Peters’ Heat Treating, Inc., a 40-year-old heat treating company that specializes in a variety of high tech heat treating processes, moved its headquarters into a newly expanded Meadville, Pennsylvania facility located in the western part of the state.
Ribbon Cutting with the Owners: Doug and Jackie Peters (founders), Diana Wilkosz (VP), and Andy Wilkosz (President) (photo source: Peters' Heat Treating, Inc.)
Additionally, Peters' Heat Treating also announced two new lines of business: aluminum alloy processing and stainless steel black oxide.Vice President Diana Wilkosz shared in a recent interview, "We added these two new lines because of the growing demands from the automotive, aerospace, energy, and defense industries. We are also working on Nadcap certifications."
The company specializes in vacuum processing, atmosphere heat treating/integral batch quench processing, laser heat treating, aluminum alloy processing, carburizing, scale free aging/stress relieving, cryogenics, black oxide coating, induction processing, nitriding/FNC and the proprietary Nitreg nitriding processes.
After being in their original facility for 40 years, this expansion, that covers 32,000 square foot of manufacturing space, has provided them the opportunity to expand and update their vacuum line, provide room to add new vacuum furnaces, as well as increase their product offerings and continue to grow the now 60-employee business.
“We are excited to consolidate our services and knowledge in a way that maintains our history and dedication to the local community and industry while providing us the runway for a successful future,” said Andy Wilkosz, newly named president in 2019 and son-in-law of founders Doug and Jackie Peters. “These current times are challenging, but we know our business and the country will persevere.”
In addition to Peters' Heat Treating, the family also co-ownsLaser Hard, a robotic laser heat treating company.
“It’s been a pleasure to be a part of the local community and to help companies grow,” Doug Peters said. “Probably the thing I’m most proud of is the great people I’ve had the opportunity to work with. I’ve watched them buy houses and have children, and now their kids are having children.”
In this article by Lee Gearhart, Principal Engineer, Materials and Processes, Moog, Inc., and Chair, Aerospace Metals Engineering Committee, read about a “real time” heat treat inquiry regarding the interpretation of changed oil quenching effectiveness testing in AMS 2759, and Lee’s desire to ensure that the heat treater’s system maintains its effectiveness.
This articlearticle first appeared in the latest edition (June 2020) of Heat Treat Today’s Automotive Heat Treatmagazine.
* Please see the bottom of the article to view the AMS2759 sections to which Lee refers.
The Query:
Lee Gearhart, Principal Engineer, Materials and Processes, Moog, Inc., Chair, Aerospace Metals Engineering Committee
A gentleman, to whom I’ll refer as Mr. XXXX, sent the following query to SAE, the publisher of Aerospace Materials Specifications. The subject line was as follows: “Clarification of AMS 2759G for Committee ‘E’.”
The letter read:
I would like to get some clarification about AMS 2759, Revision G, paragraphs 3.10.3 through 3.10.3.1.5.5. My issue, as an independent testing lab, is the terminology used in 3.10.3.1.5.1 and 3.10.3.1.5.3., and how
I am to determine the acceptance criteria for the hardness in the center diameter of the quench effectiveness samples supplied to us by heat treating companies. Let me walk through the steps that lead up to the determination of minimum hardness at the center of the diameter of the coupon prepared.
Paragraph 3.10.3.1.2 states specific size test bars to use for the quench effectiveness testing, based on the alloy, in sub-paragraphs a., b., c., and d. For 4130 (a.), use 1.5” long, 0.50” diameter bar and for 4330V (c.), use 7.5” long, 2.5” diameter bar. Then, we cut the test coupon from this specimen todetermine hardness at the center diameter, per 10.3.1.4.
Next, we have to determine whether this hardness result, taken at the center diameter, conforms to the spec, and here is where my issue is. Paragraphs 10.3.1.5.1 and 10.3.1.5.3 both state, “…shall not be less than the hardness on the end-quench hardenability curve corresponding to the diameter of the specimen…” So, if I am to use the diameter of the specimen as my guide from paragraph 3.10.3.1.2, a.and c., then the end-quench result on the mill cert corresponding to 8/16 would represent the 0.50”diameter, and 40/16 would represent the 2.5” diameter. ASTM A255 has you stop taking readings on the Jominy bar at 32/16 (2.0”), so there would not be a result on the Mill Cert for the 40/16 requirement.
I don’t believe this is the correct depth. I believe the end-quench result corresponding to one-half the diameter would be the appropriate depth to use as a minimum requirement, since we are taking the hardness reading at one-half the diameter; in the center of the diameter. So, the end-quench result on the mill cert corresponding to 4/16 would represent the 0.50” diameter and 20/16 would represent the 2.5” diameter bar. These requirements are more stringent and would better represent the effectiveness of the quench media to properly quench the specimens and correlate this back to the certified values of the material based on the mill cert reading for the corresponding J values.
Please review this and consult with the Committee to see if this would better represent the intent of these paragraphs for acceptance of quench effectiveness.
The Response:
Because of my position as chairperson of the Aerospace Metals Engineering Committee, the question eventually made its way to my desk. Here is my response:
When reading your question, it suddenly struck me – you’re missing the secret decoder ring! In other words, you cannot directly compare an oil quenched sample to a water quenched (Jominy) test coupon.
Allow me to give you a long-winded explanation that I wrote for Committee E on Steel for the Aerospace Materials Division, the committee that has jurisdiction of AMS2759 on Heat Treating of Steel. The committee had been asked for an explanation of what the 3.10.3 Quench System Monitoring is supposed to do; after the text in italics, I’ll directly answer you.
Let me start by noting the whole purpose of 3.10.3.1, which was to provide a means for a heat treater to demonstrate that their oil quenching system continues to work well. If they do the steps outlined in 3.10.3.1, they do not need to seek approval from their customers for this method. If they choose a different method for monitoring the quench system, they need approval by the cognizant engineering organization (CEO). Since a heat treat firm will probably have many customers with different CEO’s, it makes sense to have one test procedure on which all can agree.
The method starts with the heat treat quality function choosing one of the suggested alloys and bar size configurations noted in 3.10.3.1.2. The constraints of the choice are that the hardenability of the sample has to be enough that they will get full hardening in the center, but not so much that a bar 1.25 times the diameter chosen would get full hardening. (That prevents me from using an air hardening steel, which will not show any difference when my quench system degrades.) If the three choices in 3.10.3.1.2 (a-c) will not work, then (d) offers an out, using other materials and dimensions, established in pre-production testing.
Prior to initial production, and quarterly afterward, the heat treater runs one of the test bars in a typical or simulated production load. They then section out a half-inch slice from the middle of the length of the bar and test the hardness. If in the quarterly testing it remains above the acceptance criterion established by the pre-production testing, their quench system passes.
Figure 1. Cert 4130
Accept/reject criteria is that the hardness in the center meets the hardness of the end-quench hardenability curve done by the original mill, or someone else, per ASTM A255, on the material used for the test. AMEC wanted this because using the generic curves in ASTM A304 is too general, and the curves are routinely done by the steel mills. I’ve attached an example cert (Figure 1) for some 4130 we bought not long ago, and at the bottom of the page are the Jominy numbers! They range from 51 to 24; so, which should I use?
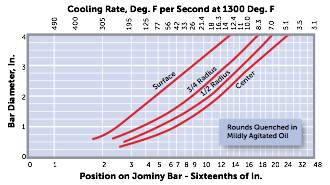
To find the correct accept/reject hardness, I go to a curve that shows what Jominy distance in sixteenthsof an inch reflects the cooling at the center of the size of test bar I use. If I’m using 4130 steel from my certified lot of material, the specimen is half inch in diameter, and the attached Timken curves say that the center of a half inch bar cooled with an H of 5 (good agitation) corresponds to a Jominy distance of 3/16, so the hardness required is 49 HRC. If I use a different curve, like the other one attached from an old Copperweld brochure (Figure 2), I get a Jominy distance of 31⁄2, so my acceptance number is somewhere between 49 and 46, so I’ll use 48 HRC. This difference is small, and unimportant, since I’m only using it to show if there is degradation in the oil quench performance.
This “compare it with the Jominy curve done by the mill” is only for the 4130 and 4330V specimens noted in 3.10.3.1.5.1 and 3.10.3.1.5.3. For specimens made of 4140, we call out HRC 44 in the center and HRC 50 in the 3⁄4 radius position of the 11⁄2 inch diameter specimen.
So, the 8/16 position on the Jominy curve doesn’t mean it’s appropriate for a half inch diameter specimen – it’s just pointing to the spot on the Jominy bar that’s 8/16 inch from the end that gets sprayed with water. The “secret decoder ring” I mentioned are the “Jominy cooling rates” or the “Pages from Timkin” attachment (Figures 3). These translate the speed of quenching at any sixteenth- inch position of a Jominy bar to the equivalent rate of quenching of surface, mid-radius, and center of bars of different size quenched in various coolants. I tend to use the “Jominy cooling rates” attachment, which I got from an old Copperweld Steel brochure, but since the Timkin Practical Data Handbook for Metallurgists is on the web for free, it’s probably a more universal reference.
Hence for 0.50” diameter 4130 bar, the center hardness should be that corresponding to between 3 and 4 sixteenths of an inch. For the 2.5” diameter bar, quenched in mildly agitated oil, the cooling rate at the center would be represented by the 14/16” position on the Jominy bar. Maybe 15/16” – it’s kind of hard to read. Hence you read the data from the mill cert FOR THE STEEL FROM WHICH THE PIECES WERE MADE and use those numbers as accept/reject. HTT
About the author: Lee Gearhart, P.E., has worked for Moog, Inc. since 1982 and is currently Principal Engineer, Materials and Process Engineering. In addition to being a worldwide resource for the company, Lee is the current chair of the Aerospace Metals Engineering Committee, where much of the discussion on heat treating specifications occurs.
*Section 3.10.3 from AMS2759 Heat Treatment of Steel Parts(This section is one of the big changes to AMS2759 revision F, April 2018, which was then tweaked to revision G in August 2019)
The sections to which the article discusses is 3.10.3.1, 3.10.3.1.2 (a-d), 3.10.3.1.5.1 and 3.10.3.1.5.3
3.10.3 Quench System Monitoring
The quench system includes the quench volume, type of fluid, recirculation velocity and uniformity, and heat exchange capacity. The consistency of the quench system shall be monitored quarterly, by processing test parts, as outlined below, which are capable of detecting changes in the cooling characteristics of the system. Testing of water quench systems is not required. Quench system monitoring test procedures other than those described in 3.10.3.1 shall be approved by the cognizant engineering authority. When destructive mechanical property testing is required for part acceptance, quench system monitoring is not required.
3.10.3.1 Test Specimen Requirements
3.10.3.1.1 Test Specimen Alloy/Configuration
3.10.3.1.1.1Round specimens of carbon or low alloy steel, of appropriate hardenability and dimensions shall be used. Selection of the specimen dimensions/hardenability combination shall be aimed at achieving full hardening (e.g., 95% martensite) at the center of the specimen. The specific combination of alloy/dimensions chosen shall be such that the specimen would not be capable of achieving full hardening at 1.25 times the diameter chosen for the test specimen. The length of the test specimen shall be at least three times the diameter.
3.10.3.1.1.2The test specimens used for the initial and subsequent evaluation of a particular quenchant shall be from the same alloy and preferably the same chemistry heat of material to eliminate material chemistry and hardenability differences from the alloy selection. Hardenability results shall not be lower than that represented by requirements in 3.10.3.1.5.
3.10.3.1.2Test specimen alloy/dimensions shall be one of the following:
4130 round bar, minimum 1.50 inches (3.81 cm) long, 0.50 inch (1.27 cm) nominal diameter.
Other material and dimensional requirements established in pre-production testing or as specified by the cognizant engineering organization. See 8.5 for shape equivalent guidelines.
3.10.3.1.3Test Specimen Processing
Quarterly quench system monitoring tests shall be run with a typical or simulated production load. Heat treat loads shall be processed in accordance with the appropriate AMS2759 slash specification requirements.
3.10.3.1.4Specimen Testing Requirements
After quenching the test specimen, a 0.5-inch-thick specimen shall be cut from the center of the test specimen length and prepared for hardness testing in the untempered condition. Specimen shall be prepared to ensure it is free from overheating. The minimum hardness at the center of the diameter shall meet the hardness requirements of the approved procedure in 3.10.3.
3.10.3.1.5Test Specimen Hardenability
3.10.3.1.5.1Round Bar Specimen 4130
After quenching, the center of the diameter shall not be less than the hardness on the end-quench hardenability curve corresponding to the diameter of the specimen when tested in accordance with ASTM E18. The end-quench hardenability curve shall be the actual hardenability curve determined in accordance with ASTM A255 on the material used for the test specimen.
3.10.3.1.5.2Round Bar Specimen 4140
The hardness in the center of the diameter shall not be less than HRC 44 and the 3/4 radius shall not be less than HRC 50 when tested in accordance with ASTM E18.
3.10.3.1.5.3Round Bar Specimen 4330V
The hardness in the center of the diameter shall not be less than the hardness on the end-quench hardenability curve corresponding to the diameter of the specimen when tested in accordance with ASTM E18. The end-quench hardenability curve shall be the actual hardenability curve determined in accordance with ASTM A255 on the material used for the test specimen.
3.10.3.1.5.4If other combinations are established, the accept/reject criteria shall be as specified in the ordering information.
3.10.3.1.5.5It is the responsibility of the heat treater to provide the material and hardenability data specified above.
3.10.3.2 Any failures shall be documented by the heat treater’s corrective action system.
3.10.3.2.1As a minimum, if the test specified in 3.10.3 fails, the quench medium shall be analyzed as specified in 3.10.3.3.
3.10.3.3 Quench Media Control
3.10.3.3.1Each new shipment of quenchant from a vendor shall meet the requirements for the particular quenchant listed in 3.10.3.3.1.1 through 3.10.3.3.1.3 as applicable. The vendor shall furnish a certificate of conformance stating that the quenchant meets the requirements including, in addition to the vendor designation, the cooling curve, the cooling rate curve, the maximum cooling rate, and:
3.10.3.3.1.1For mineral oil based quenchants, the certificate shall also include the viscosity, flash point, temperature at the maximum cooling rate.
3.10.3.3.1.2For vegetable or ester-based oil quenchants, the certificate shall also include the viscosity, flash point, temperature at the maximum cooling rate.
3.10.3.3.1.3For polymer quenchants, the certificate shall also include the undiluted pH and viscosity. The pH, viscosity, maximum cooling rate and the temperature at the maximum cooling rate shall be provided at 20% concentration by weight.
3.10.3.3.2Cooling curve tests shall be performed semi-annually, or when required by corrective action (3.10.3.2), in accordance with ASTM D6200, ISO 9950 or JIS K 2242, ASTM D6482, or ASTM D6549, as applicable to the specific quench medium. If no alternative limits have been established by pre-production tests or specified by the cognizant engineering authority, exceeding the following limits compared to the initial shipment of quenchant shall be cause for corrective action:
For mineral oils: Temperature of the Maximum Cooling Rate: (±68 °F) (37.8 °C) Maximum Cooling Rate: (±25 °F/s) (13.9 °C/s)
For vegetable or ester-based oils: Maximum Cooling Rate: (±25 °F/s) (13.9 °C/s) Temperature of the Maximum Cooling Rate: (±68 °F) (37.8 °C)
For polymer quenchants: Maximum Cooling Rate: ±15% Temperature of the Maximum Cooling Rate: ±15%
An aerospace fastener manufacturer, located in Pennsylvania, received three multipurpose bench mounted box furnaces used to test high-temperature aerospace fasteners.
The new model GS2026, from L&L Special Furnace Co., Inc. includes a spring assist vertical lift door that allows for effortless loading and unloading even at high temperatures. The control is an industrial control system that includes a Eurotherm temperature control, overtemperature protection and a recirculation fan for uniformity.
L&L Special Furnace Model GS2026 bench mounted box furnace (Photo source: L&L Special Furnace Co. Inc.)
The GS2026 has internal dimensions of 18” wide by 12” high by 24” deep. It has an operating voltage of 208, 220, 240 volts single phase, 60 or 50 hertz. The furnace is constructed from 3” lightweight IFB firebrick, backed up with 2” of board insulation. The elements are supported in hard ceramic element holders. These provide long element life and are easily replaced.
These additions now bring a total of five GS series furnaces at its facility.
Three batch steam treaters were recently shipped to the medical and automotive industries. Gasbarre Thermal Processing Systems recently received three separate orders for batch steam treating equipment. The batch steam treaters produce an oxide layer that promotes corrosion and wear resistance properties and provides an attractive surface finish. The three unique orders range in size from 18” to 30” in diameter and 12” to 48” deep. The gross load weight capacity ranges from 300lbs to 1800lbs with Gasbarre supplying the production tooling. The equipment is electrically heated and has a maximum operating temperature rating of 1400℉.
Steam treating processes are used in many different industries. As such, these orders will be shipped to companies that provide products to the medical, additive manufacturing, automotive and consumer products industries.
Stryker Hero JR Hip Replacement Source: Stryker.com
Heat Treat Today is privileged to oversee the 40 Under 40 recognition awards highlighting a group of young, up-and-coming talent in the North American heat treat industry every year. This year’s Class of 2019 is no disappointment–a group of industry elite, significant contributors to the heat treat market.
Every couple of weeks we highlight two of the current class of recipients. This week we introduce Chris Davidson of Super Systems, Inc. and Shlok Sundaresh of HEF USA.
Name: Chris Davidson
Company: Super Systems, Inc.
Position: Senior Projects Engineer
Chris has succeeded on every level which he has been assigned to. He works extremely well with his coworkers, and his jobs are always completed in a timely manner resulting in the highest respect from our customers. His successful projects range in value from a few thousand to over a million dollars. His background includes working for a major furnace OEM to understanding and implementing NFPA guidelines for multiple projects.
Nominated by: Super Systems, Inc.
Name: Shlok Sundaresh
Company: HEF USA
Position: Sr. Process Engineer
In the relatively short period of time since joining HEF, Shlok has demonstrated superior technical ability, problem solving skills, and leadership in support of our nitriding and PVD core technologies. He has proven himself to be a dedicated professional who will, per his nominators, further distinguish himself even beyond the borders of HEF. He spearheaded new application development for the company and customers with traditional case hardening technologies as well as working as a technical consultant to clients in developing heat treat specifications (salt bath FNC, PVD and DLC coatings). Shlok is Senior Process Engineer who not only supports the four sales engineers out of the Ohio office across multiple industries, but he also helps to support global colleagues for automotive projects that are developed domestically and implemented globally. He does it all with a professional and approachable demeanor.
Nominated by: HEF USA, Techniques Surfaces USA, The Timken Company, AmeriTi Manufacturing Company, Progressive Components, Dana Incorporated, Sunstar Engineering Americas
Read more about the feature at Heat Treat Today’s 40 Under 40 resource page and find out more about each of this year’s winners by clicking on their image. To nominate someone for the Class of 2020 40 Under 40, please click here.
Heat Treat Today offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry.
Personnel & Company Chatter
Mike Smith has joined Magnetic Specialties, Inc. as their new Business Development Manager.
Ipsen USA has announced the completion of its 2019 Corporate Academy class, which is part of an initiative to grow service capacity globally. Seven graduates will step into positions as field service engineers after several months of training and passing their final exam.
Tom Gundic recently joined Solar Atmospheres’ facility in Greenville, South Carolina, as their new plant manager.
Isostatic Toll Services Bilbao is pleased to announce the official opening of its new plant in Abanto-Zierbena, Spain, on January 29th.
Heating Furnace at Uddeholm AB, which is taking part in the electrical heating project
The Swedish Energy Agency has granted a new project that will explore the possibilities of electrifying heating processes. It will evaluate the potential of replacing gas-fired furnaces with electrically heated furnaces for material heating. Kanthal, part of the Sandvik Group, is taking part in the project.
Sean Toland has taken on the position of executive Vice President of Operations for Wire Experts Group, the parent company to Pelican Wire and Rubadue Wire, the second of which Toland is already serving as president.
NSA Industries, a provider of metal fabrication, machining, powder coating, and assembly operation, has acquired VitexExtrusion, a provider of aluminum extrusions, machining, and fabrication services for solar and automobile customers.
Jon K. Tabor is retiring from the position of Chairman Emeritus of Allied Mineral Products effective March 31, 2020. He will remain on Allied’s Board of Directors.
Vincent Esteve has been promoted to Business Development Manager at the ECM USA, Inc. subsidiary in Pleasant Prairie, Wisconsin.
Mike Smith, Business Development Manager, Magnetic Energies, Inc.
Tom Gundic, Plant Manager, Solar Atmospheres
Sean Toland, Executive Vice President of Operations, Wire Experts Group
Vincent Esteve, Business Development Manager, ECM USA
Jon K. Tabor, Chairman Emeritus, Allied Mineral Products
Equipment Chatter
Wisconsin Oven has shipped a Natural Gas (Direct) Fired Continuous Duty Conveyor Oven to an American manufacturer to be used for stress relieving steel snap rings used in automotive parts.
L&L Special Furnace Co, Inc. has shipped five model GS1714 furnaces to a worldwide leading manufacturer of chemicals and chemical coating products located in the Midwestern US.
Tenova LOI Thermprocess recently received an order from Joint Stock Company Pervouralsk Pipe Plant in Russia for a new roller hearth continuous furnace system for bright annealing stainless steel pipes in a 100% H2 atmosphere.
Lindberg/MPH announced the shipment of two Electrically Heated Nitrogen Atmosphere Pit Furnaces to the automotive industry for the purpose of heat treating automotive parts.
Natural Gas (Direct) Fired Continuous Duty Conveyor Oven
GS1714 Bench mounted box furnace
Roller hearth continuous furnace system
Electrically heated atmosphere pit furnace
Kudos Chatter
Kittyhawk Products OR LLC has been awarded Nadcap® accreditation for Heat Treating/Hot Isostatic Pressing (HIP). Kittyhawk Inc has held Nadcap® accreditation since 2014.
From Left to Right: Quality manager, AM/NS Calvert, Bobbie Hesley; GM supplier quality engineer, Mark Wu; AM/NS Calvert CEO, Jorge Oliveira and team members from the AM/NS hot dip galvanizing lines.
ArcelorMittal USA was recently honored with the General Motors Supplier Quality Excellence Award for three production facilities: AM/NS Calvert, Calvert, AL; Indiana Harbor; and I/N Tek and I/N Kote, New Carlisle, IN.
Heat Treat Today is pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to editor@heattreattoday.com
CMC stands for Ceramic Matrix Composite, and these materials are considered a subgroup of both ceramics and composite materials. CMC components are used in the energy and power, defense, aerospace, electrical, and electronics industries. In this Best of the Web Technical Tuesday feature, L&L Special Furnace Co., Inc. delves into the composition, applications, fabricating process, and uniqueness of CMCs.
An excerpt:
“CMCs are able to retain a relatively high mechanical strength even at very elevated temperatures. They offer excellent stiffness and very good stability, both mechanical, thermal, dimensional, and chemical.”
Heat TreatToday recently unveiled its Heat TreatConsultants page in the October 2018 print edition (available in digital format here) and at FNA in Indianapolis, Indiana. We offer this comprehensive listing of heat treat industry consultants as part of our efforts to help minimize the effects of heat treat “brain drain.” With so many heat treat brains growing older, the expertise that once used to reside inside of manufacturing operations is dwindling. Where, then, do manufacturers with in-house heat treat departments go when they need heat treat answers?
Turn toHeat TreatToday and our comprehensive list of heat treat industry consultants, which we will introduce to you one by one in this occasional feature, “Meet the Consultants”. There is no more comprehensive list of heat treat consultants. Learn more about Debbie Aliya of Aliya Analytical Inc, and then click through to the page to read more details about each consultant. We are adding more regularly. Contact them directly, or call us and we’ll introduce you to them. Whether it’s a technical process question, a safety concern, a compliance issue, or a business related question, one of our heat treat consultants will be able to help. If you are a consultant and would like to be listed, please contact Doug Glenn.
Name: Debbie Aliya Company Name: Aliya Analytical, Inc. Location: Wyoming, Michigan Years In Industry: 30+ Consulting Specialties:
Debbie brings 32 years of experience in development and use of applied critical and creating thinking skills in failure analysis, materials selection and characterization, and specification preparation for structural applications to the industry. She founded and serves as president of Aliya Analytical, Inc., which for almost 25 has served manufacturing clients in failure analysis and materials characterization, and education and training of manufacturing company employees. Debbie is a highly sought-after instructor, presenter, and author and editor of scholarly and non-scholarly works, including articles, journals, and industry handbooks and guides. In addition, she is a student and educator in interfaith and thinking skill optimization studies.
Publications or Significant Accomplishments:
Founded, president of Aliya Analytical, Inc., in Grand Rapids (1994, incorporated 2004 to present)
Adjunct Technology Faculty, Grand Rapids Community College (1990-1993); Montcalm Community College (1993-1996); Ferris State University (MI) (1994); Western Michigan University (2000); various math and physics courses, including basic metallurgy and materials science and formability of sheet metal
Chair or Co-chair of various committees or proceedings, including, Society of Manufacturing Engineers, Materials Solutions Conference/American Society for Metals (ASM International), Failure Analysis Committee/American Society for Metals (ASM International), Society for Machinery Failure Prevention Technology, Society of Automotive Engineers (West Michigan)
Expert witness at depositions in local, state and federal trial proceedings
Contributor to multiple industry journals, including Journal of Failure Analysis and Prevention (and predecessor, Journal of Practical Failure Analysis), Lubrication and Fluid Power: Journal of Machinery, Industrial Heating, Journal of Materials Engineering and Performance,
A frequent lecturer, present at international, national, and regional conferences, including Society for Machinery Failure Prevention Technology Conference, ASMI/ASNT chapters, Materials Science & Tech Conference/American Society for Metals (ASM International), Minnesota Microscopy Society, ASMI Student Chapter at the Government Engineering College (Pune, India), Michigan Microscopy Society Conference, American Society for Nondestructive Testing
Instructor, MEI faculty, ASM International, Failure Analysis and Prevention and Heat Treating of Steel (part-time)
Founding Member, Root Cause Forum (Yahoo Group)
Member of the Editorial Board of the Journal of Failure Analysis and Prevention, and its predecessor, Journal of Practical Failure Analysis, American Society for Metals (ASM International) (2001-2006)
Co-Editor, Section 4, Metals Handbook Volume 11, American Society for Metals (ASM International), Authored: “The Failure Analysis Process: An Overview,” “Metals Chemical Analysis in Failure Analysis,” “Hydrogen Embrittlement of High Strength Steels” (from “Hydrogen Damage”); Co-compiler/Author of Volume Glossary (2002 edition)
Author, “Sectioning of Metallurgical Specimens,” Co-author, “Physical Metallurgy in Metallography,” Metals Handbook Volume 9 (2004 edition), American Society for Metals (ASM International) (2004)
Author, “Mechanisms and Causes of Failure in Heat Treated Steel Components,” chapter in Failure Analysis of Heat Treated Steel Components, Canale, Mesquite & Totten, published by ASM International (2008)
Contributing columnist to “The Experts Speak”, Industrial Heating (2009-present)
Experis contract with Cummins, Inc., in Columbus, Indiana, failure analysis consultant (2011-2012)
Links to Heat Treat Today or Other Online Resources
A North American based aerospace manufacturer is replacing two integral quench batch furnaces with an integrated vacuum furnace heat treat system. In addition to running low pressure carburizing (LPC), the vacuum heat treat furnace is also capable of austenitizing, brazing, gas quenching, cryogenic treating and tempering. The SyncroTherm(r) system, provided by ALD Vacuum Systems, Inc. a wholly owned subsidiary of Advanced Metallurgical Group N.V., is believed to be the first of its type to be installed west of the Mississippi. This is the third unit being installed in the aerospace industry capable of performing processes compliant with Nadcap (National Aerospace and Defense Contractors Accreditation Program). The vacuum heat treat furnace will have five independently controlled hot zones each rated for load sizes of 24″ x 20″ x 9″ high and up to 110 lbs. The complete systems will be a “lights-out,” fully-automated system with individual part tracking and complete process history retention along with a consistent process cadence.







 To learn more about Laser Hard, listen to the Heat Treat Radio episode in which they are featured.
To learn more about Laser Hard, listen to the Heat Treat Radio episode in which they are featured.