One of the great benefits of a community of heat treaters is the opportunity to challenge old habits and look at new ways of doing things. Heat TreatToday’s101 Heat TreatTipsis another opportunity to learn the tips, tricks, and hacks shared by some of the industry’s foremost experts.
Today’s tips come to us from Nel Hydrogen covering atmospheric solutions and Wisconsin Oven Corporation with a tip on gas chamber issues. Additionally, Pelican Wire provides 4 quick tips on Thermocouples.
Heat TreatToday welcomes you to submit your own heat treat tip for Heat TreatToday's 2020 Fall issue to benefit your industry colleagues. You can submit your tip(s) to karen@heattreattoday.com or editor@heattreattoday.com.
Heat TreatTip #11
Compliance Issues? Try On-Site Gas Generation
On-site gas generation may help resolve compliance issues. Growth and success in thermal processing may have resulted in you expanding your inventory of reducing atmosphere gases. If you are storing hydrogen or ammonia for Dissociated Ammonia (DA), both of which are classed by the EPA as Highly Hazardous Materials, expanding gas inventory can create compliance issues. It is now possible to create reducing gas atmospheres on a make-it-as-you-use-it basis, minimizing site inventory of hazardous materials and facilitating growth while ensuring HazMat compliance. Modern hydrogen generators can serve small and large flow rates, can load follow, and can make unlimited hydrogen volumes with virtually zero stored HazMat inventory. Hydrogen is the key reducing constituent in both blended hydrogen-nitrogen and DA atmospheres—hydrogen generation (and optionally, nitrogen generation) can be used to provide exactly the atmosphere required but with zero hazardous material storage and at a predictable, economical cost. (Nel Hydrogen)
Generate H2 and N2 on-site – saving money, improving safety, and reducing carbon footprint.
Heat TreatTip #12
Oven Chamber Failing the Test? Try This!
When having difficulties passing a temperature uniformity test, check the pressure of the heating chamber. This can be done with a pressure gauge that reads inches of water pressure. The best uniformity is achieved when the pressure is neutral or slightly positive (0” to +.25” wc). If the pressure is negative (even slightly), it can draw a stream of outside cold air into the chamber, causing cold spots. For the best results and ease of analysis, permanently mount a gauge to read the pressure. Any issues with pressure can be easily recognized and corrected. (Wisconsin Oven Corporation)
Heat TreatTip #70
Type N Thermocouple (Nicrosil / Nisil)
Type N Thermocouple (Nicrosil/Nisil): The Type N shares the same accuracy and temperature limits as the Type K. Type N is slightly more expensive and has better repeatability between 572°F to 932°F (300°C to 500°C) compared to Type K. (Pelican Wire)
Heat TreatTip #71
Know Your Thermocouple Wire Insulations
Know your thermocouple wire insulations. When is Teflon® not Teflon®? Teflon® is a brand name for PTFE or Polytetrafluoroethylene owned by Chemours, a spin-off from Dupont. FEP is Fluorinated Ethylene Propylene. PFA is Perfluoroalkoxy Polymer. All three are part of the Fluoropolymer family but have different properties. Of the three compounds, PTFE has the highest heat resistance, PFA second highest and FEP third. The higher the heat resistance the more expensive the insulation. Keep that in mind when specifying the insulation and only pay for what you need. (Pelican Wire)
Heat TreatTip #72
Resistance Temperature Detectors (RTDs)
Resistance Temperature Detectors (RTDs) are replacing thermocouples in applications below 1112°F (600°C) due to higher accuracy and repeatability. Typical constructions are multiconductor cables with nickel-plated copper conductors. (Pelican Wire)
Heat TreatTip #74
When to Use Type K Thermocouples
Type K thermocouples should only be used with the appropriate Type K thermocouple wire. Type K measures a very wide temperature range, making it popular in many industries including heat treating. An added benefit with Type K is that it can be used with grounded probes, ungrounded probes, and exposed or uncoated wire probes which are attached to the probe wall, measure without penetration, and have a quick response time respectively. (Pelican Wire)
Heat TreatTip #100
The Right Furnace Atmospheres Will Pay Dividends
Precision blended gas system provides the atmosphere needed at the most economical cost.
Save money on your furnace atmospheres by employing the driest and leanest furnace atmosphere blends possible. Furnace atmospheres are a compromise between keeping it simple and supplying exactly the atmosphere to meet the unique requirements of each material processed. Organizations have different priorities when it comes to atmospheres—heat treat specialists may want to be able to run as many different materials as possible using a limited array of atmosphere types, while captive heat treating operations often want exactly the atmosphere approach to maximize the benefits for their specific processes/products.
The dewpoint (water content) of the atmosphere in the furnace is a key factor in its performance. At high temperatures, water in the atmosphere can break down, releasing oxygen that can cause oxidation. You must maintain a high degree of reducing potential to achieve the surface finish and processing results desired. If the furnace atmosphere gas is wet, you’ll need a gas blend richer with hydrogen than you would if your atmosphere blend had a lower dewpoint (less water vapor content). Since hydrogen costs 10 times more than nitrogen, it is more economical to run a leaner atmosphere than a richer atmosphere. By running the driest atmosphere blend possible, you may find that you can lean down your atmosphere (consistent with the metallurgical needs of your product/process) by reducing the proportion of hydrogen and increasing the nitrogen. In doing so, you may recognize meaningful savings.
Check your furnace atmosphere raw materials and process and obtain the driest atmosphere possible. Control your atmosphere dewpoint by adding humidity as needed to the driest starting blend possible rather than accepting a wet atmosphere and trying to process your parts. You’ll achieve the best compromise of excellent results at the lowest cost. (Nel Hydrogen)
Welcome to another episode of Heat Treat Radio, a periodic podcast where Heat Treat Radio host, Doug Glenn, discusses cutting-edge topics with industry-leading personalities. Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript. To see a complete list of other Heat Treat Radioepisodes, click here.
In this conversation, Heat Treat Radio host, Doug Glenn, speaks with David Wolff of Nel Hydrogen about how the COVID-19 pandemic has affected supply chains, specifically those relating to hydrogen generation. Click below to learn more about what risks the supply chain for hydrogen is facing, how the ongoing crisis may affect supply and employee safety, and what the benefits of on-site hydrogen generation are during this unusual time.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): We’re here today with David Wolff from Nel Hydrogen. Dave is the eastern regional sales manager, and we’ve had a couple of previous Heat Treat Radio episodes with Dave talking about on-site hydrogen generation; but in light of COVID-19 and all that has happened there, we wanted to revisit this issue.
David Wolff, eastern regional sales manager, Nel Hydrogen
David Wolff (DW): It’s been an amazing time, and I think we’re all shocked by the number of unexpected and wide-ranging effects of this COVID-19 event. We talked about discussing supply chain interruptions, which have been unbelievable and sometimes counterintuitive. You go to the grocery store these days and look at the shelves, the toilet paper, the rice, the meat, milk, and eggs, and they’re all empty. People talk about going to Amazon, and even PC monitors are sold out, thermometers and jigsaw puzzles. The most humorous is this world of zoom meetings. Even dress shirts and blouses are selling, but not pants and skirts. It is an interesting time.
I’ve been astounded by the wide-ranging effects on all businesses. I’ve just recently reviewed my recent business charge card bill, and the total amount that I charged in March and April was zero. That’s money that didn’t support restaurants, hotels, gasoline, airlines, and obviously their supply chain suffered. We’re seeing virtually every business running into raw material shortfall caused by shutdowns or logistics issues extreme in the supply chain: yeast for pizza, alcohol for chemicals and cleaners, metal parts for assembled machinery. Here in Connecticut, we have a small but healthy dairy industry, and it’s tragic to see logistics issues causing dairy farmers to dump milk [they] can’t sell, while bottled milk prices at the grocery store are surging upward.
DG: It’s definite that the impact, as you said, and said it well, has been wide ranging, in many ways somewhat devastating and somewhat counterintuitive. It’s hard to tell. But we want to talk specifically today and revisit for a bit on-site hydrogen generation based on what has been happening in light of these changes. What exactly are companies having to look at now that they weren’t having to look at before?
(source: Наркологическая Клиника on Pixabay)
DW: What we hear from companies is that they’re focused on two priorities. They’re focused on employee safety and the control of factors of production, their supply chain. So they want to bring people back in a safe fashion, and that’s requiring an immense amount of accommodation. And then they need to make sure that they have their raw material. Hydrogen is required for most types of heat treating, sintering, as a carrier gas in fuel for analytical equipment, semiconductor processing for chemicals, and for operation of power plants. Without hydrogen, these things do not happen. We’ve lived this through at Nel before.
Ten years ago, just post [Hurricane] Katrina, when delivered hydrogen was limited due to plant outages, Nel Hydrogen, which was then Proton On-Site, was actually contacted by the federal government to prioritize hydrogen generator deliveries to power plants because without hydrogen, power plants can’t operate, and we were under orders to prioritize electrical supply. So we’ve seen some aspects of this before.
DG: Let’s talk briefly about what some of the risks are for delivered hydrogen. What are we talking about here?
DW: There are new supply chain risks to consider. Most of us have seen this pretty personally. We haven’t purchased any gasoline in weeks, that’s why the price is low. In almost all cases, the hydrogen that is delivered to US customers is actually a co-product, or almost a byproduct, of the refinery processing of crude oil. It is not the primary product for the plant, it is a co-product. The excess hydrogen is then sold at relatively low prices to industrial gas providers for purification, packaging, and resale.
So if the gasoline is not in demand, the supply of hydrogen available for sale to the industrial gas suppliers will decline because it’s not being produced. So you have that risk of the basic hydrogen supply. You then have the fact that the hydrogen plant may be lower in business priority compared to other gases when it comes to staffing limitations. Right now oxygen is the focus of all the industrial gas companies, and I’m going to talk about some of the implications of that.
The other thing is that the U.S. supply chain for hydrogen, particularly in cylinders, has multiple steps. A failure in any step will result in shortfalls. For example, because of the cost and challenges of storage, the entire industrial gas industry runs with very lean inventories. You can’t just put industrial gases on the shelf; they need to be packaged or stored in tanks, and the amount of storage is very limited. So logistic hiccups very quickly result in shortages.
Cylinder and tube trailer distribution chains might become frozen because empties are not being returned from customers who are closed. Additionally, for cylinder hydrogen, cylinders have been taken out of hydrogen service and re-serviced into medical oxygen. The suppliers are encountering delays for cleaning and disinfection around delivery of cylinder hydrogen. And discussions about additional waves of COVID-19 and whether people have acquired resistance, and therefore can go back to work, are all delaying a return to a normal situation.
DG: Is it possible that some of the customers might experience limitations, hydrogen supply limitations, different than other customers?
(source: Luisella Planeta Leoni on Pixabay)
DW: It’s always tricky to guess, but my feeling is that the effect on the hydrogen supply is likely to be noticed by the smallest volume users first, and maybe most acutely. That’s because the cylinder hydrogen logistics are the most complicated, whereas liquid hydrogen is the least. Liquid hydrogen goes directly from the place of manufacture to the customer. And you’re limited there primarily by driver availability and travel challenges, whereas tube trailer and tube bank users depend on an additional stage of trans-fill from liquid to gas.
Now those are the same locations that are struggling to fill oxygen orders for hospitals, and in the industrial gas industry, nothing is more important than a hospital oxygen delivery. There it’s really a question of availability of staff and prioritization. But cylinder filling and distribution is by far the most equipment and people-intensive form of delivery because you’ve got liquid trans-fill, cylinder management, filling, QC, and local delivery all under great pressure because of resources and priorities. And then again, the issue of cylinder availability because every cylinder that can possibly be re-serviced is being re-serviced into oxygen service for hospitals.
Finally, for folks who are using forming gas in cylinder form in kind of low quantities, [there are] likely to be long delays because of the scarcity of the skilled people to do the blending and analysis required for performing gas blending.
DG: You’ve laid out nicely, I think, the potential risks of what’s going on with COVID-19 and how it may impact supply and even employee safety. Let’s do a quick review of the benefits of on-site generation as opposed to having it delivered in tubes or cylinders or whatever, and how does that impact our thinking as far as on-site hydrogen generation these days?
DW: If hydrogen is a raw material for you, hydrogen generation can enable you to make all of your hydrogen at your site automatically with little personnel attention, so it becomes a utility. The only raw material that you depend on to make that happen are electricity and water, which come into your facility in pipes and wires, and of all the logistics chains, electricity and water tend to be among the most reliable. So no trucks, no people, and so forth. And then hydrogen eliminates the space and compliance issues related to hydrogen deliveries and storage.
Finally, and this is not strictly related to COVID-19, but hydrogen generation will stabilize your hydrogen cost. So in a time when force majeure charges tend to crop up during times of difficult logistics, you don’t see those.
Click on the image above if you’d like to get your own download of this 18-page e-book.
DG: Dave, in addition to our two earlier podcasts together, and the eBook, Hydrogen Generation and its Benefits for Heat Treaters, which you can find on our website, where else would you direct people to find more information about on-site hydrogen generation?
DW: I would direct them, if they wish, to go to the nelhydrogen.com website for more details on our equipment.
DG: Any concluding thoughts? Anything else you want to leave us with?
DW: On-site hydrogen can’t be implemented overnight, so it makes sense to plan ahead. If this concept makes sense to you, we’d be happy to have a conversation. The current thinking is, this COVID-19 issue may be with us for months, and there is even talk of waves lasting years. So we will see this again. On-site hydrogen is a solution to many of the long-term problems we’ve identified that are associated with delivered and stored hydrogen. And if there is anything this strange COVID-19 experience has shown us, it’s the importance of supply chains for businesses, their employees, and their customers.
Whether the issue was [Hurricane] Katrina or COVID-19, supply and demand mismatches for hydrogen, or just the diminishing attractiveness of driving the trucks to deliver hydrogen, businesses may wish to control the factors of their own production.
Doug Glenn, Heat Treat Todaypublisher and Heat Treat Radiohost.
To find other Heat Treat Radioepisodes, go to www.heattreattoday.com/radio and look in the list of Heat Treat Radio episodes listed.
Welcome to another episode of Heat Treat Radio, a periodic podcast where Heat Treat Radio host, Doug Glenn, discusses cutting-edge topics with industry-leading personalities. Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript. To see a complete list of other Heat Treat Radio episodes, click here.
Audio: A Discussion with David Wolff, Nel Hydrogen, Part 2
In this episode, Heat Treat Radio host, Doug Glenn, continues his conversation with Nel Hydrogen Heat Treat Manager David Wolff about the use of hydrogen in heat treat processes. Listen to this second part of a two part conversation to find out more about the various delivery systems available, the economics of using hydrogen, and whether using hydrogen might make sense for your specific heat treat application. If you missed Part 1 of the series, click here.
Click the play button below to listen.
Transcript: A Discussion with David Wolff, Nel Hydrogen, Part 2
The following transcript has been edited for your reading enjoyment.
This Heat Treat Radioepisode/transcript is based on the e-book shown above. Click on the image above if you'd like to get your own download of this 18-page e-book.
Doug Glenn (DG): Welcome to part two of this 2-part series on the use of hydrogen in heat treat processes. Today we are wrapping up a conversation we started last time with David Wolff of Nel Hydrogen. This 2-part series is based on the content of an eBook recently published by Heat Treat Today in cooperation with Nel Hydrogen entitled “Hydrogen Generation and its Benefits for Heat Treaters.”
In part one, we discussed some hydrogen fundamentals. Things like what purpose hydrogen plays in the heat treat process. We hit on safety issues, the processes where hydrogen is typically used, and other atmosphere generation systems and how they compare to hydrogen, as well as several other hydrogen basics. In this episode we're going to dig deeper into several topics, including the various delivery systems available, the economics of using hydrogen, and whether or not using hydrogen might make sense for your specific heat treat application.
We're going to get back to our discussion with David Wolff of Nel Hydrogen. Remember, this is part 2. If you'd like to read the transcript or listen to part 1, click here. Now back to the interview.
DG: Let's talk about typical modes of delivery for hydrogen. My understanding is we're talking about bulk delivery from some of your gas companies, generated hydrogen, which, as you mentioned, could be endo or exo, that does produce some percentage of hydrogen, but then also we've got a product that you guys are offering, which is a hydrogen generator. Let's talk about those delivery methods just briefly, maybe summarize them, their advantages/disadvantages, etc.
Delivered atmosphere options
David Wolff (DW): While nitrogen and argon, the diluent gases are available anywhere on earth because they are components in the air, hydrogen is only available by generating it from a hydrogen containing material, such as methane or from water. Delivered hydrogen needs to come from a hydrogen plant that may be hundreds of miles away from any particular customer. In most cases, if you're buying hydrogen, say from an industrial gas provider, that hydrogen has come from a plant where it's made, cleaned, and then packaged or processed in a way for efficient delivery. It might be liquefied or it might be compressed and then it's trucked to thermal processing customers for storage and subsequent use. Your delivered hydrogen is coming from some chemical or other facility, which may be quite far away.
As you mentioned, Doug, the two historically significant sources of generated, what I will call “blended atmospheres,” typically fall under the name "generated atmospheres," and I'll group endo and exo together because they're really made in a very similar way, and then dissociated ammonia. Endo and exo are made by thermally cracking natural gas, which is primarily methane, and endo and exo describe two very similar processes for making an atmosphere which consists of hydrogen, water, carbon monoxide, and carbon dioxide. The ratios of those gases differ whether you're using endo or exo gas, but both gases contain all four-hydrogen, water, CO2, and CO. As long as your process can utilize all four of those gases, then endo and exo are quite economical, particularly today when methane or natural gas is so cheap. You don't have to be that old to remember that natural gas at one time was not so cheap. I remember not so long ago where natural gas was about five times what it costs today. There was a period of time when endo and exo were not attractive in industry because of the cost.
Now ammonia dissociation or DA (dissociated ammonia) has a popular and cost-effective technique for generating a kind of general use furnace atmosphere where you store ammonia and then you use a heated catalytic reactor to crack that ammonia into a gas which is 75% hydrogen balance nitrogen. DA has been used for many, many decades, and in fact there are many methods which have standardized on DA. It is still popular. The challenge with DA is it requires the storage of ammonia, and ammonia is ever more unwelcome in communities because if it leaks, it creates a hazardous material response incident.
DG: You've got storage issues there. It's very obvious when ammonia leaks, you can tell with your nose, it is a harmful gas, so you've got to be very careful with the storage of it. That is the point.
DW: And there is one other issue, and that is if you're using DA, you can't get pure hydrogen. Because you're starting with a gas which is 25% nitrogen, so no matter how much you dilute it by adding pure hydrogen, it is still going to have nitrogen in it. If you want pure hydrogen for the ultimate in flexibility, it can be helpful to generate pure hydrogen.
The final thing you asked me to talk about was the equipment that Nel Hydrogen provides, which is electrolytic on-site generation of pure hydrogen. That has become newly attractive because we've managed to reduce the capital cost of electrolysis equipment and we've managed to improve the energy efficiency, the hydrogen production versus the electricity used. And in an environment where it is harder and harder to store hazardous materials like ammonia or pure hydrogen, it is interesting and attractive to be able to make cost-effective, process pressure, dry, pure hydrogen which you can then custom blend into whatever diluent gas you want, whether it's nitrogen or argon, in the exact ratio needed for your parts.
Atmosphere generation systems
DG: Exactly, because you're talking about the endo or exo, you've got a range there of how much hydrogen, or what percentage of hydrogen you can have, whether you run it rich or lean, and things of that sort. With DA (dissociated ammonia), your looking at 75% hydrogen/25% nitrogen, basically very little deviation from that. With a system where you are on-site hydrogen generating, you can dilute it at whatever percentage tickles your fancy.
DW: Exactly. And by definition, the metallurgist will assist you to run the most dilute mixture that meets your metallurgical needs. Because that's how you save the most money, by diluting the hydrogen as much as the metallurgy will allow.
DG: Very briefly, for those who might not know, tell us about the technology inside of your equipment, the proton exchange membrane and things of that sort. Explain how it works, and then I'd like to ask you what kind of capacities can these systems that you supply, how many CFH or however you measure it, how much can you produce for a process.
DW: It is easy to explain because we've all done it in high school chemistry. Virtually every person among us, in high school chemistry, has used a direct current from a battery and two electrodes to crack water with an acid or base in it to make hydrogen and oxygen bubbles. We're doing exactly the same thing, but we're doing it on an industrial level. Our equipment uses an electrolyte, which is made by Dupont, to enable us to crack water into hydrogen and oxygen and maintain the two gases on two different sides of a solid membrane. That has important safety advantages because the hydrogen and oxygen can never mix. We make very pure hydrogen. The only impurity in that hydrogen is water. As manufactured in our equipment, the hydrogen is wet with water. The only purification that we do to that hydrogen is we dry it. And we dry it to the specification for industrial grade either gas or liquid hydrogen. In essence, it is a replacement for gaseous compressed, or liquefied hydrogen, that you might have delivered to your facility.
The raw materials that we require are simply electricity and de-ionized water, and we require also cooling water for some of our larger scale equipment.
DG: The contention is that there are some real potential benefits to some heat treaters by having on-site hydrogen generation. What are the advantages and then, are there some heat treaters who shouldn't even consider using hydrogen?
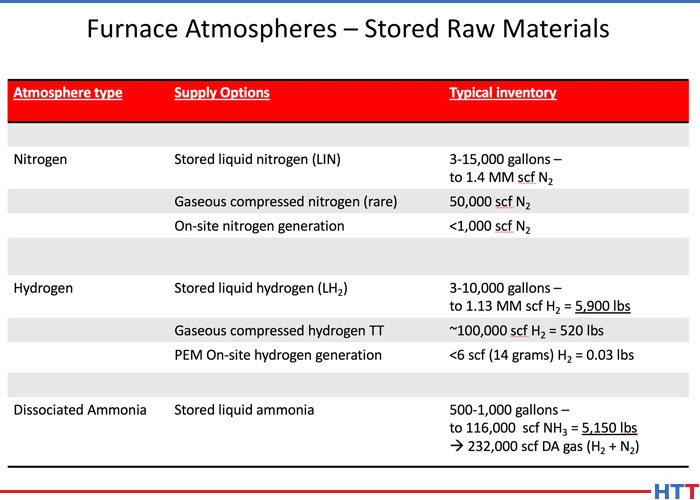
Stored atmosphere raw materials by the numbers
DW: Getting rid of the need for on-site hazardous material storage is a huge benefit. That is a major benefit- zero hazardous materials inventory. Cost predictability is often even more important than having the lowest absolute cost at any point in time. With hydrogen generation, most of the cost is in the capital and in the electricity that you use to drive the equipment. So cost predictability is much better, for example, than with ammonia, natural gas, or with delivered hydrogen.
On-site electrolytic hydrogen generation makes pure hydrogen as compared with exo, endo, or DA. And the hydrogen that you're using is very, very pure. It is 99.9995% or better, so it's the equivalent of very, very pure delivered hydrogen. We provide very dry hydrogen. One of the drawbacks to the generated hydrogen in exo, endo, and DA is that those gases are not as dry, so you often need a higher hydrogen level in order to achieve similar scavenging of oxygen. People find, for example, when they replace DA with generated hydrogen and nitrogen, they can often use a more dilute blend. So rather than having to use 75/25, they might be able to use 50/50, saving money.
Finally, the generated hydrogen from Nel equipment is available at considerable pressure, 200 to as high as 435 Psi. That makes it easier to use a pressure-based blender to selectively blend hydrogen and nitrogen to your desired furnace atmosphere blend.
DG: How big are these systems?
DW: We have equipment anywhere from 4 cubic feet an hour of pure hydrogen up to 19,000 cubic feet/hour of pure hydrogen. The cost of the equipment goes up as you get bigger. I think the 'sweet spot' for generated hydrogen is probably not to try to compete with the largest endo and exo facilities. I think a thermal processor might choose to utilize a generated hydrogen for those materials and processes that require pure hydrogen or a purity of atmosphere unattainable with endo or exo.
Endo and exo are really good technologies and especially today with inexpensive natural gas. If you can use those, God bless you, use them. But if today you're using DA or you're using delivered hydrogen, then I think you might find it very worthwhile to choose a hydrogen generator which might have a capacity of 200 or 400 or 1000 cubic feet an hour for your process. And, in doing so, you might find that, as compared with certainly DA, you can use a leaner blend and save money as well as get better process results.
DG: What are the maintenance issues that we're seeing with on-site generation equipment?
DW: There are two types of normal maintenance required. All of our equipment is designed with internal flammable gas detectors. That's important from a safety point of view. That protects you from any leaks within the equipment, it also protects the facility if there was any flammable gas in the facility atmosphere, the hydrogen generator would shut down. Those internal flammable gas detectors need to be calibrated once every 3 months. The nice thing is that it only takes 15 minutes, but it is a planned, required maintenance operation that must take place every 3 months and takes 15 minutes. And of course, we train you how to do that.
In terms of schedule maintenance of a more involved type, our equipment is designed to be maintained once per year. Again, we train our customers to do that, or we can offer to come in and do it ourselves. It is a kind of maintenance that is very straightforward and can be done by a mechanical or electrical technician. It includes replacing parts, such as the water pump, that have a defined life-time. And we recommend that those parts be replaced on a proactive point of view in order to eliminate nuisance failures. For example, a water pump might last 3 years or 25,000 hours, for example. And really, that's it. Like any process equipment, you can have failures and we have set up a robust service capability so that we can diagnose and get people parts as quickly as possible so that they can keep their equipment running with the highest on-stream time possible. Especially for customers in other countries, we often recommend that they have on-hand a kit of parts that we call 'recommended spares kit', which is a very cost-effective way to have the parts available that we have seen fail in the field, so that they don't have to wait for shipped parts to show up. As soon as a failure is diagnosed, they can put in the parts and they can be right back on-stream and then we can replace any parts that were taken from the recommended spares kit.
DG: I next asked Dave to address the economics of the system. How does on-site hydrogen generation compare to other gas delivery systems?
DW: In terms of economics, the cost of on-site generated hydrogen is really very straightforward. It is the capital cost of the equipment, the cost of the electricity and water inputs and the cost of annual maintenance. The equipment can be a purchase or a lease. And because you're acquiring the equipment, of course there is an economy of scale to consider. Small volumes of hydrogen is smaller equipment. And then, in that case, we find that most people find the generator capital cost for smaller users might be around $2.00/hundred cubic feet. That is the capital cost of the equipment depreciation. As the size of the hydrogen generator increases (that would be tube trailer users or liquid hydrogen users), the capital cost of the equipment drops below $1.00/hundred cubic feet. So as equipment gets bigger, the capital cost per unit of production falls. Our largest capacity equipment, intended for very large scale manufacturing, which might be used, but might be too large for most thermal processors, has a fixed cost as low as 20 cents/hundred cubic feet. So you can see there is economy of scale.
Now the energy cost of the hydrogen is most of the variable cost. Water is almost nothing. Depending on the specific model of the system chosen, it requires between 15 and 19 kilowatt hours of electricity to make a hundred cubic feet of hydrogen. Here in the US, in 2018, the US industrial electrical rate was about .07/kilowatt hour average. So the average in the US in 2018 was 7 cents. If you multiply that by 15 – 19 kilowatt hours/hundred cubic feet, then you get an electric variable cost of between $1.05 and $1.53/hundred cubic feet. So you add that variable cost to the fixed.
Your annual maintenance is somewhere between $2,000 and $5,000. Obviously, that is a bigger hit for the smaller users than your larger users. Altogether, the cost of hydrogen for on-site water electrolysis in the medium volume range of interest to the thermal processing industry ranges from a high, at the low end of the use, of about $4/hundred to as little as $2/hundred for users of larger volumes, say your liquid hydrogen users.
DG: Best candidates for on-site generation and then, are there some people who shouldn't?
DW: The best candidates for on-site hydrogen generation are those for whom the technique, equipment, and product quality, the hydrogen quality, provide competitive advantage. So very compact equipment, zero hydrogen inventory, very pure hydrogen with relatively low maintenance, highly predictable costs and the ability to blend any hydrogen atmosphere to pure hydrogen down to forming gas, are all advantages of on-site electrolysis hydrogen.
We observe that captive heat treating operations often prioritize the characteristics of on-site hydrogen generation because they see a direct effect on product quality and ease of integrating heat treating processes into their facility. So they are more interested in- is it safe, is it pure, is it easy to operate than is it the cheapest possible hydrogen. Because of the capital cost (this equipment is not cheap), the best candidates for on-site hydrogen are going to use the equipment hard. The closer to 24/7, the less expensive, the capital cost contribution to your cost structure. So use it hard.
There are a few usage characteristics that argue against on-site hydrogen and similarly would make endo, exo, or DA less attractive. If you've got a temporary requirement for hydrogen, or a batch process that occurs irregularly or with long time gaps between batches, or you have a portable requirement, or where your actual atmosphere required might still be under development. In all of those cases, frankly, you'd be better to start out with delivered gases, at least until you understand the requirements of the process and the scheduling for the gas use until you establish a predictable pattern.
Finally, endo, exo, and DA are really good technologies to make a hydrogen containing atmosphere. If the cost of the atmosphere is the most important factor and the safety issues of ammonia storage and CO containing atmospheres are acceptable, and the characteristics of the exo, endo, or DA atmosphere are acceptable to your processes, then those may be a good choice.
Doug Glenn, Heat Treat Today publisher and Heat Treat Radiohost.
End of Part 2.
Part 1 of this two-part series aired on January 30, 2020. To find that episode, click here. To find other episodes, go to www.heattreattoday.com/radio and look in the list of Heat Treat Radio episodes listed.
Welcome to another episode of Heat Treat Radio,a periodic podcast where Heat Treat Radio host, Doug Glenn, discusses cutting-edge topics with industry-leading personalities. Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript. To see a complete list of other Heat Treat Radio episodes, click here.
Audio: A Discussion with David Wolff, Nel Hydrogen, Part 1
In this conversation, Heat Treat Radio host, Doug Glenn, engages Nel Hydrogen Heat Treat Manager David Wolff in a conversation about hydrogen generation and its purposes. Find out more about what hydrogen is best used for, what hydrogen can do for your company, why hydrogen is preferred to nitrogen, and how to safely use it to the best effect.
Click the play button below to listen.
Transcript: A Discussion with David Wolff, Nel Hydrogen, Part 1
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): We're here today with David Wolff from Nel Hydrogen and we're going to be talking a bit about on-site hydrogen generation. This really has come about because of an eBook that David and one of his colleagues, a gentleman by the name of Chris Van Name, and Heat Treat Today worked on together. The eBook was based on a presentation that you gave at FNA 2018.
Dave Wolff (DW): You're correct. The eBook was based on the FNA (Furnaces North America). I did an expansion on it for Fabtech 2019.
DG: I want our readers to know you before we jump into the content of the book. If you don't mind, Dave, would you just give us your name, rank, serial number, etc.
This Heat Treat Radioepisode/transcript is based on the e-book shown above. Click on the image above if you'd like to get your own download this 18-page e-book.
DW: I've been in the industrial gas industry for my whole career, (hard to believe), going well over 40 years now. I've been a little over 20 years at Nel Hydrogen. Before we were called Nel, we were called Proton Onsite. I joined relatively early in Proton's history. Proton was begun in order to commercialize attractively cost on-site hydrogen using water electrolysis. I found that incredibly exciting, as I came from the industrial gas industry, and I witnessed first hand the importance of having cost effective access to hydrogen in order to succeed in materials processing. Prior to Proton, I was with Messer, who is now back in the United States; and I was with Air Products for about 13 years prior to my time with Messer.
DG: So you've spent, let's say, 40 years in the industrial gases industry and most recently, and a good bulk of that time, with what was called Proton Onsite, now called Nel Hydrogen. For our reader's sake, Nel in the US is headquartered out of New England?
DW: Yes. Nel, in the US is headquartered in Wallingford, Connecticut, which was where Proton was based. Nel's worldwide corporate headquarters is in Norway. Nel is a corporation related to the historical Norsk Hydro, which has been around since 1927 and involved with water electrolysis since the early 20's.
DG:So today we want to talk about hydrogen, but we're going to talk specifically about on-site hydrogen generation. But before
Delivered atmosphere options
we get there, if you don't mind Dave, give us a quick rundown on just the role of hydrogen in your normal, typical heat treat process. What does hydrogen do for us?
DW: You start with the fact that hydrogen is a reducing gas, which means that it can prevent or even reverse oxidation. For example, you can put oxidized parts through a hydrogen atmosphere furnace and they'll come out the other end, say if it's a belt furnace, bright and shiny. At the elevated temperatures used in metal thermal processing (heat treating), the rate of oxidation is increased, so you have to protect the metal so that it doesn't discolor from oxidation. And more concerning, oxidation will interfere with braze material flow in brazing and will prevent proper sintering of powder metal fabricated parts, so oxidation is a real problem in thermal processing.
DG: Right. So the reason of the brazing and whatnot is because of contamination on the surfaces, right? You don't get a solid braze or a solid sinter.
DW: Exactly. Now hydrogen is not the only reducing gas. CO (carbon monoxide) can also be used. But CO is highly toxic, so it is not routinely used, except if it's created incidentally in the process of making endo or exo gas.
Some people wonder why nitrogen alone is not sufficient as a heat treating atmosphere. It's inert, right? But it's essentially impossible to flow enough nitrogen through an atmosphere furnace to eliminate all of the oxygen molecules. And if you did try to flow that much nitrogen through the furnace, you would rob all of the heat out of the furnace. So the attractiveness about hydrogen is it grabs and immobilizes the stray oxygen molecules preventing oxidation but still enables you to manage the flow rate in your furnace.
DG: There are some vacuum furnace heat treaters who place a piece of metal or some substance inside of their furnace (they call it a 'getter'), which basically attracts those undesirable elements out of the atmosphere. In a sense, hydrogen (not exactly, but in a sense) can be kind of that 'getter' that goes and 'gets,' if you will, the oxygen pulls it out of that atmosphere, where nitrogen you have to be pushing it out. You'd have to be putting so much nitrogen through, you still might not get rid of all of the oxygen, whereas if you have some hydrogen, it pulls it out.
DW: You're exactly right. The hydrogen acts as a chemical 'getter' and so it's analogous. A couple of other things I should mention. In addition to its role as a reducing gas to prevent or reverse oxidation, hydrogen has the highest heat conductivity of any gas. So the high heat conductivity of hydrogen means that parts heat up faster in a hydrogen containing atmosphere, and they cool off faster too. The high heat conductivity allows for higher productivity by faster cycles in batch heat treating and faster transport speed through continuous furnaces likes belts and pushers. Parts heat up fast and they cool down quickly. The alternative, if you have lower hydrogen content in your atmospheres, is longer furnaces, slower belt speeds, or longer back furnace cycles.
DG: Coefficient heat transfer hydrogen is the best for pulling heat out or putting heat in, so you're looking at process efficiencies there as well.
DW: Productivity. One final thing. While vacuum furnaces are widely used and yield terrific results, a vacuum furnace creates an inert atmosphere, not a reducing atmosphere. So a high vacuum furnace can prevent oxidation, but typically not reverse it. So in many cases, a wisp of hydrogen is often used to create a partial pressure hydrogen atmosphere in vacuum furnaces. For example, for powder metallurgy, you enhance the sintering by reducing the surface oxidation on the powder particles.
DG: We've hit on what hydrogen can do, and I think we've already hit on this next question, which is the typical heat treat processes. Brazing you've mentioned, sintering you've mentioned; what else would we typically use a hydrogen atmosphere for?
DW: Let's start with making sure that people are aware that hydrogen is used only in furnaces which are designed for hydrogen
Atmosphere generation systems
atmosphere. They have to have the right flow path, they have to have electrical parts and safety systems such as flame curtains, which are expressly designed to safely use hydrogen. Also, and importantly, the newest thermal processing equipment is highly automated for safe use of hydrogen. While hydrogen can be used safely in older equipment that is also designed to use hydrogen, it's important to follow procedures which are specifically designed around hydrogen use. So those are key considerations.
DG: I think we ought to emphasize the caveat that you're issuing. Hydrogen does have its issues, and we need to be careful with the use of hydrogen. So don't just go throw hydrogen into your furnace. It is very, very important that the safety concerns be followed.
DW: So hydrogen is used to provide atmospheres for processes like annealing, brazing, glass metal sealing and all types of sintering including PM, MIM, and AM. Hydrogen is also widely used for processing magnetic materials, motor laminations and things like that. Keep in mind that both synthetic or blended atmospheres and also generated -- and by "generated" we typically refer to exo, endo and DA (dissociated ammonia) -- those atmospheres contain hydrogen as the primary reducing gas. As I mentioned earlier, exo and endo gas also contain CO, which is also a reducing gas, and exo and endo are often used in atmospheres for hardening. Typically you don't use a pure hydrogen atmosphere for that because that will tend to soften your parts.
DG: We've covered some of the processes that are involved, and you've alluded to this Dave, but let's flesh this out a little bit
Stored atmosphere raw materials by the numbers
more--we don't often use hydrogen alone. Often it is used as one component with other gases. Let's talk about why that is. Besides the obvious safety issues of using 100% hydrogen, let's talk about why we don't see 100% hydrogen and what we're often mixing with.
DW: I like to use an analogy here. Think of hydrogen gas in a furnace atmosphere, kind of like dish washing detergent. When you're washing dishes or processing parts, the function is to clean the parts, either the metal parts or cups and saucers. Dish washing detergent is diluted with water. Hydrogen is typically diluted with nitrogen or possibly with argon. In both cases, whether you're washing dishes or processing metal parts, the detergent is more expensive than the diluent. Hence, the idea is to use only as much detergent (hydrogen) as is needed to get the job done.
There are major differences between thermal processing and washing dishes. One major consideration is that the metal that is being thermally processed is actually chemically and metallurgically interacting with the furnace atmosphere. So you have the surface effect, which is the chemical effect, but also you have a metallurgical effect. That's how metals are softened and also, in the case of carbon, hardened. Obviously dishes are unaffected by the dish washing process other than having their surface cleaned. So that is part of the reason that atmosphere composition is greatly dependent on the metallurgy of the parts that you're processing. That is also the area where metallurgists have the greatest knowledge and provide unique process knowledge and value.
DG: So basically, you're going to use as little, if you will, or an appropriate portion of hydrogen to get the job done, and that is very much dependent on materials being run, processes being performed, etc. Correct?
DW: Exactly. The workhorse thermal processing atmosphere is a nitrogen atmosphere with a variable amount of hydrogen depending on the metal being processed. Carbon steel, for example, can be processed in a 4–5% hydrogen blend with the balance of the atmosphere being 95–96% nitrogen. This blend is so widely used that it has been given a nickname, so called forming gas. Some metals react adversely with hydrogen and cannot be processed in a hydrogen containing atmosphere at all. An example of that would be titanium. Titanium, which is so widely used for aerospace and also medical applications, is not processed in hydrogen at all, and that is why batch vacuum heat treating is so popular in aerospace and medical because there is a lot of titanium use.
DG: My understanding is that hydrogen causes embrittlement when we're dealing with titanium.
DW: Exactly. It causes damage to titanium parts. Batch processing also enables you to do lot tracking and other things which are important in both aerospace and medical.
Aluminum is another commonly heat treated metal that doesn't require hydrogen. Aluminum is basically generally heat treated in pure nitrogen. But other metals that do use hydrogen containing atmosphere include copper and brass, as I mentioned, magnetic steels and stainless steels. Generally, the steels, other than carbon steel, will require an atmosphere in the 30–60% range of hydrogen in nitrogen while certain grades of stainless must be heat treated in 100% hydrogen. Often the 300 series of stainless, people prefer to use 100% hydrogen for that.
Doug Glenn, Heat Treat Today publisher and Heat Treat Radio host.
End of Part 1.
Part 2 is scheduled to be released on February 13th. Check back here for a link to that episode or go to www.heattreattoday.com/radio after February 13, 2020, and look for Part 2 in the list of Heat Treat Radioepisodes listed.
Heat TreatToday, in cooperation with Nel Hydrogen, is pleased to offer the eBook "Hydrogen Generation and Its Benefits for Heat Treaters"—18 pages of useful information about generating your own hydrogen, a key reducing agent in thermal processing atmospheres. Hydrogen is typically used for brazing, annealing, and sintering of metals.
This booklet discusses the pros and cons of on-site generated hydrogen including costs, sourcing, furnace types, OSHA/EPA compliance, and much more.
Converting to generated hydrogen offers:
Superior atmosphere quality and flexibility
Stable and competitive atmosphere costs
Elimination of hydrogen and ammonia deliveries/storage





 One of the great benefits of a community of heat treaters is the opportunity to challenge old habits and look at new ways of doing things. Heat Treat Today’s 101 Heat Treat Tips is another opportunity to learn the tips, tricks, and hacks shared by some of the industry’s foremost experts.
One of the great benefits of a community of heat treaters is the opportunity to challenge old habits and look at new ways of doing things. Heat Treat Today’s 101 Heat Treat Tips is another opportunity to learn the tips, tricks, and hacks shared by some of the industry’s foremost experts.









{kind=link}