Operating a hot isostatic press? The stages for HIP processing can become faster and more effective with gas detection technology. Learn about real-time leak detection analysis and continuous monitoring for outgassing.
ThisTechnical Tuesdayarticle byErik Cox, manager of New Business Development at Gencoa, was originally published inHeat Treat Today’sMarch/April 2024 Aerospaceprint edition.
The Problem in HIP
Hot isostatic pressing (HIP) is a widely employed method for densifying powders or cast and sintered parts. It involves subjecting materials to extreme conditions — high pressure (100–200 MPa) and high temperature (typically 1652°F–2282°F, or 900–1250°C) — in a specialized vessel.
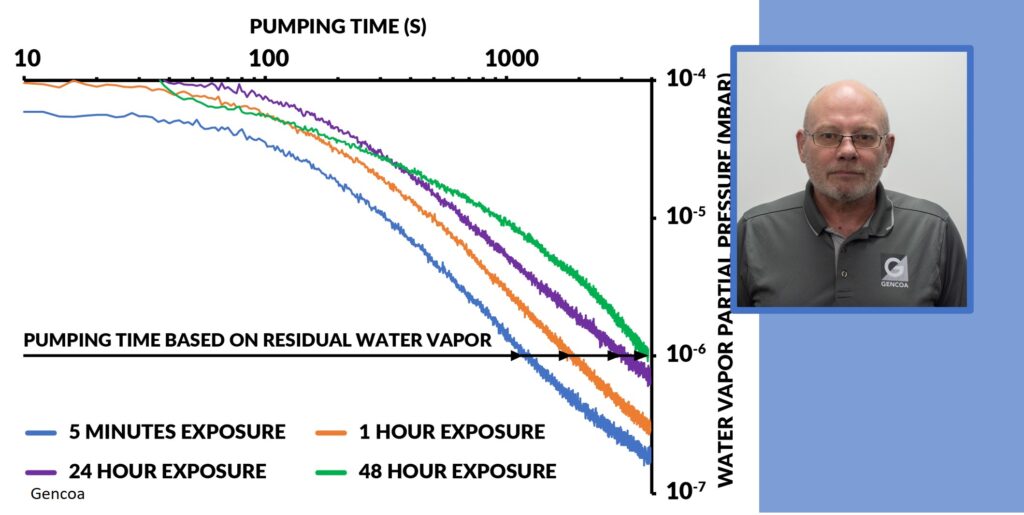
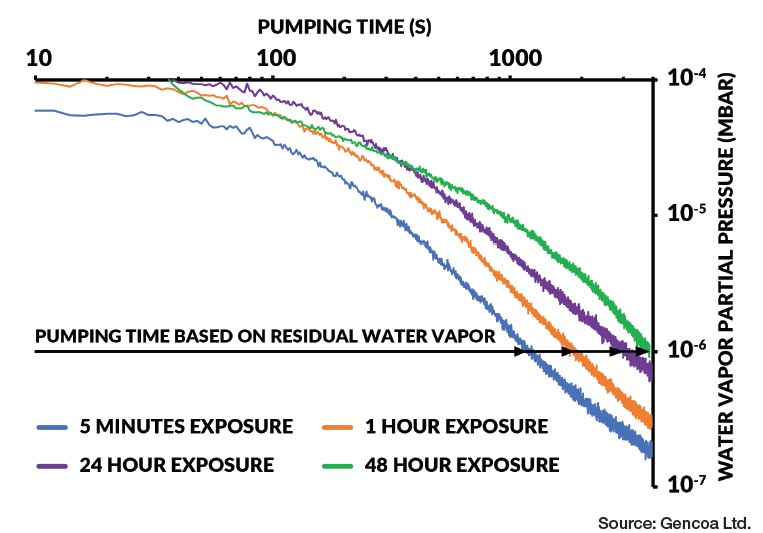
Contact us with your Reader Feedback!Figure 1. Pumping times based on residual water vapor
One aspect of HIP comes before introducing metal or ceramic powders to the vessel: Operators must test for any leaks in the canisters. This ensures that the proper HIP processing can be completed. Secondly, outgassing of the powder must be performed, and thirdly, outgassing the HIP chamber should be done. All three are essential steps that are typically time consuming and inefficient, but new gas detection technology can make this pre-processing stage faster and more effective.
Real-Time Analysis for Leak Detection
Leak detection is normally performed with a helium leak detector, which are expensive and require significant technical knowledge to operate. Some HIP processing providers simply forego leak checking of the canister, fill the HIP canister with powder, and perform the degas; but in this case, any leaks will be identified during the degas process, and powder must then be removed to repair the canister.
HIP users must look to technology that effectively detects leaks before they proceed to outgassing. One example of this is Gencoa’s Optix gas sensor: As the pumping procedure commences and pressure reaches 0.5 mbar (which typically occurs within 15–30 seconds), the device switches on and employs a sophisticated analysis of the nitrogen that enters the canister from the atmosphere to discern the leak rate of the canisters. When a leak is detected, argon gas can be sprayed around the canister to accurately detect the leak point and allow repair.
Outgassing: Traditional vs. Continuous Monitoring
Outgassing is a critical step in the preconditioning of powders for HIP processed components, involving the removal of adsorbed gases and water vapor from the metal powder through vacuum pumping. Traditionally, the endpoint for this process is not monitored, leading to an overly long vacuum pumping stage of up to several days to ensure that the powders are correctly prepared.
Th is challenge is addressed by providing continuous monitoring throughout the entire degassing process, reducing the time to degas through the ability of the Gencoa Optix gas sensor to precisely determine the degas endpoint.
Figure 2. Gencoa Optix
By offering real-time feedback and notifying users when degassing is complete, this sensor saves time and ensures the production of high-quality components with traceability. With the Optix, one user saw their degas times reduced from 24 hours to 4 hours. The sensor is capable of residual gas analysis, providing a comprehensive solution for improved productivity. Its wide-range pressure measurement capabilities, coupled with efficient leak checking of HIP processing enclosures, further enhance the overall operational efficiency.
Optix operates as a highly sensitive, stand-alone device that utilizes a small plasma (“light”) that detects the gas species present. This design ensures that the detector remains impervious to contamination or vacuum issues, maintaining continuous monitoring and avoiding potential damage. Because the device also eliminates the need for filament replacement or disassembly of components for maintenance, the design will perform at 100% operational uptime even in the harshest environments.
Indispensable Tools for HIP Processing
HIP operators need to maintain equipment efficiently and effectively, and technologies that integrate solutions not only enhance overall productivity, leak detection, and control of the degassing process, but are indispensable to improving the overall quality and traceability of components. Leveraging technologies that allow for early detection and increase uptime will only enhance the future HIP can offer to the AM-focused aerospace industry.
About the Author
Erik Cox, Manager of New Business Development, Gencoa
Dr. Erik Cox is a former research scientist with experience working in the U.S., Singapore, and Europe. Erik has a master’s degree in physics and a PhD from the University of Liverpool. As the manager of New Business Development at Gencoa, Erik plays a key role in identifying industry sectors outside of Gencoa’s traditional markets that can benefit from the company’s comprehensive portfolio of products and know-how.
For more information:
Contact Erik at sales@gencoa.com
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
Dive into the role and benefits of HIP and HPHT™ in the space industry, highlighting how these key processes are shaping the future of space applications.
ThisTechnical Tuesdayarticle by Andrew Cassese, applications engineer, Quintus Technologies was originally published inHeat Treat Today’sMarch/April 2024 Aerospaceprint edition.
The realm of space exploration and technology is rapidly evolving, pushing the boundaries of what’s possible in engineering and material science. Among the key players in this revolutionary change are hot isostatic pressing (HIP) and High Pressure Heat Treatment™ (HPHT™). These processes have become indispensable in manufacturing components that can withstand the harsh conditions of space. In this demanding environment, the longevity and reliability of components are paramount.
Reducing Risk
Space missions have put increasing focus on the need to minimize risk and improve mission safety. Some well-documented, safety-related events include:
Outer space
Soyuz 11 decompression in 1971
Earth’s atmosphere
Soyuz 1 parachute failure in 1967
X-15 controls failure in 1967
Space Shuttle Challenger launch booster failure in 1986
Space Shuttle Columbia re-entry disaster in 2003
Structural integrity is therefore in focus for every single component involved in space missions, with exacting demands on quality and function. Material failure is not an option, and therefore component qualification is one of the main areas of focus. Predictable properties that are reliable and with minimal variation are critical for mission safety. Hot isostatic pressing helps to guarantee this by reducing the spread and variation in mechanical properties.1 It works to do this by using high temperatures and pressures to close internal defects in mission critical parts after casting or additive manufacturing. This increases the density of components and gives them a more anisotropic microstructure which in turn results in more consistent mechanical properties.2
What Properties Are Most Important
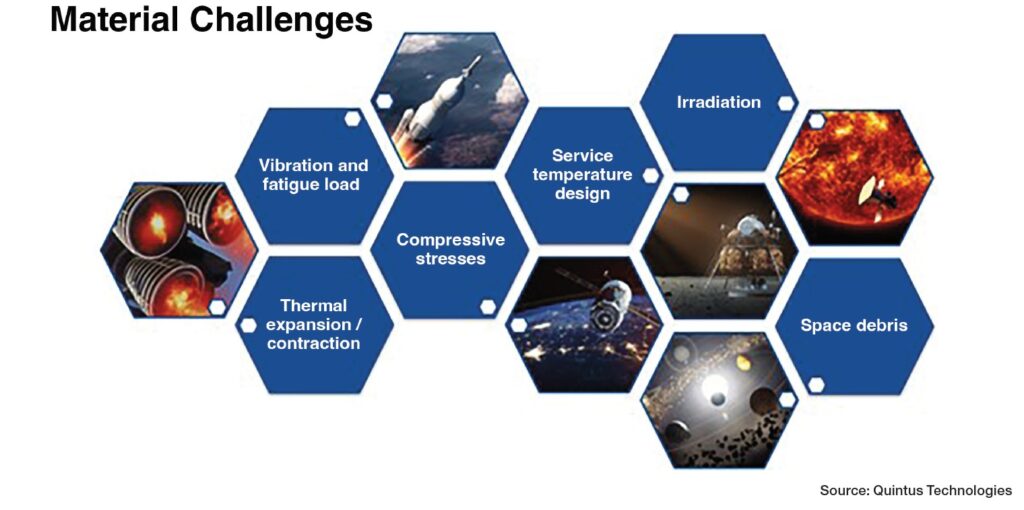
The harsh environment of space demands components with exceptional properties. They must withstand extreme temperatures, resist radiation, endure vacuum pressures, and cope with mechanical stress from vibrations and accelerations. HIP processing plays a pivotal role in this, enhancing material properties to meet these challenges. Space manufacturers also must think about thermal expansion/contraction due to temperature variations, compressive stresses, irradiation, and space debris. All of these can affect mission success and can ultimately prevent loss of life, see Figure 1.
Figure 1. Challenges that space-bound materials must endure
Through HIP, components gain increased fatigue life, improved ductility, and enhanced fracture toughness, which are crucial for surviving in space.
Common Materials and HIP Processing Requirements
Materials commonly processed by HIP for space applications include titanium, aluminum alloys, nickel-based superalloys, refractory alloys, shape memory alloys, and ceramics. High-strength aluminum and titanium alloys are used due to their high strength to weight ratio which is key for space missions to conserve fuel efficiency, increase payload capacity, and improve maneuverability.3 Nickel-based superalloys are used in exhaust valves and turbine rotors due to their exceptional creep resistance properties at high temperatures. Refractory alloys like Nb-C103 and TZM are used in high-performance rocket nozzles because of their high melting point and excellent strength at high temperatures. Newer shape memory alloys developed by NASA can recuperate their original shape when heating above specific critical temperatures, and their applications are expanding beyond just actuators.4
As new alloys and materials are developed in the space industry, certifications and standards are necessary for their adoption. HIP effectively eliminates porosity in these materials, ensuring structural integrity and performance under the extreme conditions of space. This means HIP recipes need to be developed and optimized for materials to be tested with their greatest potential in mind.
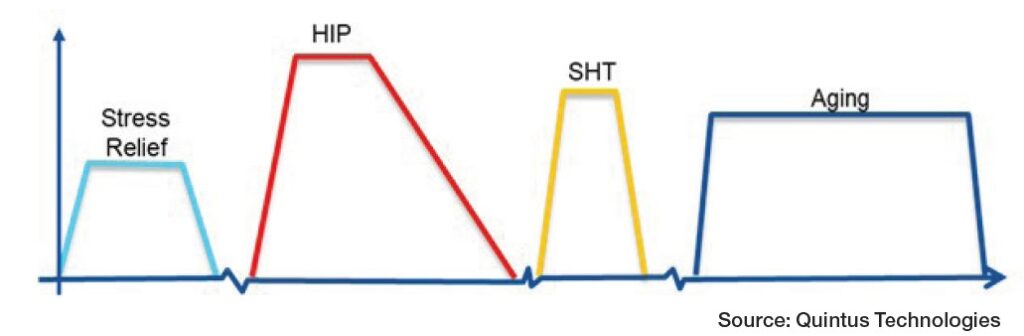
Collaborations with universities and national labs on projects at low TRLs will help set the foundation for HIP in the space industry. Quintus Technologies, through its application centers, is actively engaged in research to further enhance the capabilities of HIP for space applications. Optimizing the HIP process to reduce costs and improve efficiency through HPHT is one area where the company has already found success, see Figures 2 and 3.
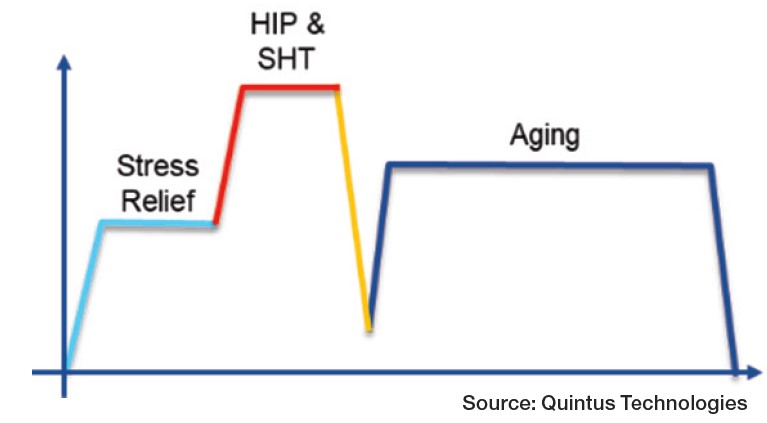
Figure 2. Typical thermal processes for additively manufactured partsFigure 3. High pressure heat treatment with solution heat treatment
(SHT) process for the same parts, using an integrated heat
treatment approach
The HPHT process can combine stress relief, solution annealing, HIP, and aging into one cycle. Aft er a ramp up in pressure and temperature, the part is held for a specified amount of time before being rapidly cooled in the URC furnace. Aft er this, the temperature of the machine can be brought up to the aging temperature of the material for the completion of an in situ heat treatment.
A Space Case – Launcher Engine-2 Rocket Engine
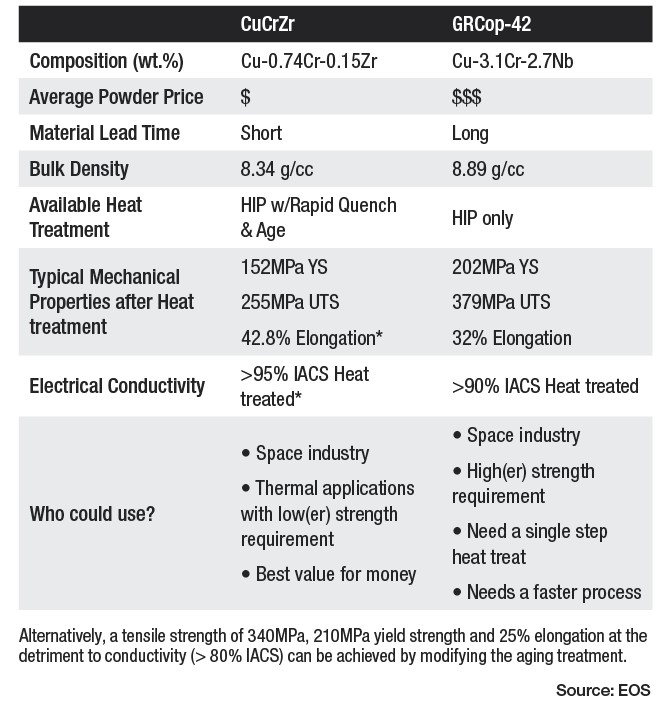
Table 1. CuCrZr vs. GRCop-42: A Comparison
One application of this is on the Launcher Engine-2 (E-2) rocket engine.
Quintus Technologies, EOS Group, and Launcher worked together to develop a tailored HPHT cycle for Launcher’s 3D printed E-2, first vetted out in an applications center at small scale. The powder alloy in question, CuCrZr, was developed by EOS and printed on an AMCM M4K machine. EOS compared CuCrZr to the NASA alloy of GRCop-42 and found that the CuCrZr alloy was a more economically viable solution for thermal applications with lower strength requirements, see Table 1. The rapid cooling at 200°C/min in the QIH 122 URC furnace at Aalberts surface technologies allowed the team to HIP and solution heat treat the CuCrZr combustion chamber in a single step. The aging treatment was also performed in the QIH 122 directly aft er the solution.5
In October 2020, a full-scale test firing of the E-2 injector and combustion chamber was conducted at the Launcher NASA Stennis Space Center test stand. On April 21, 2022, Launcher’s E-2 liquid rocket engine was able to demonstrate full thrust. Continued tests from Launcher have been successful with performance boost testing and the first fully integrated engine was ready for shipping on October 12, 2023.6
As humanity reaches further into the cosmos, the role of HIP and HPHT in manufacturing space-bound components becomes increasingly significant. These processes not only enhance the essential properties of materials for space applications but also address the unique challenges of manufacturing for an environment as hostile as space. With ongoing research and development, HIP and HPHT continue to evolve, promising to unlock new possibilities in space exploration and technology, and their contribution will ensure the success of space missions, safeguarding the lives of those who venture into the final frontier.
Figure 5. Test firing of the High Pressure Heat Treated Launcher Engine 2 produced using additive manufacturing
References
[1] Dominik Ahlers and Thomas Tröster, “Performance Parameters and HIP Routes for Additively Manufactured Titanium Alloy Ti6Al4V. EuroPM,” 2019. https://www.semanticscholar.org/paper/Performance-Parameters-and-HIP-Routes-fortitanium- Ahlers-Tr%C3%B6ster/faeb46e6eb8ef3e30bc00b91cd1bd8a7c0619200. [2] Jake T. Benzing et al., “Enhanced strength of additively manufactured Inconel 718 by means of a simplified heat treatment strategy,” Journal of Materials Processing Technology 322, (December 2023). https://www.sciencedirect.com/science/article/abs/pii/S0924013623003424?via%3Dihub. [3] “Engineering Materials for Space Building Stronger Lighter Structures,” Utilities One, last modified November 2023. https://utilitiesone.com/engineering-materials-for-space-building-stronger-lighter-structures. [4] Girolamo Costanza and Maria Elisa Tata, “Shape Memory Alloys for Aerospace, Recent Developments, and New Applications: A Short Review,” Materials (Basel) 13, no. 8 (April 2020): 1856. https://www.ncbi.nlm.nih.gov/pmc/articles/PMC7216214/. [5] Mahemaa Rajasekar, “Processing Copper Alloys with Powder Bed Fusion,” LinkedIn, last modified November 2022. https://www.linkedin.com/pulse/processing-copper-alloys-dmls-technology-mahemaarajasekaran/. [6] LAUNCHER (@launcher), “The first fully integrated E-2 engine is ready for shipping to @NASAStennis for our upcoming full engine test campaign later this year. E-2 is a 22,000 lb. (10 ft) thrust LOX/Kerosene,” X post, October 12, 2023. https://twitter.com/launcher/status/1712636548997607752.
About the Author
Andrew Cassese, Applications Engineer, Quintus Technologies
Andrew Cassese is an applications engineer at Quintus Technologies. He has a bachelor’s degree in welding engineering from The Ohio State University.
For more information: Read J Shipley, “Hot Isostatic Pressing in Space – Essential Technology to Ensure Mission Safety,” 2020. Contact Andrew at andrew.cassese@quintusteam.com.
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
The race to space is in full swing with public and private sector companies staking their claim in this new frontier. And breakthroughs in technology and materials offer the potential to propel humanity to unprecedented distances. Success hinges not only on the ability to discover novel solutions but also on the capacity to prepare those solutions for efficient, large-scale production.
ThisTechnical Tuesdayarticle by Noel Brady of Paulo was originally published inHeat Treat Today’sMarch/April 2024 Aerospaceprint edition.
Space Today: Making Life on Earth Better, Safer, and More Connected
Noel Brady, Metallurgical Engineer, Paulo Source: Paulo
According to NASA, 95% of space missions in the next decade will stay in low Earth orbit (LEO) and geostationary orbit (GEO). Th at means the first wave of commercial activity in space will be largely focused on making life on Earth better.
Several worldwide broadband satellites are already in orbit, offering more consistent, reliable internet signals around the globe. Defense campaigns are using advanced satellite machine learning to improve asteroid and missile detection, along with revolutionary laser technology that has made intersatellite communication possible for the first time — and the travel of information faster. And to help make life in space safe and successful, NASA is developing a scalable network of public GPS receivers for easy, short-range space navigation and tourism.
All this to say, parts are being developed for a wide range of applications, a huge portion of which are being additively manufactured.
Thermal Processing Standards Necessary for AM Adoption
However promising additive manufacturing is for space, the adoption of AM has still been limited due to the lack of standards for proprietary material and 3D printing applications. Many thermal processing experts are joining research institutions and OEMs in the drive to bring AM into mainstream manufacturing with new industry standards and production-ready solutions that help achieve ROI.
The R&D process for discovering these standards can be lengthy and expensive because it requires trial and error. A prototype or small run of parts must be manufactured, then heat treated, and tested for the desired properties. If a test part’s yield strength is not where it should be, for example, then the heat treating recipe is adjusted, perhaps by lowering the temperature and increasing the pressure, and can be tested again on a new batch of parts.
Coach vs. Custom Cycles
In heat treating, there are two different types of cycles, and it’s important to know the difference when you’re working with any commercial heat treater. Coach cycles tend to be more economical because these are shared cycles — existing recipes that are in high demand and run on a regular schedule — with the potential to have multiple clients’ parts in the furnace at once. For example, a heat treater may have a standard titanium coach cycle they run once a day. See Table A for several coach cycles run at Paulo.
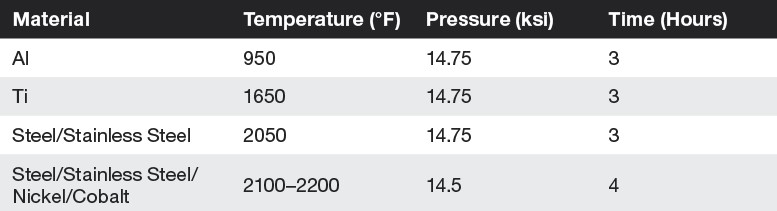
Table A. Example of Coach Cycles for Space Alloys
Coach cycles use recipes that were designed for cast parts and have been around since before additive was a viable form of manufacturing. While it’s true that cast parts and AM parts have similarities, such as their high porosity, it doesn’t mean that the recipes are optimal for preparing today’s parts for heavy space applications. That’s where custom cycles come into play.
Custom cycles are ideal for new or proprietary materials that don’t yet have recipes defined or that are not commonly heat treated enough to run on a regular schedule. The distinction between the two is important because not all heat treaters are equipped to run both types. While you may be able to find a coach recipe that gets you close to where you need to be, it certainly may not be optimal, especially for parts that will have a heavy life of service.
Heat treaters with flexibility of custom and coach cycles, along with full-cycle data reporting, offer a high level of control that is vital for helping the industry progress and scale for production. This is also a big reason why some in-house heat treating operations may choose to outsource some of their work: first collaborating with experienced commercial heat treaters to prove the specification for a new part with custom cycles before scaling for production.
Common Cycle Adjustments for AM
There are five primary parameters that can be adjusted in the heat treating of AM parts to achieve the desired results: temperature, pressure, time, cooling rate, and heating rate. For AM parts, adjustments to the temperature and pressure are a go-to for achieving parts with higher yield strength. For example, running a cycle 50°F cooler, but at 5 ksi higher pressure may yield better results.
There may also be certain heating ramp rates and intermediate holds before parts get to the max temperature, to allow for consistent heating and enhance the material properties. The same goes for the cooling process: controlling the rate at which a part cools with specific holding times and intermediate quenches.
Hot Isostatic Pressing, Space, and Additive Manufacturing
Hot isostatic pressing (HIP) combines high temperature and pressure to improve a part’s mechanical properties and performance at extreme temperatures. The sealed HIP vessel provides uniform pressure to bring parts to 100% theoretical density with minimal distortion. The high level of control and uniformity has made HIP the gold standard for AM parts for space.
Similar to cast parts, 3D-printed materials tend to have porous microstructures that can compromise part performance. HIP is the only process that’s able to eliminate these pores without compromising the complex geometries and near-net dimensions that are achieved in the printing process.
Benefits of HIP for space parts include the following:
Better fatigue resistance
Greater resistance to impact, wear, and abrasion
Improved ductility
For this process, Paulo’s Cleveland division is equipped with a Quintus QIH-122 HIP vessel, which is specially modified with additional thermocouples for more precise temperature control and greater data collection. A higher level of accuracy allows us to iterate with confidence and find an efficient path to production-ready development.
One primary benefit of the Quintus QIH-122 HIP is the ability to have faster cooling at a controlled rate, which allows you to heat treat and solution treat in one furnace. This cooling rate allows great efficiency that cannot be seen with other HIP vessels on the market.
It is critical that heat treaters adapt to meet the needs of this fast-evolving industry. Many commercial heat treaters do not yet have the level of data or dynamic cycle offerings necessary and will only run HIP coach cycles with set parameters. In other words, many are not equipped to economically iterate and adapt heat treating recipes for new parts. Without custom cycles, controlled cooling, and a higher level of data, it is impossible to push the boundaries of what’s possible.
Space Parts Requiring Thermal Processing
The future of space travel requires parts that can not only perform under high levels of mechanical pressure and extreme temperatures but are also durable enough for long-range and repeat missions. Heat treatment is a critical step in preparing rocket engine components, among others, for commission. Other space components commonly heat treat treated are:
Volutes
Turbine manifolds
Bearing housings
Fuel inlets
Housings, support housings
Bearing supports
Turbo components
Since the inception of NASA’s Space Shuttle Program, Paulo has treated integral components for launch and propulsion, along with many parts currently in orbit on the International Space Station.
Materials Used in Space Parts
New materials and applications are being explored every day. Proprietary alloy blends bring unique properties and promising potential in the push for stronger, faster, longer-lasting parts. But with unique properties comes the need for unique heat treating processes. Several high-performance superalloys used for space include:
Inconel 718, 625
Titanium (Ti-6Al-4V)
Hastelloy C22
Haynes 214, 282
GRCop Copper
Inconel 718, a championed space alloy, was originally used as a premier casting material before being adopted for AM. This nickel-based material features an extremely high tensile and yield strength that makes it ideal for components taking on a high mechanical load in extreme environments ranging from combustive to cryogenic — making this a natural material to adopt for space in the early days of 3D printing.
Because casting and 3D printing both result in similar porous microstructures, the heat treating process used for Inconel castings could also be adapted. Finding new opportunities within existing alloys like this is a highly efficient way to gain material advantage in today’s race to space.
Noel joined Paulo in 2011 and spent several years as quality manager before stepping into his current role as a metallurgical engineer. Noel holds a bachelor’s degree in engineering and metallurgy materials science, and he is responsible for thermal process development and hot isostatic pressing process development.
For more information: Contact Noel Brady at nbrady@paulo.com or visit this link to download the full space guide from Paulo.
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
In December 2022, the first HIP batch on Latin American soil was performed. The journey to success in HIP, as any HIP user will agree, is a bumpy road. What are the challenges that aerospace manufacturers with in house heat treating should be aware of when considering HIP processing? Learn how HT-MX Heat Treat & HIPing — the heat treater who ran the first HIP batch in Latin American history — navigated the transition from small tooling jobs to HIP processing for aerospace parts.
Read the English version of the article below, or find the Spanish translation when you click the flag above right!
This original content article, first published in English and Spanish translations, is found in Heat Treat Today's March Aerospace Heat Treatingprint edition.
Writing this story as the first Latin American company to offer Nadcap accredited hot isostatic pressing brings a flood of memories and images to mind. HT-MX’s beginnings were simple, but also filled with challenges, failures, and lessons. When the company began, we were certain that, though small, we were still a “heat treat plant” and not just a shop.
Contact us with your Reader Feedback!
Being located in Mexico means that there were large companies with headquarters located far away — potential customers — that would be deciding on their heat treat supplier close to their location. We worked hard to be and to present ourselves as being very professional. But a lesson soon learned was that achieving trust with partners takes a lot more than a good speech and a clean plant.
Unsurprisingly, the first jobs were simple tooling work, like quench and tempering tooling and carburizing gears. A junior engineer and I would drive around in my old hatch-back to local machine shops and pick up a small shaft or gear and bring it back to the plant. We would get so excited when we got the case depth right.
With minimal resources, we decided to complete quality control ourselves. We became friends with a quality manager from a local company, and he came over to help on weekends and after 6:00pm until the audit date came. His knowledge is still in use at HT-MX to this day. I remember celebrating with a “Carne Asada” (a Mexican style barbecue) when we finished that first audit, thinking we had just made a huge step forward, not realizing how far away we still were from our vision.
HT-MX Team
Source: HT-MX Heat Treat & HIPing
But as time passed, we turned our attention to the aerospace industry in Chihuahua, a city with four OEMs. We received the AS9100 certification and started working on Nadcap accreditation. This required time, but by then, a pretty strong engineering team was in action, and successfully obtained Nadcap accreditation in late 2019. Again, we celebrated with a Carne Asada, this time, with a better understanding on where we were and what future challenges we needed to face.
Taking On Hot Isostatic Pressing
HIP system at HT-MX
Source: HT-MX Heat Treat & HIPing
The pandemic hit. Boeing’s 737 Max crisis continued to impact the industry. Moving into aerospace was slow with limited volume, especially compared to what we had seen in the automotive and oil and gas industry. But by now, international companies were more willing to transfer heat treat operations to Mexican suppliers, and we were ready, beginning with running aluminum batches, precipitation hardening, annealing, and other standard processes. It was during this early start to serve the aerospace industry that we heard about hot isostatic pressing (HIP).
Around 2019 during an aerospace cluster event, an OEM with a local presence approached us with their HIP requirements. I had only heard of HIP, but I was immediately interested — until I found out how much one of those machines cost!
But good financing through government programs helped make this HIP project a reality. Timing was not the best, as the federal election in Mexico caused a temporary Mexican currency depreciation, handicapping the project at its beginning.
Getting the proper certifications and validations proved to be a long and complex process, too. Theoretically, we knew what to expect, in terms of getting the Nadcap checklist approved, but the reality was a little different. Gaining Nadcap certification slowly builds a certain culture into any company in its day-to-day activities. Translating that culture into a completely different business unit, new crew, and new process proved to bring its own challenges.
HIP Challenges: Pressure, Temperature, Thermocouples, and Argon Supply
Heat treating usually handles temperature, atmosphere control (or lack of), and regular traceability requirements. HIP, however, adds a few new dimensions to what we usually see: internal pressure, very high temperatures — up to 3632°F (2000°C) — and argon supply. It was the first time HT-MX dealt with a process that incorporated up to 30,000 psi and also used a lot of high purity argon.
Pressure has its own challenges, though the HIP press takes care of those challenges. Still, the internal workings on these kinds of presses are fundamentally different than that of a regular heat treat furnace. Yes, you need to heat it up, but apart from that, it’s not even a furnace but a press. Understanding how the machine works, what happens inside with all that pressure, how it affects the components undergoing hot isostatic pressing, and how it affects the baskets you’re using is a critical learning curve.
High temperatures change everything about running these types of cycles. We work with metals, which means temperatures range between 1832°F and 2372°F (1000°C and 1300°C). This has an impact on thermocouple selection, calibration, and more; with the company’s thermocouple product suppliers based in the U.S., this entails more challenges and extra costs. I have lost count on those urgent same-day trips to the border to retrieve critical spares in time. It’s an 800-km/498-mi roundtrip! We have fortunately found a great supplier that has offered the technical feedback we needed, and we have started to finally understand and control our thermocouple consumption. Although, I must be honest here, we still have a lot to learn in this aspect.
Then, there’s the argon supply. HT-MX never expected it to be a challenge, but it turns out getting the proper supplier — one that understands the requirements and is willing to work with you from validation to production — is key. You might be able to start your validation process using argon transported in gas containers but eventually you will need to switch to liquid argon. That proved to be more difficult than expected. There are not many projects requiring these kind of alliances locally. Getting the right supplier was key and more of a challenge than expected. And then came the lessons on efficiently using the liquid argon, avoiding excessive venting of the tank, and being all around smart with the HIP schedule. This has been a constant learning process, one that has high costs.
Final Hurdles: Certifications, Current Events, and Energy Costs
Once our company had the Nadcap certification, we still needed to get the OEM’s approval for the HIP process, then the approval for the specific version of the HIP process, and then the actual approval for the part numbers.
These approvals were handled by the headquarters’ engineering department and not locally. It was a time-consuming process, with several test runs, lab testing, multiple audits, visits, and more testing, etc. And while all of this was happening, we still had to design the operation, locate critical suppliers not available in Mexico, create alliances with suppliers, etc. Writing this down in a few lines makes it seem simpler and quicker than it really was.
Additionally, in instances like this, Mexican companies, especially small ones, face much more scrutiny than U.S. or European-based companies, and must prove themselves in every single step. It makes sense, even if it feels a little unfair, as HT-MX had no proven track record of high tech processes such as HIP. It does cost extra time, extra care, and sometimes extra testing, but it is the reality we face and we must overcome the extra hurdles.
While navigating HIP approval, the pandemic hit. Months later, the war in Europe began with significant impacts on the cost of energy. Our main clients were high volume and low margin, and with energy prices rising, our competitiveness began to diminish. To adapt and evolve, we decided to add some smaller furnaces for smaller parts, invest in training and increased sales efforts, and focus on AMS/Nadcap-based customers, letting go of major clients. Slowly, things began to turn around.
The First Official HIP Batch in Latin America History
In December 2022, HT-MX ran the first official HIP batch in Latin American history. It was a long time coming. I always thought that running that first batch would feel like reaching the Everest summit. When the day came, it just felt like reaching Everest’s base camp. We still have a long way to go to be truly an established HIP supplier. Now, it’s back to climbing and shooting for that summit, that summit that will perpetually precede the next summit.
There are still several challenges: stabilizing new processes and improving established ones. But I am confident we will move forward in this new stage. And I am so looking forward to the next Carne Asada.
About the Author: Humberto Ramos Fernández is a mechanical engineer with a master’s degree in Science and Technology Commercialization. He has over 14 years of industrial experience and is the founder and current CEO of HT-MX Heat Treat & HIPing, which specializes in Nadcap-certifi d controlled atmosphere heat treatments for the aerospace, automotive, and oil and gas industries. With customers ranging from OEMs to Tier 3, Mr. Ramos has ample experience in developing specific, high complexity secondary processes to the highest requirements.
En diciembre de 2022, se realizó la primera horneada de HIP en suelo latinoamericano. El camino hacia el éxito en HIP, como cualquier usuario de HIP estará de acuerdo, es un camino lleno de baches. ¿Cuáles son los desafíos que deben tener en cuenta los fabricantes aeroespaciales con tratamiento térmico interno al considerar el procesamiento HIP? Aprenda directamente de HT-MX Heat Treat & HIPing, un tratador térmico que ejecutó la primera horneada de HIP en la historia de Latinoamérica, cómo navegaron la transición desde trabajos pequeños de herramentales hasta el procesamiento HIP para piezas aeroespaciales.
Read the Spanish translation of this article in the version below, or see both the Spanish and the English translation of the piece where it was originally published: Heat Treat Today's March Aerospace Heat Treating print edition.
Si quisieras aportar otros datos interesantes relacionados con HIP, nuestros editores te invitan a compartirlos para ser publicados en línea en www.heattreattoday.com. Puedes hacerlos llegar a Bethany Leone al correo bethany@heattreattoday.com
De herramientas simples al tratamiento térmico aeroespacial
Humberto Ramos Fernández Founder and CEO HT-MX
Escribir esta historia de como llegamos a ser la primera compañía latinoamericana en ofrecer prensado isostático en caliente acreditado por NADCAP trae a la mente una avalancha de recuerdos e imágenes. Los comienzos de HT-MX fueron simples, pero también llenos de desafíos, fracasos y lecciones. Cuando comenzamos la compañía, estábamos seguros de que, aunque éramos pequeños, éramos una “planta de tratamiento térmico” y no solo un taller.
Contact us with your Reader Feedback!
Estando ubicados en México quiere decir que hay grandes plantas con corporativos lejos de aquis — clientes potenciales — que estarían decidiendo sobre su proveedor de tratamiento térmico lejos de nuestra ubicación. Trabajamos arduamente para ser y presentarnos como profesionales y confiables. Pero pronto aprendimos que lograr la confi anza con los clientes requiere mucho más que un buen discurso y una planta limpia.
Como era de esperar, los primeros trabajos fueron trabajos simples de herramentales, algunos templados y revenidos de herramentales y carburizado de engranes. Recuerdo como un ingeniero junior y yo dábamos la vuelta en mi viejo hatchback alrededor de talleres locales y recogíamos un pequeño eje o engranaje y lo llevábamos de regreso a la planta. Nos emocionábamos mucho cuando lográbamos la profundidad de capa correcta.
HT-MX Team Source: HT-MX Heat Treat & HIPing
Con recursos mínimos, decidimos implementar el sistema de calidad nosotros mismos. Nos hicimos amigos de un gerente de calidad de una empresa local, venía a ayudarnos los fines de semana o después de las 6:00 p.m. hasta que llegó la fecha de la auditoría. Su enseñanzas aún se usan en HT-MX hasta el día de hoy. Recuerdo celebrar con una “Carne Asada” cuando terminamos esa primera auditoría, pensando que habíamos dado un gran paso adelante, sin darme cuenta de lo lejos que aún estábamos de nuestra visión.
Con el tiempo, dirigimos nuestra atención a la industria aeroespacial en Chihuahua, una ciudad con cuatro OEMs. Recibimos la certificación AS9100 y comenzamos a trabajar en la acreditación NADCAP. Esto requirió tiempo, pero para entonces contábamos con un equipo de Ingenieros bastante sólido y obtuvimos con éxito la acreditación de NADCAP a finales de 2019. Nuevamente, celebramos con una Carne Asada, esta vez con una mejor comprensión de dónde estábamos y qué futuros desafíos tendríamos que enfrentar.
Entrándole al Prensado Isostático en Caliente
La pandemia llegó. La crisis del 737 Max de Boeing continuó afectando a la industria. Empezar en sector aeroespacial fue lento y con un volumen limitado, especialmente en comparación con lo que habíamos visto en la industria automotriz y de oil&gas. Pero para entonces, las empresas internacionales estaban más dispuestas a trasladar las operaciones de tratamiento térmico a proveedores mexicanos, y estábamos listos, comenzando a procesar aluminio, endurecimiento por precipitación, recocido y otros procesos estándar. Fue durante estos inicios en la industria aeroespacial que escuchamos hablar del prensado isostático en caliente (HIP) por primera vez.
Alrededor de 2019, durante un evento del Cluster Aeroespacial de Chihuahua, un OEM con presencia local se acercó a nosotros con sus requerimientos de HIP. No conocíamos mucho de HIP, pero de inmediato me interesé . . . ¡hasta que descubrí cuánto cuesta una de esas máquinas!
Pero un buen financiamiento a través de programas gubernamentales ayudó a hacer realidad este proyecto de HIP. El momento no fue el mejor, ya que las elecciones federales en México causaron una depreciación temporal de la moneda mexicana, lo que obstaculizó el proyecto al principio.
HIP system at HT-MX Source: HT-MX Heat Treat & HIPing
Obtener las certificaciones y validaciones adecuadas resultó ser un proceso largo y complejo también. Teóricamente, sabíamos qué esperar en términos de obtener la aprobación para el checklist de NADCAP, pero la realidad fue un poco diferente. Obtener la certifi cación de NADCAP construye lentamente una determinada cultura en cualquier empresa en sus actividades diarias. Traducir esa cultura a una unidad de negocio completamente diferente, con un nuevo equipo y un nuevo proceso, demostró traer sus propios desafíos.
Retos en el HIP: presión, temperatura, termopares y argon
El tratamiento térmico generalmente trata de temperatura, control de la atmósfera (o la falta de ella) y los requisitos regulares de trazabilidad. HIP, sin embargo, agrega algunas dimensiones nuevas a lo que normalmente vemos: presión interna, temperaturas muy altas, de hasta 3632°F (2000°C) y suministro de argón. Fue la primera vez que HT-MX lidiaba con un proceso que incorporaba hasta 30,000 psi y también usaba mucho argón de alta pureza.
La presión tiene sus propios desafíos, aunque la prensa de HIP se encarga de ellos. Aún así, el funcionamiento interno en este tipo de prensas es fundamentalmente diferente al de un horno de tratamiento térmico regular. Sí, necesitas calentarlo, pero aparte de eso, no es ni siquiera un horno, sino una prensa. Comprender cómo funciona la máquina, qué sucede dentro con toda esa presión, cómo afecta a los componentes sometidos a prensado isostático en caliente y cómo afecta a las canastas y fi xtures que estás utilizando, es una curva de aprendizaje crítica.
Las altas temperaturas cambian todo sobre el funcionamiento de estos tipos de ciclos. Trabajamos con metales, lo que significa que las temperaturas oscilan entre 1832°F y 2372°F (1000°C y 1300°C). Esto tiene un impacto en la selección de termopares, calibración y más; con los proveedores de termopar basados en EUA, esto implica más desafíos y costos adicionales. He perdido la cuenta cuantos viajes urgentes de ida y vuelta por refacciones a la frontera he hecho. ¡Es un viaje redondo de 800 km! Afortunadamente, hemos encontrado un gran proveedor que nos ha ofrecido la retroalimentación técnica que necesitábamos, y finalmente hemos comenzado a comprender y controlar nuestro consumo de termopares. Aunque, debo ser honesto aquí, todavía tenemos mucho que aprender en este aspecto.
Luego está el suministro de argón. En HT-MX nunca esperamos que fuera un desafío, pero resulta que conseguir el proveedor adecuado, un que entienda los requisitos y esté dispuesto a trabajar contigo desde la validación hasta la producción, es clave. Es posible que puedas iniciar tu proceso de validación usando argón transportado en contenedores de gas, pero eventualmente necesitarás cambiar a argón líquido. Eso resultó ser más difícil de lo esperado. No hay muchos proyectos que requieran este tipo de alianzas a nivel local. Conseguir el proveedor adecuado fue clave y resultó ser un desafío mayor de lo esperado. Y luego vinieron las lecciones sobre cómo utilizar eficientemente el argón líquido, evitar el excesivo venteo del tanque y ser inteligente con el calendario de HIP en general. Esto ha sido un proceso de aprendizaje constante, uno que tiene altos costos.
Últimos obstáculos: certificaciones, eventos globales y costos energéticos
Una vez que nuestra empresa obtuvo la certificación NADCAP, todavía necesitábamos la aprobación de los OEM para el proceso HIP, luego la aprobación para la versión específica del proceso HIP y luego la aprobación real para los números de parte.
Estas aprobaciones fueron manejadas por el departamento de ingeniería del corporativo y no localmente. Fue un proceso que consumió mucho tiempo, con varias pruebas, pruebas de laboratorio, múltiples auditorías, visitas y más pruebas, etc. Y mientras todo esto sucedía, todavía teníamos que diseñar la operación, localizar proveedores críticos que no estaban disponibles en México, crear alianzas con proveedores, etc. Escribir esto en pocas líneas parece más simple y rápido de lo que realmente fue.
Además, en casos como este, las empresas mexicanas, especialmente las pequeñas, enfrentan mucho más escrutinio que las empresas estadounidenses o europeas, y deben probarse en cada paso. Tiene sentido, aunque se siente un poco injusto, ya que HT-MX no tenía un historial comprobado de procesos de alta tecnología como HIP. Cuesta tiempo extra, cuidado adicional y a veces pruebas adicionales, pero es la realidad que enfrentamos y debemos superar los obstáculos adicionales.
Mientras navegábamos en la aprobación de HIP, llegó la pandemia. Meses después, comenzó la guerra en Europa con impactos significativos en el costo de la energía. Nuestros principales clientes eran de alto volumen y bajo margen, y con el aumento de los precios de la energía, nuestra competitividad comenzó a disminuir. Para adaptarnos y evolucionar, decidimos agregar algunos hornos más pequeños para piezas más pequeñas, invertir en capacitación y aumentar los esfuerzos de ventas y enfocarnos en clientes basados en AMS / NADCAP, dejando ir a clientes principales. Poco a poco, las cosas comenzaron a mejorar.
La Primera Horneada Ofi cial de HIP en la Historia de Latinoamérica
En diciembre de 2022, HT-MX llevó a cabo la primera horneada oficial de HIP en la historia de Latinoamérica. Tomo bastante tiempo. Siempre pensé que hacer esa primera horneada se sentiría como llegar a la cima del Everest. Cuando llegó el día, solo se sintió como llegar al campamento base del Everest. Todavía nos queda mucho camino por recorrer para ser realmente un proveedor de HIP establecido. Ahora, volvemos a escalar y apuntamos a esa cima, esa cima que perpetuamente precederá a la próxima cima.
Todavía hay varios desafíos: estabilizar nuevos procesos y mejorar los establecidos. Pero estoy seguro de que avanzaremos en esta nueva etapa. Y estoy muy emocionado por la próxima Carne Asada.
Acerca del Autor:Humberto Ramos Fernández es un ingeniero mecánico con una maestría en Ciencia. Tiene más de 14 años de experiencia industrial y es el fundador y actual CEO de HT-MX Heat Treat & HIPing, que se especializa en tratamientos térmicos de atmósfera controlada, con certifi cación NADCAP, para las industrias aeroespacial, automotriz y de petróleo y gas. Con clientes que van desde OEM hasta Tier 3, el Sr. Ramos tiene una amplia experiencia en el desarrollo de procesos secundarios específi cos de alta complejidad para los requisitos más exigentes.
Welcome to Heat TreatToday's This Week in Heat TreatSocial Media. You know and we know: there is too much content available on the web, and it’s next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So, Heat TreatToday is here to bring you a hot take of the latest compelling, inspiring, and entertaining heat treat chatter from the world of social media.
Today, check out some posts on everything from a new design to an interactive periodic table to ways to shore up your heat treat knowledge. Don't forget to thank an engineer for Engineer Appreciation Week!
Check out a winner from the Metal Powder Industries Federation 2022 PM Design Excellence Awards Competition. This device is used in laparoscopic surgeries! In order to make the curved jaw piece needed for the instrument, the powder metallurgy metal injection molding process was used. Take a look at this piece from all angles with the video below.
2. Continuing Education
Each of these posts brings an educational aspect for you in your heat treat knowledge base. Something new or something to refresh those brain cells, take some learning moments with these posts.
7 Components To Think About with an Industrial Oven Purchase
DFARS Compliance, Free eBook
Preventing Refractory Anchoring System Failures
Advancing 3D Printed Metals with HIP
Interactive Periodic Table 2.0
3. "Molten" Videos
Too hot to handle? We think not. Check out some of these action shots.
4. The Reading (and Podcast) Corner
Time to take your afternoon coffee and read or listen to a few technical pieces from around the industry, or put on an episode of Heat TreatRadio to enjoy as you commute home!
Here's a recent edition from expert Mike Mouilleseaux on underrated heat treat processes.
With a nod to engineering week, this article delves into categorizing things. "Art or Engineering" explores how to think about products, maybe stretching to think differently about labels applied to things.
5. Engineer Appreciation Week
Spreading the love this week for the engineers among us. Thanks for everything that you do!
6. Updating the Office Space!
This office model might be something you want to incorporate? Looks like some great spots to go over the heat treat paperwork and take the calls.
Heat treating solutions are important for more than keeping an airplane flying in the sky or a bridge suspended above the water. These two examples are high profile, but what about the heat treating solutions that do not zoom through the air or mark the skyline above rivers? In the medical industry, heat treating solutions are often unseen unless something goes wrong.
When it comes to medical implant and device heat treating, what options are available to manufacturers that will benefit patients? What should we know about the heat treating processes that make metal parts functional as knees, hips, and elbows? Find out in this expert analysis from Quintus Technologies and ECM USA, Inc.
This Technical Tuesday article was first published in Heat Treat Today's December 2022 Medical and Energy print edition.
Introduction
Dan McCurdy, former president at Bodycote, Automotive and General Industrial Heat Treatment for North America and Asia, knows full well just how much time, energy, and pain the right medical heat treating practice and alloy composition can save a patient. Dan’s wife suffered from complications due to a nickel allergy in a traditionally thermally-processed ASTM F75 knee implant. She dealt with constant inflammation, swelling, and pain. Physical therapy and a second procedure did nothing to ease the discomfort. The best medicine for Dan’s wife? A specially heat treated medical implant (more of Dan's story can be found at the end of this article).
Contact us with your Reader Feedback!
To understand the stories behind final medical products, Heat Treat Today asked Quintus Technologies and ECM USA, Inc. to share two different approaches on medical implant and device heat treatment. These two companies at the forefront of the medical heat treating industry shared about hot isostatic pressing (HIP) with additive manufacturing, and vacuum heat treating. Read their answers to our questions and learn how, when it comes to implantable medical devices, heat treating can be the best medicine.
How do you ensure your equipment maintains the precise specifications required in the medical industry? What specifically is necessary to maintain compliance when it comes to medical implants?
Quintus Technologies
Chad Beamer Applications Engineer Quintus Technologies
Quintus Technologies has observed a trend in bringing Nadcap to the medical industry. Historically the medical industry has focused on the standards and regulations for the quality management system of their approved supplier, but a consistent transition to technical aspects of critical processes (including HIPing) is becoming the norm. Quintus Technologies’ background is one of delivering HIP equipment in line with Nadcap and AMS2750 specifications. The medical industry requires best-in-class temperature uniformity and accuracy; systems designed with production driven flexibility (such as thermocouple quick-connectors for T/C sensor installation
to minimize downtime); HIP furnaces equipped with uniform rapid cooling (URC®) for optimized cycle productivity; active involvement in standards committees; and working directly with the industry.
Requirements are increasing in terms of productivity and the introduction of more complex surface requirements. It is crucial to work closely with the industry to reduce oxidation of orthopedic implants during the HIP and heat treatment processes.
Steering of the HIP cycle is key, along with in-HIP heat treatments to achieve the desired microstructure for the application, which is a standard offering for High Pressure Heat Treatment™ (HPHT™) equipment.
ECM USA, Inc.
Dennis Beauchesne General Manager ECM USA, Inc.
Some of the features that are most important are leak rate at deep vacuum along with a chamber and furnace design that does not contribute to any contamination. In our systems, these features, along with others, are of the utmost importance when supplying equipment for the medical implant market.
What are the top 3–5 key requirements or compliance/quality issues needed to heat treat medical implants?
Quintus Technologies
There are several industry standards that have been released to establish key requirements for the HIP process that are often leveraged for medical applications demanding performance and reliability. For example, Nadcap has released AC 7102/6 which details the audit criteria for HIP. This document was developed with significant input from the industry and the government to define operational requirements for quality assurance. It offers a checklist for the HIP processing of metal products and includes requirements for:
managing the equipment per pyrometry standard AMS2750
qualifying technical instructions and personnel training
handling product during the loading and unloading operations
complying with gas purity requirements of the pressure medium
controlling temperature, including uniformity and accuracy evaluations and management
These aspects are critical to ensure product quality meeting medical customer requirements and expectations. Recent additions beyond conventional requirements highlighted above include high speed cooling in the HIP process (>200 K/min) for some materials which is important for metallurgical results.
ECM USA, Inc.
Key requirements include thermal performance (both uniformity and ramp control); real-time vacuum and gas management; traceability and production lot follow up through human machine interface (HMI); quality procedures for all sensor calibrations; and remote access for control and troubleshooting.
Can you share an example of how your equipment could be used to heat treat a medical implant/device from start to finish?
Quintus Technologies
Many medical implants — whether fabricated using conventional processing techniques such as casting, or more novel approaches such as additive manufacturing — require HIP to eliminate process related material defects. Defects include shrinkage porosity for castings and lack-of-fusion and keyhole defects for fusion based additive manufacturing techniques. These defects can have a negative impact on product quality, impacting performance and reliability. Once HIP has been applied to a material, post processing is often not complete, with additional thermal treatments required to achieve the optimum microstructure leading to the desired material properties and performance. Such thermal treatments are material and process dependent, but could include a stress relief, solution anneal, rapid cooling or quenching, and aging and are often applied in separate heat treat equipment.
Hot Isostatic Press QIH 60 offering our most advanced Uniform Rapid Cooling (URC®) furnace technology with industry leading temperature control and accuracy
Quintus Technologies has introduced HIP systems providing capabilities beyond conventional densification. Decades’ worth of work in equipment design, system functionality, and control now offers an opportunity to perform HIP and heat treatment in a combined cycle, referred to as HPHT. Combined HIP and heat treatment for castings and AM implants can mitigate the risk of thermally induced porosity, as well as grain growth, which can offer advantages for mechanical and chemical properties in implants. This methodology provides a more sustainable processing route with improved productivity and energy efficiency. A joint HIP and heat treatment offers significant advantages with lead time, and this improvement in lead time couples well with the demands placed on the personalized medical implants. It also offers opportunities to further optimize microstructures for improvement in material properties coupled with ease of manufacturability. HPHT and modern HIP equipment may allow for a higher performing material system, which produces an implant with improved reliability and life.
Within the medical industry, fine grain AM microstructure, repeatability, and low porosity are key concerns. There are many reported benefits by applying the combined HPHT route such as reduced number of process steps, reduced cycle time and lead time, and improved process and quality control. Other advantages include spending less time at elevated temperatures helping to preserve the fine grain AM microstructure by minimizing grain growth. Tight control and steering of the cooling rates during the different steps of the HPHT cycle ensures repeatability of the properties. Manufacturability can be improved through HPHT as this approach reduces the cooling or quench severity during cooling segments which can often lead to part distortion or cracking. Improved functionality and
control go hand-in-hand with the high quality and reliability demanded in the medical industry.
ECM USA, Inc.
We have several customers making titanium alloy prothesis for various applications: shoulders, hips. Our furnaces are used for post printing processes, such as stress relieving and solution annealing.
Given concerns of metal poisoning, do you know of any changes in alloy composition of medical devices over the last decade?
Quintus Technologies
There are some metals that are becoming more common for implants, including tantalum, magnesium, CP Titanium, etc., and there have been major steps in improving ceramic materials to compete with metals for many applications.
ECM USA, Inc.
As a vacuum furnace equipment supplier, we are not deeply involved in the entire process of material selection. In the early stages of 3D printing joint replacements, from 2013 to 2014, we saw cobalt being part of some alloys. Lately it seems, indeed, that there is a trend in removing that element from the finished parts.
A Happy Ending
Dan McCurdy Former president, Bodycote, Automotive and General Industrial Heat Treatment for North America and Asia
(The rest of Dan's story from the beginning of the article....) The effects of metal poisoning and metal allergies post-surgery can be devastating. In the narrative below, Dan McCurdy shares the story of his wife’s struggle with an allergic reaction to a knee implant, and the heat treating solution that proved to be the best medicine for her.
My wife, an avid runner up and down the hills of Cincinnati, was diagnosed with osteoarthritis in both knees at the age of 53. Her orthopedist suggested a knee replacement for the most degraded one. The replacement was a well-known brand, made from investment-cast ASTM F75 (nominally a Co-Cr-Mo alloy) with full FDA-approval. After a successful surgery and diligent physical therapy, her recovery plateaued, and she experienced chronic inflammation, swelling, and pain.
A blood test, designed to detect allergies to materials used in orthopedic implants, showed a reaction to nickel that was nearly off the charts. We were surprised, as she had previously tested negative for nickel allergies through skin patch testing. The ASTM F75 specification allows for up to 0.5% bulk nickel as a tramp element in implantable devices; however, depending on foundry practices, the concentration of tramp alloys at any point on the surface of a casting can vary significantly. Titanium implants may be the solution to this, but FDA-approved titanium alloys can still contain up to 0.1% Ni.
The solution for my wife, as it turned out, was a different material, originally developed for the nuclear industry, along with an innovative heat treatment process. Created with an alloy of zirconium and niobium (with a maximum nickel content of 0.0035%), her new knee was heat treated at a high temperature in an oxidizing environment, which converts the soft zirconium surface into hard ceramic zirconia, increasing hardness and wear resistance. With this specially heat treated implant in place, my wife is back to nearly 10K steps a day.
References
[1] Magnus Ahlfors and Chad Beamer. “Hot Isostatic Pressing for Orthopedic Implants.” quintustechnologies.com/knowledge-center/hot-isostatic-pressing-for-orthopedic-implants. Quintus Technologies. 2020.
[2] Chad Beamer and Derek Denlinger. “Hot Isostatic Pressing: A Seasoned Player with New Technologies in Heat Treatment — Expert Analysis.” www.heattreattoday.com/processes/hot-isostatic-pressing/hot-isostatic-pressing-technical-content/hot-isostatic-pressing-a-seasoned-player-with-new-technologies-in-heat-treatment-expert-analysis/. Heat Treat Today. 2020.
In this article, explore the importance of alternative advanced manufacturing processes and the effects of post-process heat treating of DMLS titanium alloy parts. In a recent study, a team at Worcester Polytechnic Institute (WPI) evaluated the effects of these processes. Read along to see what they found.
This Technical Tuesday article was first published in Heat Treat Today's December 2022 Medical and Energy print edition.
Contact us with your Reader Feedback!
Jianyu Liang Professor of Mechanical and Materials Engineering at Worchester Polytechnic Institute Source: WPI
According to Markets and Markets reports, the metal implants and medical alloys market 1 will reach $17.64 billion by 2024, at a CAGR of 9.4%, with titanium metal implants and medical alloys accounting for the largest share of the market. Since it was first reported in the 1940s that titanium had excellent compatibility with human bones, titanium has been used in a wide range of biomedical applications, including arthroplasty and bone replacement, prostheses, craniofacial, maxillofacial, and dental implants, as well as surgical instruments and healthcare goods. 2,3
Although Ti-6Al-4V alloy was originally developed for aerospace applications, its many attractive properties — such as high strength-to-weight ratio, satisfactory biocompatibility, and good corrosion resistance — resulted in it being one of the most widely used biomedical alloys. 4
However, Ti-6Al-4V alloy is very difficult to machine. Traditional Ti-6Al-4V manufacturing processes include casting, wrought (forging/milling from ingots), and powder metallurgy (P/M), with wrought products accounting for 70% of the titanium and titanium alloy market. 5
In recent decades, additive manufacturing (AM) processes have been rigorously
Richard Sisson Key Heat Treat Researcher and Lecturer at Worchester Polytechnic Institute Source: WPI
developed as an alternative advanced manufacturing process for Ti-6Al-4V, especially in personalized biomedical applications. Alternate processes, including powder-bed fusion (PBF), directed energy deposition (DED), and sheet lamination (SL) have been applied in AM processing of titanium and its alloys. 6 Direct metal laser sintering (DMLS), a PBF technology, was the first commercial rapid prototyping method to produce metal parts in a single process and is one of the most widely used AM technologies to manufacture Ti-6Al-4V parts. 7 However, even with the protective oxide film (mainly TiO2), titanium alloys still suffer from pitting and crevice corrosion. Localized breakdown of the protective film leads to the formation of pits. These pits can grow and propagate into macroscopic cracks, which lead to catastrophic failure in orthopedic applications. 8,9
It was reported that post-heat treatment of Ti-6Al-4V parts fabricated by AM techniques could improve its mechanical properties, especially increasing ductility and fatigue strength.
Yangzi Xu Yield & Module Process Engineer at Intel Corporation Source: WPI
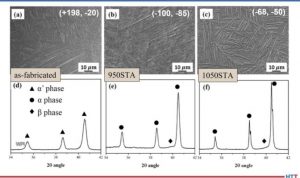
However, the changes in corrosion behavior with various post-heat treatments of Ti-6Al- 4V parts fabricated by AM techniques have not been fully understood. In a recent study, a team at Worcester Polytechnic Institute (WPI) evaluated the effects of various post-process heat treatments (including solution treatment and aging, annealing, stress relief, and hot isostatic pressing (HIP)), on the corrosion behavior of Ti-6Al-4V parts manufactured by DMLS. The researchers then proposed a desirable posttreatment procedure that can obtain a good combination of mechanical properties and corrosion behavior of as-printed parts in a simulated body environment. 10,11,12
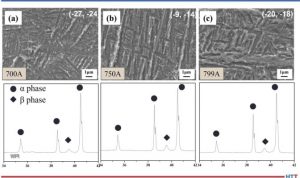
Ti-6Al-4V dumbbell-shaped tensile testing bars were fabricated by DMLS, according to ASTM standards. The microstructure, phase fraction, porosity, and residual stress of as-printed parts were examined and compared to those of the commercial Grade 5 alloy. It was found that the as-printed samples, mainly composed of acicular α’ martensite phase with a small amount of nano-scaled β precipitates, dispersed in the α’ matrix due to rapid cooling during laser processing, whereas the Grade 5 alloy has an α + β two phase with an equiaxed microstructure. The β phase fractions in the as-printed and Grade 5 alloy were 1.6% and 20%, respectively, based on the results of x-ray diffraction refinement. Furthermore, porosity and defects due to lack of fusion or entrapped gas were observed in the DMLS samples. The rapid cooling rate also resulted in residual tensile stress in the as-printed parts.
The microstructure and phase changes due to different heat-treatment processes were examined and compared to those of the commercial Grade 5 alloy. The corrosion behavior of the heat-treated DMLS parts was studied in simulated body fluid by well-established electrochemical methods.
Microstructure: coarsening of the α lath thickness, more spherical β precipitates. Phase identification: narrowed α characteristic peaks (reduced compressive residual stress) Source: WPI
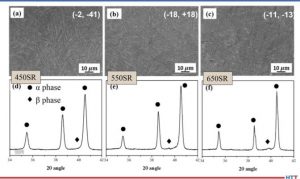
Transformation from α’ to α phase, coarsening of the α lath microstructure, and the development of β phase were observed in samples after heat treatments. The greatest fraction of β phase was obtained in the high temperature annealed sample. Enhanced corrosion resistance was found in all heat-treated samples. The reasons for improved corrosion resistance after heat treatments include: 1) a passive layer that was developed on the sample surface after heat-treatments; 2) increased β phase fraction and size after heat treatments that led to the reduction of the corrosion susceptible sites. Furthermore, only a single passive layer has been observed in the as-printed sample, whereas double passive layers have been observed in samples after heat treatments at temperature higher than 550°C. However, this second layer, which was largely composed of Al2O3 and V2O5, had very low corrosion resistance compared to that of the primary passive layer that was primarily TiO2.
Microstructure: coarsening of the α lath, and grain boundary can be observed Phase identification: narrowing of α characteristic peaks (reduced microstrain, increased grain size) and evolution of β phase Source: WPI
It was also found that the surface roughness had an exponential effect on the corrosion current density and calculated corrosion rate. A rough surface led to a higher corrosion rate, but a rough surface is known to enhance osteointegration. Therefore, surface roughness needs to be adjusted, based on specific applications.
Microstructure: no significant change in the α lath thickness Phase identification: narrowing of α characteristic peaks (reduced microstrain), evolution of β phase Source: WPI
The effect of porosity was analyzed by using a crevice corrosion test. After a one-month immersion in Ringer’s solution at body temperature, pits were found on the Ti-6Al-4V sample surface near the pores in the as-printed samples, which was due to the formation of localized O2 concentration cells near the pore. Porosity in the as-printed parts was confirmed to impair crevice corrosion resistance. To reduce porosity, HIP was applied at three different temperatures. Based on polarization tests and electrochemical impedance spectroscopy tests, different degrees of reduction in porosity and corrosion-current density were observed in samples after HIP; this reduction was most significant after high-temperature HIP at 799°C (1470°F).
In summary, it was found that high temperature heat-treatment enhanced the corrosion resistance of DMLS Ti-6Al-4V parts. HIP was effective in reducing porosity and improving corrosion resistance. HIP below the annealing temperature (799°C, 1470°F) was recommended as a post-treatment for DMLSprintedTi-6Al-4V, to achieve a good corrosion resistance.
References
[1] “Metal Implants and Medical Alloys Market – Global Forecast to 2024,” 2019. https://www.marketsandmarkets.com/Market- Reports/metal-implant-medical-alloy-market-256117768.html.
[2] R. Bothe, et al., “Reaction of bone to multiple metallic implants.” Surgery, Gynecology and Obstetrics, 1940, 71:598–602.
[3] M. Sarraf, E. Rezvani Ghomi, S. Alipour, et al., “A state-of-the-art review of the fabrication and characteristics of titanium and its alloys for biomedical applications,” Bio-des. Manuf., 2022, 5, 371–395. https://doi.org/10.1007/s42242-021-00170-3.
[4] L.-C. Zhang and L.-Y. Chen, “A Review on Biomedical Titanium Alloys: Recent Progress and Prospect,” Adv. Eng. Mater., 2019, 21: 1801215. https://doi.org/10.1002/adem.201801215.
[5] L. E. Murr, S. A. Quinones, et al., “Microstructure and mechanical behavior of Ti–6Al–4V produced by rapid-layer manufacturing, for biomedical applications,” Journal of the mechanical behavior of biomedical materials, 2009, 2(1), 20-32. https://doi. org/10.1016/j.jmbbm.2008.05.004.
[6] A. Hung Dang Nguyen, A. K. Pramanik, Y. Basak, C. Dong, S. Prakash, S. Debnath, I. S. Shankar, Saurav Dixit Jawahir, and Budhi Dharam, “A critical review on additive manufacturing of Ti-6Al- 4V alloy: microstructure and mechanical properties,” Journal of Materials Research and Technology, 2022, 18: 4641-4661. https://doi.org/10.1016/j.jmrt.2022.04.055.
[7] “Direct Metal Laser Sintering (DMLS) Technology,” Additive News. https://additivenews.com/direct-metal-laser-sintering-dmlstechnology/.
[8] O. Cissé, O. Savadogo, M. Wu, and L’H Yahia, “Effect of surface treatment of NiTi alloy on its corrosion behavior in Hanks’ solution.” Journal of Biomedical Materials Research, 2002, 61/ 3 :
339-345. https://doi.org/10.1002/jbm.10114
[9] Sara A. Atwood, Eli W. Patten, Kevin J. Bozic, Lisa A. Pruitt, and Michael D. Ries,”Corrosion-induced fracture of a double-modular hip prosthesis,” The Journal of Bone & Joint Surgery, 2010, 92/ 6: 1522-1525.
[10] Y. Xu, Y. Lu, K.L. Sundberg, et al., “Eff ect of Annealing Treatments on the Microstructure, Mechanical Properties and Corrosion Behavior of Direct Metal Laser Sintered Ti-6Al-4V,” J. of Material Eng and Perform, 2017, 26: 2572–2582. https://doi.org/10.1007/ s11665-017-2710-y
[11] Ibid.
[12] Z. Yang, Y. Xu, R. D. Sisson, & J. Liang, “Factors Influencing the Corrosion Behavior of Direct Metal Laser Sintered Ti-6Al-4V for Biomedical Applications,” Journal of Materials Engineering and Performance, 2020, 29/6: 3831-3839.
About the Authors
Professor Richard Sisson is a key heat treat researcher and lecturer at Worchester Polytechnic Institute. His main research interest is the application of diffusion and thermodynamics to the solution of materials problems. Currently, he is working on modeling the surface treatment of steels and the postprocessing of AM ceramics and metals. His research endeavors have resulted in over 300 publications and over 300 technical presentations.
Dr. Yangzi Xu is currently working at Intel Corporation as a Yield & Module Process Engineer. She received her PhD at Worcester Polytechnic Institute (WPI) and focuses her research on understanding the mechanical and electrochemical properties of AM Ti alloys with different types of heat treatments, and their corrosion performance in biofluid for potential orthopedic applications. Her background includes research in polymer and food science and engineering.
Professor Jianyu Liang is a Professor of Mechanical and Materials Engineering at Worchester Polytechnic Institute, with affiliated appointments in the departments of Civil and Environmental Engineering, Chemical Engineering, and Fire Protection Engineering. Her research work on nanomaterials, AM, agile manufacturing, machine learning for materials science and manufacturing engineering, and sustainability has been funded by NSF, NASA, DoD, ED, and industry. Her work has resulted in over 300 research papers and technical presentations. As an educator, Liang strives to equip students with the confidence, enthusiasm, knowledge, and skills to allow them to enjoy learning throughout their lives.
For more information
Department of Mechanical and Materials Engineering Worcester Polytechnic Institute, 100 Institute Road, Worcester, MA 01609 Or email jianyul@wpi.edu and sisson@wpi.edu
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
The Fraunhofer Institute for Manufacturing TechnologyandAdvanced Materials IFAM in Dresden has received a hot isostatic press. This HIP technology will permit researchers to deepen their expertise and refine processes for pressure-supported heat treatment, used to maximize theoretical density, ductility, and fatigue resistance in high-performance materials.
Applications for the new system from Quintus Technologies include the hot isostatic pressing and heat treatment of specialty materials such as nickel-based superalloys and intermetallic compounds like titanium aluminides, as well as densification of the unconventional microstructures associated with additive manufacturing (AM).
Dr. Thomas Weißgärber Director of the Branch Lab Fraunhofer IFAM Source: ifam.fraunhofer.de
The QIH 15L is equipped with Quintus’s Uniform Rapid Quenching® (URQ®) technology, which achieves a cooling rate of 103K/minute, while minimizing thermal distortion and non-uniform grain growth for finished 3D printed parts with optimal material properties. The press’s furnace chamber has a diameter of 6.69 inches (170 mm) and a height of 11.4 inches (290 mm) and operates at a maximum pressure of 200 [207] MPa (30,000 psi) and a maximum temperature of 2,552°F (1,400°C).
Acquiring the Quintus HIP allows Fraunhofer IFAM researchers to “strengthen their technological expertise in the field of pressure-supported heat treatment,” comments Dr. Thomas Weißgärber, director of the Branch Lab at Fraunhofer IFAM. “The new system is not only used for R&D projects but is also available as a service for carrying out predefined HIP cycles.”
The press model QIH 15L incorporates heat treatment and cooling in a single process known as High Pressure Heat Treatment™ (HPHT™). HPHT combines stress-relief annealing, HIP, high-temperature solution-annealing (SA), high pressure gas quenching (HPGQ), and subsequent ageing or precipitation hardening (PH) in one integrated furnace cycle.
Jan Söderström CEO Quintus Technologies Heat Treat Today
Consolidating these multiple steps in the HIP process brings several benefits for Fraunhofer IFAM. Several functions can be performed in a single location with fewer pieces of equipment on the production line. The Quintus press produces fast throughput and high work piece quality. It also enhances efficiency and reduces per-unit processing costs while generating savings in space, energy, and infrastructure.
“We have noted exceptional interest in new approaches that improve quality, lower cost, and reduce environmental impacts,” says Jan Söderström, CEO of Quintus Technologies. “HPHT is rapidly emerging as the go-to post-processing path to lean AM operations, and we are delighted to be working with Fraunhofer IFAM as its talented researchers expand the potential for high pressure heat treatment.”
The new system will be installed in the Innovation Center Additive Manufacturing ICAM® of Fraunhofer IFAM Dresden, where various technologies for additive manufacturing are a major focus.
(source: background image from ifam.fraunhofer.de and Quintus HIP image from Quintus Technologies)
Curious about proper gas atmospheres needed to meet high-tolerance standards for additive manufactured parts before, during, and after the heat treating process?
Learn about them in this detailed original content article from Heat TreatToday’sAerospace 2021 print magazine. The author, Lisa Mercando, Ph.D., is the marketing manager of strategic marketing & development at Air Products. You can access the other articles in our digital edition here. Enjoy the Technical Tuesday!
Lisa Mercando, Ph.D. Marketing Manager, Strategic Marketing & Development Air Products
In a world of rapid prototyping and production of metal components, it is imperative to have the proper gas atmosphere to produce quality parts. Argon, nitrogen, and helium are commonly used to create inert atmospheres in order to meet the high-tolerance standards required for additive manufactured (AM) aerospace parts. Industrial gases are used every step of the way from powder production to various additive manufacturing techniques to finishing processes that include heat treating and hot isostatic pressing (HIPing).
Inert gas atomization is the best method to obtain dense, spherical particles, which are best for AM applications where the desired particle size is usually less than 100 microns. Additionally, inert gas atomization greatly reduces risk for oxidation, providing a high level of powder purity and quality. Helium provides the best results when its superior heat transfer capabilities are needed. This process achieves the following properties: dense and spherical particles; high quality and purity metal powders; and narrow particle size distribution. We can provide high pressure gases for powder atomization and hydrogen-based atmospheres for powder reduction and annealing.
Image demonstrating metal additive manufacturing
To meet the high-tolerance standards required in additive manufacturing–particularly for aerospace–nitrogen and argon are commonly used to provide inert atmospheres. The use of helium, with its high thermal conductivity, offers an interesting option for minimizing the thermal distortion of elongated parts during printing. An inert atmosphere provides numerous benefits on a printed part by:
reducing oxidation of printed parts by lowering the oxygen concentration in the build chamber
improving safety through the inerting of combustible dust during powder handling and sieving
creating a stable printing environment by maintaining constant pressure in the print chamber
mitigating powder clumping in the feed tube
preventing part deformation by controlling thermal stress through effective cooling
Gas requirements differ based on the process being used and the material being printed.
Often, AM aerospace parts require additional processing to achieve the desired final properties. This is done mainly in the form of heat treating, sintering, or HIPing. All three processes have industrial gas requirements for preventing oxidation. Heat treating with argon, nitrogen, hydrogen, or a nitrogen/hydrogen blend can relieve internal stresses and enhance part properties such as strength, ductility, and hardness. In sintering applications, nitrogen/hydrogen blends or argon/hydrogen blends are important in producing near-net shape parts with increased strength and uniformity. High pressure argon is used in HIPing applications to provide fully dense parts with increased strength and reliability.
Image of a furnace heating metal parts
In addition to providing the bulk industrial gases required, the company has developed state-of-the-art process intelligence systems. These systems monitor atmosphere composition parameters to ensure the process is running with the desired gas atmospheres and provide alerts for any needed maintenance or adjustments. Decades of metals processing experience in gas supply, applications, process knowledge, and safety are applied to help improve heat treating efficiency and part quality.
Remote tank monitoring is one example of the company’s Process Intelligence™. Operators increasingly rely on data to closely track critical process parameters, such as the use and inventory of vital industrial gases. This tank monitoring system enables operators to remotely check their supply levels and monitor usage from a touch screen in the plant, on their laptop, or on their mobile device. Customized daily reports are a common way to stay current on their industrial gas supply.
For heat treatment operations using a furnace atmosphere that is flammable or potentially flammable, an inert purge gas – typically nitrogen – is utilized to help ensure safe operation. This system alerts operators to the condition of the liquid nitrogen supply and helps them remotely track their supply and usage of gases. Optional system alarms allow operators to safely initiate a controlled purge shutdown, enabling compliance with NFPA 86 by confirming they have adequate liquid storage levels, or ensuring their nitrogen piping temperature remains at a safe level. Typically installed near the furnace operation, the remote touch screen on the base station displays conditions of all bulk gas storage tanks and can use both audible and visual alarms to warn the operator of a potentially critical situation.
Tank Monitoring
In addition to using inert gases, such as nitrogen and argon for the 3D printing processes, GE Additive Manufacturing, located in Cincinnati, OH and a major manufacturing center for additive manufacturing, also performs post processing heat treatment/sintering on the metal parts to enhance part quality. Their capabilities allow for the production of quick, precise parts with high levels of accuracy, even on intricate shapes and geometries across multiple applications.
Conclusion
If you are prototyping and producing metal components, be sure to consider the importance of achieving the optimum gas atmosphere to efficiently make quality parts. The heat treat postprocessing of AM metal parts is often required to produce the high-quality parts specified for the aerospace industry.
About the Author: Dr. Lisa Mercando is the marketing manager, Strategic Marketing & Development, for Air Products’ metals processing industry. She has worked at Air Products for 28 years in a variety of roles and responsibilities and is the author of several patents and technical articles.