Heat Treat Today publishes twelve print magazines annually and included in each is a letter from the publisher, Doug Glenn. This letter from the March 2026 Annual Aerospace Heat Treating print edition highlights the growing presence of heat treat-focused podcasts in North American market, spotlighting both The Heat Treat Podcast with Carlos Torres and Heat Treat Radio, including the transition to a new host, Heather Falcone and the continued evolution of digital content in the industry.
It’s amazing to me that there are at least two professionally done heat treat podcasts in the North American heat treat marketplace. There are actually more than two podcasts, but the two I’m speaking of are ongoing and very targeted toward the North American heat treat industry. Check the end of this column for a link to some of the other podcasts I won’t be discussing at length here.
The Heat Treat Podcast with Carlos Torres
Let’s start with the podcast that it not part of Heat TreatToday — The Heat Treat Podcast with our friend Carlos Torres. Carlos is the CEO of TORSA Group Mattsa and a director at Mattsa Furnace Co. in San Luis Potosi, Mexico. Carlos’ video podcast is housed on YouTube (www.youtube.com/@theheattreatpodcast) and has roughly 70 episodes. Carlos cooperates with Super Systems Inc. (SSI) in Mexico, so it is no surprise that Episode #1 from 2021 featured SSI president and all-around great guy, Jim Oakes. Carlos is a very engaging podcast host and has interviewed the likes of Tracy Dougherty, AFC-Holcroft; John Hubbard, former CEO, Bodycote; Chip Keough of the Atmosphere Group; Chad Wright from Wirco; and many other industry notables including Joe Powell, Ben Rassieur, Karen Stanton, Jason Orosz, Jim and Andy Orr, Andrew Bassett, and Trevor Jones.
When Carlos first started his podcast, I joked with him that there was no way he could keep up the pace of turning out good quality heat treat interviews. That was at least four years ago — I was wrong. Carlos continues to do a great job interviewing and posting helpful, timely heat treat content.
Heat Treat Today
The podcast that is a part of Heat Treat Today is Heat TreatRadio. By the time this column is published in March of 2026, Heat Treat Radio will have deployed over 131 episodes since 2016. Initially, the podcasts were strictly audio, but since January 2023, episodes have been video, audio, and transcribed. The list of industry notables is too long, but suffice it to say, it is impressive.
Heat Treat Radio’s new host, Heather Falcone
The BIG news regarding this podcast is that starting last month (February 2026), Heat Treat Radio has a new host, Heather Falcone, former CEO of Thermal-Vac Technology and currently the CEO of Falcone Consulting. Since 2016, I’ve had the pleasure (and responsibility) of hosting the Heat Treat Radio. Heat Treat Today‘s managing editor, Bethany Leone, has been hugely instrumental in the scheduling and production of episodes for the past four years. Both Bethany and I have handed over the reins to Heather, and we are very excited about how the podcast will morph and grow under Heather’s leadership.
By the way, Heather, in her previous life, was interviewed by both The Heat Treat Podcast (Carlos Torres) and Heat Treat Radio. She is, by every measure, an industry legend in her own right.
The nice thing about having Heather take the lead is her ability to “talk turkey” with other industry experts…something I was not able to do being a lowly “publishing guy,” and her creativity and technical savvy when it comes to digital products like audio and video productions. We’re very excited to have Heather on the Heat Treat Today team.
If you have a topic you’d like to see covered on a future episode, or if you know of someone that you think Heather should interview, please reach out directly to Heather at heather@heattreattoday.com.
Whether it’s The Heat Treat Podcast or Heat Treat Radio, I hope you find some of the heat treat audio (and video) helpful.
Heat Treat Todayoffers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 19 news bites that will help you stay up to date on all things heat treat.
Equipment Chatter
Global commodities group, Anglo American, and thyssenkrupp Steel have signed a memorandum of understanding to collaborate on developing new pathways for the decarbonization of steelmaking. The collaboration will focus on joint research to accelerate the development of high-quality input stock for lower carbon steel production, using both conventional blast furnace and direct reduction iron.
SECO/WARWICK delivered additional CAB lines to SUZHOU RETEK in China.
Tenova was contracted by Sinova Global to supply the basic engineering of a new silicon metal plant in Tennessee. The site will be North America’s most modern and efficient silicon metal plant, a greenfield development for Sinova Global.
Collaborative R&D between Anglo American and thyssenkrupp Steel for greener steelmaking technologies
Two CAB lines for SUZHOU RETEK
Sinova Silicon Metal Plant from Tenova
Company and Personnel Chatter
Brighton Science and Hubbard-Hall partner to provide the Infinity Surface Cleaning Intelligence Program, which is designed to aid manufacturers to prepare surfaces and prevent problems.
Thermal-Vac Technology, Inc. announced the completion of a new microgrid from Verdant Microgrid, LLC. Collaboration with the following companies ensured the completion: Eos Energy Enterprises of Edison, NJ; Stronghold Engineering, Inc. of Perris, CA; and GridSwitch Asset Management Services of Moon, PA.
Bryan Stern has joined Gasbarre as the product development manager for Gasbarre Thermal Processing Systems. Bryan’s experience, knowledge, and forward-thinking will allow him to support existing clients and advance the company’s growing footprint in the vacuum furnace market.
Ipsen recently launched a new website with the goal of providing a better user experience for customers worldwide. IpsenGlobal.com now incorporates all Ipsen locations, products, and services under one domain.
Furnaces North America 2022, the premier trade show and technical conference in the North American heat treating industry, attracted over 1,200 attendees from around the world. The show produced by the Metal Treating Institute in partnership with its media partner, Heat Treat Today.
Bryan Stern Product Development Manager Gasbarre Thermal Processing Systems
New website: IpsenGlobal.com
FNA Technical Sessions, many exhibitors and attendees
Kudos Chatter
Doug Peters, CEO of Peters’ Heat Treating, received the Winslow Award, an honor that is given to an individual or business that has made valuable economic improvements.
A two chamber vacuum oil quench furnace has received Nadcap accreditation. Solar Manufacturing designed the furnace for Solar Atmospheres of Western PA.
Ayla Busch was honored with the German Leadership Award 2022. This award was presented at the annual alumni convention of the Collège des Ingénieurs and is an award for innovative corporate leadership in the German economy.
Texas Heat Treating, Inc. announces that both Round Rock and Texas Heat Treating Worth just completed ISO 17025 lab audits. The audits came back with no findings.
Representatives from TAV VACUUM gave a speech during the first day of the 27th IFHTSE Congress & European Conference on Heat Treatment 2022. The talk was about the heat treatment of titanium alloys, specifically, “Vacuum heat treatment of Ti6Al4V alloy produced via SLM additive manufacturing.”
RETECH, a SECO/WARWICK Group company, was acknowledged as “The Most Innovative Metallurgical Equipment Specialist in 2022 for the USA” by Acquisition International Magazine. Additionally, Earl Good, its managing director, has been honored by The Corporate Magazine in the “Top 20 Most Dynamic Business Leaders of 2022.″
Nitrex Metal, Inc. announced that it was selected for the “American Dream” series airing on Bloomberg and Amazon Prime. The series explores the entrepreneurial stories of men and women who founded and built incredible companies from the ground up.
Jim Oakes, president of Super Systems, has been awarded the first ever Furnaces North America (FNA) Industry Award at the trade show’s opening night kickoff reception.
At the recent 2022 MTI fall meeting held in Indianapolis, IN, the Metal Treating Institute recognized Roy Adkins, director of Corporate Quality, with the MTI Award of Industry Merit. This award is given in recognition of current and ongoing commitment to the betterment of the commercial heat treating industry with one or more significant accomplishments.
Hubbard-Hall has been awarded the Top Workplaces 2022 honor by HearstMedia Services in Connecticut. The award is based solely on employee feedback gathered through a third-party survey that is administered by employee engagement technology partner Energage LLC.
Pelican Wire Calibration Laboratory received “ISO/IEC 17025:2017” accreditation from ANSI National Accreditation Board.
Doug Peters Receives 53rd Annual Winslow Award
Lars Wagner, COO at MTU Aero Engines AG, presents Ayla Busch with the award.
Solar Atmospheres of Western PA’s Nadcap Accredited Furnace
RETECH company and managing director receive honors
Nitrex Metal, Inc. part of “American Dream” TV series
Industry Award to Jim Oakes, president of Super Systems
Roy Adkins (center) with past MTI Presidents, Jim Oakes (left) and Don Hendry (right)
Heat Treat Today is pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to sarah@heattreattoday.com.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Jim Oakes, president of Super Systems, has been awarded the first ever Furnaces North America (FNA) Industry Award at the trade show's opening night kickoff reception.
This award is given to an individual in recognition of their contribution(s) and current/ongoing commitment to the betterment of the heat treating industry with one or more significant accomplishments in the last five years in the area of innovation, leadership, academia, or research.
The Metal Treating Institute’s 2018 President, Pete Hushek, who gave the award to Jim stated, "[No] one has been more deserving of this award than Jim Oakes. Having served as the President of ASM for two years and immediately being elected as president, serving two years during the pandemic, along with his service in a host of other technical standards groups, Jim’s leadership shined as he led two of the major associations the last five years."
Jim Oakes (pictured above in the center) stated upon receiving the award, "This is truly an incredible honor to be recognized by my peers. We don’t do what we do for awards. We do it to make a difference. It is through that difference that we make a better future for everyone. It has always been a pleasure to serve this great industry."
The FNA trade show is produced by the Metal Treating Institute in partnership with its media partner, Heat TreatToday.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
AMS2750F, a rewrite of the specification that covers pyrometric requirements for equipment used for the thermal processing of metallic materials, was released at the end of June. For this Technical Tuesday feature, Heat Treat Today asked a few experts in the aerospace industry to share their insights of this much anticipated revision that helps to better clarify issues with the previous revision. Specifically, Heat Treat Today wanted to know what they perceived to be the top 2-3 most important changes in revision F; what companies should do to prepare for these changes; and additional thoughts about the revision as it relates to aerospace heat treating.
Andrew Bassett was on the subteam for AMS2750F as well as the previous revision AMS2750E and has been a member of AMEC and SAE Committee B since 2006. He shares some “inside baseball” background about this four year process, “The AMS2750F subteam utilized the Nadcap Pyrometry Reference Guide, the Nadcap Heat Treat Audit Advisories that pertained to Pyrometry, and the collective experience from the sub-team which dealt with the previous revision issues and problems. The AMS2750F sub-team had a broad range of backgrounds, with representatives from Boeing, Safran, Arconic, GeoCorp Inc, Nadcap-PRI, and Aerospace Testing & Pyrometry.”
What do you believe to be important changes in revision F?
Jason Schulze, Director of Technical Services; Special Process – Metallurgy, Conrad Kacsik Instrument Systems, Inc.
Jason Schulze comments on offsets saying, “Offsets have often been a confusing subject throughout the years. How they are applied, removed and documented has caused confusion and has been a source of Nadcap findings. With the changes to the offsets section of AMS2750 in the new revision, these issues will be greatly reduced. Offsets have now been split into two categories; correction offsets and modification offsets. It will be important for suppliers to understand and implement the new requirements as well as use the same verbiage as this will hopefully alleviate further confusion.”
Andrew Bassett, President, Aerospace Testing and Pyrometry
Andrew agrees this is an important change regarding the offsets and further clarifies, “A “Modification Offset” is when an instrument is purposely, either through electronic means or manual means, shifts the accuracy away from the nominal temperature. This is typically done to “center a temperature uniformity” that may be skewed in one direction or another. The modification offset, when used properly, will shift the temperature uniformity more towards the set point of the thermal processing equipment. A “Correction Offset” is used to bring the instrument back to the nominal temperature. As always, a well defined procedure will be required on how the “Correction Offset” and “Modification Offset” will be introduced into your system.”
“One of the biggest changes that caused a lot of controversy was the restricted re-use of expendable test thermocouples,” Andrew notes. “The AMS2750F subteam provided studies and data that showed that there was considerable drift of certain types of base metals thermocouples, especially when it came to Type “K” thermocouples. The previous revision of AMS-2750 already had restrictions on these types, but after providing data of the drift of these thermocouples, the team felt further restrictions were required for Expendable Base Metal SAT & TUS Sensors. Section 3.1.7.3 describes the limitations of these type thermocouples. Types “M”, “T”, “K” & “E” shall be limited to 3 months or five uses, whichever occurs first between 500F and 1200F (260C and 650C) and is limited to single use above 1200F (650C). Types “J” and “N” shall be limited to 3 months or ten uses, whichever occurs first between 500F and 1200F (260C and 650C) and is limited to single use above 1200F (650C).”
Peter Sherwin, Global Business Development Manager for Heat Treat, Eurotherm by Schneider Electric
Peter Sherwin comments on instrumentation, “From an instrument perspective our no.1 focus is the instrument accuracy specification. This has not changed for Field Test or Control and Recording Instruments (now in Table 7), however the impact of the decimal place for digital recorders could cause some issues for less precise instrumentation. In 3.2.3.1 All control, recording and overtemp instruments shall be digital 2 years after release of AMS2750F – this was not a surprise, and today’s overall cost (paper, pens, storage etc.) of paper chart recorders cannot match their digital counterparts. Digital time synchronization (3.2.3.19) is also sensible to ensure you have an accurate time record across a number of Furnaces/Ovens and charts – we are used to this for other regulations (e.g. FDA 21 CFR Part 11) and offer a SNTP/Time Synchronization feature in our Recorders.”
Jim Oakes, President, Super Systems, Inc.
Jim Oakes shared his pleasure with section 3.2.3.12, “I was happy to see the document address integrated recording/controlling data. It states in section 3.2.3.12when the control and recording system is integrated such that the digitally displayed control value and digitally recorded value are generated from the same measurement circuit and cannot be different, it is only necessary to document a single displayed/recorded value for the control reading. This is happening through direct communications, so what you see on the controller is what you are recording electronically. This saves a step and eliminates the need for additional documentation.”
Doug Shuler, Lead Auditor, Owner, Pyro Consulting LLC
Doug Shuler cites the auditor advising piece, “The top of the list has to be the overall progress we made by incorporating auditor advisories and pyrometry reference guide FQS into the body of the specification so users don’t have to ask themselves “What did I miss.”
How should companies prepare for these changes?
Jason Schulze’s advice to companies focuses on training, “Companies should receive concise training regarding the revisions within AMS2750F, including administrative and technical. As with any training, continuous courses may be necessary to ensure comprehension. I recommend performing a characteristic accountability for each and every requirement stated within AMS2750F.”
Peter Sherwin encourages companies to ready instrumentation for the standards, “Recent feedback from the MTI indicated that 3rd party audits to the new standard would probably start next year. However, if you are in the market for a new instrument then it only makes sense to ensure this meets the requirements of the updated standard.”
Doug Shuler sees the benefit of analysis, “Users should prepare by performing an internal or perhaps an external gap analysis to establish where their pyrometry system is today, and what has to be changed going forward. Users don’t have to wait until AMS2750F and AC7102/8 Rev A are released and in effect before making changes. The key is that if a user has an audit before the revised Nadcap Checklist AC7102/8 Rev A becomes the law of the land, they will have to declare compliance to AMS2750E or AMS2750F in full and will be held to that revision’s requirements. Once AC7102/8 Rev A takes effect (best guess after January 1, 2021) all audits will be done to AMS2750F.”
Andrew Bassett recommends, “First and foremost, get a copy of AMS2750F and start the review process. Since the document was a complete re-write, there is no change summary or change bars to point the supplier in the direction of what has changed. Spend time creating a matrix of the previous requirements (AMS2750E) and comparing to the new requirements (AMS2750F). I would suggest breaking this matrix down into four main sections: Thermocouples, Calibrations, System Accuracy Testing, and Temperature Uniformity Surveys. This will allow suppliers to work on each section without getting overwhelmed by the entirety of the specification. Currently at the time of writing this, there is no formal implementation requirement for AMS2750F. Typically this will either be dictated by the suppliers’ customers, or in the case of Nadcap, they will issue a “Supplier Advisory” as to when their expectation for implementation will be.”
Final Thoughts
Planning for the future will serve companies well for the long term encourages Doug Shuler, “With a number of significant changes, nearing a complete rewrite, now is a good time to take a look at your internal procedures that may have become fragmented over the years and streamline them to the new revision. Auditing for Nadcap for over 10 years has shown me one thing for sure. Those companies that have a thermocouple procedure, a calibration procedure, a SAT procedure, an alternate SAT procedure, a TUS procedure, and maybe even multiple TUS procedures for different kinds of furnaces (Air, Vacuum, Atmosphere, etc.) usually have a more difficult time with audits because the SAT procedure also addresses thermocouples, but doesn’t address correction factors because that’s in the instrument calibration procedure… See where this is going? Consider writing one pyrometry procedure with sections in it just like the specification. Then, the SAT section can refer to the thermocouple section for test thermocouples and to the instrument section for test instruments, etc. It’s like re-writing AMS2750, but customized for your facility, your equipment, and your practices. In the end, remember that the pyrometry portion of your Nadcap audit follows my P.I.E. acronym. Procedures that Include all requirements and Evidence to show compliance.”
Paying close attention to the right data solution will alleviate potential headaches when dealing with both the new AMS2750F revision and the CQI9 (V.4 update) says Peter Sherwin, “Many commercial heat treaters will also have to cope with the update to CQI9 Version 4 at the same time! According to the MTI, your ‘end’ customers may request you perform your self-audit to the new standard from this point forward. There is a bit more time allocated to move to digital (3 years), but my advice would be to take advantage of digital solutions sooner rather than later. The right data solution should save you money over time compared to the paper alternative.”
Finally, amidst all the new changes AMS 2750F has offered, Jim Oakes assures, “…the pyrometric requirements that most of us are used to will still be very familiar as this document becomes the new standard.”
One of the great benefits of a community of heat treaters is the opportunity to challenge old habits and look at new ways of doing things. Heat Treat Today’s101 Heat TreatTipsis another opportunity to learn the tips, tricks, and hacks shared by some of the industry’s foremost experts.
Today’s Technical Tuesday features a tip from Jim Oakes of Super Systems, Inc, covering Probes. Jim's tip suggests some fundamental procedures that should be performed properly to maximize carbon/oxygen probe life.
If you have a heat treat-related tip that would benefit your industry colleagues, you can submit your tip(s) to doug@heattreattoday.com or editor@heattreattoday.com.
Jim Oakes, Super Systems, Inc
Are you not getting the life that you would expect from your carbon/oxygen probe? There are some fundamental procedures that should be performed properly to maximize probe life.
1. Clean reference air. The probe needs a fresh source of air provided in the reference air fitting to ensure that the partial pressure of air is consistent. This will provide accuracy in the carbon calculation, and assuming the air does not contain any contaminates, it will lead to longer life under normal use.
2. Proper burnoff procedures. Make sure that you follow the manufacturer's recommendation on probe burnoff. Frequency and duration are dependent on the application (temperature, atmosphere, cycle time, and furnace), but regardless of these, ensuring a probe burnoff's effectiveness can be measured by watching what happens during the burnoff.
a. Probe mV. The probe mV is the best indication that a burnoff is effectively performed. Soot deposition occurs in two critical locations: the annular space between the sheath and the measuring surface, and at the measuring junction between the zirconia and the contact point with the sheath, which is the measuring electrode. The burnoff is performed to remedy this. Burnoff air is forced down the probe on the inside of the sheath but the outside of the probe substrate to force any buildup of soot/carbon on the probe where it can cause electrical connection issues and attack the probe sheath or create a carbon ring internal to the probe. By watching the mV during the burnoff, you should see them drop to 200mV or below during the burnoff process. This information will provide evidence that the burnoff is effective. If you are not getting the mV below that value, then there is not enough air flowing through the airway to force out any soot. Reasons could be:
i. The burnoff pump is not providing enough flow (Super Systems Inc.-SSI recommends 10 scfh or greater.).
ii. The pressure/agitation of the furnace is greater than what the burnoff pump can provide. If the burnoff pump is sized properly and properly working, the timing of the burnoff may need to occur when there is a relief in pressure (inner door opens) or temporarily turning the fan off during the burnoff.
iii. The probe has already been sooted up and should be evaluated for a carbon ring and blockage in that airway.
b. Assuming you have a thermocouple in the tip of the probe, you can monitor the temperature. If the tip superheats, it can damage the tip and in some cases oxidize the tip of the probe. The probe tip should not exceed the furnace temperature by more than 100 degrees.
3. Frequency is dependent upon the environment the probe is exposed to. At the least, SSI recommends performing a burnoff once a day but will suggest increasing that based on the atmosphere setpoint, use of stop-off paint, and length of heat treat cycles. Avoid a frequency of fewer than 6 hours if possible. The duration of the burnout should not exceed 90 seconds. A good way to measure the effectiveness is based on the mV reading dropping below 200.
Heat TreatTodayoffers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry.
Personnel & Company Chatter
A leading provider of metal and carbon fiber 3D printers, Markforged, recently announced the opening of a new manufacturing facility in Billerica, Massachusetts. The 25,000 square-foot space will enable the company to more than double its production capacity, support increased demand for Markforged 3D printers, and create new jobs.
Rodrigo Belloc has been appointed the president of Gerdau Special Steel North America, Jackson, Mich. He replaces Mark Marcucci, who is retiring from his position after 28 years with the company and 43 in the steel industry. Previously, Belloc was CEO of Gerdau Diaco in Colombia and Gerdau Metaldom in the Dominican Republic.
Allied Mineral Products opened the doors to its newest precast shapes manufacturing facility near Johannesburg, South Africa. This marks Allied’s sixth precast shapes location worldwide.
Vorteq Coil Finishers LLC, a provider of coil coating services for metal products, recently acquired the assets of California-based Western Metal Decorating, which produces coated aluminum and steel products serving pre-painted markets. As part of the transaction, the Western operation will be renamed Vorteq Pacific LLC.
Leica Microsystems is delighted to announce a new UK partnership with Struers Ltd., the UK’s leading manufacturer of equipment, consumables, and services for materialographic analysis. Leica microscopes, accessories, and imaging products specifically designed for industrial and material analysis applications will now also be available from Struers Ltd. in the UK.
Getec Industries added friction stir welding (FSW) services to its Thermal Solutions division in Torrance, California. The new capabilities will enable the company to supply large extruded aluminum heat sinks to the electronics industries.
Equipment Chatter
Inductotherm Heating & Welding recently announced the successful commissioning of a new Thermatool 250kW CFI welder to GRC LLC.
Kudos Chatter
MTI recently recognized three Solar employees for their commitment to MTI. On October 5, Bob Hill, President of Solar Atmospheres of Western PA, was honored with the prestigious M. Lance Miller Legend Award, in recognition of his leadership and lifetime commitment to the heat treating industry and MTI. Hill’s heat treating career began in 1980 when he joined Precision Heat Treating, Inc. as Vice President. Hill moved on to Solar Atmospheres of Souderton PA in 1995. Within five years, Hill was promoted to President, to head Solar’s newest venture 370 miles away in Western PA. In addition to Hill’s involvement with MTI, two other employees from the Solar Family of Companies—Patrick Reilly and John Hahn—are recent graduates from YES, MTI’s Leadership Training Program
Innovation Leader awards recently went to SECO/WARWICK for the third time. The “Business Leader” event is a prestigious competition. The jury gives awards to the companies distinguished by their transparency and business honesty with innovative successes as their trademarks. On October 28, 2019, at the prestigious gala, Katarzyna Sawka, Global Group Marketing Director SECO/WARWICK, received the Innovation Leader Award on behalf of the company.
Bodycote recently celebrated Dan McCurdy, who retired in June 2019 after 21 years of service, as this year’s recipient of the prestigious HTS George H. Bodeen Heat Treating Achievement Award. Dan received the award at a ceremony during this year’s AMS International Heat Treat Conference event that was held in Detroit on October 15-17, 2019.
Katarzyna Sawka, Global Group Marketing Director SECO/WARWICK, received the Innovation Leader Award on behalf of the company.
Heat TreatToday is pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to Karen Gantzer at karen@heattreattoday.com
Welcome to another episode of Heat Treat Radio, a periodic podcast where Heat Treat Radio host, Doug Glenn, discusses cutting-edge topics with industry-leading personalities. Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript. To see a complete list of other Heat Treat Radio episodes, click here.
Audio: Jim Oakes on Good Reasons to Attend Heat Treat 2019
In this conversation, Heat Treat Radio host, Doug Glenn, publisher of Heat TreatToday, conducted with Jim Oakes of Super Systems, Inc. about the upcoming Heat Treat Show. Jim is the current president of ASM International’s Heat Treating Society, and he explains in this episode some compelling reasons why manufacturers with in-house heat treating departments should attend Heat Treat 2019. Hear more about what excites Jim about the Heat Treating Society (the skilled and dedicated membership), the specifics of the Heat Treat Show (Detroit, Michigan, from October 15-17, 2019; click here for more), what’s new at the show (technologies, colocation with Motion Power & Technology Expo, expanded educational and networking opportunities), the thrill of being in the heart of the automotive industry for this event, and an upcoming 2020 event announced by ASM for all materials professionals.
Click the play button below to listen.
Transcript: Jim Oakes on Good Reasons to Attend Heat Treat 2019
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): We’re talking today with Jim Oakes from Super Systems Incorporated. We’re going to be talking about the Heat Treat Show. Let’s learn a little bit about Jim Oakes. You’re the VP of business development at Super Systems. Tell us briefly about Super Systems, your position there, and then also your role with the ASM Heat Treating Society.
Jim Oakes (JO): At Super Systems, we’re an equipment supplier for the thermal processing industry. We provide sensors to monitor atmosphere, controls, data acquisition, flow meters, and really just a bag of equipment that is used in the thermal processing and heat treating industry. We’ve been doing that for a number of years. My role at Super Systems is to be involved in all areas of the business, whether it’s on the sales and marketing side, helping drive good ideas that the industry comes up with and to our product development in our engineering group, and of course everyone here wears a hat of customer service. I’d like to think that I get into all areas of the business at SSI.
My role at the Heat Treating Society is current president. I’m on my last lap there. I started the role as the Heat Treating Society president in 2017 and I will end that term this fall, and Eric Hutton, who is a vice president at Bodycotes in the AD&E group, will be taking over as president for the two-year term following me. It’s been a great experience working with industry leaders as it relates to heat treating.
DG: Is there one thing that might excite you about the Heat Treat Society in general?
JO: It really comes down to the membership. The Heat Treating Society has a great number of volunteers that do a lot of the heavy lifting, providing the technical content that the industry needs today, whether it’s educating the existing heat treaters that are out there or even looking at emerging technologies. We have some of the greatest minds if you look at the board and committees that do all the work. I love working with people who are passionate about something that they do and passionate about the industry that we work in.
DG: Let’s talk about the Heat Treat Show. Can you give us the basics, the fundamentals, on it? Where will it be? When is it? How do we find out more info?
JO: Heat Treat 2019 is going to be in Detroit, Michigan, on October 15th to the 17th. There are lots of great things planned for it. You can go to the ASM International website which is www.asminternational.org and look at the events. There you will see Heat Treat 2019, and it will drive you to all of the details to look at the technical programming, the events, the schedule, the times, and everything like that.
DG: How about this year’s event? Is there anything new or interesting that our listeners would want to know about?
JO: The organizing committee has looked at the technologies that are important to heat treaters. They’ve done a very good job of looking at the content that is going to be presented at the conference. If you look at the Expo itself, we co-locate with what used to be referred to as Gear Expo, which is AGMA. It’s great because it has a great draw for attendance, and there is definitely an overlap when you look at gear manufacturing and heat treating. That creates a tremendous amount of activity on both the technical content side as well as the Expo.
Looking at some of the things at the event, we’ll have a solution center presentation, there is an ASM materials camp, there is a student program, there are lots of networking opportunities with welcome receptions, with education exchanges and even a networking event that will happen on Wednesday evening following the Expo. So there are lots of great things that are going to be happening creating opportunities for networking and learning as well.
DG: Being in the heart of automotive manufacturing certainly can’t hurt.
JO: Yes, we’ve had great success in Detroit because there is a tremendous amount of thermal processing and manufacturing in that area. When you look at the amount of people that you get in attendance, it really is a great spot.
DG: You mentioned the Gear Expo which was the old name for the show put on by the American Gear Manufacturer’s Association, but they’ve changed the name this year. It is now called Motion and Power Technology Expo (MPTE), so again, that is going to be co-located with the Heat Treat Show. As you said, there is a lot of good overlap there. The one I’m interested in, though, and it’s not this year, but it’s one that ASM has announced. I thought maybe you could give us just a sneak preview of it, if you know much about it, because I don’t know that it is specifically a heat treat event, but the abbreviation is IMAT. Do you know much about that, and can you tell us a little bit?
JO: IMAT is something that came out of the work of the committees at ASM as well as the other affiliate members. We have the Heat Treating Society, which is one of six affiliates that ASM manages, including Thermal Spray Society, International Metallographic Society, Electronic Device Failure Analysis Society, Shape Memory & Superelastic Technologies, and Failure Analysis Society. These are all materials professionals. We all have similar needs when it comes to content, direction, and planning, and we all take advantage of the great resources at ASM. Out of that came this idea of doing an annual event. Because we have these other smaller topical events, why not all of us get together and do some co-programming that allows us to focus on some of the other needs that you might see out there from a metallurgical standpoint or material science standpoint, and make this an annual event that’s going to provide technical content that overlaps in those areas and in others, and creates this opportunity for us to work together? It’s shaping up to be a fantastic event which will be in 2020, and the first one will be in Cleveland, Ohio, in the backyard of ASM International, also known as “near the dome.”
DG: If I remember correctly, that takes place in September?
JO: Yes, September 14th – 17th in Cleveland. And the acronym IMAT stands for International Materials Applications & Technologies.
DG: Back to the Heat Treat Show this year in Detroit, October 15th -17th, most of these heat treat events don’t get off the ground unless they’re well supported. Do you want to mention some of the key supporters this year for the Heat Treat Show?
JO: Absolutely. There are three title sponsors that are industry leaders. They are Boeing, General Motors, and Timken. Then there are corporate sponsors which are GeoCorp, Houghton International, Inc., the Inductotherm Group, and Surface Combustion, Inc. We appreciate the sponsors because it makes for a successful event.
DG: Very good.
So that’s the Heat Treat Show coming up here in a couple months in Detroit, October 15 – 17, at COBO at downtown Detroit. Plan on coming. Bring your entire crew, all your heat treat department if you can. Make sure you look up Jim Oakes over in the SSI booth. Also, if you have a chance, also stop by the Heat Treat Today booth. I look forward to seeing you there.
At the Heat Treat Show, Super Systems booth number is 1407. And Heat Treat Today’s booth number is 2123. I hope you’ll be there.
Again, to find out more about the ASM Heat Treat Show, Google ASM Heat Treat Show 2019 and click on the most appropriate link. It’s pretty easy to find. Or go to www.asminternational.org and click on events in the navigation bar at the top of their site.
Doug Glenn, Heat Treat Today publisher and Heat Treat Radio host.
To find other Heat Treat Radioepisodes, go to www.heattreattoday.com/radio and look in the list of Heat Treat Radio episodes listed.
When processing critical components, heat treaters value and demand precision in every step of the process — from the recipe to data collection — for the sake of accurate performance of the furnace, life expectancy of all equipment, as well as satisfactory delivery of a reliable part for the customer.
So what’s the obstacle to achieving those goals? Gunther Braus of dibalog GmbH/dibalog USA Inc. says, “The general problem is the human.” Indeed, the need to remove the variable of human fallibility plays a significant role in the search and development of equipment that could sense, read, and record data separate from any input from the operator. “As long there is a manual record of values there is the potential failure,” adds Braus.
Now, as part of the quest for precision, particularly in the automotive and aerospace industries, many control system requirements are driven by the need to prove process compliance to specified industry standards like CQI-9 and AMS 2750. These standards allow for and frequently require digital data records and digital proof of instrumentation precision.
With this in mind, Heat Treat Today asked six heat treat industry experts a controls-related question. Heat TreatControl Panel will be a periodic feature so if you have a control-related question you’d like addressed, please email it to Editor@HeatTreatToday.com and we’ll put your question to our control panel.
Q: As a heat treat industry control expert, what do you see as some of the best practices when it comes to digital data collection and storage and/or validation of instrumentation precision?
We thank those who responded: Andrew Bassett of Aerospace Testing & Pyrometry, Inc.; Gunther Braus, dibalog GmbH/dibalog USA Inc; Jim Oakes of Super Systems, Inc; Jason Schulze, Conrad Kascik Instrument Systems, Inc.; Peter Sherwin, Eurotherm by Schneider Electric; and Nathan Wright of C3Data.
Calibration and Collection
Jim Oakes (Super Systems Inc.) starts us off with an overview of the equipment review process, the crucial component of instrument calibration, and digital data collection:
“Industry best practices are driven by standards defined by the company and customers they serve. Both the automotive and aerospace industries have a set of standards which are driven through self-assessments and periodic audits. Instrument precision is defined by the equipment’s use and is required to be checked during calibrations. The frequency of these calibration depends on the instrument and what kind of parts and processes it is responsible for.
The equipment used for these processes can be defined as field test instrumentation, controllers, and recording equipment. Calibration is required with a NIST-traceable instrument that has specific accuracy and error requirements. Before- and post-calibration readings are required (commonly identified as “as found” and “as left” recordings). During calibration, a sensitivity check is required on equipment and is recorded as pass/fail. The periodic calibration procedure is carried out not only on test equipment but also on control and recording equipment, to ensure instrument precision.
Digital data collection is a broad term with many approaches in heat treatment. As mentioned, requirements are driven by industry standards such as CQI-9 and AMS 2750. Specifically when it comes to digital data collection, electronic data must be validated for precision; checked; and calibrated periodically as defined by internal procedures or customer standards. Data must be protected from alteration, and have specific accuracy and precision. Best practice tends to be plant wide systems that cover the electronic datalogging that promotes ease of access to current and historical data allowing use for quality, operational, and maintenance personnel. Best practices in many cases are defined by the standards within each company, but the hard requirements are often the AMS 2750 and CQI-9 requirements for digital data storage.”
Industry Guidelines and Requirements
Andrew Bassett (Aerospace Testing & Pyrometry) has provided us with a reminder of the industry guidelines for aerospace manufacturing (via AMS-2750E, paragraph 3.2.7.1 – 3.2.7.1.5)
The system must create electronic records that cannot be altered without detection.
The system software and playback utilities shall provide a means of examining and/or compiling the record data, but shall not provide any means for altering the source data.
The system shall provide the ability to generate accurate and complete copies of records in both human readable and electronic form suitable for inspection, review, and copying.
The system shall be capable of providing evidence the record was reviewed – such as by recording an electronic review, or a method of printing the record for a physical marking indicating review.
The system shall support protection, retention, and retrieval of accurate records throughout the record retention period. Ensure that the hardware and or software shall operate throughout the retention period as specified in paragraph 3.7.
The system shall provide methods (e.g., passwords) to limit system access to only individuals whose authorization is documented.
“One of the biggest issues I see with one of these requirements will be point 5,” says Bassett. “The requirement is to be able to review these records throughout the retention period, which in some instances is indefinite. I always recommend to clients who may be upgrading or purchasing new digital systems that they should consider keeping a spare system in place to be able to satisfy this requirement. Who knows — today we are working on Windows 10, but in 50 years, will our successor be able to go back and review heat treat data when everything is run on Windows 28?”
“This is a topic that yields great discussions,” adds Jason Schulze (Conrad Kascik). He directs us to a challenge he sees from time to time.
Within the Nadcap AC7102/8 checklist, there is this question: “Do recorder printing and chart speeds meet the requirements of AMS 2750E Table 5 or more stringent customer requirements?” This correlates with AMS2750E, page 12, paragraph 3.2.1.1.2 “Process Recorder Print and Chart Speeds shall be in accordance with Table 5”.
“To ensure the proper use of an electronic data acquisition unit used on furnaces and ovens, these requirements must be understood,” continues Schulze. “Because this system is electronic, it should be designated a digital instrument and not an analog instrument. In doing so, this helps determine what requirements apply in Table 5. The only remaining requirement in Table 5 for digital instruments is ‘Print intervals shall be a minimum of 6 times during each time at temperature cycle. Print intervals shall not exceed 15 minutes.’
With this in mind, it is important to realize that, if your time at temperature cycles are short cycles (such as vacuum braze cycles), the sample rate of data collection may need to be adjusted to ensure it is recorded 6 times during the cycle.
As an example, if the shortest cycle processed is 4 minutes at temperature, a sample rate of every 60 seconds would not conform to AMS2750E because, in theory, the maximum amount of recordings would be 4 times during the time at soak. Now, if the sample rate was modified to every 30 seconds, this would allow ~8 recordings during the time at soak, which then would be conforming to AMS2750E.
Within the realm of electronic data acquisition on furnaces/ovens, this seems to be a frequent challenge for suppliers.”
A Critical Variable: Process Temperature
Nathan Wright (C3Data) agrees and zeroes in on process temperature as a critical variable to be measured:
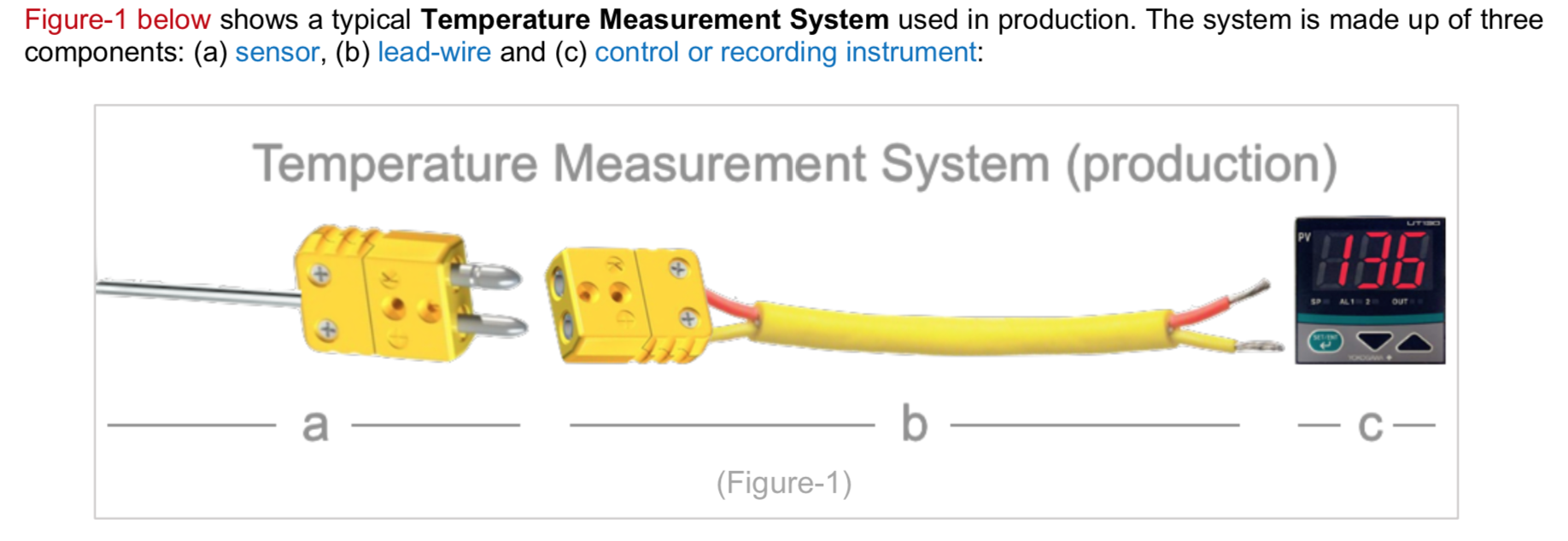
“No matter the heat-treating process being carried out, complying with AMS-2750 and/or CQI-9 requires that the heat treater measure, record, and control several different variables. One of the more common variables that must be measured, recorded, and controlled is process temperature.
Measuring process temperatures requires the use of a precise measurement system (Figure-1 below), and the accuracy of said measurement system must be periodically validated to ensure its ongoing compliance.”
“The validation process is carried out through a series of pyrometric tests (Instrument Calibration and SAT), and historically these validation processes are highly error-prone.
In order to help ensure process instrumentation, process temperatures, and any other variable that impacts quality is properly validated it is good practice to begin automating compliance processes whenever and wherever possible. C3 Data helps automate all furnace compliance processes using software.”
A “Standard” Mindset
Gunther Braus (dibalog) chimes back in with some pertinent wisdom: “It is not sufficient only to record, you must live the standards like CQI-9, AMS, Nadcap or even your own standard you have set up, so you must survey the data. However, in the old times, there was a phrase: the one who measures, measures crap. In the end, it is all about surveillance of the captured data.
Where you store the data is a question of philosophy: personally, I prefer local storage in-house. Yes, we all talk about IOT, etc., and I do not want to start a discussion about security; it is more about accessing the data. No internet, no data. So simple. We are overly dependent upon cloud usage on the internet.
The automation of the instrumentation precision is so much effort in terms of automated communication between testing device and controller, from my point of view we are not there yet.”
A Look at the Standards In and Outside the Industry
The aim is to record the true process temperature seen by the components being treated. However, there are many practical factors that can alter the accuracy of the reading. From the position of the thermocouple (TC), the TC accuracy (over time), suitability of the lead or extension wire, issues with CJC errors and instrument accuracy as well as electrical noise impacting the stability of the reading.
The standards do a good job to help by prescribing the location of TC, accuracies required for both TC and instrument, and frequent checks over time through TUS and SAT checks but note the specification requirements are maximum “errors”. And if you truly want to reach world-class levels of process control and reap the inherent benefits of better productivity and quality, you should aim to be well inside those tolerances allowed.
With 30yrs+ of data required to be stored (in certain cases, particularly aerospace), there should be some thought as to how and what form this should be stored in. There are many more options of storage when the data is in digital format.
Paper is very costly to store and protect.
The virgin data file should be secure and tamper-resistant and identical copies made for backup purposes held offsite.
The use of FTP is becoming more common to move files automatically from the instrument to a local server (with its own backup procedures to ensure redundant records in case of disaster).
Regular checks should be made to examine the availability and integrity of these electronic records.
Control and Data Instrument suppliers should ideally have many years of supplying instrument digital records with systems that can access even the earliest of data record formats.
We also look outside of the heat treat standards for truly best practices. The FDA regulation 21CFRPart11 and associated GAMP Good Automated Manufacturing Practice have been extended with the new document “Data Integrity and Compliance with Drug cGMP, Questions and Answers, Guidance for Industry”. These updates leverage A.L.C.O.A to describe the key principles around electronic records (see below). This industry is also leading the requirement for sFTP a more secure format of the FTP protocol.
Heat TreatToday will run this column regularly featuring questions posed to and answered by industry experts about controls. If you have a question about controls and/or data as it pertains to heat treating, please submit it to doug@heattreattoday.com or editor@heattreattoday.com.
Welcome to another episode of Heat Treat Radio, a periodic podcast where Heat Treat Radio host, Doug Glenn, discusses cutting-edge topics with industry-leading personalities. Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript. To see a complete list of other Heat Treat Radio episodes, click here.
Audio: Jim Oakes
In this conversation, Heat Treat Radio host, Doug Glenn, speaks with Jim Oakes from Super Systems, Inc., based in Cincinnati, Ohio. SSI develops and manufactures products for the thermal processing industry, including probes, analyzers, flow meters, controllers, software solutions, and engineered systems. Jim Oakes of Super Systems corrals the data about data and makes sense of its use in the heat treating world, covering topics that include the evolution of data collection, sensor technology, data collection for preventative maintenance, operational benefits of data collection, Super Systems data capture explained, the Cloud and security.
Click the play button below to listen.
Transcript: Jim Oakes
The following transcript has been edited for your reading enjoyment.
On this episode of Heat TreatRadio, we’re discussing data. If there is one thing that is significantly changed in the Heat Treat world in the last decade, it’s the quantity and quality of data. What the heck do you do with all the data? How do you collect it? How do you decide which data sets the capture and after you capture them, how can you learn anything from them? Data, data everywhere, and not a drop to drink!
Welcome to Heat Treat radio. I am your host and publisher of Heat TreatToday, Doug Glenn. Today, we’re going to talk to one of the industries leading authorities on data, Jim Oakes from Super Systems Inc. But before we do, why don’t you take a little cyber trip over to www.heattreattoday.com and see all the data we have there? We’ve got aerospace heat treat data, we’ve got automotive heat treat data, we’ve got medical heat treat data and energy heat treat data as well as general manufacturing heat treat data. In fact, we’re adding at least one new piece of heat treating data every day. On Tuesday, we publish technical content. We call it ‘Technical Tuesday. If you’re a manufacturer within in-house heat treat, we’re pretty sure you’re going to find www.heattreattoday.com really helpful.
Before we get started, here is a word about this episode’s sponsor: Today’s Heat TreatRadiois brought to you by Dry Coolers, designers and builders of industrial cooling systems and the professional engineering services surrounding those systems. As a leader in the heat treat industry for decades, they’re located in Oxford, Michigan and supply cooling systems for the aerospace, automotive, medical and energy industries, plus many others. If you have any industrial cooling needs, call Dry Coolers. You can find them on the web at www.drycoolers.com or by phone at 800-525-8173.
Doug Glenn (DG): Let’s get started on today’s topic — data. Our guest is Jim Oakes from Super Systems Inc. Hi, Jim. Take a minute and introduce yourself to our listeners.
Jim Oakes (JO): Hi, Doug, this is Jim Oakes with Super Systems. We’re a technology provider for the heat treating industry. We focus on sensors, controls, and software for the thermal processing and heat treating industry, and we’ve been doing that for over 20 years now.
DG: Jim, how many years have you been in the heat treat industry?
JO: 15 years.
DG: Over the past 15 years, what impresses you about the way we are using data now as opposed to the way we used it back then?
JO: Well, a couple things, actually. My introduction to the industry was actually longer ago than 15 years. I started in an internship, and oddly enough, at that internship — it was for a technology provider in the heat treating industry — I was involved in doing data capture from a PLC at a Timken plant in Gaffney, South Carolina, and that was 25 years ago. Data acquisition has been happening not just in the heat treating industry, but in manufacturing for a very long time. What’s really been changing though, if you look at the last 10 to 20 years, is that the technology is lending itself, because of cost, both from a storage standpoint and processing standpoint, to really being accessible everywhere. You have more information that is coming out of microprocessor controls or PLCs or programmable logic controllers throughout the shop floor. Whether it be a piece of thermal processing equipment or a cooler or anything that is on the shop floor, we have tons of information that is becoming available. Before you might have been worried about how you would store all that information, but that is a thing of the past. The amount of information, and actually making sense of all of it, is where the challenge lies today, certainly not collecting it.
The Evolution of Data Collection
DG: Ten years ago, are you seeing us collecting anything now that we didn’t collect then? Are we collecting more stuff than we were collecting back then, and if so, what are we collecting now that we weren’t collecting before?
JO: That’s a great question, Doug, because back then a lot of the data was very specific and focused on process-related information. Now, there is additional data that is being collected that can be used for some predictive modeling, if you will. It’s not just proof of process that meets the industry requirements. Your customers were expecting that if you used a heat treatment process, then you had to really prove you performed that. Well, that’s a thing of the past. Of course, any data acquisition system that you have today, or anything data-related is going to provide you with that. But now there is more data, so on any day, in any heat treat facility, captive or commercial, I’d say there are 750,000 to well over a million data points that are being collected. Honestly, most people don’t even know that they’re collecting all that information. Their laser focus is on that one specific requirement. All that information that you can have is coming from these microprocessors or PLCs, so the amount of information today versus what you were gathering way back when is really one of the biggest differences.
DG: What are some of the technologies that have driven that change so that now we can collect more?
JO: A couple things. Standardized protocols have been around for capturing data, so you have to have a mechanism to get the data from all of these different pieces of equipment. That’s one piece. It’s existed for a long time. But if you think about it, if you take the shop floor today versus 10 years ago versus 20 years ago, there is a PC everywhere now. You have a networking infrastructure that exists that maybe wasn’t there 20 years ago. Maybe you had a limited number of people that would be able to absorb that information and utilize it. Today, everyone is using a computer. Everybody is using a hand-held device. Now, all of a sudden, that information is readily available to lots of people, and that’s where the difference is. Not only do you have the networking infrastructure on the manufacturing on the shop floor, but you also have the technology that is available to everybody. Computers are everywhere.
Sensor Technology
DG: One of the contentions I have is that the reason we’re able to gather so much more data now is that we’ve had advances in sensor technology. Maybe you can address this a bit. I think there are things we are capturing now that we weren’t even able to capture before because of advances in sensors, whether it be IR sensors, or whatever.
JO: Yes, you’re right, Doug. If you look at the amount of information that is readily available, it is because of the technology that is available to capture it. There is all this sensor technology, whether it’s a limit switch identifying a basket or a tray moving to a specific location, or an infrared device that is used maybe for just measuring temperature on the outside of a furnace shell or an infrared analyzer used for analyzing the gas inside the chamber where the parts are being heat treated. Now you have the ability to take that additional information and use it for a decision making process.
And now you have all this data. Nobody is concerned about the amount of information you’re storing. Nobody ever says, “Well, we’re not going to have that much space.” The problem is people and time in actually evaluating all of the data. No doubt, using a sensor to monitor vibration of a pump or motor, or looking at the current usage, or looking at gas usage — the list goes on of the amount of information you can gather and this is because the cost has gone down. Each of those specific devices are now lower in cost and reasonably achievable from a data capture standpoint.
DG: We might describe it as to say something like: In the past, we used to put all the sensors inside the furnace, as you mentioned, to validate the process and things of that sort. It seems now that, because of cost of sensors and things of that sort, the fact that you can gather all this data and actually do something with it now, that we’re getting sensors on the outside of the equipment to make sure not that just the process is validated, but that the equipment is also validated, if you will, so that we can see troubles coming and that type of thing. Do you agree?
JO: Yes, there is no doubt if you look at some of the benefits of what we see in the heat treating industry today. Of course, operational efficiencies are important. Now you’re taking the data that you’re gathering, again it’s not going to just prove that you’re running the parts properly, but you’re able to make better decisions from an operational standpoint. You can look for better load planning, you can look for reducing time between loads or gap time between loads and identify what’s causing those. The other thing is using this information for preventive maintenance. The equipment manufacturers are doing a great job with providing preventive maintenance programs and it is because of the sensors and the data acquisition systems that you are able to even just locally to that piece of equipment or gather from a plant-wide standpoint. There is no doubt, that some of the biggest benefits are from doing the data capture and then having this different sensor technology that allows for the preventive maintenance programs that can be put into place.
DG: Isn’t that, in fact, where huge benefits can be gained, in the area of preventative maintenance?
Preventative Maintenance
JO: Unplanned downtime is a huge cost component in heat treating. Anything you can do to manage the up-time of your equipment is beneficial. Of course, planned downtime gives you an opportunity to work with customers, work with the product that is flowing through your facility as well as managing the incoming parts that you might need for that equipment. So it’s a huge benefit. You can still do preventive maintenance programs that are in place; it doesn’t have to be with new equipment. You just have to be smart about the things that are important to that equipment and then utilize that data. I always say that data acquisition is very underutilized when it comes to maintenance. The maintenance department is usually one of the busiest groups within the thermal processing industry. A lot of domain knowledge goes into the equipment, but they have a lot of this information that is readily accessible to them, so if they could look at this information and anticipate that fan is going to fail, that motor is going to fail, that there is a short on your electrical elements, or whatever that might be, you’re going to be able to plan for the downtime. That’s going to help from an operational standpoint as well as reduce the amount of time that that furnace might be out of commission.
DG: And when you’re not planning ahead, when you’re responding to fires rather than preventing fires, so to speak, it is usually the maintenance guys who catch the brunt of it.
JO: Yes, that poor guy walks into work every day dreading work because he’s got a crisis on his hands every single time. If you can prevent that crisis, so he can plan to do something, it’s a totally different work environment.
Let’s take a quick break here and remind you that additional support for today’s Heat TreatRadio episode is being provided by Dry Coolers. If there is one thing we know about thermal processes, it’s that things get hot, and to remove that heat from critical areas, you need a system that is reliable, and if necessary, designed for your specific needs. The fact is, Dry Coolers has been custom designing and providing standardized units for decades, and they have the staff and experience to take care of any of your industrial cooling needs. If you’re a manufacturer with in-house heat treating and you need an industrial strength cooling system, make you first, and only call to Dry Coolers. You can look them up on the web at www.drycoolers.com.
Now let’s get back to our interview with Jim Oakes of Super Systems.
DG: Where are you seeing data being used well?
Operational Benefits of Data Collection
JO: The people that are taking advantage of the information are of course meeting the industry requirements. They are staying on top of things like CQI-9 or NadCap requirements from a data collection and meeting the customer requests. That is the foundation. I always say that in a lot of cases, that is a big driver for electronic data. But the people that are really taking advantage of that are using that information for operational benefits. Operational can be both from a maintenance standpoint as well as just improving your overall operations. You’re looking at, “Why do I have downtime of two hours between loads on this particular piece of equipment?” So now, instead of using somebody to go search the shop for, and walk out and get a paper chart, you now have people that can actually evaluate the downtime between loads. You can look at gap times and identify what the issue is. Is it because I don’t have enough fixtures? Is it because I don’t have enough labor? The labor market is tight right now, so you want to use something that is going to provide you with something to maximize efficiency with what you have. Challenges might be your labor or might be your equipment. Are you making the most of your equipment? You can look at that data. You have tons of information. If you can evaluate that, it gives you an opportunity to make better decisions. That is one area.
The other area is, how can you utilize the data and push that out to all your people. Let everybody look at this, but only give them the pieces of information that are important. The maintenance department is going to be interested in maybe the percent output, the current going to the electrical elements, vibration, or water temperature. That information is relevant and if they could isolate that information, they can sit down with their cup of coffee in the morning and they can evaluate this information. Before they have to react to all the firestorms that they have in front of them, maybe they can actually plan for some preventative maintenance activities based off what the data is telling them. The right information to the right person is really critical. The people that are doing this are the ones that are really taking full advantage of the information that they have with a SCADA package.
DG: Is there someone out there that is actually doing it?
JO: Yes, absolutely! There is no doubt about it. People are taking resources, and instead of being reactive and trying to find stuff on the shop floor, they are using the system to identify, answer customer needs and then create those operational efficiencies. People absolutely, no doubt, are taking advantage of that. They are looking at shortening time between loads, notifying users when loads are done so they can get the parts out and then put new parts in. This is happening with mobile devices and/or emails so that the right people are notified at the right times.
DG: Give us the lowdown on what SSI is doing in this area.
The SSI Data Capture
JO: Our foundation provides us the ability to provide information everywhere. This starts with the sensor and taking that sensor data into a controlling equipment, whether course microprocessor control PLC. But you need to make that readily available so that people can make decisions quickly. Proof of process is one thing of course, but so is giving access to information, whether by mobile device or a messaging system. So we’re taking all of the information that we’ve already done in the past and providing that into the technology that people are utilizing today. We see huge opportunities from being able to go through the existing data that’s there, and then look at better ways to capture data based off the technology that is becoming available, whether it’s how we capture usage of gas or usage of electricity or just process-related data to make sure that the right person is getting the right information.
DG: Many of the folks reading this article are manufacturers with their own in-house heat treat plants, and I’m guessing that many of them are wondering what they can do to move in this direction. What should these folks do next?
JO: First step is to do an inventory of the equipment and be realistic about what data you can get out of them, highlight the drivers, meaning what are your business drivers for capturing that information, and then at that point decide if it is just the infrastructure from a data acquisition standpoint or, if you want to get some bigger bang for your buck, maybe you want to make an investment in some equipment that is technology down at each piece of equipment level, to capture that so that you can realize the gains based off of capturing that information.
DG: If a company wants to move in this direction, must they go cloud-based?
The Cloud and Security
JO: No, definitely not. The cloud is a tool that allows basically data and information to be stored externally. The reality is a virtual server in many degrees can potentially be a cloud-based system, but it doesn’t have to be. A large number of the installs we have are storing information locally and then transferring data to the cloud for backup recovery.
DG: Address cloud-based security, if you would.
JO: It is a huge topic from a security standpoint and I would say that most of the companies that use the SCADA packages are on-premise. That is not all of them, but most of them are. This means that if you are on premise, you have a private network where it is not accessible from anywhere unless you create that tunnel into that private network using virtual private network. That’s what you refer to as on-premise. Then you have cloud-based system, which is really just pushing that information up to a server form which provides access into it. Of course, there is a security aspect regarding accessing that information. A strategy has to be put forth that prevents external access to that information. In many cases, if you decide that you’re going to go to a cloud-based system, you’ve already thought through that and you’ve probably already transitioned some other systems to that. Anyone that is going to a cloud-based system has some security requirements to prevent any illegal or unwanted access.
DG: Jim, thanks for your time.
JO: Doug, thank you for having me on Heat Treat Radio. I really appreciate the opportunity. This topic is important to us here at Super Systems. As a technology provider to the industry, we really like to get the word out there about what types of things are coming, whether it’s making data accessible at the hand-held level, or helping make decisions, it is something that is near and dear to our heart and that is because a lot of our customers really find this necessary. I appreciate you spending the time with me and I really look forward to having discussions around this in the future.
That was Jim Oakes of Super Systems Inc. talking about data and how to get the most out of that data. If you’d like to get in touch with Jim, please email me directly at doug@heattreatoday.com and I’ll put you in touch with Jim. Super Systems can be found on the web at supersystems.com.
Suffice it to say, you will be hearing more from Heat Treat Today about data and how to use it more effectively for your business. To see more heat treat technology articles, go to www.heattreattoday.com. We post a new heat treat item, either a technical article or some industry news, every weekday. If you’d like more Heat TreatRadio, simply Google H”eat Treat Radio”. We’re the first thing that pops up. You can also subscribe to Heat TreatRadio on iTunes or SoundCloud.
One last reminder that today’s episode of Heat Treat Radio was underwritten by Dry Coolers. If you have need for any industrial cooling system, give the good people at Dry Coolers a call. They are on the web at www.drycoolers.com.
This and every other episode of Heat Treat Radio is the sole property of Heat Treat Today and may not be reproduced without express written permission and appropriate attribution from Heat TreatToday. Jonathan Lloyd of Butler, PA, produced and mixed this episode. I am your host, Doug Glenn. Thanks for listening.
Doug Glenn, Heat Treat Today publisher and Heat Treat Radio host.
To find other Heat Treat Radio episodes, go to www.heattreattoday.com/radio and look in the list of Heat Treat Radio episodes listed.
In general, nitriding of parts involves a thermal process that provides a tough, corrosion-resistant, and wear-resistant surface with less distortion compared to other case hardening processes due to processing temperature and no need for quenching. There are different methods of nitriding, including gas nitriding, plasma/ion nitriding, and salt-bath nitriding. This article focuses on gas nitriding.











 Heat Treat
Heat Treat 































 and digital data collection:
and digital data collection: Andrew Bassett (
Andrew Bassett ( “This is a topic that yields great discussions,” adds Jason Schulze (
“This is a topic that yields great discussions,” adds Jason Schulze (

 Gunther Braus (
Gunther Braus (

