During the day-to-day operation of heat treat departments, many habits are formed and procedures followed that sometimes are done simply because that’s the way they’ve always been done. One of the great benefits of having a community of heat treaters is to challenge those habits and look at new ways of doing things. Heat TreatToday‘s101 Heat TreatTips, tips and tricks that come from some of the industry’s foremost experts, were initially published in the FNA 2018 Special Print Edition, as a way to make the benefits of that community available to as many people as possible. This special edition is available in a digital format here.
In today’s Technical Tuesday, we continue an intermittent series of posts drawn from the 101 tips. The category for this post is Combustion, and today’s tip is #23.
Combustion
Heat TreatTip #23
Burner adjustment to nominal gas and air ratios is a typical component of your combustion equipment maintenance. However, this process cannot be minimized in importance as any adjustment can affect operation, efficiency, exhaust emissions & equipment life. Factors to consider and address during any burner adjustment:
Burner adjustment should always be done when possible at normal furnace operating temperature under typical production to maintain best conditions for final calibration.
Provide clean combustion air: maintain blower filter & consider the source of any plant air.
An increase of gas may not increase power to the system due to heat transfer or throughput issues.
A decrease in combustion air will not create a hotter flame or add power to the system as this may only create a gas-rich operation resulting in reduced power and CO in the exhaust.
Verify gas & combustion supply pressures & consider creating a monthly log of incoming pressures.
While a visual inspection of flame can help to verify operation or proper combustion, burner gas /air adjustment can not accurately be performed by simply looking at color or size of a flame.
A working understanding of burner system is important to determine and verify values to gas/air and excess O² to a specific application.
If you have any questions, feel free to contact the expert who submitted the Tip or contact Heat TreatToday directly. If you have a heat treat tip that you’d like to share, please send to the editor, and we’ll put it in the queue for our next Heat TreatTipsissue.
Although Veteran’s Day, set aside to honor military veterans — those who served in the United States Armed Forces — is November 11, because this year the date falls on a weekend, Monday, November 12, is the day the U.S. observes the celebration and commemoration of this federal holiday.
Veterans Day coincides with other international holidays, including Armistice Day and Remembrance Day, celebrated in countries that mark the anniversary of the end of World War I. (Major hostilities of World War I formally concluded at the 11th hour of the 11th day of the 11th month of 1918, when the Armistice with Germany went into effect.)
A number of heat treating and heat treat-related businesses are owned and operated by veterans of U.S. military branches, and it is our honor to recognize some of those companies below. In addition, we feature 3 members of our class of 2018 40 Under 40 who are U.S. veterans.
Baker Furnace, based in Brea, California, designs and manufactures industrial ovens, heat treat furnaces, and pollution control equipment. Acquired in 2015 by Thermal Product Solutions.
Century Inc., headquartered in Traverse City, Michigan, provides precision machining, heat treating, welding and cladding, and testing and inspection services for a variety of industries, including aerospace, automotive, defense, and energy sectors.
Certified Metal Craft is a brazing, cryogenics, and heat treating company based in El Cajon, California.
RIS Enterprises, based in Oxnard, California, provides calibration services, industrial instrumentation, and products to manufacturers, laboratories, and industrial companies in Southern California, Utah and Nevada. (including Nadcap certification).
40 Under 40 recipients and Honorable Mentions:
Lee Rothleutner
In addition to Nick Suchoski, Lee Rothleutner, Prinicipal Development Engineer with The Timken Company, and a veteran of the U.S. Coast Guard, was represented in our 40 Under 40 class of 2018. Recipient of an Honorable Mention for the 40 Under 40 class of 2018, Matt Watts, Business Development Manager with Ultra Furnace Parts, served in the United States Air Force as an Avionics Test Station and Analysis Technician on the B1 Bomber.
Matt Watts
We ask our Heat Treat Today readers to join with us in honoring our U.S. veterans, including those who work among us in the heat treating industry.
Hardness testing in heat treating has evolved to a precision science necessary to provide reliability in resolving yield strength of metal materials and to assist in comparing property differences of two materials, ultimately determining “the success or failure of a particular heat-treatment operation” (Daniel Herring, “Common Pitfalls in Hardness Testing,” Gear Solutions Magazine).
According to Herring, “The Heat Treat Doctor®” (see his Heat Treat Todayconsultant’s page here), “Hardness testing is thought to be one of the easiest tests to perform on the shop floor or in the metallurgical laboratory, but it can be one of the hardest tests to do properly.”
Today’s Best of the Web feature offers an easy-to-follow primer on this hard testing process, providing the following:
Definition of Hardness Testing
How Hardness Tests Work
Selecting the Best Hardness Test Method
The Four Most Common Indentation Hardness Tests: their uses, suitability, and distinctives
How to Ensure Accuracy and Repeatability in Hardness Testing
Surface Preparation Requirements for Hardness Testing
Definition of Hardness Testing Loads
Indent Spacing
Troubleshooting for Hardness Tests
For a teaser, consider this excerpt from the article from Struers:
Factors that influence hardness testing
A number of factors influence hardness tests results. As a general rule, the lower the load you use in the hardness test, the more factors that need to be controlled to ensure an accurate conclusion of the hardness test.
Here are a few of the most important factors to consider to ensure an accurate conclusion from a hardness test.
External factors such as light, dirt, vibrations, temperature, and humidity should be controlled
The tester and stage should be secured on a solid horizontal table, and the sample should be clamped or held in a holder or anvil
The indenter should be perpendicular to the tested surface
Illumination settings should be constant during the test when using Vickers, Knoop, or Brinell
The tester should be recalibrated/verified every time you change the indenter or objective lens
A Pennsylvania producer and distributor of premium specialty alloys recently announced it has acquired a leader in the development and supply of advanced metal powders and powder lifecycle management solutions.
Carpenter Technology Corporation, based in Philadelphia, Pennsylvania, broadens its role as a leader in solutions provider in additive manufacturing with the approximately $81 million purchase of LPW Technology Ltd (LPW), based in Widnes, Chesire, United Kingdom, with additional processing operations near Pittsburgh, Pennsylvania. The acquisition incorporates metal powder lifecycle management technology with quality control and traceability.
Tony R. Thene, Carpenter’s president and CEO
Carpenter’s alloy production includes titanium alloys, nickel- and cobalt-based superalloys, stainless steels, alloy steels, and tool steels and is used in applications within the aerospace, transportation, medical, and energy sectors.
“Our aggressive development in key aspects of Additive Manufacturing (AM) demonstrates our commitment to build on our industry-leading position in this space,” said Tony R. Thene, Carpenter’s president and CEO. “The acquisition combines LPW’s metal powder lifecycle management technology and processes with our technical expertise in producing highly engineered metal powders and additively manufactured components.”
Phil Carroll, LPW’s founder
Lifecycle management technology is becoming increasingly important to understanding how materials behave before, during, and after production in the powder-bed fusion process. Understanding powder behavior is critical as AM becomes more widely adopted and implemented across various industries.
“LPW’s innovative platforms and enabling technology further solidify Carpenter’s position as a preferred provider of end-to-end next generation Additive Manufacturing solutions,” said Phil Carroll, LPW’s founder. “I’m extremely proud of the accomplishments we’ve achieved at LPW and I’m excited to be part of Carpenter’s continued growth and leadership in AM.”
A leading North American steel rail producer is looking to invest at least $200 million into the expansion of its footprint in Pueblo, Colorado.
Evraz Rocky Mountain Steel has three mills in Pueblo and is considering building another or replacing one of the existing mills in the Steel City. The Pueblo city council approved a $15 million incentive package for the company.
“It is hard to find anybody in Pueblo who has not had a family member work at the steel mill in the last 135 years. The investment the community looks to make in this project celebrates the incredible workforce at the steel mill who will continue to make Pueblo proud. We look forward to 135 more years,” said Jeff Shaw, President and CEO of Pueblo Economic Development Corp. “Since 1882, the year that the first rail came out of the Colorado Fuel and Iron Plant, Pueblo has been known as the Steel City. The steel industry and the CF&I steel mill, now EVRAZ, has literally been the backbone of the community. Not only does the mill produce steel that is used all over the world, it also provides thousands of direct and ancillary jobs that bolster the local economy and help keep Pueblo moving forward in a strong and thriving direction. ”
Evraz has until December 2019 to make a final decision.
During the day-to-day operation of heat treat departments, many habits are formed and procedures followed that sometimes are done simply because that’s the way they’ve always been done. One of the great benefits of having a community of heat treaters is to challenge those habits and look at new ways of doing things. Heat TreatToday‘s 101 Heat TreatTips, tips and tricks that come from some of the industry’s foremost experts, were initially published in the FNA 2018 Special Print Edition, as a way to make the benefits of that community available to as many people as possible. This special edition is available in a digital format here.
Today, we begin an intermittent series of Technical Tuesday posts of the 101 tips by category, starting with Atmosphere Control.
Atmosphere Control
Heat TreatTip 5
Out of Control Carburizing? Try This 11-Step Test
When your carburizing atmosphere cannot be controlled, perform this test:
Empty the furnace of all work.
Heat to 1700°F (926°C).
Allow endo gas to continue.
Disable the CP setpoint control loop.
Set generator DP to +35°F (1.7°C).
Run a shim test.
The CP should settle out near 0.4% CP.
If CP settles out substantially lower and the CO2 and DP higher, there’s an oxidation leak, either air, water or CO2 from a leaking radiant tube.
If the leak is small the CP loop will compensate, resulting in more enriching gas usage than normal.
Sometimes but not always a leaking radiant tube can be found by isolating each tube.
To try and find a leaking radiant tube, not only the gas must be shut off but combustion air as well.
So you just ran a batch and the parts are bad. Now what? According to Jim Oakes at Super Systems Inc., here is a good checklist to use to start isolating the problem. While not exhaustive, this list can at least take you through a progression of steps to help start identifying the culprit.
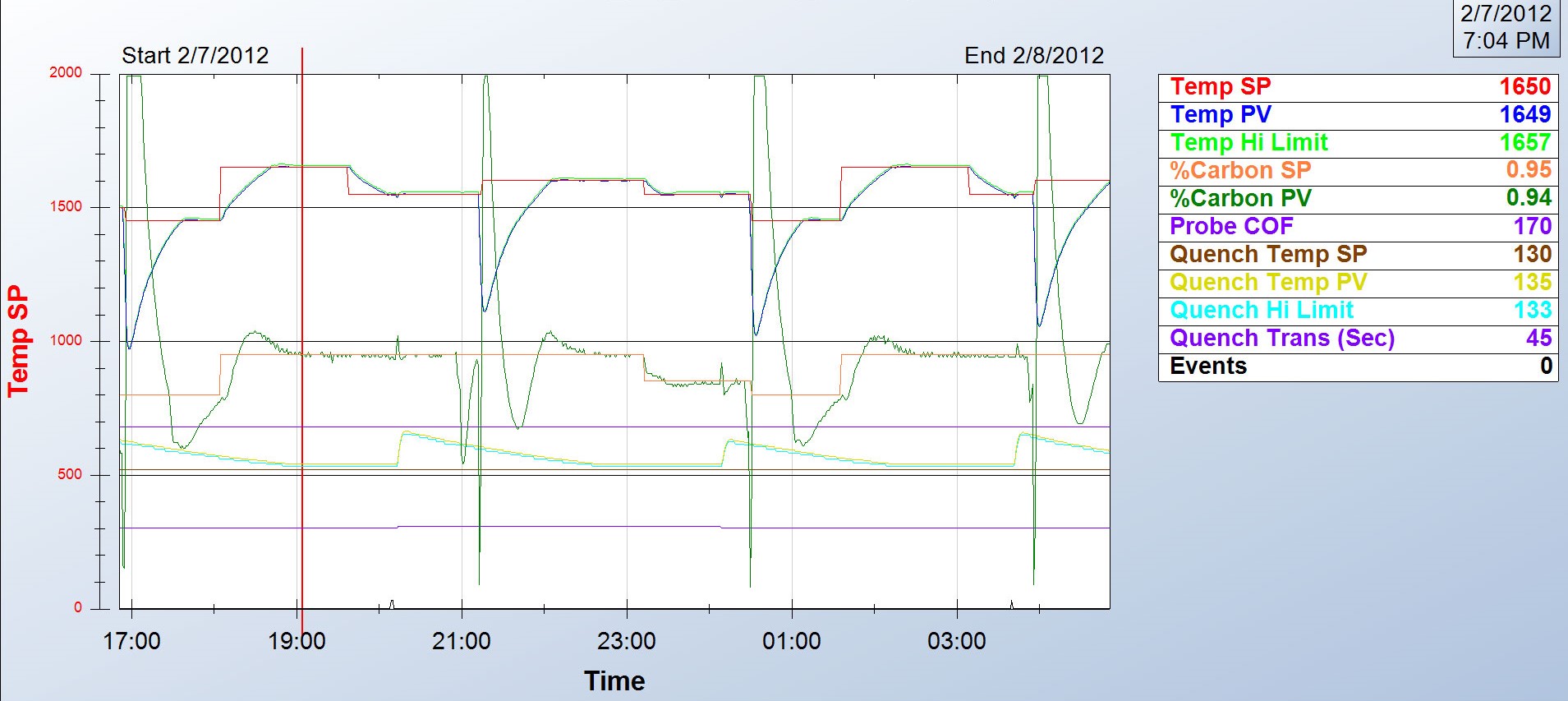
Step 1: Review the process data for abnormalities. Did the setpoint for temperature and atmosphere get set properly? Does the process chart show good control of the temperature and atmosphere? Was the time at heat correct? Was the quench and temper processes run properly?
Step 2: Check the generator to make sure it was pumping out the right atmosphere.
Step 3: Check the furnace atmosphere. Even if the generator is working, there may be leaks in the furnace.
Step 4: Check carbon controller to make sure it matches furnace atmosphere reading. Verify probe accuracy and adjust carbon controller.
Step 5: Do probe troubleshooting. And if all else fails . . .
Step 6: Replace the probe or call Super Systems for help.
Many factors can contribute to why parts are not meeting the correct hardness readings. According to Super Systems Inc., here is a quick checklist of how to start narrowing down the culprit:
Review process data for abnormalities: The first thing to do is make sure the parts were exposed to the right recipe. Check the recorders to make sure the temperature profile and atmosphere composition were correct. Make sure all fans and baffles were working correctly. Determine if any zones were out of scope and that quench times were acceptable. If any red flags appear, hunt down the culprit to see if it may have contributed to soft parts.
Check the generator. Next, check the generator to make sure it is producing the gas composition desired for the process. If available, check the recorders to make sure the gas composition was on target. If not, check the generator inputs and then the internal workings of the generator.
Check the furnace atmosphere. If the generator appears to be working correctly, the next step would be to check the furnace itself for atmosphere leaks. Depending on what type of furnace you have, common leak points will vary; for continuous furnaces, common leak points are a door, fan, T/C, or atmosphere inlet seals. Other sources of atmosphere contamination may be leaking water cooling lines in water-cooled jackets or water-cooled bearings. More than likely, if the generator is providing the correct atmosphere but parts are still soft, there is a leak into the furnace. This will often be accompanied by discolored parts.
Check carbon controller to make sure it matches furnace atmosphere reading (verify probe accuracy and adjust carbon controller). This can be done using a number of different methods: dew point, shim stock, carbon bar, 3 gas analysis, coil (resistance), etc. Each of these methods provides a verification of the furnace atmosphere which can be compared to the reading on the carbon controller. If the atmosphere on the carbon controller is higher than the reading on the alternate atmosphere check, that would indicate the amount of carbon available to the parts is not as perceived. The COF/PF on the carbon controller should be modified to adjust the carbon controller reading to the appropriate carbon atmosphere. If the reading is way off, it may require the probe to be replaced.
Configuring your atmosphere controller to ensure the correct carbon potential readings can sometimes be tricky. We suggest you double check your atmosphere control settings to make sure they are set up correctly. Before making a change to the carbon controller, make sure the atmosphere that the carbon probe and carbon controller are reading is matching up to an alternate method of atmosphere. This can be done using a number of different methods: dew point, shim stock, carbon bar, 3 gas analysis, coil (resistance), etc. Each of these methods provides a verification of the furnace atmosphere which can be compared to the reading on the carbon controller. The COF/PF on the carbon controller should be modified to adjust the carbon controller reading to the appropriate carbon atmosphere.
It is important to make sure that the alternate method of verifying atmosphere is done properly (sampling ports, time for atmosphere exposure, sample prep, etc).
The calculation of carbon in the atmosphere using a carbon/oxygen probe is based on the output millivolts — created based on the partial pressure of oxygen in the reference air versus partial pressure of oxygen in the furnace, the temperature of the furnace, and a calculation factor referred to as COF (CO Factor), PF (Process Factor), or Gas Factor.
The carbon controller can be modified so the COF/PF value can be changed to match up with the alternate reading. A furnace calculator on the SSI website or mobile app can help determine what these settings should be. It is important to note that you should not change these values to the point where you are masking another issue such as a bad probe or a furnace/generator issue.
Again, if the reading is way off (a setting of a COF below 130, for example), it may require the probe to be replaced.
If you’re having atmosphere problems with a furnace that has been operating normally for some time, avoid the temptation to remove the carbon probe. There are several tests you can run on nearly all carbon probes while the probe is still in the furnace, at temperature, in a reducing atmosphere. Super Systems Inc. provides an 11-step diagnostic procedure in a white paper on their website, in a paper titled, “Carbon Sensor Troubleshooting” by Stephen Thompson.
Atmosphere furnace pressure should be only slightly above ambient. The range should be between 0.25 – 0.35 inches water column. Higher pressures in multiple zone pusher furnaces will cause carbon control issues. High pressures in batch furnaces will cause high swings when doors and elevators move.
Wisdom dictates a trust-but-verify approach to your endothermic generator. Although your generator is supposed to crank out a consistent endo atmosphere, we suggest periodically verifying the integrity of that atmosphere with a dewpoint analyzer or a 3-gas analyzer. Generator control systems provide control of air gas ratio and possibly a trim system, used to maintain a dew point that could be rich (too much gas) or lean (too much air). The dew point range could typically be between 30°F and 50°F. Flowmeters are provided to maintain a base ratio (2.7 : 1) for the air/gas mixture supplied to a retort filled with nickel-coated catalyst. The gas is then passed through an air cooler (some older systems used water) to freeze the reaction so the gas can be transported through a header system to furnaces. The ratio at which the gas is generated offers a dew point that can be measured. The makeup of the endothermic gas provided by a generator is typically 40% hydrogen, 40% nitrogen, and 20% carbon monoxide. Maintaining these percentages will result in a carburizing atmosphere that is conducive to best carburizing practices.
Non-dispersive infrared analyzer (NDIR) systems are invaluable when trying to troubleshoot generator issues. The analyzer will typically measure CO, CO2, and CH4. As mentioned earlier, if we know that 20% CO is being generated, we can cross check the air/gas ratio and sticking flow meters, or determine that an adjustment of the air and/or gas ratio is required. The measurement for indication of sooted or nickel depleted catalyst can also be achieved by using an analyzer. If the indicated measurement of CH4 is higher than .5%, a burnout of the catalyst is required, using the manufacturer’s required procedures. If after a burnout the CH4 level is still high, the catalyst may need to be replaced altogether.
If you have any questions, feel free to contact the expert who submitted the Tip or contact Heat TreatToday directly. If you have a heat treat tip that you’d like to share, please send to the editor, and we’ll put it in the queue for our next Heat TreatTips issue.
An industry leader in the production of CNC machined components recently announced the completion of the acquisition of a Summerville, South Carolina, manufacturer of similar products for the commercial truck, agricultural, utility vehicle, automotive and appliance markets.
Skyway Precision, based in Plymouth, Michigan, has added Bellwright Manufacturing LLC to its footprint, which includes manufacturing facilities in Michigan and Wisconsin. The Summerville location is now operating as Skyway Precision South, Inc.
“We are excited to work with the Bellwright team to enhance our value proposition to our customers,” said Bill Bonnell, President of Skyway. “This transaction demonstrates our continued commitment to leadership in our core products and technologies and to creating long-term, value-added partnerships with our customers. We will continue to pursue disciplined organic growth with our customers, as well as strategic acquisitions.”
Skyway is a leader in the machining of complex, close tolerance, iron and aluminum drivetrain components for the transportation and general power markets, including light and heavy commercial truck, recreational vehicle, automotive, marine, construction, agricultural, and power generation equipment applications.
Heat treaters know that the heart of a vacuum furnace system is the pumping system. As broad as the variety of furnaces is, so is the selection of pump types.
A roots blower, which also goes by the name “booster pump” and “intermediate stage vacuum pump,” is a dry, gas transfer pump that boosts the performance of the primary pump, providing an increase in pumping speed and pressure. This article from VAC AERO International’s Vacuum Pump Technology: Education and Training page provides an exhaustive analysis of the heart of a vacuum furnace system: the pump.
“Roots blowers have the reputation of being virtually indestructible and run for years seemingly unattended while the primary (mechanical) and high vacuum (diffusion pumps seem to receive all the attention. While they need little day-to-day maintenance, monitoring of the oil level in the pump is required. The main function of these booster pumps is to improve pump-down rates and ultimate vacuum levels.” ~ VAC AERO International
A company which has been moving hyperloop transport technology closer to reality is Hyperloop Transportation Technologies, which recently unveiled its full-sized Hyperloop passenger pod, expected to allow for the comfortable transportation of 28 to 40 passengers. The capsule skin is made of Vibranium, carbon fiber with embedded sensors.
A U.K.-headquartered company with a solid-state alloy powder technology recently announced its launch of the world’s first industrial-scale metal alloy powder production facility based on the company’s process.
Metalysis will produce valuable alloy powders at the new plant, located in the company’s Materials Manufacturing Centre in Wath upon Dearne, South Yorkshire, U.K.
The Generation 4 (“Gen4”) project was mechanically completed on time in Q4 2017. It has since undergone hot commissioning, trial runs, optimization and handover to Operations, signaling Metalysis’ transition into commercial production following more than a decade of phased technology development.
Dr. Dion Vaughan, Chief Executive Officer, Metalysis
Gen4 is the first facility to take Metalysis’ solid-state, modular, electrochemical process to industrial scale and can produce tens-to-hundreds of tonnes per annum of high value, niche and master alloys. It creates a new U.K. source of supply for global end-users in advanced manufacturing disciplines including aerospace, automotive, batteries, light-weighting, magnets, mining and 3D printing consumables.
A standout benefit of Metalysis’ technology is its multi-metal capability, which enables it to produce alloy “recipes” that comparable processing routes cannot. Where conventional technologies are unable to elegantly combine elements with melting and density differentials, this technology can because it is a solid-state process. Gen4 enables Metalysis to commercially produce a demand-driven product mix of titanium alloys; master alloys including Scandium-Aluminide, which continues to pose excellent launch product potential as announced on 11 June 2018; compositionally complex alloys including High Entropy Alloys; magnet materials; high-temperature materials; and Platinum Group Metal alloys.
“In powering up and operating our industrial plant, Metalysis is poised to achieve its target to generate significant profits from our new South Yorkshire production facility,” said Dr. Dion Vaughan, Chief Executive Officer. “Ours is a true British success story with international implications. Metalysis has grown from the ‘lightbulb moment’ at Cambridge University in the late-1990s, relocated to South Yorkshire to benefit from regional excellence in operational skillsets in the early-2000s, and now onwards towards a bright commercial future.”





 been done. One of the great benefits of having a community of heat treaters is to challenge those habits and look at new ways of doing things. Heat Treat Today‘s 101 Heat Treat Tips, tips and tricks that come from some of the industry’s foremost experts, were initially published in the FNA 2018 Special Print Edition, as a way to make the benefits of that community available to as many people as possible. This special edition is available in a digital format here.
been done. One of the great benefits of having a community of heat treaters is to challenge those habits and look at new ways of doing things. Heat Treat Today‘s 101 Heat Treat Tips, tips and tricks that come from some of the industry’s foremost experts, were initially published in the FNA 2018 Special Print Edition, as a way to make the benefits of that community available to as many people as possible. This special edition is available in a digital format here. Heat Treat Tip #23
Heat Treat Tip #23