A North American heat treater in aerospace manufacturing acquired a three-cell vacuum furnace for multi-purpose operation from a U.S.-based manufacturer of vacuum furnaces. The system will bring the heat treater's carburizing processing in-house and contribute to the facility's ability to maintain takt time.
ECM USA's director of sales, Bill Gornicki, announced the purchase of a NANO system vacuum furnace for use in the North American aerospace market. The system will provide low pressure carburizing, hardening, brazing, and annealing, automation capabilities, cryogenics, tempering, and pre-washing. Both alloy and CFC fixtures will be used in this installation.
An automotive supplier and a hydraulic pump manufacturer will acquire multi-chamber vacuum furnace system for low pressure carburizing.
For the automotive supplier of innovative driveline solutions, the system is estimated to reduce CO2 emissions significantly for vacuum carburizing versus an existing atmosphere carburizing furnace. For the hydraulic pump manufacturer, the modular flexibility of this specific furnace was the most important advantage.
ECM Flex Multi-Chamber System Source: ECM USA, Inc.
The supplier, ECM USA, Inc., notes that their Flex Multi-Chamber System is built as a standard system with the possibility to further expand its capacity and/or to upgrade to a high level of automation (robots, AGVs, vision systems, or other 4.0 elements). In addition to modularity, several processes can be handled in the Flex furnace, such as: low pressure carburizing (LPC), vacuum tempering and a combination of vacuum sintering followed by hardening.
This stems from advanced automation technology -- including robotics -- acting as driving forces behind increased use of more eco-friendly applications outside the LPC-HPGQ sector. This includes, but is not limited to, multiple tool steel processing systems, brazing applications, and rapid thermal processing (RTP) systems.
Heat TreatTodayoffers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry.
Personnel Chatter
Earl Leach, safety champion and production manager at Paulo St. Louis, has been recognized by the Missouri Association of Manufacturers with this year’s Safety Excellence “Horizon” Award.
The Plibrico Company, a global leader in monolithic refractory technology, announced Eric Downing as branch manager of the company’s Florida and Georgia locations following the announcement that current branch manager, Dale Johnson, would be retiring. Scott Forster has joined Plibrico as project manager, responsible for estimating, engineering, and managing projects in the company’s Buffalo, New York location.
Dustin Lawhon and Alex Janeway have both accepted expanded responsibilities as national sales managers at Paulo.
Earl Leach, safety champion and production manager at Paulo, receives Safety Excellence “Horizon” Award, 2020.
Dustin Lawhon National Sales Manager Paulo
Alex Janeway National Sales Manager Paulo
Company Chatter
AFC-Holcroft has announced the expansion of sales territory by their sales representative, Vectorr Industries LLC, to now include the Province of Ontario, Canada.
Bodycote announced the opening of its new facility in Elgins, Illinois.
HI-POWER, a Holtec International and Eos Energy Storage joint venture, formed a five-year partnering agreement with Solar Atmospheres of Western PA to provide an energy-efficient, non-lithium, long-duration energy storage solution using battery technology.
Rockford Systems LLC dba Rockford Combustion Solutions launched a new website providing combustion safety and training solutions for organizations that work with fuel-fired equipment.
The ECM USA Synergy Center located in Pleasant Prairie, Wisconsin, showcases ECM equipment and provides pre-production testing. This fully functional test lab houses capabilities to perform many thermal processes across many markets.
Tenova has signed a contract with the HBIS Group for the implementation of the Paradigm Project, a high tech hydrogen energy development and utilization plant. This will be the world’s first DRI production plant powered by hydrogen-enriched gas.
Tenova introduced its TSX SmartBurner for reheating furnaces to be installed in industrial plants with potentially zero carbon dioxide emissions. It is the first flameless burner of the megawatt variety that has been tested successfully with 100% of hydrogen.
Salzgitter Flachstahl GmbH, the largest steel subsidiary in the Salzgitter Group, has commissioned Tenova for the construction of μDRAL, a demonstration plant. The plant will produce Direct Reduced Iron (DRI), using up to 100% hydrogen as reducing agent
Adler Moldenhauer President Vectorr Industries LLC
HI-POWER partners with Solar Atmospheres of Western PA
ECM USA Simulation Software
Tenova at the signing ceremony for the implementation of a hydrogen-enriched gas powered DRI production plant.
Tenova introduces TSX SmartBurner.
Tenova provides demonstration plant for the production of Direct Reduced Iron for Salzgitter Flachstahl GmbH
Kudos Chatter
Northrop Grumman Defense Systems recognized Solar Atmospheres of Western PA as a top-performing supplier in 2020 with the Outstanding Customer Service Award.
Lincotek has been named among the winners of the Eccellenze d’Impresa 2020 award in the category Innovation and Technology. The prize, now in its seventh year, recognizes Italian companies that excel in extraordinary performance and is organized by Eccellenze d’Impresa.
Solar Atmospheres of Western PA achieved Nadcap AC7101/4 accreditation for their captive metallography laboratory and became an approved Boeing Process Source (D1-4426).
Constellium’s facility in Bowling Green, Kentucky lowered carbon emissions and so received an award from the Tennessee Valley Authority for being an “exemplary environmental steward.”
HT-MX has successfully increased its Nadcap scope to become Latin America’s first heat treat plant certified for HIPing steel and nickel alloys, and the heat treatment of stainless steel, aluminum, and carbon steel heat treatment.
Northrop Grumman Defense Systems awards Solar Atmospheres of Western PA
Lincotek recognized as a winner of the Eccellenze d’Impresa 2020 award
Nadcap accreditation for Solar Atmospheres of Western PA
Constellium Bowling Green Facility in Kentucky
HT-MX increases Nadcap scope
Heat TreatToday is pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to editor@heattreattoday.com.
One of the great benefits of a community of heat treaters is the opportunity to challenge old habits and look at new ways of doing things. Heat TreatToday’s101 Heat TreatTipsis another opportunity to learn the tips, tricks, and hacks from some of the industry’s foremost experts.
Heat TreatToday’s latest round of 101 Heat Treat Tips is featured in Heat TreatTodayfall issue (also featuring the popular 40 Under 40).
Today’s selection includes tips from ECM USA, Carrasco Hornos, and Quaker Houghton. Each of them has provided quick steps or comments on a variety of topics ranging from furnace brazing to furnace expenses to quench performance or maintenance.
Heat TreatTip #1
How to Achieve a Good Braze
In vacuum brazing, be certain the faying surfaces are clean, close and parallel. This ensures the capillary action needed for a good braze.
A good brazing filler metal should:
1. Be able to wet and make a strong bond on the base metal on which it’s to be applied.
2. Have suitable melt and flow capabilities to permit the necessary capillary action.
3. Have a well-blended stable chemistry, with minimal separation in the liquid state.
4. Produce a good braze joint to meet the strength and corrosion requirements.
5. Depending on the requirements, be able to produce or avoid base metal filler metal interactions.
(ECM USA)
Heat TreatTip #2
How Much Lost Money Flows Through the Walls of Your Furnace
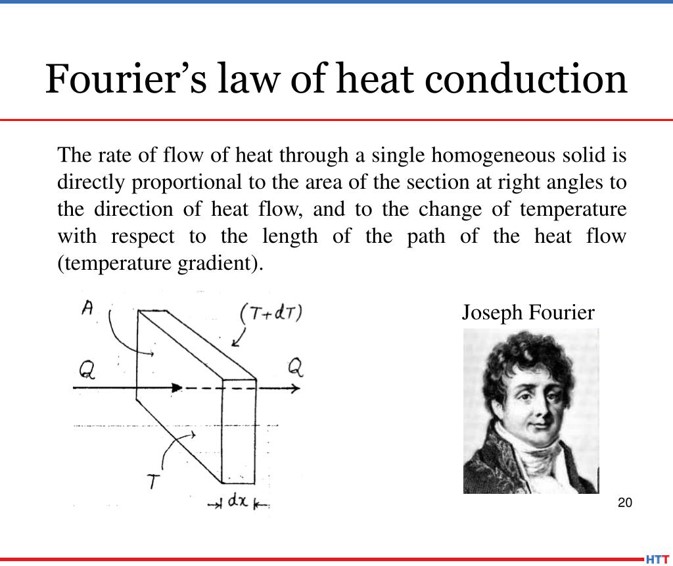
In a strict sense, heat flows through the insulating lining of your furnace wall: the lower the outside temperature in the furnace shell, the less heat is lost and, consequently, less money.
Fourier’s Law of Heaat Conduction (Source: Carrasco Hornos)
For example, an outside temperature on the oven shell of 160°F (71°C) equals a heat loss of approximately 190 BTU/hr ft2, just multiply this number by the square footage of the entire outside surface of the oven. A well-designed and well-maintained insulation can reduce the outside temperature of the shell, say 120°F (49°C), and heat losses would be close to 100 BTU/hr ft2, that’s 90% more heat lost and therefore fuel.
So, my Tip for today is: “Let’s go for the basics that don’t change, and it will always give good results.” By the way, how many furnaces are there in your plant and how many square feet do their surfaces add up to?
(Carrasco Hornos)
Heat TreatTip #4
Check Your Quench Oil
Safety – Performance – Oxidation
Safety
Water content should not exceed a maximum of 0.1% in the quench oil.
Flash point should be checked to ensure no extraneous contamination of a low flash point material (i.e. kerosene) has been introduced into the quench tank.
Performance
Cooling curve analysis or GM Quenchometer Speed should be checked to confirm the quench oil is maintaining its heat extraction capabilities. Variances in heat extraction capabilities could possibly lead to insufficient metallurgical properties.
Oxidation
TAN (total acid number) and Precipitation Number should be checked to ensure the quench oil is thermally and oxidatively stable. Oxidation of the quench oil can lead to staining of parts and possible changes in the heat extraction capabilities.
Sludge content should be checked… filter, filter, filter… sludge at the bottom of the quench tank can act a precursors for premature oxidation of the quench oil.
Work with your quench oil supplier on a proactive maintenance program… keep it cool… keep it clean… keep it free of contamination to extend the life of your quench oil.
(Quaker Houghton)
Heat TreatTip #28
Aqueous Quenchant Selection Tips
Greenlight Unit (Source: Quaker Houghton)
Determine your quench: Induction or Immersion? Different aqueous quenchants will provide either faster or slower cooling depending upon induction or immersion quenching applications. It is important to select the proper quenchant to meet required metallurgical properties for the application.
Part material: Chemistry and hardenability are important for the critical cooling rate for the application.
Part material: Minimum and maximum section thickness is required to select the proper aqueous quenchant and concentration.
Select the correct aqueous quenchant for the application as there are different chemistries. Choosing the correct aqueous quenchant will provide the required metallurgical properties.
Review selected aqueous quenchant for physical characteristics and cooling curve data at respective concentrations.
Filtration is important for aqueous quenchants to keep the solution as clean as possible.
Check concentration of aqueous quenchant via kinematic viscosity, refractometer, or Greenlight Unit. [See image: Hougton Intn’l Greenlight Unit and/or Houghton Int’l GL Display B] Concentration should be monitored on a regular basis to ensure the quenchant’s heat extraction capabilities.
Check for contamination (hydraulic oil, etc) which can have an adverse effect on the products cooling curves and possibly affect metallurgical properties.
Check pH to ensure proper corrosion protection on parts and equipment.
Check microbiologicals which can foul the aqueous quenchant causing unpleasant odors in the quench tank and working environment. If necessary utilize a biostable aqueous quenchant.
Implement a proactive maintenance program from your supplier.
Evolution of ideas and transitions to more innovative and efficient methods of heat treating are common themes in this ever-changing world. In this article, Dennis Beauchesne, GeneralManager atECM USA, Inc., explores the integration of heat treatment for in-line machining cells and the benefits and efficiencies experienced.
This articlearticle first appeared in the latest edition (June 2020) of Heat TreatToday’sAutomotive Heat Treat magazine.
Introduction
Dennis Beauchesne, General Manager, ECM-USA, Inc.
Heat treating in the automotive industry has evolved tremendously over the last 20 years. From the dinosaur pusher furnaces of yesterday to the low-pressure carburizing and high-pressure gas quenching of today, we are now embarking on new concepts with not only in-line processing, but also automated single piece and bulk loading in small batches. Modern heat-treating equipment is now being sized to fit into single-piece flow lines with small batches and in-line with pre- and post-machining centers. This article will examine the integration of heat treatment for in-line machining cells, and the influences for the customer to provide an overall quality system. These details will be compared to batch or continuous batch heat treatment as commonly known in the automotive industry.
Over the last 20 years, low pressure vacuum carburizing (LPC) has been proven as the choice for carburizing high production parts in a variety of markets all over the world. It is the process of choice for many high-fatigue and low-distortion parts; thus, it can be used in conjunction with vacuum oil quenching (VOQ) and, in most cases, high pressure gas quenching (HPGQ). Advantages of this process include the fact that equipment is more easily maintainable, flexible, and independent from operators’ intervention than traditional atmosphere carburizing. In addition, reduction of effluents from the process are significantly decreased. A benefit of this process is that the furnace equipment is used more along the lines of a machining cell, which has most commonly been reserved for induction heat treating in the past. With the added benefits of LPC, the importance of strength and fatigue life have increased beyond previous process capabilities; in turn, LPC in-line processing has been considered more frequently.
The rapid shut-down/cool-down (5-6 hours) of a vacuum system is a significant advantage compared to the convoluted days of cooling an atmosphere system. Simply shutting down one day per week due to scheduled maintenance, without the need for supervision, or use of additional utilities required for idling during downtime, is also highly desirable. Other facets of the equipment and process have allowed vacuum furnace equipment to be more conducive to high production manufacturing. This includes recipe ease, process repeatability, and load-to-load processing flexibility in a continuous flow environment. These additional benefits allow the use of part-specific “recipes” while allowing for high production through the system and insuring individual metallurgical requirements.
High pressure gas quenching (HPGQ), using a dedicated quenching cell, is often linked with LPC for several reasons. Some of the most important reasons are:
to provide a cleaner environment in the plant
to remove oil-quenching tanks and the need for oil on a production floor
to eliminate the need for pits in the floor or managing oil containment
to obtain a safer, more ergonomic environment via the elimination of open flame and hot surfaces
to achieve more precise distortion control of dimensionally critical parts
to reduce or eliminate post-heat treat machining needs
to eliminate post-heat treat blasting (for cleanup)
to eliminate post-heat treat washing (for quench oil removal)
to eliminate post-heat treat washer effluent (sludge) removal
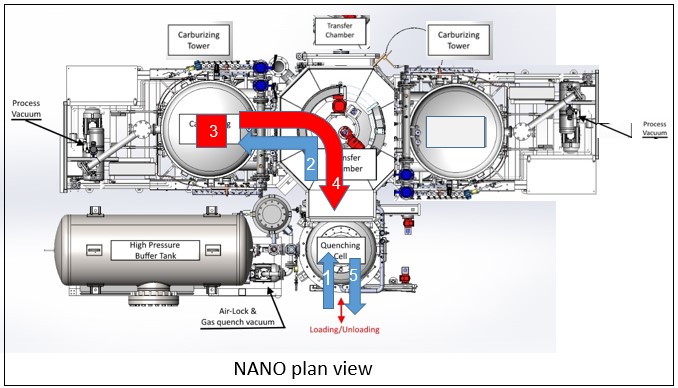
Plan view of in-line heat treatment system
ECM Technologies has been manufacturing LPC and HPGQ systems for over 25 years and designed an innovative in-line system, called NANO. The name NANO is appropriate in terms of the equipment design as the load size is smaller than traditional loads and the physical equipment is more compact than furnaces more commonly used today. The system has also been designed with maintenance and expandability in mind. The premise of the design is to be able to process loads as quickly as
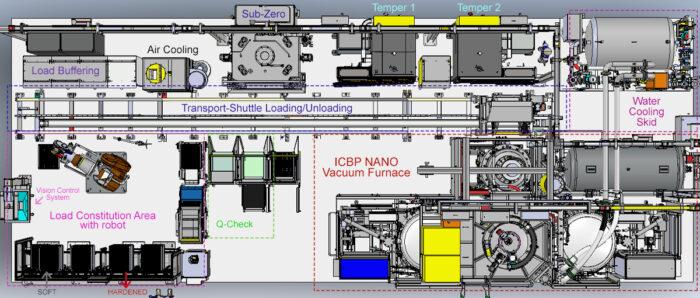
In-line heat treatment system being fully-tested prior to shipment to customer
every 7.5 minutes per load. The system is modular in production capacity with growth from three to six heating cells, which can be supplied. The system is ready for a low number of loads, with flexible needs for varying part requirements, or can be maximized to provide throughput for modern high-demand production needs. The NANO consists of four basic modules, the heating module (typically two), the transfer module, and the high-pressure gas quench module. The gas quench module uses a 20 bar gas quench system. With a smaller chamber size and the ability to quench at 20 bar, materials that were not able to be quenched in gas are now applicable for gas quenching. This gas-quenching method will open up this technology to more applications that were limited by core and surface hardness requirements in the past.
Using the NANO as the heat treat equipment base, automation completes the overall single- piece flow system to provide true in-line heat treating. The parts can be presented to the system in bulk or in single-piece trays. These parts can then be loaded and virtually tracked through the system using vison systems.
In-line heat treat installation showing robotic arm facilitating automated loading/unloading
The NANO accommodates a workload size of 24” wide x 20” deep x 10” high (600mm wide x 500mm deep x 250mm high); see Figure 1. Workload parts can be processed on industry-typical alloy fixturing or more preferably on CFC fixtures. The goal of designing the system, beyond better maintenance accessibility and gradual production increase, is low distortion and in-line production flow.
By processing loads with less work pieces, part uniformity and distortion are identical from part to part as the “3D” or 3-sided heating elements heat the parts uniformly and homogenously. These elements are designed not to sag onto the parts and provide adequate clearance for the automated loader to perform accurate transfers within the system.
Automation and Integration
The system has been designed for manual or automated loading. Manual loading can be as simple as manually loading basic fixtures or baskets, and manually loading through the system and subsequent processes. Automated loading can be from a simple robot platform that loads parts onto a small fixture from a single part flow to the handling of many pieces in a bulk load. The robot can handle all functions of the installation from loading single parts on to the fixture to placing the loads in the furnace, and then, cryogenic treatment, tempering and eventually back to a single-piece flow. The system is also capable of checking surface hardness and registering the data to be kept with the load report. This total integration can allow for a smaller footprint and less manpower in the heat treat area.
In addition, automation can handle typical small bulk-loaded parts. Some of these parts are traditionally processed using mesh belt furnaces but can now be processed by this vacuum furnace in-line system. Bulk loads are loaded into basket-like CFC trays and can be weighed and processed as needed to ensure the quality of each load.
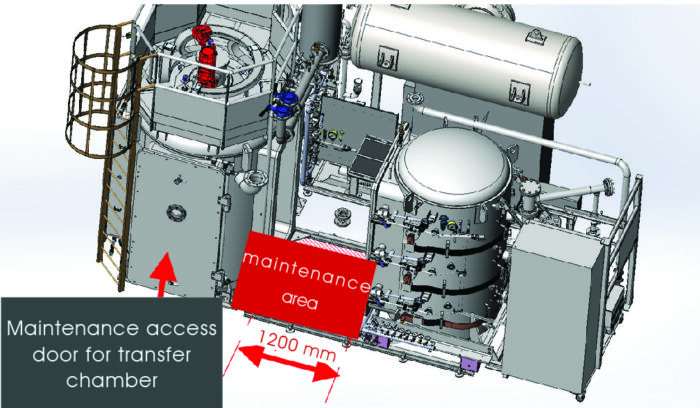
Low pressure carburizing installation showing easy access for maintenance
In-line heat treating is not just for carburized products, it can be for hardening, brazing, annealing, and integrated with post treatments—such as cryogenic and complex tempering operations. This allows the NANO to fit into various markets for many different types of heat treatments, not only steel parts, but for special heat-treating processes as well.
Equipment layouts are typically developed to accommodate specific applications. They can be as simple as a manual load station to a robot loading single-piece flow parts onto smaller fixtures or loading bulk parts into baskets for processing.
Maintenance Features
In-line processing, as well as bulk processing, together with automation to load and unload single-piece production are not the only key items in this design. Maintenance and operation were high on the list of criteria as well. Maintenance features such as ease of access are important on production equipment, but especially within heat treating. With the smaller load sizes and equipment, cool-down is significantly faster resulting from the smaller, water-cooled heating zones. Once cooled and released to atmospheric pressure, the system can then be opened via the full opening maintenance access door for easy, internal service effort. However, this is rare because all mechanisms that require control and quick review are located on the exterior of the system and outside the vacuum chamber. This allows for ease of access to all major components and reduces the need to stop or interrupt production. Additionally, for hot zone service, each heating module can be rolled away from the central transfer module to allow easy access to all hot zones in that module. This allows for easy-open access without the hindrance of confined spaces.
Distortion Evaluation
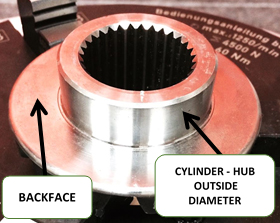
Figure 2. Differential gear used for distortion evaluation
Using a differential gear (Figure 2), we monitored two characteristics, which are usually requested for this type of gear, and tabulated the results. This evaluation was done using a current day load that will be illustrated as a large batch (FLEX) and those processed in the NANO will be a small batch (NANO). The two characteristics that have the most influence: (1) Cylindricity (circularity) of the outside diameter and the runout between the same diameter and (2) “Backface” flatness of the gear teeth.
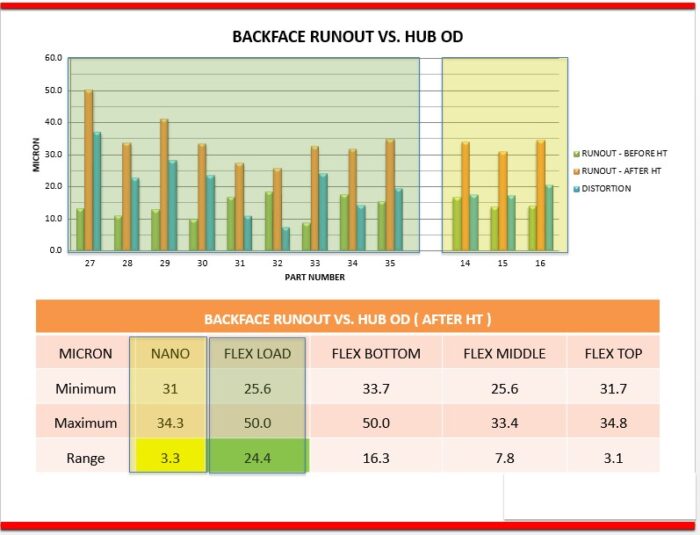
Backface flatness (Figure 3) shows greater variance through the large batch with further distance from the nitrogen used in quenching in the range of 11.9 µm. For the small batch results, the backface flatness distortion range was limited to only 1.2 µm. This uniform result is directly connected to the uniform quenching in the smaller load. This allows for parts to be processed closer to actual machined dimensions (near net shape), as well as being handled on an in-line production basis.
The runout analysis (Figure 4) shows a uniformity for the small batch with a spread of only 3.2 µm across the load. In the large batch, you will see a wider range of distortion uniformity using 10 bar nitrogen quenching with a spread of 24 µm. This is most likely due to the lower layers being further from the vertical down flow of gas through the load. These results are quite extraordinary for a full-size load.
Figure 4. Backface flatness comparing large batch processing (FLEX LOAD) and one-piece processing (NANO)
Conclusion
In-line processing can now be a common thought in the layout of future facilities. In practice, it is a growing aspect of the heat-treating world. With the new NANO vacuum furnace system and automation options, better part-to-part quality can be achieved along with better control of metallurgical parameters and results. Overall, streamlining heat treating into production cells throughout the facility allows for better part flow, and optimally sizing products for the production of particular throughput requirements.
References
[1] Beauchesne, D., “FNA2016 - LPC with OIL & GAS Quenching” (2016)
[2] Esteve, V. & Lelong, V., “LPC - What Does it Mean to Metallurgy” (ASM-Mexico 2016)
[3] Welch, A. & Lelong, V., “How it’s done and Why: Transitioning Parts from Atmosphere Carburizing to Low Pressure Vacuum Carburizing” (HT 2015)
About the author: Dennis Beauchesne is the general manager of ECM USA and brings experience of over 200 vacuum carburizing cells installed on high pressure gas quenching and oil quenching installations. He has worked in the thermal transfer equipment supply industry for almost 30 years, 18 of which have been with ECM USA.
ECM-USA’s goal to bring sales and service support closer to their North American customers hasn’t changed in over 20 years. A subsidiary of ECM Technologies in Grenoble, France, they are a worldwide manufacturer of low-pressure vacuum carburizing furnaces and other products.
This video takes us through a brief history of their company, their culture, and what services they offer their customers. Take a brief break to learn more about the products and services they provide to their North American customers.
Heat Treat Today offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry.
Personnel & Company Chatter
Bill Gornicki was recently appointed Director of Sales at ECM-USA, Inc. in Pleasant Prairie, WI.
AFC-Holcroft, in Wixom, MI, recently moved its European satellite office from Delémont, Switzerland, to Swiebodzin, Poland, as necessitated by the retirement of their Director of European Operations. The new director, Marek Kedzierzynski, will be based out of Poland.
Wire ExpertsGroup, the parent company to Pelican Wire and Rubadue Wire, recently announced the newest members of their leadership team and their respective roles: Brinson White will now lead the Engineering & Maintenance teams at both Pelican and Rubadue as WEG Director of Engineering; Mike Skorupa has been named Director of Continuous Improvement across all business units; and Kevin Clements has been named Global Supply Chain Manager.
RETECH Systems, LLC, a SECO/WARWICK Group company, has finalized plans to relocate its headquarters from Ukiah, CA, to Buffalo, NY.
Charlie Li, of DANTE Solutions, began teaching a new master-level Mechanical Engineering class entitled “Advanced Manufacturing Processes: Heat Treatment of Steels” at Cleveland State University.
Bill Gornicki, Director of Sales, ECM-USA
Brinson White, Director of Engineering, Wire Experts Group.
Mike Skorupa, Director of Continuous Improvement, Wire Experts Group
Kevin Clements, Global Supply Chain Manager, Wire Experts Group
Charlie Li, DANTE Solutions
Marek Kedzierzynski, Director of European Operations, AFC-Holcroft
Equipment Chatter
Solar Atmospheres has purchased two microscopes, one a ZEISS AxioVert A1 Inverted Materials Microscope and the other a a Hitachi smart Scanning Electron Microscope, to enable them to better serve the needs of their customers.
Magnetic Specialties, Inc. recently shipped two 510KVA, three phase step down 6-pulse rectifier transformers and DC inductors for use in industrial rectifier applications.
The Grieve Corporation recently installed their new electrically-heated 2000°F inert atmosphere heavy-duty box furnace to be used for heat treating titanium at a customer’s facility.
Gasbarre Thermal Processing Systems recently commissioned a model CVPQ Continuous Vacuum Furnace with 5 BAR pressure quench capabilities, and a precision gas nitriding and ferritic nitrocarburizing furnace, in the Midwestern United States.
Ipsen USA offers free evaluations of any brand of vacuum heat-treating system in the United States. An Ipsen Customer Service team member will check all major components of the furnace and provide a written health report with a suggested 18-month maintenance plan.
Tenova recently received the official notice to proceed with the new Hot Dip Galvanizing (HDG) line for NLMK Group in Lipetsk, Russia.
Pries Enterprises finished a 50,000 sq ft expansion and installation of a state-of-the-art anodizing line, making them the only vertically integrated extruder-anodizer fabricator in their immediate area.
ZEISS AxioVert A1 Inverted Materials Microscope
A Hitachi smart Scanning Electron Microscope
510KVA, three phase step down 6-pulse rectifier transformer and DC inductor
Inert atmosphere heavy-duty box furnace
Continuous Vacuum Furnace (model CVPQ) with 5 BAR pressure quench capabilities
Precision Gas Nitriding and Ferritic Nitrocarburizing Furnace
Ipsen offers free furnace evaluations
Kudos Chatter
Grupo Mess was recently named an exclusive Buehler distributor of metallographic and hardness equipment in Mexico.
Aerospace Testing & Pyrometry recently announced the opening of their newest regional office in Greenville, SC. The territory will include North Carolina, South Carolina, Virginia, Georgia, Tennessee and Alabama.
Constellium SE was recently recognized with the “Best Performer Award” by Airbus.
Advanced Heat Treat Corp. recently announced that it has added gas nitriding to its Nadcap® accreditation.
Grupo Mess
Heat Treat Today is pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to editor@heattreattoday.com
Heat Treat Today offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry.
Personnel & Company Chatter
Mike Smith has joined Magnetic Specialties, Inc. as their new Business Development Manager.
Ipsen USA has announced the completion of its 2019 Corporate Academy class, which is part of an initiative to grow service capacity globally. Seven graduates will step into positions as field service engineers after several months of training and passing their final exam.
Tom Gundic recently joined Solar Atmospheres’ facility in Greenville, South Carolina, as their new plant manager.
Isostatic Toll Services Bilbao is pleased to announce the official opening of its new plant in Abanto-Zierbena, Spain, on January 29th.
Heating Furnace at Uddeholm AB, which is taking part in the electrical heating project
The Swedish Energy Agency has granted a new project that will explore the possibilities of electrifying heating processes. It will evaluate the potential of replacing gas-fired furnaces with electrically heated furnaces for material heating. Kanthal, part of the Sandvik Group, is taking part in the project.
Sean Toland has taken on the position of executive Vice President of Operations for Wire Experts Group, the parent company to Pelican Wire and Rubadue Wire, the second of which Toland is already serving as president.
NSA Industries, a provider of metal fabrication, machining, powder coating, and assembly operation, has acquired VitexExtrusion, a provider of aluminum extrusions, machining, and fabrication services for solar and automobile customers.
Jon K. Tabor is retiring from the position of Chairman Emeritus of Allied Mineral Products effective March 31, 2020. He will remain on Allied’s Board of Directors.
Vincent Esteve has been promoted to Business Development Manager at the ECM USA, Inc. subsidiary in Pleasant Prairie, Wisconsin.
Mike Smith, Business Development Manager, Magnetic Energies, Inc.
Tom Gundic, Plant Manager, Solar Atmospheres
Sean Toland, Executive Vice President of Operations, Wire Experts Group
Vincent Esteve, Business Development Manager, ECM USA
Jon K. Tabor, Chairman Emeritus, Allied Mineral Products
Equipment Chatter
Wisconsin Oven has shipped a Natural Gas (Direct) Fired Continuous Duty Conveyor Oven to an American manufacturer to be used for stress relieving steel snap rings used in automotive parts.
L&L Special Furnace Co, Inc. has shipped five model GS1714 furnaces to a worldwide leading manufacturer of chemicals and chemical coating products located in the Midwestern US.
Tenova LOI Thermprocess recently received an order from Joint Stock Company Pervouralsk Pipe Plant in Russia for a new roller hearth continuous furnace system for bright annealing stainless steel pipes in a 100% H2 atmosphere.
Lindberg/MPH announced the shipment of two Electrically Heated Nitrogen Atmosphere Pit Furnaces to the automotive industry for the purpose of heat treating automotive parts.
Natural Gas (Direct) Fired Continuous Duty Conveyor Oven
GS1714 Bench mounted box furnace
Roller hearth continuous furnace system
Electrically heated atmosphere pit furnace
Kudos Chatter
Kittyhawk Products OR LLC has been awarded Nadcap® accreditation for Heat Treating/Hot Isostatic Pressing (HIP). Kittyhawk Inc has held Nadcap® accreditation since 2014.
From Left to Right: Quality manager, AM/NS Calvert, Bobbie Hesley; GM supplier quality engineer, Mark Wu; AM/NS Calvert CEO, Jorge Oliveira and team members from the AM/NS hot dip galvanizing lines.
ArcelorMittal USA was recently honored with the General Motors Supplier Quality Excellence Award for three production facilities: AM/NS Calvert, Calvert, AL; Indiana Harbor; and I/N Tek and I/N Kote, New Carlisle, IN.
Heat Treat Today is pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to editor@heattreattoday.com
The Class of 2019 40 Under 40, revealed online on October 4, was featured at the Heat TreatTodaybooth at the Heat Treat Show in Detroit, Michigan. Here is a group photo of most of those still present on the last day:
Matt Watts (Ultra Electronics Energy), Mike Harrison (Gasbarre), Ben Gasbarre (Gasbarre), Tom Zimmerman (ATP), Chris Davidson (SSi), Neal Conway (Delta H), Brandon Sheldon (Plibrico), Kyle Hummel (Contour), Sergio Cantu (Quaker Houghton), Uwe Rahn (Rubig), Justin Dzik (Fives)






 A North American heat treater in aerospace manufacturing acquired a three-cell vacuum furnace for multi-purpose operation from a U.S.-based manufacturer of vacuum furnaces. The system will bring the heat treater's carburizing processing in-house and contribute to the facility's ability to maintain takt time.
A North American heat treater in aerospace manufacturing acquired a three-cell vacuum furnace for multi-purpose operation from a U.S.-based manufacturer of vacuum furnaces. The system will bring the heat treater's carburizing processing in-house and contribute to the facility's ability to maintain takt time.