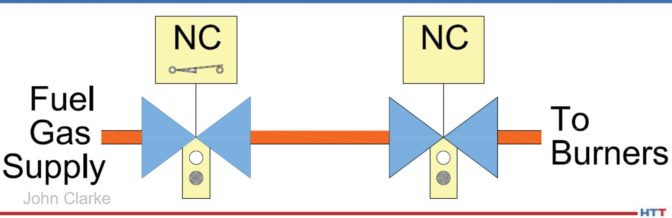
For fuel gas flows greater than 400,000 BTU/hour, NFPA 86 requires two safety shutoff valves in series with local position indication. One valve must be equipped with a valve closed switch (VCS) that closes after the valve is fully closed, or a valve proving system (VPS) that runs a tightness check which must be utilized. The signal from either this VCS or VPS must be included in the burner management system’s (BMS) purge permissive string to ensure no fuel gas is flowing during the system preignition purge. The VCS must not actuate before the valve is fully closed. This is typically accomplished by using valve overtravel, where the valve closes first, then the mechanism continues to move until the VCS is actuated. This arrangement is depicted in Illustration 5 below.
Illustration 5
For the arrangement depicted in Illustration 5, NFPA only requires one valve be supervised with a VCS—the additional costs of supervising both valves are very low and will enhance safety.
Whatever the method used to shut off the fuel to burners or pilots, the array of valves must be inspected and tested annually or per the manufacturer’s recommendations, whichever period is the shortest. All systems must be designed to be tested—with provision provided to cycle valves in test mode and the ability to measure any potential leakage. We will explore how a fuel train should be “designed to be tested” in an upcoming article.
The one thing to always remember—safety shutoff valves are always deployed to provide redundancy, so that any one component failure will not prevent a safe interruption of fuel gas; but, as with all systems, there may be unforeseen events that can lead to complete failure. Only qualified people should design, operate, and maintain combustion systems.
References
[1] National Fire Protection Association – NFPA 86 Standard for Ovens and Furnaces 2019 Edition (NFPA, Quincy, Massachusetts, May 24, 2018) 3.3.82.2 pp 86-14.
[2] National Fire Protection Association – NFPA 86 Standard for Ovens and Furnaces 2019 Edition (NFPA, Quincy, Massachusetts, May 24, 2018) 13.5.11.1 pp 86-49.
About the Author:
John Clarke, with over 30 years in the heat processing area, is currently the technical director of Helios Electric Corporation. John’s work includes system efficiency analysis, burner design as well as burner management systems. John was a former president of the Industrial Heating Equipment Association and vice president at Maxon Corporation.






 Process consistency and energy savings are inextricably linked. To lower operating costs and increase process consistency, John Clarke suggests asking three questions: What temperature is my furnace or oven, really? Do I have excessive safety factors built into my process to compensate for not knowing the temperature at the core of the part being heat treated? How much fuel can I save with a shorter cycle?
Process consistency and energy savings are inextricably linked. To lower operating costs and increase process consistency, John Clarke suggests asking three questions: What temperature is my furnace or oven, really? Do I have excessive safety factors built into my process to compensate for not knowing the temperature at the core of the part being heat treated? How much fuel can I save with a shorter cycle?

 In this installment of the Combustion Corner, John Clarke takes some time to reassure the heat treating industry of two key facts about the United States' natural gas market:
In this installment of the Combustion Corner, John Clarke takes some time to reassure the heat treating industry of two key facts about the United States' natural gas market:
 Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com