A manufacturer of aviation engine parts is enhancing its research capabilities with the acquisition of an adapted vacuum furnace to investigate the improvement of aviation components. The company has plans to build a new research center where the customized furnace will be used for laboratory materials testing.
Maciej Korecki Vice President of Vacuum Business Segment SECO/WARWICK
The manufacturer currently operates a SECO/WARWICKvacuum furnace used in the production of aircraft engine parts. The newly purchased Vector® furnace is equipped with isothermal quenching, which allows the cooling process to operate with better control of the load temperature and blower control using a frequency inverter. In addition, the SECO/PREDICTIVE system, a furnace monitoring and diagnostics option, allows users to detect the risk of failure before it occurs and thus minimizes unplanned downtime.
“Compact, specially adapted Vector furnaces are suitable for both scientific institutes and production plants that are looking for new material solutions and want to improve their components,” said Maciej Korecki, vice-president of the Vacuum Furnace Segment at SECO/WARWICK. “This furnace will not be used in series production, but in development processes, contributing to the creation of innovative solutions for the aerospace industry.”
SECO/WARWICK rebuilt the heating chamber so that the dimensions of the working space allow for effective development processes and installed a temperature uniformity system for temperatures reaching above 2372oF (1300oC). The purpose of personalization is to enable the system to produce an effective heat treatment of dedicated parts provided for the investment project, specifically R&D research on aircraft engine parts.
The Vector furnace designed for this client is characterized by the use of two gases: argon for partial pressure (ensuring the process purity, required by restrictive aviation standards) and nitrogen for hardening. It also has a dew point sensor for each gas.This is a system which solves one of the critical aspects of heat treatment, which is to prevent water vapor condensation, causing the processed load surface oxidation.
Press release is available in its original form here.
Given safety and performance concerns in the aerospace sector, it may be beneficial to consider quench testing that uses CQI-9 as well as AMS2759 since the automotive standard focuses on safety. Read on to understand the different approaches between these two standards in this Technical Tuesday installment, written by Michelle Bennett, quality assurance senior specialist, and Greg Steiger, senior account manager, both at Idemitsu Lubricants America.
This informative piece was first released inHeat Treat Today’sMarch 2025 Aerospace Heat Treating print edition.
In today’s world, there are many different quality systems available to heat treaters. Many of these, such as ISO, are quality management systems. These quality management systems are an important piece of running a successful business. However, to successfully run a heat treat business and compete in either the North American automotive market or the aerospace market, a heat treater must conform to either CQI-9 or AMS2759, or, in cases where a company processes both automotive and aerospace parts, both. This article will explain the requirements for both CQI-9 and AMS2759. It will also explain the differences between the two quality standards and any additional testing that could benefit a heat treater or how they operate their quench tank.
AIAG’s CQI-9
The Automotive Industry Action Group (AIAG) is a non-profit group of over 800 automotive OEMS, parts manufacturers, and service providers who oversee the requirements for CQI-9. The 4th edition is the most current edition of CQI-9. As an internal audit process, CQI-9 covers most of the heat treating process. Section 3.14 specifies the quench oil and water-soluble polymer requirements. An oil quenchant requires that the in-use oils be tested every six months and the testing must include water content, percent suspended solids, total acid number, viscosity, flash point, and cooling curve. The specification range and warning limits are based on the vendor’s requirements and recommendations. For water-based polymers, there are two tests required: concentration and quenchability. The standard does not specify a test for quenchability, however, it does make a few suggestions such as a cooling curve, viscosity, and titration.
For water-based polymers, there are two tests required: concentration and quenchability. The standard does not specify a test for quenchability, however, it does make a few suggestions such as a cooling curve, viscosity, and titration.
All the required testing of the quenchant is designed to achieve consistent metallurgy for safety reasons. Viscosity is monitored to look for oxidation or heat decomposition of the oil. Degradation can be in the form of oxidation, thermal breakdown, or the presence of various contaminants. Increased oil viscosity typically results in decreased heat transfer rates. A decrease in viscosity may indicate contamination. Some suspended solids are to be expected during the quenching process, but the majority of them should be filtered or centrifuged from the process. If the quantity of these contaminants becomes too high, then it can both affect the brightness of the parts, and the parts can get soft spots as the contaminants may not cool the parts at the same rate.
Water and flash point are both monitored for safety. If the flash point drops below the accepted range or the water content is above the acceptable range, these can cause fires during the operation. Water can also show issues with the equipment or the procedure such as leaking of anything that is water cooled, such as the outer door on a furnace. Acid value is monitored to degradation of the oil. As the oil breaks down and oxidizes, the acid value will increase. This can cause the maximum cooling rate to increase and can cause cracking or distortion on the parts. Carbon residue can be measured for two reasons. If the result is below the specification, it can show that the quench speed improver is being broken down or dragged out of the system. If the result is higher than the specification, it can show the formation of sludge, which will impact the brightness of the parts.
For water-based quenchants, the most common test items include pH, refractive index or brix, viscosity, and concentration calculation. Sometimes additional test items can be added, such as biological testing, to help determine and correct current issues.
Table 1. CQI-9 vs. AMS2759 quenchant requirements
SAE’s AMS2759
Just as AIAG is a non-profit business group responsible for CQI-9, SAE International is a non-profit organization responsible for AMS2759. The most recent revision of AMS2759 is Revision G. AMEC (the Aerospace Materials Engineering Committee) is responsible for maintaining this standard. Unlike CQI-9, AMS2759 requires a certificate of conformance for all shipments. Section 3.10.3 begins the requirements for quenchant testing and quenchant deliveries. Viscosity, flash point, and temperature at the maximum cooling rate must be reported on the certificate of compliance when dealing with mineral oil quenchants. For a polymer, the requirements are that the pH of the neat polymer and the neat viscosity of the polymer must both be reported on the certificate. Also required on the polymer certificate are the viscosity, pH, and the temperature at the maximum cooling rate for polymers at 20% dilution by weight.
Similarly to CQI-9, AMS requires that the in-use quenchants be tested biannually. This standard, however, only requires the cooling rate and temperature at max cooling rate be tested, as well as any additional tests the supplier recommends. The AMS2759 specification does not have set limitations on the cooling rate and temperature. Instead, the specification sets the allowed upper and lower deviations from the supplier’s standard for the maximum cooling rate and the temperature at the maximum cooling rate for both oils and water-soluble polymers. The supplier should have calculated the average max cooling rate and average temperature at max cooling rate using many different blend lots and multiple test runs. This average will not vary or change based on current production values or the values for the batch that the client is currently using (Table 1).
Although both standards require having the quenchant tested bi-yearly, most quenchant suppliers encourage their clients to submit their furnace samples for testing quarterly. This ensures that the medium is being monitored frequently, and if a sample is missed or late when sampling quarterly, then the client is still within compliance for the six month testing requirements.
However, because many of the test parameters in CQI-9 are run for safety reasons along with performance reasons, it is highly advised that aerospace heat treaters should run the full suite of CQI-9 testing along with the AMS2759 testing.
Taking a Quench Sample
There are many different quench methods and both standards allow for any of the following variations: ASTM D6200, ISO 9950, JIS K2242, ASTM D6482, or ASTM D6549. The type of testing that is going to be conducted will determine the size of sample that will be needed. For just this quench testing, the volume of sample needed ranges from 250 milliliters to 2 liters.
As always, when taking samples, it is important to be sure to get a good representative sample of the current quenchant being used in the process. The agitation needs to be running and collected in a clean and dry container. The sampling site should be the most convenient location to safely obtain a sample. It should also be the same location for every sample. The lid also needs to be put on before the oil cools too much because the container will draw in moisture and condensation as the oil cools if it is open to the atmosphere.
Conclusion
When examining the standards, there is one basic commonality: the need to run a complete cooling curve every six months. There is also a large difference in that AMS2759 does not require the full suite of testing that CQI-9 does. However, because many of the test parameters in CQI-9 are run for safety reasons along with performance reasons, it is highly advised that aerospace heat treaters should run the full suite of CQI-9 testing along with the AMS2759 testing. For automotive heat treaters, the maximum cooling rate and the temperature at maximum cooling rate is something that can be reported in the normal D6200 cooling curve test.
For manufacturers heat treating parts for aerospace, automotive, or both markets, we recommend quarterly quench samples at a minimum. The primary reason for more frequent testing is safety. Also, with the current labor shortage, heat treaters are busier than ever. If quench samples are routinely taken on a quarterly basis and are somehow missed and forgotten, there is still time to take another sample and remain in CQI-9 and AMS2759 compliance.
Remaining in compliance of these two important standards requires a lot of hard work from both the heat treater and the quenchant provider. Unless the quenchant supplier is working together in a true partnership, it will be very difficult to remain in compliance with the requirements for CQI-9 and AMS2759. But with routine monitoring, heat treaters can help to ensure quenchant and equipment have a longer life and achieve ever-tightening requirements from clients.
About The Authors:
Michelle Bennett Quality Assurance Senior Specialist Idemitsu Lubricants America
Michelle Bennett is the quality assurance senior specialist at Idemitsu Lubricants America, supervising the company’s I-LAS used oil analysis program. Over the past 12 years, she has worked in the quality control lab and the research and development department. Her bachelor’s degree is in Chemistry from Indiana University. Michelle is a recipient of Heat Treat Today’s40 Under 40 Class of 2023 award.
Greg Steiger Senior Account Manager Idemitsu Lubricants America
Greg Steiger is the senior account manager at Idemitsu Lubricants America. Previous to this position, Steiger served in a variety of technical service, research and development, and sales and marketing roles for Chemtool Incorporated, Witco Chemical Company, Inc., D.A. Stuart Company, and Safety-Kleen, Inc. He obtained a BS in Chemistry from the University of Illinois at Chicago and recently earned a master’s degree in Materials Engineering at Auburn University. He is also a member of ASM International.
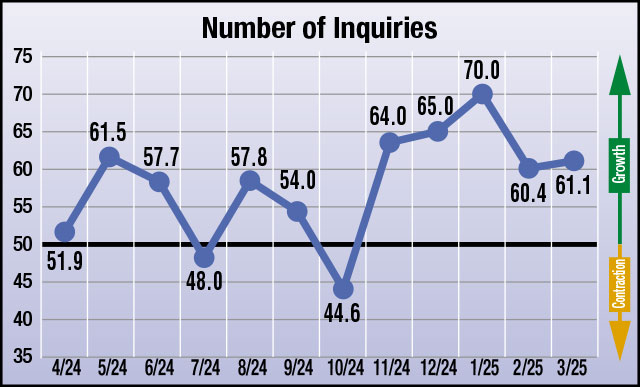
The four heat treat industry-specific economic indicators have been gathered by Heat Treat Today each month since June 2023. As the northern hemisphere looks to warmer weather, a positive outlook is reflected in three of the four economic indicators compiled in the first week of March.
Heat treat industry suppliers anticipate the economy in March to experience growth in number of inquiries, value of bookings, and size of backlog, however there is a net decrease compared to February. This is particularly shown in the economic indicators where suppliers to the North American heat treat industry expect no change over previous months in health of the manufacturing economy.
The results from this month’s survey (March) are as follows; numbers above 50 indicate growth, numbers below 50 indicate contraction, and the number 50 indicates no change:
Anticipated change in Number of Inquiries from February to March: 61.1
Anticipated change in Value of Bookings from February to March: 58.8
Anticipated change in Size of Backlog from February to March: 59.5
Anticipated change in Health of the Manufacturing Economy from February to March: 50.0
Data for March 2025
The four index numbers are reported monthly by Heat Treat Today and made available on the website.
Heat TreatToday’sEconomic Indicatorsmeasure and report on four heat treat industry indices. Each month, approximately 800 individuals who classify themselves as suppliers to the North American heat treat industry receive the survey. Above are the results. Data started being collected in June 2023. If you would like to participate in the monthly survey, please click here to subscribe.
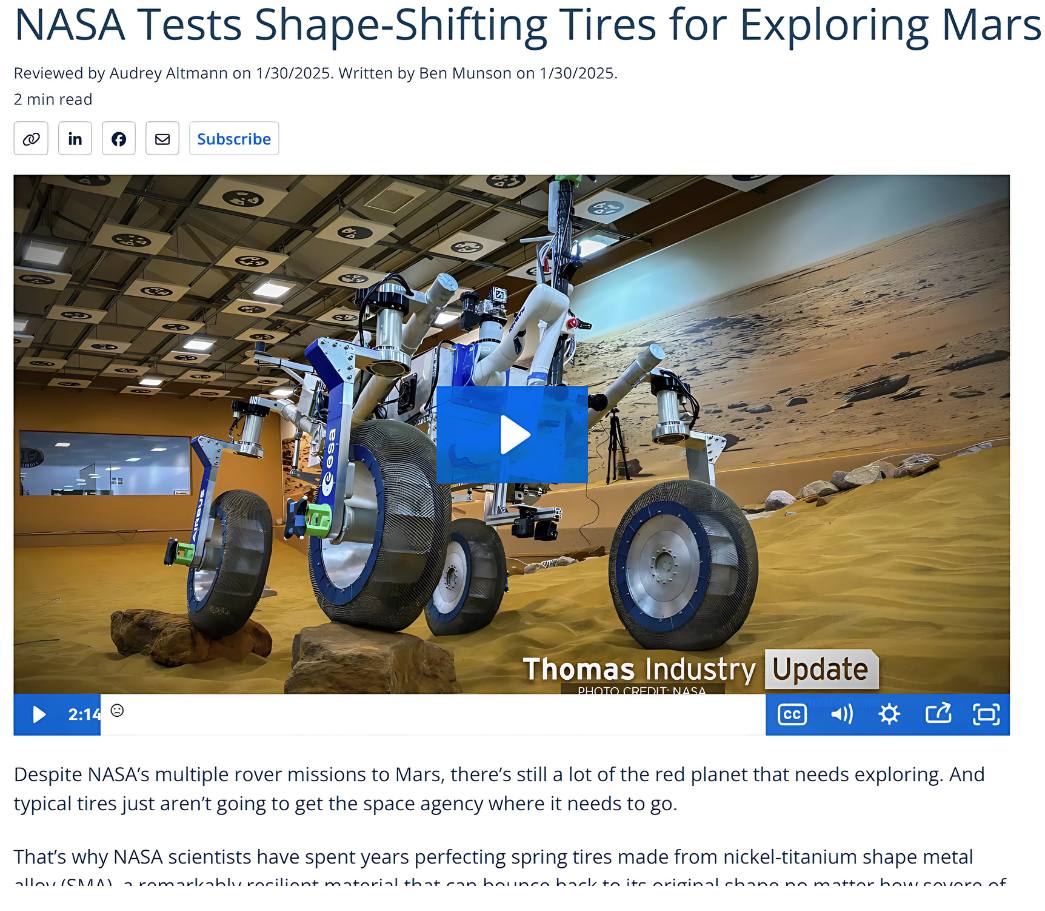
Welcome to Heat Treat Today’sThis Week in Heat Treat Social Media. We’re looking at addendum learning, indepth instruction from industry leaders, and how-tos that will tickle your ears. But first in the posts, podcasts, and videos we have rounded up for you, check out what NASA is doing with shape-shifting tires.
As you know, there is so much content available on the web that it’s next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So, Heat Treat Today is here to bring you the latest in compelling, inspiring, and entertaining heat treat news from the different social media venues that you’ve just got to see and read!If you have content that everyone has to see, please send the link to editor@heattreattoday.com.
1. Entering the Realm of Shape-Shifting
This space is usually reserved for something rich and technical, so we’re looking at the science of shape-shifting!
Check out this recent post on ThomasNet about NASA’s foray into the world of physical transformations.
2. It’s a Beautiful Day in the Heat Treat Neighborhood
Don’t Skip the Side Trips!
Trades Schools Now Trending
Helping Kids Take Flight
3. A broad Education in Heat Treating Coming Your Way
Sometimes, it’s the small things on social media that grab your attention or give you the “ah ha!” moment. And sometimes things affecting the industry in other places cause us to go “hmm.” Do any of these short posts make you say “eureka”?
How many Terms Do You Already Know?
All About Quenching
Monitoring Leaks and Dew Point Gases
Having a Blast with Furnaces
4. Open Your Eyes & Ears: The Podcast Corner
You can’t read everything, we get it. Heat Treat Today is here to recommend two informative podcasts and one video to enjoy on your daily commute or during your evening roundup.
Tune in to Listen to Heat Treat Radio #118: Saving Dollars with Ceramic Fiber Insulation
Heat Treating Machined Parts To enhance strength, hardness, durability, and flexibility
Carlos Torres Interviews Steve Kowalski on the Heat Treat Podcast
5. Inspections Are Good … Overinspections Can Be Too Good
As heat treating facilities strive for energy efficiency and reliability, investing in power improvements can move a company toward sustainable operations. In this Controls Cornerinstallment, Brian K. Turner of RoMan Manufacturing, Inc. compares real power factor and displacement power factor in the efficiency and electrical performance of vacuum furnaces.
In the context of vacuum furnaces, real power factor and displacement power factor are key concepts related to the efficiency and electrical performance of the furnace’s power supply and load. Here’s a comparison:
1. Real Power Factor (PF)
Definition: Real power factor is the ratio of real power (active power, P, measured in watts) to apparent power (S, measured in volt-amperes). It considers both the phase displacement and harmonic distortion.
Relevance to Vacuum Furnaces:
Vacuum furnaces, especially those using induction heating, often generate nonlinear loads due to the operation of power electronics.
Nonlinear loads introduce harmonics, which distort the current waveform, reducing the real power factor.
A low real power factor indicates inefficiency, as the system draws more apparent power for a given amount of real power.
2. Displacement Power Factor (DPF)
Definition: Displacement power factor is the cosine of the angle (ϕ) between the fundamental components of voltage and current waveforms. It ignores harmonic distortion and considers only the phase displacement caused by inductive or capacitive loads.
Relevance to Vacuum Furnaces
In vacuum furnaces, the inductive nature of components (e.g., transformers and inductive loads) causes a lagging power factor, which is reflected in the DPF.
A poor displacement power factor (e.g., heavily lagging) means the system has significant reactive power demands, affecting the sizing of transformers and power distribution equipment.
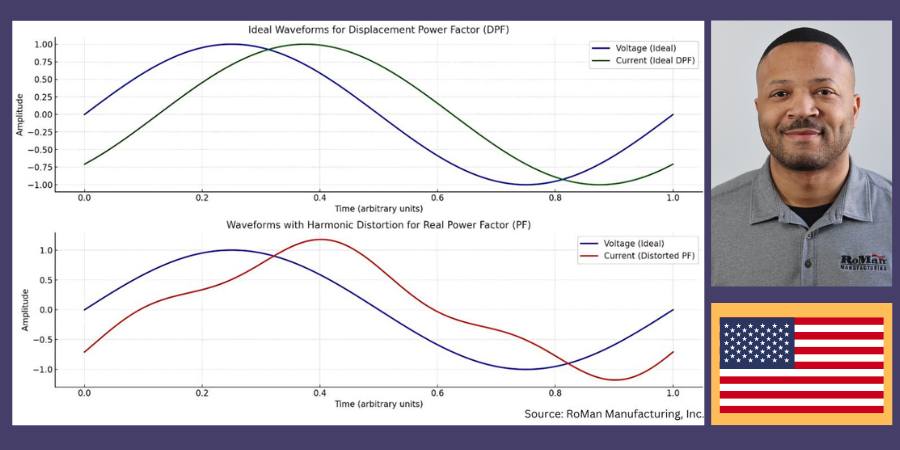
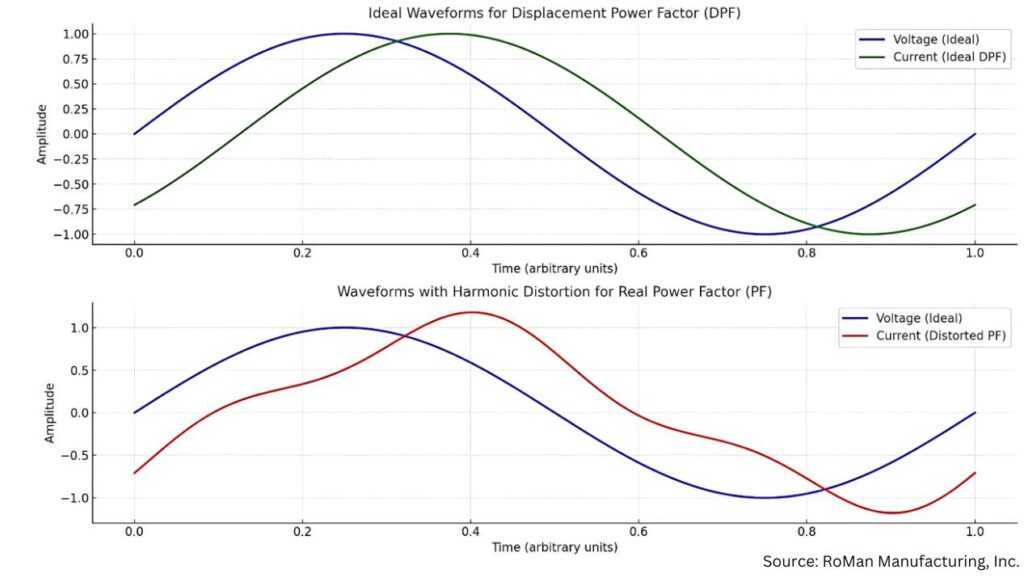
The above waveforms illustrate the difference between displacement power factor (DPF) and real power factor (PF) as they relate to current and voltage:
Top Chart: DPF — Ideal Conditions
The green sinusoidal waveform represents the current in an ideal displacement power factor scenario, where only phase displacement (ϕ) exists between the voltage (blue curve) and current.
The waveforms are clean and sinusoidal, indicating no harmonic distortion.
Bottom Chart: PF — With Harmonic Distortion
The red waveform represents the current with added harmonic distortion, typical in systems with nonlinear loads, like vacuum furnaces.
This distortion causes the real power factor to drop compared to the displacement power factor, even if the fundamental phase relationship is the same.
Waveforms that illustrate DPF vs. PF as it relates to voltage and current
Effects on Transformer and Utility Transformer Sizing
Increased Apparent Power Demand
A lower real power factor (due to harmonics) means the transformer must handle higher apparent power (S), even if the real power (P) is unchanged.
This can necessitate larger transformers, increasing capital costs.
Thermal Stress
Harmonics lead to additional losses (eddy currents and hysteresis), causing transformers to overheat and reducing their efficiency and lifespan.
Voltage Regulation Issues
Harmonics distort the voltage waveform, which can affect sensitive equipment and require transformers with tighter voltage regulation capabilities.
Utility Penalties
Utilities often impose penalties for low real power factor, incentivizing users to improve power quality through harmonic filters or power factor correction.
Conclusion
Addressing power factor in vacuum furnaces is crucial for improving efficiency and reducing operational costs. As heat treating facilities strive for energy efficiency and reliability, investing in these improvements is a step toward sustainable operations.
About the Author:
Brian Turner Sales Applications Engineer RoMan Manufacturing, Inc.
Brian K. Turner has been with RoMan Manufacturing, Inc., for more than 12 years. Most of that time has been spent managing the R&D Lab. In recent years, he has taken on the role as applications engineer, working with customers and their applications.
For more information: Contact Brian at bturner@romanmfg.com.
An auto parts manufacturer that specializes in the production of radiators and air conditioning systems recently ordered a fully electric furnace for brazing aluminum in a protective atmosphere. The EV/CAB line is designed for the production of tubular and plate-fin heat exchangers with uniform temperature distribution across the 1300 mm wide belt.
Piotr Skarbiński Vice President of Aluminum and CAB Products Segment SECO/WARWICK
SECO/WARWICK designed the uniform temperature distribution feature in the equipment to meet the company’s quality requirements of the finished products. The CAB line on order, the first this manufacturer has acquired from SECO/WARWICK, provides the continuous brazing of products with similar dimensions and features. The temperature is evenly distributed over the entire width of the belt due to several independent heating zones, resulting in long-term operation under industrial conditions.
“Uniform temperature distribution across the entire belt, regardless of how wide it is, is an important consideration influencing the final effect of the production,” said Piotr Skarbiński, vice president of the Aluminum Process and CAB Business Segment at SECO/WARWICK. “Our furnaces provide an optimal brazing temperature profile and a very clean atmosphere necessary to maintain high process quality. In China, we sell CAB lines for manufacturers of electric vehicle battery coolers, as well as for manufacturers of other heat exchangers. The furnaces on order by this partner are powered by electricity, making them ecological and free of CO2 emissions.”
Press release is available in its original form here.
Options abound when it comes to selecting the preferred type of fixture. In this Technical Tuesday installment, Garrett Gueldenzoph, applications engineer at Rolled Alloys, examines various advantages of wrought versus cast alloys in heat treat operations.
This informative piece was first released inHeat Treat Today’sFebruary 2025 Air/Atmosphere Furnace Systems print edition.
There are various types of heat treating fixtures, such as trays, racks, boxes, and other part holders available in the market. These fixtures are generally made of castings, wrought fabrications, or hybrids.
For heat treaters, it can be challenging to determine which fixture best suits the job. The decision usually involves a combination of cost and design factors. However, many heat treaters tend to only consider the initial cost and overlook the importance of life cycle costs. It is crucial to consider the cost per pound of heat treated product, which is often overlooked but should be an important consideration.
Cast materials and wrought materials each have their own advantages. The pros and cons of each are summarized in Table 1. Cast materials offer a low cost per unit, the ability to incorporate beneficial elements like Cr and C, higher creep strength, and the ability to be cast into complex shapes that are ready to use.
Wrought alloys can be used in thinner sections, are repairable/weldable, resist thermal fatigue better, and have a better surface finish. Using thinner sections can result in a lower-weight fixture and fewer BTUs to heat the fixture.
Table 1. General comparison of cast vs. wrought materials
Baskets: Wrought and Cast
Baskets are one of the most common heat treating fixtures. A typical basket is shown in Figure 1. This simple basket, made entirely from a wrought round bar, is commonly called a bar basket or rod frame basket. This type of basket is either used as is or lined with wire mesh to hold small parts such as hardware in heat treating facilities. Wire mesh liners are inserted on all five sides to prevent these parts from falling into the furnace. Fully cast baskets or wrought-cast hybrid baskets are also used, but they tend to be heavier due to the larger amount of material they require. These types of baskets are used to support heavier loads than the wrought wire bar basket can handle.
A wrought basket has a lower carbon content and a defined grain structure, making it more resistant to sudden changes in temperature compared to cast baskets or hybrids. This allows it to endure multiple quenching and heating cycles. In contrast, cast baskets may develop cracks from frequent temperature changes. The wrought basket remains resilient to thermal shock until a case is accumulated during case hardening operations.
Cast baskets have a higher carbon content and better resistance to deformation under heavy loads. However, they are more susceptible to cracking than wrought baskets. When choosing between the two, the expected service life and cost per pound for heat treatment are the main economic factors to consider.
Figure 1. Bar basket/rod frame basket
Trays
Trays are commonly used to support heavier parts. There are three main types of trays; two are traditional designs and one is a newer design (see Figure 2). The first traditional tray consists of a serpentine grid made of snakelike bent pieces bordered by consecutive lengths. The pieces are held together by a threaded round bar with nuts welded to each end. A gap is left at one end between the last straight section and the end nut, allowing for free expansion and contraction of the individual pieces. While the serpentine grid can be made from a relatively thin sheet (11 gauge), higher strength can be achieved by increasing the top-to-bottom grid thickness. The second traditional tray is cast with straight legs connecting to round tubes.
The final tray design features a honeycomb pattern by Duraloy, with relatively thick legs. As a result, this heavy duty grid can support heavier weights compared to the traditional cast grid. These grids are becoming more common in heat treat shops due to their ability to handle significant weight. All three tray designs are depicted in Figure 2.
Figure 2. Tray designs for heat treat fixtures
Design
When designing baskets and trays, it is important to decide how thick the supports should be. Thicker supports can hold more weight, but the furnace capacity should also be taken into account to maximize efficiency.
Optimization
Using a tray with thick support members may not always be the best solution, as the furnace has a weight capacity limit. If the furnace can be run at total capacity, the strength of the fixture is well spent. It is best to use a fixture with the highest utilization, which means having the best possible ratio of part weight to total weight. A fixture that is too small will not allow the furnace to be filled to near capacity, while a fixture that is too heavy will limit the number of parts that can be processed.
Damage
Forklifts are a common cause of basket or fixture failure, especially during case hardening operations. The properties of the fixture material must be considered to prevent failure. For example, cast trays are strong but brittle, while wrought material has good impact resistance.
Custom
The final type of fixture is custom designed. One standard fixture is called a daisy wheel because of its grid-like shape. The decision to use a particular fixture depends on its ability to support parts and its expected lifespan. Cast fixtures tend to split in the joint areas, whereas welded wrought fixtures have more ductility and will not break as quickly in the welds. Stiffeners should be avoided unless some means of movement is provided, as they can cause the material to bend, buckle or crack.
Figure 3. Custom fixture
Materials
In the heat treating industry, fixtures and baskets are often made from a versatile alloy called RA330®. This alloy is resistant to oxidation up to 2100°F (1150°C) and has usable creep strength up to 1800°F (980°C). Most steel heat treatment is done below 1750°F (950°C), and many operations are done below 1600°F (870°C). Sigma phase forms in some fixture materials below 1600°F, which makes them brittle at room temperature and prone to failure eve with slight impacts such as forklift hits. But RA330, with 35% nominal nickel, is immune to sigma phase formation, as are nickel alloys with higher nickel content.
RA330 also has good resistance to surface hardening operations like carburizing and nitriding, but carbon and nitrogen can penetrate the protective oxide and diffuse into the base metal over time. Generally, RA330 fixtures last approximately one year in carburizing atmospheres and should last longer in nitriding environments. They may warp from continued use but are resistant to thermal fatigue.
There are other options for wrought materials, but they are often more expensive than RA330. For instance, RA 253 MA® is an alternative with good creep strength and lower cost than RA330. However, due to its lower nickel content, it is subject to sigma phase embrittlement and does not offer much resistance to carburization or nitriding.
If the fixture is used only for neutral hardening in an inert atmosphere or vacuum, then RA 253 MA may be a cost-effective option. On the other hand, RA 602 CA® has performed exceptionally well as a fixturing material for the highest temperature vacuum heat treating operations, up to temperatures just below 2300°F (1260°C). This alloy has one of the highest creep strengths among all potential wrought products.
Despite the other options, RA330 is still the most economical alloy for heat treating fixtures. However, a higher strength alloy may be considered when final heat treat part dimensions are critical and straightness specifications are tight. Other alloys could be considered, but these fixtures would be restricted to that one application.
References
Glasser, Marc. “RA330: Versatile Nickel Based Alloy for Heat Treating.” Industrial Heating, Sept. 2016.
Rolled Alloys. “Cast vs. Wrought.” https://www.rolledalloys.com/resources/cast-vs-wrought/.
Rolled Alloys. “RA 602 CA® Chosen for Heat Treat Baskets for Extreme High Temperature Vacuum Heat Treating.” https://www.rolledalloys.com/wp-content/uploads/2022/07/RA-602-CA-Chosen-for-Heat-Treat-Baskets_nickel-rolled-alloys-metal-supplier.pdf.
Garrett Gueldenzoph specializes in stainless steel and nickel alloy welding at Rolled Alloys. He holds a bachelor’s degree in Mechanical Engineering from the University of Toledo and is actively involved in several respected technical organizations, including the American Welding Society (AWS), the American Society for Metals (ASM), and the American Society for Testing and Materials (ASTM). Garrett has a strong passion for aerospace and space-related applications, and he plays a key role in enhancing the company’s technical expertise in this market.
For more information: Contact Garrett at ggueldenzoph@rolledalloys.com.
This article was initially published in Industrial Heating. All content here presented is original from the author.
In today’s News from Abroad installment, we highlight processing and initiatives that aim to improve operations and improve sustainability. Read more about a method used in the production of parts with complex geometries; a venture to create the world’s first fossil-free, ore-based steel with renewable electricity and green hydrogen; and a production plant that will generate around 9,000 tons of green hydrogen a year to be used for the production of carbon-reduced steel.
Heat TreatTodaypartners with two international publications to deliver the latest news, tech tips, and cutting-edge articles that will serve our audience – manufacturers with in-house heat treat. Furnaces International, a Quartz Business Media publication, primarily serves the English-speaking globe, and heat-processing, a Vulkan-Verlag GmbH publication, serves mostly the European and Asian heat treat markets.
Press Hardening Prevents Part Deformation
Press hardening neccessary due to part deformation during the rapid cooling phase induced by quenching
Source: Thermi-Lyon
“Press hardening serves a very specific purpose: to prevent part deformation during the rapid cooling phase induced by quenching. This process improves the performance of steels by giving them a martensitic structure without the need for reworking. Designed for high volume production of parts with complex geometries, press hardening is both highly effective and economical….
This process was initially developed for automotive manufacturers, to process large series of parts with complex geometries. In fact, this method is perfectly suited to the processing of large numbers of parts on a production line: since the cooling cycle is automatically programmed, it can be repeated ad infinitum. What’s more, the circulation of quenching fluid around the part held in the press results in uniform, controlled cooling that can easily be reproduced many times over.”
An electricity-based process gas heater for the hydrogen-based direct reduction process developed by HYBRIT (Hydrogen Breakthrough Ironmaking Technology)
Source: Kanthal
“Launched in 2016 as a joint venture owned by SSAB, LKAB, and Vattenfall, with support from the Swedish Energy Agency, HYBRIT aims to create the world’s first fossil-free, ore-based steel with renewable electricity and green hydrogen.
This involves shifting from coal-powered blast furnaces that use coal as a reduction medium to a direct reduction process using hydrogen produced via renewable energy. The first HYBRIT pilot plant in Luleå, Sweden, began operations in 2020, with commercial-scale production targeted by 2027.
Kanthal is proud to have contributed to HYBRIT’s groundbreaking journey by developing an electricity-based process gas heater for the hydrogen-based direct reduction process under the name Prothal®. This project showcased the feasibility of fossil-free industrial heating solutions and laid the groundwork for scaling up these technologies to meet the steel industry’s future needs.”
Largest Green Hydrogen Production Facility Underway
From left: Andrea Prevedello, Global Director Project Management of Green Hydrogen, at ANDRITZ; Walther Hartl, Project Manager of Electrolysis, at ANDRITZ; Sami Pelkonen, Executive Vice President of Green Hydrogen, at ANDRITZ; Gerd Baresch, Managing Director of the Technical Division, SZFG; Thorsten Hinrichs, Head of Pipeline Infrastructure, SZFG
Source: Andritz Group
“On February 12, 2025, the cornerstone was laid for one of the largest production plants for green hydrogen in the whole of Europe.
[Beginning in] 2026, the plant will generate around 9,000 tons of green hydrogen a year to be used for the production of carbon-reduced steel. This will mark the start of the industrial use of hydrogen in SALCOS®-Salzgitter low CO2 steelmaking. SALCOS® is aiming for virtually carbon-free steel production. The 100 MW electrolysis plant will be supplied on an EPC basis by the international technology company ANDRITZ, using the pressurized alkaline electrolysis technology of HydrogenPro.”
We’re celebrating getting to the “fringe” of the weekend with a Heat Treat Fringe Fridaycovering news about a Texas steelmaker making strides in sustainable metal heating with a new facility. An electric arc furnace and a technology platform are included in the company’s strategy to lower emissions and energy consumption and increase production.
While not exactly heat treat, “Fringe Friday” deals with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing.
Vinton Steel LLC, the U.S. subsidiary of Kyoei Steel, is bolstering its steelmaking operations with a melt shop at its facility in El Paso, Texas, which includes an electric arc furnace (EAF) and an advanced technology platform designed to increase production capacity to 400,000 tons per year while significantly reducing emissions, energy consumption, and operational costs. This expansion is a major step in the company’s North American expansion.
Tenova, a developer and provider of sustainable solutions for the green transition of the metals industry, will supply the Green City Mill Flex platform, with construction expected to begin the summer of 2025 and plant startup scheduled for the first quarter of 2027.
“This project marks a significant milestone for Kyoei Steel Group’s expansion in North America,” said Masahiro Kitada, chairman of Vinton Steel LLC. “By investing in state-of-the-art green steelmaking technologies, we are not only strengthening our presence in the U.S. market but also contributing to the economic development of the local community and the entire West Texas region. We are proud to bring advanced and sustainable steel production to El Paso at the Border area, creating new opportunities for growth. We are happy to embrace our largest investment outside Japan with a long-lasting partner like Tenova.”
Tenova’s Green City Mill Flex is redefining the future of long steel production by setting new benchmarks in efficiency, product flexibility, and environmental responsibility. Engineered to manufacture a wide range of long steel grades with the lowest carbon footprint on the market, this innovative platform integrates cutting-edge technologies, including the third generation Consteel® Electric Arc Furnace technology. The plant will also feature continuous casting and rolling capabilities in collaboration with Pomini Long Rolling Mills. By leveraging the local steel scrap recycling supply chain, Green City Mill Flex strengthens the principles of circular economy and self-sufficiency, minimizing the environmental impact of steel production in urban settings.
“This project sets a new benchmark for regional steelmaking plants,” said Francesco Memoli, president and CEO of Tenova Inc. “The Green City Mill Flex platform represents the latest evolution of the mini-mill concept, adding unprecedented levels of flexibility, efficiency, and safety. It is a game-changer for long-steel producers looking to modernize and meet the demands of sustainable manufacturing.”
Under the contract, Tenova will supply a complete suite of next-generation technologies, including a 45-ton Consteel® EAF with continuous scrap preheating, an in-line ladle metallurgy furnace for precise steel refining, a multi-strand continuous casting machine, and a fully automated material handling system. The project will also include an advanced fume treatment plant with a quenching tower and pulse-jet baghouse, a zero-water-consumption water treatment plant, and a new electrical distribution system, all designed to maximize efficiency and sustainability.
Main image: On February 3, 2025, Executives from Vinton Steel and Tenova gathering at Kyoei Steel’s headquarters in Osaka, Japan, on February 3, 2025, to celebrate the signing of the contract. (Francesco Memoli, President & CEO of Tenova Inc., on the far left; Masahiro Kitada, Chairman of Vinton Steel LLC, on the far right)
The press release is available in its original form here.
Heat TreatToday is excited to announce the addition of Heather Falcone to the editorial and podcast team, beginning on Monday, March 3, 2025. She will be taking on the responsibilities of content editor for the daily e-newsletter, original content writer, and Heat TreatRadio contributor.
Heather, the founder and principal of Falcone Consulting, LLC, is a servant leader with over 20 years of experience in heat treating, brazing, and chemical processing. She spent most of her formative years as a second-generation member of a family-owned heat treating and brazing business. As the former CEO of Thermal-Vac Technology, she successfully led the company through the pandemic, ensuring stability while propelling it into a new era that resulted in a successful exit in 2024. Passionate about challenging the status quo, she champions diverse teams and fair chance hiring, with a focus on developing successful teams that are future-proof and thriving.
Beyond her position as founder and principal at newly formed Falcone Consulting LLC, Heather is a board member, coach, speaker, and writer, advocating for small businesses, workforce development, and success for the heat treat community at large. She provides her expertise in aerospace specifications and the Nadcap process in an ongoing role as the special project consultant for Cook Induction Heating in Maywood, California. Additionally, she has played a pivotal role in industry organizations like the Metal Treating Institute, AMEC, and Nadcap, while also supporting local nonprofits such as Chrysalis and the Orange County Workforce Development Board.
“We’re thankful to have Heather joining the Heat TreatToday team,” said Doug Glenn, founder, owner, and publisher of Heat TreatToday. “I’ve known Heather for many years and have been impressed with her initiative, courage, and fearlessness in everything she does. As an organization that is deeply invested in making sure in-house heat treaters have the information they need to become more efficient and profitable, Heather will be an excellent addition to our editorial team. She knows the industry; she knows what our readers need. And as we all know, the happier the readers, the happier our advertisers.”
Heather is an Ironman triathlete, a Seven Summits enthusiast who has summitted Mt. Kilimanjaro and trekked in the Everest region, and a loving wife and mother to two teenage boys.
For more information, click here for Heather’s LinkedIn page, here for Falcone Consulting’s website, or here for her Heat TreatToday 40 Under 40 recognition in 2019.