Heat Treat Today, in cooperation with the Metal Treating Institute (MTI), recently presented the 2024 Master Craftsman Award (also known as the Commercial Heat Treater of the Year Award) to John and Kerri Quaglia, third-generation owners of Bennett Heat Treating & Brazing Co., Inc.
The award was presented at the formal awards presentation dinner following the Furnaces North America trade show on October 16, 2024, in Columbus, OH. John Quaglia was present to receive the award on behalf of his company. In his speech, Doug Glenn commented, “This year’s recipient is another shining example of what the commercial heat treating industry has come to represent — highly competent, environmentally aware, and civic-minded leaders in their community and in the heat treating industry — a great example of what commercial heat treating is all about.”
This award is given to the company that demonstrates making a positive impact on their community and their industry. Recognition is based on quality programs, commitment to the environmental, and community leadership and judged by a panel of previous recipients
Bennett Heat Treating received a plaque commemorating this auspicious award and a scholarship fund of $1500 from Heat TreatToday that was matched with another $1500 from MTI’s Education Foundation. The heat treater will award this $3000 to a high school or college student who is pursuing an education in the heat treating industry.
Congratulations to Bennett Heat Treating on receiving this award.
Presenting the 2024 Master Craftsman Award is Doug Glenn, publisher of Heat Treat Today and treasurer on the Board of MTI’s Education Foundation. (Source: MTI)Scholarship award check presented to Bennett Heat Treating & Brazing Co., Inc. (Left to right) Doug Glenn, publisher of Heat Treat Today; John Quaglia, president and co-owner of Bennett Heat Treating; and Ryan Fussell, president of Southwest Metal Treating Corp and 2024 MTI President. (Source: MTI)John Quaglia, co-owner and president of Bennett Heat Treating, accepts the 2024 Master Craftsman Award from Doug Glenn. (Source: MTI)John Quaglia, co-owner and president of Bennett Heat Treating, speaking upon his company’s receiving the 2024 Master Craftsman Award. (Source: MTI)
The press release is available in its original form here.
Heat TreatToday publishes eight print magazines a year, and included in each is a letter from the publisher, Doug Glenn. This letter first appeared in the September 2024 People of Heat Treat print edition.
Nearly every month, in the pages of this magazine, avid readers learn about the technologies and products of the North American heat treat industry that help them and their companies be more profitable. Rightly so. As the industry’s leading technical and trade journal, it is our mission to provide timely and helpful technical content. We believe people are happier and make better decisions when they are well informed — that’s what drives us. We like seeing people happier, so we do our little part each month to make sure our readers can make well-informed decisions.
But, as we discuss periodically at our monthly team meeting, the focus is not the technical and timely information; the focus is the people.
As with nearly every successful business in a free economy, the key to success is serving people. If we are successful at meeting the needs of the people we hope to help, they’ll continue to do business with us. We both benefit.
In this edition of Heat Treat Today, we’re going to focus in not so much on the technologies and products like we usually do; rather, we’re going to focus on a number of individuals who are rising leaders in the industry — individuals who are honing their skills so they can be more helpful to others in the industry.
This is the seventh year of Heat Treat Today’s 40 Under 40 initiative. As of this year, we will have honored and recognized 280 rising young leaders in the North American heat treat industry. Each successive year seems to be getting better and better. The quality of the candidates seeking recognition continues to rise, making the choosing of just 40 of them more and more difficult. Their stories vary widely. Some are owners of companies, some are accomplished managers or technicians, all are accomplished and have demonstrated their competence and leadership in the industry relatively early in their careers.
It is this group of people who are focusing their energies on developing the technologies and products that help the entire North American heat treat industry and those outside the industry as well. By and large, the people highlighted in this edition are “technical” people. A good and growing number of them are employed by manufacturers who have their own in-house heat treat operations (captive heat treaters). Others come from commercial heat treat facilities. And others come from industry suppliers. Nominees hale from Canada to Mexico. Both women and men are represented, which is so encouraging.
Most importantly, all these people have personal lives that are better or worse depending on how well they do their work. And how well they do their work is oftentimes dependent on how well informed they are. It’s our desire to make sure all these young people can live more enjoyable lives by staying well informed.
Being recognized as one of the top 40 rising young leaders in the North American heat treat industry has proven to be quite a boon to many past recipients of this honor. If you’d like to hear more about past recipients, please search our website for “Heat Treat NextGen” and listen to our recent interviews with several past honorees, like Brynna Keelin Kelly-McGrath.
Doug Glenn Pubisher Heat Treat Today
I’d like to say a special thank you to the team at Heat Treat Today who coordinates this effort each year. Headed by Bethany Leone for the past several years, herself an “under-40” person, Bethany was this year assisted by Jayna McGowan and again by Evelyn Thompson. This team of three, together with some significant help from Brandon Glenn, have worked hard on this effort and are bringing a lot of smiles to faces with the release of this edition. Great work, Heat Treat Today Team!
To all this year’s 40 Under 40 recipients, congratulations on the well-deserved recognition you are receiving.
Listen as Jeff Rafter, vice president of sales and marketing at Selas Heat Technology and current IHEA president, discusses the upcoming IHEA Decarbonization SUMIMIT with Doug Glenn. Scheduled for October 28-30 in Indianapolis, Indiana, the summit will address the challenges and opportunities of decarbonization for manufacturers. Jeff highlights IHEA’s nearly 100-year history in industry education. The event will feature keynote speakers from the DOE, Oak Ridge National Laboratory, and John Deere, with a mix of technical and business content aiming to provide practical strategies for energy management and sustainability. Learn more in this episode of Heat TreatRadio, and learn more about this episode sponsor, IHEA, and their event at summit.ihea.org.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
The IHEA Decarbonization Summit (01:03)
Doug Glenn: Jeff, when and where is the summit? And what was the driving force behind deciding to do this event?
Jeff Rafter: The IHEA Decarbonization SUMMIT will be at the Conrad Hotel in Indianapolis, Indiana, beginning on Monday, October 28, and ending Wednesday, October 30.
The drive to create this event arose because the IHEA membership had often commented on, and lamented, the frequent inquiries they get from the client base across all sectors of manufacturing; clients are looking for clarification on the ongoing changes of the U.S. energy infrastructure and, specifically, how to manage the requirement to reduce carbon dioxide emissions.
There is a lot that is changing quickly in the U.S. energy infrastructure around renewables, electrification, and low carbon fuels. he IHEA board felt that it was essential to assist manufacturing members by trying to clarify these topics in an interesting event that presented the information objectively and provided a diverse array of all the decarbonization pathways available to manufacturers today.
IHEA’s Qualifications (02:36)
Doug Glenn: For those who might not know what IHEA is, what makes it uniquely qualified to present such a summit?
Jeff Rafter: I am proud to say that IHEA is a very unique organization. Many trade organizations do not have the long-standing success in supporting members that this organization has. The composition of IHEA, which is close to 100 years old, was originally made up of heating appliance and heating component manufacturers, who have spent most of our history focused on industry education as a service to all the member companies.
We felt that this was the perfect organization to take up the topic of sustainability and decarbonization because we are education focused. From that background and that bias, we are leveraging thousands of years of experience over a broad array of manufacturing options from traditional fossil fuels through electrification. Our member companies provide a very strong basis to deliver real-world examples of how to deal with reducing CO2 emissions.
Doug Glenn: And if I am remembering correctly, IHEA actually has a standing history of cooperation and working with the DOE on different things in the past, correct?
Jeff Rafter: Very good point, Doug. If you look back in history, before “CO2 reduction” and “decarbonization” became buzzwords, we spent a lot of similar efforts working with government organizations, research laboratories, and third-party organizations around topics of NOx reduction and trying to create a cleaner basis of industrial, manufacturing, and energy. In addition, we have always spent our time helping with business concerns regarding efficiency, not only operating successfully heating processes and appliances, but also making manufacturing more cost effective.
Keynote Speakers (04:44)
Doug Glenn: And speaking of the DOE, I see that there are some pretty high-profile speakers coming. The keynote speaker is Dr. Avi Shultz, from the U.S. DOE, and he is on the Industrial Decarbonization Initiative. Other speakers include Paulomi Nandy from Oak Ridge National Lab, Jeff Kaman from John Deere, and Tim Hill from Nucor. Can you give us a sense of what these folks will be talking about?
Dr. Avi Shultz Director U.S. Department of Energy (DOE) The Industrial Efficiency & Decarbonization Office (IEDO)Paulomi Nandy Technical Account Manager, R&D Assistant Staff Member Manufacturing Energy Efficiency Research Analysis Group (MEERA) Oak Ridge National Laboratory (ORNL)Jeff Kaman Manager, Energy Supply and Sustainability John DeereTim Hill General Manager Sustainability Solutions NucorSpeakers at the IHEA Decarburization Summit
Jeff Rafter: Doug, we are very excited to have the diverse mix of speakers that will make up the summit presentations. With Dr. Schultz and Miss Nandy, we are very excited to be providing a third-party opinion — government organizations and research laboratories — and they will be presenting on their views of the trends for the future of sustainability and decarbonization.
When we move to some of the other presenters like Tim Hill from Nucor and Mr. Kaman from John Deere, we also wanted members and attendees to take away from the summit real-world experience. These are not imagined or planned changes. We wanted companies that had actual experience with decarbonization — who had even taken actions towards net-zero positions — to share with attendees exactly how they approached the challenges.
Because, of course, some of the issues around sustainability are that it comes at a cost.
And how do you fund that? How do you research that? Where do you look for grants, and how do you make the business case towards decarbonization or any sustainability action for that matter?
Finally, adding to those two bodies of participants, we have a number of presenters speaking about real-world solutions today. IHEA’s view on decarbonization and sustainability is that there is a very broad set of pathways that you can take today with inexpensive, readily available technologies all the way out to longer term solutions like full electrification of processes.
There is more than one way to approach this challenge and do the responsible thing in manufacturing, which is to address our CO2 production globally.
Is Electrification the Only Answer? (07:25)
Doug Glenn: You mentioned electrification. When people hear decarbonization or sustainability, they often think electrification. There may be a lot of people listening saying, “I am primarily combustion. Should I be going?” Are only electrification solutions going to be presented? Or are combustion solutions going to be presented as well to help with the decarbonization?
Jeff Rafter: The answer to that question is, “Yes, you should be going, regardless of whether your focus and your background is in traditional fossil fuel combustion or electrification.”
The summit will contain a very balanced approach of different technologies, presented with no bias. The goal of this summit is providing education to help business leaders make better decisions around their energy management and their environmental concerns.
With that said, when we look at the body of what is available in the agenda, electrification is an important topic. But as a lot of people recognize, some portions of electrification are just relocating to a different fossil fuel further away from the point of use whilst other electrification options linked to renewable energy sources truly can come close to net-zero production of CO2.
IHEA’s view is that there are many sustainability pathways that we can all investigate or pursue.
Some pathways maintain fossil fuel basis. Some industrial processes will be challenged to move to an electric heating source. And then for other processes, electrification is the cat’s meow. So it is that broad sweep of diverse technologies that everyone needs to be educated on to make better decisions when the time comes.
Who Should Attend the Summit? (09:21)
Doug Glenn: How technical will the summit be; do I need to know heavy engineering, metallurgy, and things of that sort? And who should come?
Jeff Rafter: Traditionally, a lot of IHEA’s educational content has been directed at a technical audience; it was technical education about how various energy sources and heating appliances work, how to comply to code, and how to approach the application of that equipment safely. In this particular summit, we have changed course a bit in that we did not want this event to be a technical conference.
The idea of this summit was to make it a business conference because that is where most of the challenges exist when we look at sustainability efforts.
The content that will be presented is a pleasant mix of some technical topics because we have to get a rudimentary understanding of how these different technologies work. However, we are spending just as much time in the presentations addressing business concerns: How do you fund these various actions? Where can you find available grants? What are real-world examples of how other companies have approached sustainability or have begun an initiative internally? How do you get the support and the decision-making decided while moving in the right direction? When you look at the agenda that will be posted on the IHEA website, you will see that the topics range broadly from some technology presentations to real-world business concerns and how to make those business decisions.
Agenda for IHEA Decarburization Summitt, Monday – Wednesday, October 28-30, 2024, in Indianapolis, Indiana
Doug Glenn: How much fun have you had putting this summit together?
Jeff Rafter: I would happily report it has been a tremendous team effort.
I am very proud to say that a lot of IHEA member companies and third parties have stepped up to help us construct this event. We are really looking forward to it being a valuable event that provides a lot of information and important takeaways for participants.
Doug Glenn: I know you have put a lot of work into it. I have watched you do this over the last year and a half, and you have done a great job coordinating it.
Closing Remarks (12:34)
Jeff Rafter: I would just like to say in closing, for anyone who is thinking about coming to the IHEA Decarbonization Summit, please do. This is a very important topic for manufacturers, and you really need to take the approach of not waiting. It is time to get in front of changes in our energy infrastructure and the need to decarbonize some manufacturing processes. This is a great way to get educated and start your plan.
Doug Glenn: And I did remember one other motivation: If you are looking to stay at the hotel where the summit is held, the cutoff date for the hotel (you can still get into the summit even if you do not hit this cutoff date) is October 7th. So anyhow, appreciate it. Jeff, thanks very much for your time.
About The Guest
Jeff Rafter Vice President of Sales and Marketing Selas Heat Technology Company, LLC Source: Selas Heat Technology
Jeff Rafter is vice president of sales and marketing for Selas Heat Technology in Streetsboro, Ohio, and has a rich history in the combustion industry, including Maxon Corporation. Jeff has 31 years of industrial experience in sales, research and development, and marketing; combustion application expertise in process heating, metals, refining, and power generation; and 13 years of service on NFPA 86 committee. He holds patents for ultra-low NOx burner design. Additionally, his company, Selas, is an IHEA member, and Jeff is the current president of IHEA as well as one of the driving forces/coordinators behind the upcoming Decarbonization Summit at the Conrad Hotel in Indianapolis, October 28-30.
Heat treat industry players from across a spectrum of facilities, suppliers, and manufacturing specialties landed in Pittsburgh, Pennsylvania, on Monday, September 24, 2024, to kick off Heat TreatBoot Camp 2024. Attendees networked, gained new practical knowledge, and participated in a tour of a local commercial heat treating facility. It wasn’t all work; an opportunity to get to know one another at a meet-and-greet reception upon arrival and later on a trip up Pittsburgh’s Duquesne Incline allowed boot campers to relax and connect, balancing work with fun.
A day and a half of sessions led by instructors Doug Glenn, publisher and founder of Heat TreatToday, and Thomas Wingens, president/CEO and founder of WINGENS International Industry Consultancy, brought the 39 trainees up-to-speed on “Processes & Materials,” “Heat Treat Players,” “Latest Heat Treat Developments,” and more. Questions and discussion were encouraged during the formal sessions, and heat treaters had plenty of informal, additional learning time through interactions with each other and the instructors.
At the end of the first day of lectures, nearly all of the attendees boarded a school bus to visit the Duquesne Incline on Mount Washington and enjoy the view of Pittsburgh. Following another day packed with training and resources, attendees had the option to visit Solar Atmospheres in Hermitage, Pennsylvania, to tour the in-house vacuum heat treating and brazing facility.
Ike Okoh Product Engineer Dry Coolers
“I’ve enjoyed talking about the different types of heat processes and the types of furnaces — vacuum and atmosphere air systems,” said Ike Okoh, a product engineer with Dry Coolers, Inc, based in Michigan. “The questions I had before the course started were answered during the course, and the most beautiful part of the program was that it’s not always you get to see CEOs and or business owners in the training sessions with you. It’s wonderful to get to meet them and find out more about them and their companies.
“The instructors, Doug and Thomas, were really nice, went through the course and broke down some of the issues, took questions and answered them,” Okoh added. “All in all, it’s been an enlightening experience.”
“Every group that’s been here is different,” said Glenn. “This group has been really fantastic; it’s an engaging group, and overall, we’ve heard positive feedback that the sessions and networking have been helpful. So, thanks to everyone who has come, and we look forward to seeing others next year.”
Highlights of the Event
Monday evening’s meet-and-greet allowed participants to network and connect.
Days 1 and 2 of instruction from Doug Glenn and Thomas WingensField trip to Pittsburgh’s Duquesne Incline after Day 1 of instructionHTBC 2024 team and attendees
Keep your eyes open for your invitation to join us in 2025 for our fourth year of training up heat treaters of the future. Be sure to register early and bring friend and coworkers!
“It’s really difficult to speak against ‘quality.’ Who doesn’t want quality?” Read on to discover Doug’s thoughts on this topic.
Heat Treat Todaypublishes eight print magazines a year and included in each is a letter from the publisher, Doug Glenn. This letter first appeared in the March 2024 Aerospace Heat Treatprint edition.
With door plugs flying out of airplanes at scary-high altitudes, it seems an appropriate time to revisit where we are in quality initiatives in the North American heat treat industry from an equally high, 30,000-foot perspective.
It’s really difficult to speak against “quality.” Who doesn’t want quality? Those who even bring it up are bound to be looked at with suspicion. Let the suspicion begin, because I would like to bring it up.
One Standard To Rule Them All
Contact us with your Reader Feedback!
Since my early days in the heat treat industry (late 1980s), there have been discussions about “quality” standards and certifications. I first remember QS-9000, a standard imposed on automotive industry suppliers by the Big 3: General Motors, Ford, and Chrysler. The understanding was if you (a supplier to the Big 3) work and achieve QS-9000, then you won’t need to worry about complying with any other quality certifications, especially from one of the Big 3; it was one standard to rule them all, to borrow language from Lord of the Rings.
Before QS-9000, each of the Big 3 could demand that you comply with their specific quality standards, and each of them could (and would) audit your processes, costing suppliers significant time and money. Saving these costs by complying with JUST ONE standard that would make the Big 3 happy was the driving force behind QS-9000.
But QS-9000 ceased to exist on December 14, 2006, and was replaced by one or two other standards systems (depending on how you look at it). So much for one standard.
During the 1980s and 1990s, the quality industry saw enormous growth. “Quality Assurance” (QA) departments burgeoned, “Quality Managers” became more prevalent, and standards organizations, like SAE and ISO, flourished. Quality had become an industry of its own. In fact, my previous employer, BNP Media, publishes Quality Magazine just to serve the growing quality industry. Quality is now a living, breathing organism that, like all living things, is interested in self-propagation and survival.
“Quality” or Consistency?
One of the first thoughts I remember having about the corporate quality initiative I was involved with was the distinct lack of a definition of what “quality” really meant. For many of the standards, they did not really care what you did (whether or not you did quality work), they just wanted you to prove you had documented your work, that your people knew said documentation existed, and they were following the processes you had described in documentation.
That doesn’t sound so much like true quality so much as it sounds like a consistency check for documentation. Certainly, documenting and complying with documentation is a good thing. To that extent, the quality movement has certainly helped many companies.
“. . . current “quality” standards . . . act [more] as an anchor on a fully throttled ship . . . .”
As the current “quality” movement stands, it seems to be more of a hindrance to quality than a help. Today, most of the current quality standards that exist, as much as they may help in some instances, act as an anchor on a fully throttled ship — slowing progress and innovation.
Regularly, we hear about new technologies that are very innovative. These new technologies, if they could be adopted, would undoubtedly increase true quality and lower costs. They are, however, not being commercialized at a significant rate because suppliers have to conform to quality standards, and it would take heaven and earth to change those standards. In this sense, the quality movement is inhibiting quality instead of supporting it.
Love-Hate Relationship
Even many in the quality industry are aware of this hinderance. Over the past several months, I’ve spoken with quite a few quality people who think their industry is bloated and, in many cases, counterproductive. But it is a huge part of their livelihood. When I ask them if they think the industry would be better off without a quality movement, nearly all of them have a hard time letting go . Most think it would be a bad thing if quality standards and audits went away.
Perhaps in a future column, I can give you one scenario of how we could pivot away from the current “quality” system to a more market-oriented quality system which would do a better job promoting both quality and innovation .
Heat Treat Today publishes eight print magazines a year, and included in each is a letter from the publisher, Doug Glenn. This letter first appeared in the January/February 2024 Air & Atmosphere Heat Treatprint edition.
On the evening of October 11, 2023, at the El Conquistador Resort in Tucson, Arizona, a crowd of roughly 300 individuals associated with the Metal Treating Institute experienced something I’m quite sure NO ONE in the room had ever experienced before. Following that evening’s gala dinner event, Mr. Wally Bamford (more about Wally below) addressed the crowd with a few remembrances and thoughts on the over 50 years he has spent in the North American heat treating industry and then announced to the crowd that he and his wife Betty were establishing a $1,000,000.00 scholarship fund to be administered by the Metal Treating Institute’s Educational Foundation.
In typical Wally Bamford style, Wally tacked on the word “Canadian” (as if to minimize the amount!) after wowing the crowd with “one million.” This resulted in both a roaring round of applause mixed with sprinkles of laughter for Wally’s characteristic humility and humor. The smile on Wally’s face was so genuinely happy.
Wally Bamford donating $1,000,000.00 CN at the 2023 MTI Fall Meeting (Source: MTI)
What a great guy! Even before this exceptionally generous donation, Wally was known to be one of the most kind, gracious, and generous individuals in the industry. He and Betty were one of the first people my wife Mary and I met when we first entered the industry back in 1994. The four of us, along with two other couples, went hiking in the mountains near Whistler, British Columbia, on one of the free afternoons of an industry annual meeting. It was a memorable time not only for the beauty of the scenery but also for the kindness and impressive physical fitness of both Wally and Betty. Consistently, from hat day forward, Wally and Betty have been stalwarts in the industry — always kind, always interested in other people.
For those who don’t know Wally, he is now in his late 80s or early 90s and was the founder of Can-Eng Furnaces International Ltd. He’s been involved with a variety of commercial heat treating ventures as well as high-temperature furnace manufacturer, Harper International. His list of accomplishments is too long to list here but suffice it to say that Wally is a true heat treat legend and a genuinely nice person.
Buster Crossley, of Texas Heat Treating in Austin, Texas, is the current president of the MTI Educational Foundation. Along with Tom Morrison (CEO of MTI) and me (the current treasurer of the Foundation), he gratefully and humbly received Wally’s very generous donation. According to Mr. Crossley, the donation and earnings from the donation will be used over the next 10 years to establish a strong and lasting scholarship program to be administered by the Foundation.
The North American heat treating industry is a better place with Wally and Betty Bamford. Everyone affected would like to say a HUGE thank you to both of them for their exceptionally generous donation.
Heat Treat Today publishes eight print magazines a year, and included in each is a letter from the publisher, Doug Glenn. This letter first appeared in December 2023 Medical and Energy Heat Treatprint edition.
. . . not as bad as predicted. In fact, it was a pretty darn good year for the North American heat treat industry.
Russia and Ukraine
Doug Glenn, Publisher, Heat Treat Today
This time last year, there were many predictions about a pending economic slump in varying degrees of severity. Russia’s invasion of Ukraine on February 22, 2022, was front-page news most of 2022. When Russia cut off the flow of natural gas from Russia to Europe through the Nord Stream 1 pipeline in September 2022, Europe, and much of the world, planned on a very cold winter and cooling economies around the world in 2023. While Europe certainly took a hit with energy prices that were sometimes 3x what they had been, most of the rest of the world adjusted quite nicely. Even the United States did well in 2023 despite our federal government’s insistence on reducing and eliminating petroleum-based flows of energy which are in abundant supply.
Titanium supplies were also predicted to take a huge hit with Russia being one of the chief suppliers. But since a May 2022 high of roughly $19/ kg, the price of titanium has been dropping steadily back into a pre-conflict price of roughly $6/kg. Only $2/kg higher than the average price of titanium from 2017 to 2022. Not bad.
Of course, the macro effects of the billions of dollars that the U.S. has sent to Ukraine remain to be seen; in economic terms, 2023 turned out to be not as bad as predicted when it comes to the Russia-Ukraine conflict, at least for the U.S.
2023 Recession . . . that Wasn’t
“And for 2024, let’s be optimistic and prayerful that God will again be merciful and not reward us as we deserve!”
Thanks to the U.S. federal government’s now widely agreed upon over-reaction to COVID in the form of “quantitative easing” (meaning pumping the economy full of money created out of thin air), nearly everyone in 2022 was predicting a significant economic recession in 2023. It was just a matter of when, not if. At the time of writing this (early November), it doesn’t appear likely that the U.S. will see a recession in the remaining months of the year. In fact, most of the company leaders that I’ve spoken to this year have reported (surprisingly) strong orders, growing backlogs, and very little signs of slowing inquiry levels. Nearly everyone is busy with no end in sight. Even in the face of rising interest rates — the highest in nearly 30 years — capital equipment purchases seem to be clipping along very nicely. Everyone is surprised, but happy.
Israel, AI, and Other Disruptors
That’s not to say the world and the North American heat treat market’s place in the world is all roses. It is not. 2024 will have its own list of significant challenges, not the least of which is growing global instability à la China, Iran, Russia, Israel, etc. and the U.S.’s participation therewith. The advent of digital currencies could be another disruptor. Artificial Intelligence (AI) seems to be approaching at warp speed — no one is quite sure what it is, but we’re all pretty sure it will have an impact.
Regardless of what God has in store for us in 2024, 2023 has certainly not been as bad as it was predicted to be in December 2022. For that we can be thankful. And for 2024, let’s be optimistic and prayerful that God will again be merciful and not reward us as we deserve!
All of us at Heat Treat Today wish you, your family, and your business a Merry Christmas and a blessed and prosperous 2024.
“Don’t lose sight of who you are . . . .” In an industry where passion to create, help, and discover can become all-consuming, Doug Peters’ drive and dedication to the heat treat industry has not compromised his care to family, employees, and the joys of life. As the founder and CEO of Peters’ Heat Treating, this Heat Treat Legendjoins Heat Treat Radiohost, Doug Glenn, in a special episode.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Meet Doug Peters (01:05)
Contact us with your Reader Feedback!
Doug Glenn: Doug, it’s really good to talk with you. We’ve known each other for many, many years, but it’s really nice to get a chance to sit down with you here on Heat Treat Radio’s Heat Treat Legend — it’s an appropriate title for you. I’m really glad you took the time to talk to us. Welcome to the episode.
Doug Peters: Thanks, I appreciate it.
Doug Glenn: The first thing we do in these episodes, Doug, is just kind of give people a sense of you, the person, before heat treat. How did you get into the industry and a little bit of the history of your experience? Why don’t you start with where you are located, as well?
Doug Peters: We’re located in Meadville and McKean, Pennsylvania; we have two plants. The total square footage in the plants is probably roughly 70,000 square feet.
My history goes clear back to my farm days. Our family farm, which has been in our family since 1885, opened a retail milk store in 1963. My mother had no babysitter, so I had to go to work with her. During that time, I was taught how to prepare a storefront, and by the time I was 12, she had me cashing out the cash register, and reconciling all receipts at the end of the day. When “Mrs. Brown,” who was elderly, pulled up out front, you went out and met her at the car and got her bottles for her, and helped her in and out of the store. A good amount of my business acumen, believe it or not, came from my mother and that experience.
I graduated from Penn State University with a degree in business but, enroute, tried to be a pharmacist, so I ended up with 40 credits in the sciences. I went into the insurance business because I felt as though I needed some toughening up, people-wise. I ended up being an insurance agent for three years and had one question that I always asked customers and that was: “If I’m a genie and I can grant you one wish, what would it be?” And every tool shop I called on said, “We need a good heat treater.”
I had worked for my wife’s father in a tool and die shop, in the summers, as a saw boy, etc., so I sort of knew what heat treating was. Well, I went and discussed it with my wife’s father, and he gave me the name of a gentleman who had just retired from Talon after 32 years in their heat treating department. I called him on the phone, I paid him under the table, and he taught me the trade. Without him, I wouldn’t be sitting here today.
Likewise, my father-in-law bought us a building and gave it to me one-year rent-free, and my father, who was a railroad engineer, showed up every day after a full shift, and helped me fix the old broken-down equipment that I had bought to start the business.
Then there was Jackie, sitting behind the scenes. She did all the books. She was a full-time schoolteacher. I went three years, to the day, without a paycheck. My first paycheck was $100.
That’s how I got started.
Doug Glenn: What year did you actually start the heat treat?
Doug Peters: 1979, October of 1979.
Doug Glenn: October of ’79 you started the heat treat. Wow. And there is great family involvement too, right? Your dad, your father-in-law, Jackie . . .
Doug Peters: Yes. You know something? You certainly can’t accomplish anything by yourself. Without those guys and Jackie, we would not have been able to do what we did.
Doug Glenn: That’s great stuff.
Help me with the math. How many years was that ago?
Doug Peters: In October 2023, it would have been 44 years ago.
Major Accomplishments (04:40)
Doug Glenn: So, in the 44 years, what are the highlights? Are there one or two, or two or three, major accomplishments that, when you look back, you say, “You know what? This was a major accomplishment or something pretty significant.”
Doug Peters: I think probably the most satisfying thing to me are the families of the employees that we’ve had over the years. I’ve watched them get married, buy homes, have children, have grandchildren, and we’ve been very lucky to keep a very tenured staff over the years. Being involved with not only the employees but our customers within the community. Being able to contribute and help people as a result of what we do here in the heat treat — it’s really been the most satisfying thing for me.
Doug Glenn: I don’t want to underemphasize that. I think that’s a classic Doug Peters answer too. You know, you are one of the most “people oriented” people I know, which is great. I told my wife, when we were starting Heat Treat Today: You know what I’m looking forward to, is paying people. I don’t know why I was looking forward to it, but I was. So, I appreciate that perspective.
Does anything jump to your mind as far as actual business accomplishments? Is there anything that happened over the years, like, for example, opening the McKean plant?
Doug Peters: Yes, I suppose, if you look at those things. To me, those were just normal forces of business to better serve customers.
We started out with four little box furnaces with maximum capacity of 20 pounds. My first employee was my loyal dog. As we moved forward, I was lucky enough to work for a very innovative group of customers. We were on the cusp of tool and die morphing with the advent of computers into enabling (or demanding) us to really do more than traditionally what heat treating had been responsible to do.
For instance, one of the early things we did was we learned how to not control size, but influence size on a particular part and design to eliminate hard finish time on tooling. That was one of the things we did a lot of work in. We did a lot of work in straightening.
Early cryogenics work. I mean, back in 1980 and 1981, I bought a machine that would take gaseous CO₂ and compress it into very pithy dry ice. Then, utilizing ethyl alcohol as a catalyst, I could drive temperatures to -70/-75 degrees. Experimenting with that, we found that we could improve the stability of materials that were being manufactured in the shops, but most of all, improve part life. So, that was the advent of us getting into liquid nitrogen cryogenics, in the very early ‘80s.
From there, we graduated into vacuum furnaces. We have nine vacuum furnaces, presently. In 2006, we bought 20,000-pound nitriders that can do up to 138 inches in length. Then, of course, the specification requirements grew and grew, as we moved forward.
Doug Peters with family. Left to right: Doug Peters, Diana Wilkosz, Jackie Peters, and Andy Wilcosz, with three grandkids interspersed. Source: Peters’ Heat Treating
At this point in time — and I’ve got to give my son-in-law, Andy, my daughter, Diana, and his staff a lot of credit — Jackie and I had a company that was ISO, and we could work the ASM2750 pyrometry specifications. When Andy and Diana came on board, they took us to Nadcap. Andy just put in a destructive testing laboratory. For instance, we just had our first AS audit, so those capabilities are now online.
And we’ve grown to nearly 80 employees. When you look at the major accomplishments over the years, a lot of the technical-credit goes to the people out on the shop floor who really put their shoulder on the wheel and pushed with us to go through the disciplines that are required to gain those things.
The Metal Treating Institute (09:18)
Doug Glenn: I’d like you to address two other questions on accomplishments, if you don’t mind, Doug. You and I have had a long history in the Metal Treating Institute. I’d just like you to have a comment about your activity there, including the fact that you were a president. Then, also, would you be comfortable commenting on Laser Hard?
Doug Peters: Sure!
As far as MTI, our company would not be successful without MTI — or as successful as it is. We’ll give Jackie the credit.
In 1984, I bought a fluidized bed from Wally Bamford. As we sat at dinner, after we had signed the purchase orders that evening, Wally shoved an application for MTI under my nose, and he said, “You’ve got to join this organization.” I asked him what it was about, and he told me, so Jackie and I joined. But we didn’t do anything for four years, except look at the sales reports and everything else.
Well, my wife signed us up for our very first meeting in 1989. Once we got there, I went, “Oh my goodness, have I been missing out on how to grow the company?” It was at that meeting that I met Chet Walthall and Roger Keeran, who ended up being wonderful mentors and friends of mine. I treasure those guys so much.
The other fellow that I met through that journey was Jack Ross who owned Ironbound. Jack would allow you to come into his plant and he’d share anything, as long as you were an MTI member — that was his only requirement.
Lance Miller was our executive secretary, at that point. My first involvement at MTI was getting a call from Chet Walthall congratulating me because I was on his education committee. Then, with forward planning — which is now strategic planning — I called Lance and asked if I could go to the meetings being held in Pittsburgh. I was not on the committee but my contention to him was, as a forty-something, I really thought that somebody younger should be on the committee that was planning the future in the institute. So, that’s my involvement, and it just mushroomed from there.
Well, yes, of course, my wife, Jackie, who was our president in in 2015. It was my pleasure to carry her briefcase that year and watch her. Her tenure, at the board level and through the chairs, was longer than mine. She served on numerous committees and she’s received a few awards, and she’s so deserving.
Doug Peters, Founder & CEO, Peters’ Heat Treating, Inc.
Doug Glenn: In fact, if I may interrupt, you were one of the founders of that Educational Foundation, if I’m correct.
Doug Peters: That is correct. And, you know, there were other people on our committee too, but to be able to see what the education foundation has grown to and how it will support the industry moving forward, I am very pleased to have been a part of that.
Doug Glenn: And we’ve got to make another note here, since we mentioned Wally Bamford: It wasn’t long ago that Wally made a very significant contribution to that foundation.
Doug Peters: Well, you’re doggone right.
Our initial bogey was a quarter of a million dollars. We weren’t going to take a nickel out until we got to $250,000. We pushed it over $250,000 and that’s when I stepped aside and we had different folks take chairs. Then we pushed it to $450,000, and now we’re giving scholarships. As a matter of fact, we had a recipient, here at the heat treat, to the Founders Scholarship. Then, of course, Wally, at our 90th anniversary, gave us a million dollars.
Doug Peters: Canadian, yes, yes! And I’m going to call Wally to make sure that he listens to this podcast, Doug.
Doug Glenn: It was so typical Wally Bamford, right? He’s up front, he’s talking, and he says, “I’d like to donate a million dollars,” and everybody is oohing and aahing, and he leans in and says, “Canadian” in a deep voice, into the mic. It was classic. Wally needs a lot of credit there.
One other question, before we get off of MTI. Have any other people in your family been the president of MTI that you’d like to talk about?
Doug Peters: Well, yes, of course, my wife, Jackie, who was our president in in 2015. It was my pleasure to carry her briefcase that year and watch her. Her tenure, at the board level and through the chairs, was longer than mine. She served on numerous committees and she’s received a few awards, and she’s so deserving.
Doug Glenn: We share quite a bit in common, right? First off, we have the same names: Doug and Doug. We also have wonderful wives and, if you’re like me, people in MTI can tolerate you, but they really like your wife. That’s the way it works on my side.
Doug Peters: Absolutely. Everybody says “hi” to her before they say “hi” to me.
Doug Glenn: Exactly. We both married well!
So, as far as MTI, thank you for commenting on that. I just felt that was important. That’s one of the reasons why I think both you and Jackie really are kind of heat treat legends. You’ve been very active in a lot of different things, MTI especially.
Laser Hard (14:12)
Tell us briefly about Laser Hard.
Doug Peters: Laser Hard has been a joint family venture. Good friends of ours (and customers), the Learn family has been doing laser welding and cladding for a good number of years and are principals in Alpha Laser in North America. The patriarch, Blair Learn, gave me a call and said, “I want to show you something.” So, I went down and looked at it and, when all was said and done, we decided to partner. He knew lasers and I knew heat treating and we felt as though there was a real need.
The things that we’ve done with Laser Hard, in solving issues that cannot be solved in traditional heat treating, do not cease to amaze me on a daily basis. The type of customers that we’re attracting, including large toolmakers (Tesla, Ford) there are all kinds of people that have come and worked with us on applications that we have had an opportunity to pioneer, literally.
It’s just been a wonderful partnership. I can’t say enough good things about Phoenix Laser, Inc.; that is the formal name of our partner’s company, and the Learn and Peters connection continues to thrive.
Doug Glenn: That’s great, that’s great. If anyone wants additional information on Laser Hard or Phoenix Laser, Inc., we can certainly get in touch with them.
I want to make sure people know a couple of names we’ve thrown out there, just for reference. Obviously, you’ve mentioned Jackie is your wife, and you’ve also mentioned Andy and Diana Wilkosz. Diana, of course, is your daughter, and Andy is now the plant manager/president.
Doug Peters: He is the president of the company.
Doug Glenn: Very good. A little kudos out again, back to the MTI relationship. Andy did a good bit of interning, I think, down at Texas Heat Treating, Inc. with Buster Crossley, if I remember correctly.
Doug Peters: That is correct. He worked out at Buster’s plant for three years before he came up.
Doug Glenn: Not that my opinion counts, but both Diana and Andy seem to be very accomplished folks; they represent Peters well in the industry.
Influential People (16:30)
You had mentioned, Doug, a couple of names that had a major influence or that were helpful to you, people that you want to maybe give some credit to. You mentioned about the guy at Talon. Is there anybody else, as you look back on your career, that has had a significant impact on you and helped you along the way?
Doug Peters: There have been so many people, I almost feel remiss in naming only a few names, in case I forget somebody. Obviously, Mr. Weller Gregg, who was that Talon guy (who was the head of heat treating), that gave me the start.
The young Doug Peters Source: Peters’ Heat Treating
My two dads. And my two moms. Jackie’s mom taught me one of the most valuable lessons in business that I tell people about and that I carry forward. Every Thursday, Jackie’s mom would watch our children, when they were young, so Jackie could come to the shop and do payroll. Then she started having us up for dinner after work.
I was up there one evening and she sensed that I was a little troubled with something, and she said, “You have something on your mind, today,” and I said, “Yeah, I have a few things going on at work,” and she said, “Well, might I suggest something? I have a question: Can you do anything about them, right now?” and I said, “Well, no,” and she said, “Well, I suggest that you worry about them when you can do something about them.”
It was absolutely the best piece of advice I ever got because I learned how to put some of those things on a shelf and deal with them when I could deal with them. I think it saved me a lot of grief and a lot of stress, over the years.
Obviously, Chet and Roger. They gave me the confidence to think that I was good enough to do this. Jim Balk, up at Hansen/Balk, was a real mentor, and he gave me the confidence that I was heading in the right direction, and we shared many of the same philosophies about how you take care of customers.
I’ll talk about Lance Miller who really put the love of the industry inside of me; I can’t say enough about Lance.
And then you look down through that long list of the notables in the industry: A shoutout to Roger Jones who’s going through a battle, right now, with cancer. Roger, we love you and we hope that everything comes through for you. John Hubbard, who’s a really good friend of mine and who was an industry giant with his career and his seat at Bodycote. Like I said, Jack Ross, and just the different people, Doug, that I’ve met over the years who were just phenomenal people.
MTI, right now, I believe, is in very capable hands with Tom Morrison and his staff. I feel very good to still be part of MTI.
Life Lessons (19:15)
Doug Glenn: Any lessons that you’ve learned, like the one that your mother-in-law gave you, which I think is a valuable one: “Don’t worry about it until you can do something about it.” Is there anything else that you’ve learned, as a “senior” in the industry, that you think is worth discussing?
Yes, I did just call you a senior!
Doug Peters: My parents stuffed a lesson right inside of me: be a finisher. Put all the tools away where you found them.
One of things from being in business that I can tell you is very valuable — when your name is on the sign, you accept all blame. I’ve never, in 44 years, ever thrown one of my employees under the bus to a customer. I accept the blame. Because, when something goes wrong in this building, it is something that I take responsibility for. You do not ever throw somebody under the bus; you go back and you work with them to perhaps correct the behavior, the execution, or something.
But that one’s been really important to me because, you know, you do not tear down a person’s dignity, as you work with them, whether it’s a customer or one of the folks that you work with inside of your building. So, that one has been very, very important to me.
Doug Glenn: As you’ve worked, over the years, I’m sure the way you started working, back when you were a young man and as you’ve progressed up through, were there any disciplines you developed that really helped make you either a better person or a better businessman, or anything of that sort — anything that maybe even you continue, to this day, in disciplines?
Doug Peters: Number one is being up really early in the mornings, when you have personal time. Because a lot of people complain that they don’t have personal time. They lose themselves in their vocation. My father was a big contributor to that. Dad used to go to work at 7:00 in the morning. He was a railroad engineer so he’d get up at like 4:30/4:45am. I said to him one day, “Dad, why do you do that?” And he looked at me and he grinned and he said, “Because you’re not!” The point was that that was his time.
“I think you have to make family time. I don’t care how busy you think you are; you have to be able to create that balance, and you have to force that balance to happen.”
Doug Peters, Founder & CEO, Peters’ Heat Treating
And I think you have to make family time. I don’t care how busy you think you are; you have to be able to create that balance, and you have to force that balance to happen. For instance, I was home every night by 5:30pm: I had dinner with my children, I played with them, we worked on homework, and when they were young, I’d help bathe them. And if I needed to go back to work, I would kiss Jackie and go back out the door after the kids were snugged in their beds.
Jackie, on the other hand, used to bring the kids to the shop. In the early days, I’d be working weekends, and she’d pack up a whole dinner and she’d come over and she’d bring the dog and the picnic table and be outside and we’d have a family dinner together. But I think, when we were together, we never really tried to not talk business because we always had our family first, business second, so that made that formula easy.
The only goal that we ever had for the company, Doug, was to be with our children when we wanted to be with them. When Diana graduated from college, I looked at Jackie and asked, “What’s the goal now?” and she said, “To be with our children when we want to be with them.” At that point, that’s been the only major goal that Jackie and I have ever had with Peters’ Heat Treating.
Learning Through Difficulties (22:37)
Doug Glenn: That’s great.
Well, you’ve addressed the other question I was going to ask you and that was about work/life balance.
Jackie and Doug Peters receiving the Winslow Award Source: Peters’ Heat Treating
As you know, 40 some years, not every day is sunshine and roses — sometimes there can be difficult times. Can you recall a difficult time and — if you’re comfortable talking about it — what was it and what did you learn from it?
Doug Peters: Well, we’ve had two fires, one in each plant. Each fire was not a result of anything that was a delinquency on our part. But having to take each one of those buildings and sift through the rubble and to rebuild each one of them certainly was, I think, a character tester.
Losing key employees at the wrong time. All it did was reinforce why you do contingency planning, why you cross train, etc.
The one thing Jackie always said was it was wonderful being married to somebody that liked what he did for a living because I seldom came home, downtrodden. There were a lot of nights, in the early days of building the company, I’d be crawling into bed at 10:30pm when the phone would ring and 3rd shift would be calling off when we only had two guys up there, and I’d pull my pants back on and go back to work and then stay the whole next day. I did that numerous times as we built this company.
Those, somebody might say are “trials and tribulations,” but to me, it was just part of the job. It’s what I signed up to do and there’ll be no whining. You got your pants on, you went to work, and you were fortunate that you had a job to go to.
Career Highlights and Advice to the Next Generation (24:17)
Doug Glenn: Obviously, there were some valleys there, like the fires and things of that sort. How about the highlight? If you could pick one thing that was the highlight of your career, what would it be?
Doug Peters: There were a number of highlights: Watching the kids go through school and be successful in their respective careers, watching my wife be president of MTI in 2015 was a super, super highlight for me, and being fortunate to be asked to serve in the institute and to win the Heritage Award was something that was very special to me.
Here, in Meadville, we have what’s called the Winslow Award. It was started by Dr. Harry Winslow many, many years ago to go to the person that contributes the most to making sure that the Meadville economy is sound. I was the proud recipient of that in 2022. The list of names in that award, locally, is just amazing, too.
To not have made a bunch of enemies is something. You know, you have those instances where you’re in a difficult time — a job that’s gone bad or whatever. I’m very proud to say that, most of the time, when I see somebody that I haven’t seen in a while, I’m glad to see them and I think they’re glad to see me.
Doug Glenn: Last question for you, then: You and I both are getting up there as being “seniors” in the industry. Is there any piece of advice you would give to younger people?
Doug Peters: I think, first and foremost, don’t lose sight of who you are. I’ll go back to my father again. Dad looked at me one time and said, “Don’t become what your job is.” This all stemmed from him being a really beautiful woodworker. He could do woodworking that was gorgeous, and I asked him one time, “Why don’t you do this for a career?” and he said, “Well, it would be a job then!” And, in the course of that conversation, he looked at me and he said, “Don’t become what your job is. Be a great person that enjoys the job you chose.” I always tried to make sure that that’s who I was because I chose this vocation because I love to serve people, not because I loved to heat treat. It just so happened that heat treating was the vehicle that fulfilled my dream of serving people.
Dad was spot-on. Because, you know, when you retire, how many people do you see that are completely lost after they’ve walked out of their place of employment and they don’t know who they are? For me, that’s not been the case. I’ve been completely fulfilled. It was time. I’m happy to be on to the next stage in my life.
So, don’t become what your job is, is the first piece of advice I’m going to give these folks. Secondly, “Eat the frog.” Do the most unpleasant thing that you have to do every day, first, because your day is only going to get better. An MTI seminar that I went to gave me that piece of advice.
Last, but not least, take the three most important things you have to do tomorrow and write them down on a notebook and put them right in front of your computer at your desk at work so the next day when you walk in, there are only three things that are clouding your mind instead of list with 50 things. But if the day gets worse, turn the page, and write one down and take the other two off the list. It will help you focus and it will keep you moving forward.
Doug Glenn: That’s really good advice.
You know, you were talking about not becoming your job, which reminded me of a picture I saw of you, years ago, sitting behind a drum set. Tell us about that, just a little bit.
Doug Peters: I started playing the drums when I was in 8th grade. My father was a drummer, and he was a USO drummer. He was a sergeant in the Transport Corp, during World War II, in the European theater, and dad taught me how to play the drums. I did take some lessons, for a short time, but not as long as I would’ve liked to have.
Then, I had a rock band, and I’ve continued to play, over the years, and I play with artists on records. I’ve played, pretty much, my whole life, and I’ve enjoyed it.
Doug Glenn: That’s the human side and that’s great.
Doug, thanks very much. I appreciate the time you’ve taken to visit with us.
Doug Peters: Well, thank you, Doug. It’s always a pleasure.
About the Expert
Doug Peters with his wife, Jackie (Kuhn) Peters, founded Peters’ Heat Treating company in 1979. Over his career, Peters has served on numerous community service and industry trade association boards. He is past president of the NW Chapter National Tooling and Machining Association as well as the millennial president of the Metal Treating Institute.
Have you decided to purchase batch or continuous furnace system equipment? Today's episode is part 2 of the Heat Treat Radio lunch & learn episode begun with Michael Mouilleseaux of Erie Steel. Preceding this episode were Part 1 (episode #102) and a Technical Tuesdaypiece, so listen to the history of these systems, equipment and processing differences, and maintenance concerns before jumping into this episode about capability and throughput.
Doug Glenn,Heat Treat Todaypublisher and Heat Treat Radio host; Karen Gantzer, associate publisher/editor-in-chief; and Bethany Leone, managing editor, join this Heat Treat Today lunch & learn.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
An Example: Carburizing (00:52)
Michael Mouilleseaux: What we want to do here is just compare the same part, the same heat treating process, processed in a batch furnace and processed in a pusher.
Figure 1: Carburizing Load Example (Source: Erie Steel)
Here we’re just going to make an example:
Pusher Load Description (00:58)
Contact us with
your Reader Feedback!
I’m going to take a fictious gear: it’s 2 ¾ inch in diameter, it’s got an inside diameter of an inch and a quarter, it’s an inch and a half tall, and it weighs 1.25 pounds. For our purposes here, we’re going to put these in a cast basket. For the furnace that we’re going to put them in, the basket size is 36 inches square — so, it’s 36 x 36. The height in this pusher furnace is going to be 24 inches; the inside dimensions of a 36-inch basket (actually it’s a 35-inch basket that sits on a 36-inch tray) is 32 ½ inches.
Michael Mouilleseaux General Manager at Erie Steel, Ltd. Sourced from the author
We’re going to say that this basket is 18 inches tall, so we’re going to get 7 layers of parts so that there’s approximately 1 inch between each layer of parts. This loading scheme gets us 700 pieces in a basket; it gets us 875 pounds net.
So the 36-inch basket that’s 18 inches tall and we’ve got 10 rows of 10 pieces, and we’ve got 7 layers of these things, so we have some room in between them. The reason for that is circulation of atmosphere and quenchant. This is what’s going to constitute the pusher load.
Batch Load Description (03:09)
Now, when we go to the batch load, we’re going to take four of these, because the batch furnace that we’re going to compare this to is going to be 36 inches wide and it’s going to be 72 inches long. We have two baskets on the bottom, 36, and then two of them is 72, and two on top. They’re 18 inches high, so 18 and 18 is 36 — a standard 36 x 72. It’s got 40 inches of height on it. I can take that 36 inches, put it on a 2 ½-inch tray and I can get it in and out of the furnace.
What is this four baskets? 2800 pieces in a load and 3500 pounds. That’s the difference. I’m comparing one basket, 700 pieces and 875 pounds and we’re going to compare that to what we would do if we ran a batch load, which is significantly more. It’s 2800 pieces and 3500 pounds.
What do we want to do with this?
Let’s say that we’re going to carburize this, and we want 50 thousandths case (total case depth of 0/050”). Now, I will show you very soon why we’ve chosen 50 thousandths case. Because at 1700°F (which is what we’re going to carburize at), the diffusion rate is 25 thousandths of an inch times the square root of time.
Now, I can do that math in my head. 25 thousandths times 2 is 50 thousandths. That means we need four hours. So, the part would have to be in the furnace for four hours, at temperature, carburizing, in order to achieve 50 thousandths case.
Figure 2: Batch IQ Carburizing Load (Source: Erie Steel)
Batch Furnace Time (04:59)
Let’s look at the next section. As we said, the furnace is 36 x 72 x 36 and we have 2800 pieces in the load. So, that is 1700°F. We’re going to say that there is 3500 pounds and there is probably another 800 or 900 pounds in fixturing so that’s about 4500 pounds. It’s very conservative; in a 36 x 72 furnace, you could probably get away with running 6,000 pounds. This is just a load that is well within the capability of that.
Furnace recovery is going to take two hours.
Doug Glenn: Meaning, it’s going to take you two hours to get up to temperature.
Mike Mouilleseaux: Until the entirety of the load is at 1700°F, that’s right. Inside, outside, top to bottom.
We’re going to carburize this at four hours, as we described previously; we calculated that and we need four hours to get our 50 thousandths case. Then we’re going to reduce the temperature in the furnace to 1550°F so that we can quench it.
So, we have two hours of furnace recovery, four hours at carburizing, two hours to reduce the temperature and attain a uniform 1550°F. That’s eight hours, and that’s what you would term an 8-hour furnace cycle.
We know that we have 2800 pieces in the load. In eight hours (2800 divided by 8) you’ve got 350 pieces/hour. That’s what the hourly productivity would be in this load.
We won’t talk about “what could we do.” There’s a lot of things that we could do. This is simply an example.
Pusher Furnace Time (07:05)
Now, in the pusher load, as previously described, it’s 36 x 36 and it’s 24 inches high. Now, we know that we have a basket that’s 18 inches high. Again, it’s going to sit on a 2-inch tray, so we’ve got 21 inches of the top of the basket that is going to fit in the furnace; there are going to be no issues with that whatsoever.
The controlling factor is that we want four hours at temperature. In the boost and diffuse, we have four positions. The furnace cycles once per hour.
We get one load size (700 pieces, 875 pounds) every hour. So, in this example (an 8-position, 36-square pusher) this process would yield 700 pieces an hour, and a batch furnace loaded as we described (same exact loading and number of pieces/basket) would yield 350 pieces/hour. In this scenario, the pusher furnace is going to produce twice the number of parts/hour that the batch would.
So, you would say, “Well, let’s just do that.” What you have to understand is that every hour, you are going to produce 700 pieces. If we went back and we looked at that description of what that pusher system looked like, you would see there are 23 positions in that. When I load a load, it’s going to be 23 hours before the first load comes out.
What we’re talking about is whether or not there were 700 pieces and 800 pounds, 23 of those[ET10][BL11] load.
The point would be, you either have to have enough of the same product or enough of similar product that can be processed to the same process to justify using something like this. Because if we want to change the cycle in the furnace. So, can we do that? The answer is absolutely, yes.
The preheat there, that stays at relatively the same temperature. The first zone in the furnace where we’re preheating the load, that temperature can be changed, as can the temperature in the boost diffuse and/or cycle time.
Figure 3: Pusher Furnace System (Source: Erie Steel)
So, in our example, we used an hour. What if you wanted 40 thousandths case and you’re going to be closer to 45 minutes or 50 minutes of time, how would you accomplish that? That can be done.
Typically, commercial heat treaters would come up with a strategy on how to cycle parts in and hold the furnace, or how many empties you would put in the furnace before you would change the furnace cycle.
Obviously, in the last two positions, where you’re reducing temperature, you could change the temperature in either the first two positions, where you’re preheating the load, or you could change the carburizing temperature, because when we’re dropping the temperature, it doesn’t have a material effect upon that.
Typically, in an in-house operation, you would not do that kind of thing, for a couple of reasons, not the least of which would be considering the type of people that you have operating these furnaces. They come in and out from other departments, and this is the kind of thing that you would want someone experientially understanding the instructions that you’ve given them. The furnace operator is not necessarily going to be the one to do it; this may be a pre-established methodology. You want them to execute that. But if you have somebody that is running a grinder and then they’re running a plating line and then they’re coming and working in the heat treat, that would not be the recipe for trying to make these kinds of changes.
As I described to you before, I worked in another life where we had 15 pushers. They were multiple-row pushers. We made 10,000 transfer cases a day. The furnace cycle on every furnace was established on the 1st of January, and on the 31st of December it was still running the same furnace cycle. You never changed what you were doing. The same parts went into the same furnaces and that’s how they were able to achieve the uniform results they were looking for.
Pusher Furnaces and Flexibility (12:45)
So, the longer the pusher furnace is, the less flexible it is.
In this example, you have eight. You know, there are pusher furnaces that have four positions. If you think about it, in a 4-position furnace, you could empty it out pretty quickly and change the cycle.
There are a lot of 6-position pusher furnaces in the commercial heat treating industry; that seems to be a good balance. The number of multiple-row pushers in the commercial industry, they’re fewer and far between. I’m not going to say they’re nonexistent, but enough of the same kind of product to justify that is difficult.
I think the bottom line here is, for companies that are having high variability, low quantity, low volume loads, generally speaking, your batch is going to be good because it’s very flexible, you can change quickly.
However, with a company like the one you were describing where there is low variability and very high volume, pushers are obviously going to make sense. But there is a whole spectrum in between there where you’re going to have to figure out which one makes more sense — whether you’re going to go with a batch or a continuous.
Mike Mouilleseaux: Possibly underappreciated is the aspect of distortion.
In that carburizing example, you’d say, “We have an alloy steel, we’re aiming for 50 thousandths case — what’s the variation within a load?” And I’m going to say that it is going to be less than 5 thousandths, less than 10%. From the top to the bottom, the inside to the outside, it’s going to be less than 5 thousandths. That same process, in the pusher furnace is going to be less than 3 thousandths.
That’s one aspect of the metallurgy. The other aspect is quenching.
Doug Glenn: 5 thousandths versus 3 thousandths — 3 thousandths is much more uniform, right?
Mike Mouilleseaux: Correct.
Doug Glenn: And that’s good because that way the entire load is more consistent (in the continuous unit, let’s say).
Mike Mouilleseaux: That is correct.
Then there is the consistency in quenching. In the batch furnace, you’re quenching 36 inches of the parts. If we had seven layers in the pusher, we have 14 layers of parts in the batch. What are the dynamics involved in that?
We have experience that the ID of a gear (it’s a splined gear) in a batch furnace, we were able to maintain less than 50 microns of distortion. There is a lot involved in that, that’s not for free; there’s a fair amount involved in that and it’s a sophisticated cycle, if you will. That same cycle in a pusher furnace, same case depth, similar quenching strategy, will give you less than half that amount of distortion.
To the heat treater, where we’re talking about the metallurgy of this, you’re going to think 5 thousandths or 3 thousandths is not a big deal.
To the end-user, that reduction in distortion all of a sudden starts paying a number of benefits. The amount of hard finishing that has to be done or honing or hard broaching or something of that nature suddenly becomes far more important.
Doug Glenn: Yes. That adds a lot of money to the total process, if you’ve got to do any of those post heat treat processes.
Mike Mouilleseaux: To a large extent, that is due to the fact that you have a smaller load. If you have a smaller load, you have less opportunity for variation — it’s not that it’s all of a sudden magic.
Doug Glenn: And for the people that don’t understand exactly what that means, think about a single basket that goes into a quench tank and four baskets, arranged two on top and two on bottom. The parts in the middle of that are going to be quenched more slowly because the quench is not hitting it as much.
So, the cooling rates on a stacked load are going to be substantially different than for a single basket, and that’s where distortion can happen.
Mike Mouilleseaux: There are a tremendous number of components that are running batch furnaces successfully. The transportation industry, medical, aerospace, military — are all examples. I’m simply pointing out the fact that there is an opportunity to do something but what we have to keep in mind is — how many of those somethings are there available?
The one thing you would not want to do is try to run four loads in a pusher furnace that could hold 10 because the conditions are not going to be consistent. The front end (the first load) has nothing in front of it so it’s heating at a different rate than the loads in the center, and the last load is cooling at a different rate than the loads that were in the center. That which I just described to you about the potential improvement in distortion, that would be negated in that circumstance.
Doug Glenn: If you’re running a continuous system at full bore and you’re running a batch system at full capacity, especially when you get to the quench, there are a lot of other variables you need to consider in the batch.
This is simply because of the load configuration, and the rates of cooling from the outer parts — top, bottom, sides, as opposed to the ones in the middle. Whereas with a single basket, you still have to worry about the parts on the outside as they’re going to cool quicker than the parts on the inside, but it’s less so, by a significant degree.
Mike Mouilleseaux: Something that I have learned — which is totally counterintuitive to everything that I was educated with and everything that I was ever told— we’d always thought that it was the parts in the top of the load where the oil had gone through and had an opportunity to vaporize and you weren’t getting the same uniform quench—those were the parts that you had the highest distortion.
Counterintuitively, it’s the parts in the bottom of the load that have the greatest degree of distortion. It has very little to do with vaporizing the oil and it has everything to do with laminar flow versus turbulent flow.
Doug Glenn: In the quench tank, is the oil being circulated up through the load?
Mike Mouilleseaux: Yes.
Doug Glenn: So, supposedly, the coolest oil is hitting the bottom first.
Mike Mouilleseaux: Yes.
Thoughts on the Future of Furnace Improvement (22:20)
Doug Glenn: What about the future on these things?
Mike Mouilleseaux: Where do we think this thing is going? Obviously, you’re going to continue to see incremental improvement in furnace hardware: in burners, in controllers, in insulation, in alloys. These things will be more robust; they’re going to last longer. If we looked at a furnace today and we looked at a furnace that was made 50 years ago, and we stood back a hundred yards, almost no one could tell what the difference was, and yet, it would perform demonstrably different. They are far more precise and accurate than ever.
For the process control systems, we’re going to see real-time analysis of process parameters. We don’t have that now. I think that machine learning is going to come into play, to optimize and predict issues and prevent catastrophic things.
In terms of atmosphere usage, if you’re running the same load, and you run it a number of times, the heating rate should be the same, and the amount of gas that you use to carburize that load should be exactly the same. But if you have a problem with atmosphere integrity — you got a door leak, you got a fan leak, or you got a water leak on a bearing — those things are going to change. Now, by the time it gets your attention, you could’ve dealt with that much sooner and prevented other things from happening.
"For the process control systems, we’re going to see real-time analysis of process parameters. We don’t have that now. I think that machine learning is going to come into play, to optimize and predict issues and prevent catastrophic things."
So, did it cause a problem with the part? By the time it causes a problem with the part, it’s really serious. The point is that there is something between when it initiated and when it’s really serious. With the right kind of analysis, that could be prevented. I think that that kind of thing is coming.
Motor outputs, transfer times — I see all of those things being incorporated into a very comprehensive system whereby you’re going to understand what’s happening with the process in real-time. If you make adjustments, you’re going to know why. Then you’re going to know where you need to go and look to fix it.
The other thing I see happening in the future is all about energy and greenhouse gases. Our Department of Energy has an industrial decarbonization roadmap today, and it’s being implemented, and we don’t even know it. One of the targets in this industrial decarburization roadmap is reduction in greenhouse gases: 85% by 2035, net zero by 2050.
So, what does that mean? I’ve listened to the symposiums that they have put on. There are three things that they’re looking for and one is energy efficiency. I’m going to say that we’ve been down that road and we’ve beat that dog already. Are there going to be other opportunities? Sure. It’s these incremental things, like burner efficiency. But there is no low hanging fruit in energy efficiency.
The other thing is going to be innovative use of hydrogen instead of natural gas because the CO₂ footprint of hydrogen is much lower than that of natural gas. If you look at how the majority of hydrogen is generated today, it’s generated from natural gas. How do you strip hydrogen out of there? You heat it up with natural gas or you heat it up with electricity. Hydrogen is four times the cost of natural gas as a heating source.
The other thing that they’re talking about is electrifying. It’s electrify, electrify, electrify. The electricity has to be generated by clean energy. So, does that mean that we run our furnaces when the wind is blowing or the sun is out, or we’re using peaker plants that are run off hydrogen, and the hydrogen is generated when the sun is shining or the wind is blowing, and we’re stripping out the natural gas?
From what I, personally, have seen with these things, these are absolutely noble goals. You could not disagree with them whatsoever. The way that they want to go about accomplishing it, and the timeline that they wish to accomplish that in, is unrealistic.
If you look at how the majority of hydrogen is generated today, it’s generated from natural gas. How do you strip hydrogen out of there? You heat it up with natural gas or you heat it up with electricity. Hydrogen is four times the cost of natural gas as a heating source.
Doug Glenn: Well, Michael, don’t even get me going on this! There are a lot of different things that are going on here but it’s good to hear you say this stuff. I agree with you on a lot of this stuff. They are noble goals; there is absolutely nothing wrong with electrifying.
Now, I do know some people — and even I would probably fall into the camp of one of those guys — that questions the premise behind the whole decarbonization movement. I mean, is CO₂ really not our friend? There’s that whole question. But, even if you grant that, I agree with you that the timeframe in which they’re wanting to do some of these things is, I think, fairly unrealistic.
It’s always good to know the reality of the world, whether you agree with it or not. It’s there, it’s happening, so you’ve got to go in with eyes wide open.
Safety Concerns (29:41)
Mike Mouilleseaux: The safety concerns on these are all very similar. You know, the MTI (Metal Treating Institute) has some pretty good safety courses on these things, and I think there are a lot of people who have taken advantage of that. The fact that it’s been formalized is much better.
When I grew up in this, it was something that you learned empirically, and making a mistake in learning it, although the learning situation is embedded in you, sometimes the cost of that is just too great, so that the probability of being hurt or burnt or causing damage to a facility, is just too great.
There are definitely things that need to be addressed with that, and there are some very basic things that need to be done.
Doug Glenn: Michael, thanks a lot. I appreciate your expertise in all these areas, you are a wealth of knowledge.
Michael Mouilleseaux is general manager atErie Steel LTD. Mike has been at Erie Steel in Toledo, OH since 2006 with previous metallurgical experience at New Process Gear in Syracuse, NY and as the Director of Technology in Marketing at FPM Heat Treating LLC in Elk Grove, IL. Having graduated from the University of Michigan with a degree in Metallurgical Engineering, Mike has proved his expertise in the field of heat treat, co-presenting at the 2019 Heat Treat show and currently serving on the Board of Trustees at the Metal Treating Institute.
Sasha Tupalo, the manager of Thermatool Labs at Thermatool Corp., was recognized in 2019 as a 40 Under 40 rising star, and she has more than lived up to this award; she answers the call of leadership through educating others and managing a variety of projects. In this Heat TreatNextGen series (formerly called “Metallurgical Posterchild”), we join Doug Glenn, publisher of Heat TreatToday and host of this podcast, to learn what brought her to metallurgy, her training and leadership initiatives, and more.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Meet Sasha Tupalo (01:08)
Doug Glenn: Welcome. I’m looking forward to the conversation.
Contact us with your Reader Feedback!
Sasha Tupalo: Thank you so much for having me, Doug. It’s a great honor and pleasure.
Doug Glenn: Yes, great. And we should start off by mentioning that Sasha was in the 2019 class of Heat TreatToday’s 40 Under 40! Congratulations on that.
Sasha Tupalo: Thank you. That was a huge honor, as well.
Sasha Tupalo Manager of Thermatool Labs Thermatool Corp. Source: LinkedIn
Doug Glenn: I want to get a little bit more about your background; we’re just getting to know you a little bit better because you’re one of the younger, rising leaders in the industry.
Where do you work right now? What’s your title, and what do you do?
Sasha Tupalo: I work at Thermatool Corporation, located in East Haven, Connecticut. We manufacture high frequency welders, heat treating equipment, as well as cutting equipment for the pipe and tube industry.
Doug Glenn: You guys are part of the Inductotherm Group of companies, correct?
Sasha Tupalo: Correct. Inductotherm Group consists of over 40 companies.
We have different divisions for melting and heat treating.
Doug Glenn: For those in the heat treating industry, we might be a little more familiar with companies like Inductoheat Inc., Radyne Corporation, Lepel … there are a number of them.
You are the manager of the lab?
Sasha Tupalo: Yes. My current title is manager of Thermatool Labs. Thermatool Labs is a characterization laboratory here at Thermatool where we do studies from heat treating, weld sample analysis, any R&D projects involving welding of new materials (perhaps with high frequency welding), creating heat treating recipes for our customers for post weld heat treating of seams or full body, annealing and heat treating. I have the most fun here!
Thermatool Corporation located in East Haven, Connecticut. Source: Thermatool Corp.
Doug Glenn: Yes, good — every day is exciting!
Sasha, I want to go, very briefly, through your upbringing, from where you were born, where you were raised, what your education was. Can you give us the, “I was born in _____” and up through college?
Sasha Tupalo: Absolutely. I was born and raised in Ukraine in the town of Dnipro. It’s kind of centrally located, right on the river. I went to high school there, and went to undergraduate school in my hometown, as well. Then I moved to the U.S. to pursue my master’s degree. Both my undergraduate degree and my master’s degree were in Material Science and Engineering.
Doug Glenn: And your undergraduate degree was from Ukraine, or did you get it here in the States?
Sasha Tupalo: It was from the Ukraine, my bachelor’s degree.
Doug Glenn: What year was it that you came to the U.S. for your master’s?
Sasha Tupalo: It was 2014. I had a gap year, actually. I got my bachelor’s degree in 2013, and then I had a gap year. When I was studying in undergrad school, I’d had an opportunity to come to the U.S. for two summers. There used to be an exchange student program, so I participated in that. After I received my bachelor's degree, I thought it would be really neat to get my education somewhere overseas.
Doug Glenn: So, where did you go for your master’s degree?
"I thought it would be really neat to get my education somewhere overseas." Source: Worcester Polytechnic Institute
Sasha Tupalo: For my master’s, I went to Worcester Polytech Institute in Worcester, Massachusetts.
Doug Glenn: At WPI with Richard Sisson and that crew.
Sasha Tupalo: We collaborate on things, but he will always be Professor Sisson to me.
Doug Glenn: It’s difficult, once you know someone by their title, to call them by their first name.
Since you’re from Ukraine, it’s incumbent upon me to ask: Are your family and others all okay, that you know of?
Sasha Tupalo: That I know of, yes. My mom’s been fortunate enough to be staying with me for a little while. The rest of my family is still over there. Thankfully, they are okay. I mean, you know, it’s war, but it is difficult.
Doug Glenn: Well, as you know, a lot of people in the United States have our thoughts and prayers with the folks of Ukraine. They’re certainly taking it on the chin.
Sasha Tupalo: I would like to say, from the all the Ukrainian people I know, a lot of people are very, very grateful for your support.
Beginnings in Materials Science (06:10)
Doug Glenn: Thank you; I appreciate that.
Let’s talk about how you got interested in metallurgy. Here you are, a young high school student or so — what intrigued you with materials and metallurgy?
Sasha Tupalo: This is kind of funny, but it’s true: It was pure curiosity. I was graduating high school, and I was 16 at the time. I really had no clue what I wanted to do with my life, so I started going through majors. I had a list of things I knew I wasn’t as interested in — I knew I didn’t want to go into the medical field. My grandma was a doctor, but that’s just not for me. Law, also, was not for me.
My dad is an engineer. I was always good at math and sciences, so I considered engineering. I just didn’t know which kind of engineering. I started looking through lists of majors, and looking through different leaflets, and I found something that was called “materials engineering.” I was like, “Hmm, I’m curious.”
As I’m reading what it’s about, in a leaflet from the undergrad school where I went to, the first sentence was: “Just look around you. Everything that you see is made out of materials and this is what we study.” I thought, “Wow, that’s fascinating!” I started reading more, and I leaned more into metals — that was my choice of materials.
Doug Glenn: Any reason why metals?
Sasha Tupalo: No, not really. It’s just what fascinated me. As I started reading more and getting more into it, I said, “Wow, I want to study this. This is very, very interesting and unique.”
Doug Glenn: It’s an interesting and healthy perspective: you look around and you see, like you said, everything is all materials! So many people today want to go into computer sciences and similar things, stuff that you really have a hard time getting your hands on. But there is a real world out there made up of real things!
You mentioned that your grandmother was a doctor, and your father was an engineer. And your mother?
Sasha Tupalo: She is an English teacher, actually.
Doug Glenn: What did your family think when you said, “You know what? I think I’m going to go this materials/metals route.” Were they supportive, or did they say, “What were you thinking?”
Sasha Tupalo: My dad was very excited. He was, like, “Oh, another engineer in the family, that’s great!” He actually went to the same undergrad school as I did. For him, that was a very proud moment. My mom was supportive, but she was kind of scratching her head. She was, like, “If that’s what you want to do, just do it well. You’ll succeed.”
"At WPI, we actually had a pretty diverse group for our master's degree." Source: Unsplash.com/thisisengineering
My grandma, she’s older, and she expressed, “I don’t think girls do engineering.” That was kind of the mindset. My grandma is 82 now, so, at the time, she just thought, “That’s an odd choice.” And really, when I went to school, there weren’t a whole lot of girls, especially in materials engineering.
Doug Glenn: It’s still relatively true.
Sasha Tupalo: Yes, it’s still true. At WPI, we actually had a pretty diverse group for our master’s degree; but once you get into metallurgy and the heat treating industry, it’s still predominantly a male industry.
Doug Glenn: The very first interview of this type that we did, in fact, the very first podcast that Heat TreatToday did, was with a female graduate from WPI. Her name was Hayley Sandgren (now Hayley Sandgren-Fox), and she was the very first podcast that we ever did.
Sasha Tupalo: That’s amazing!
Doug Glenn: It is. Years ago we did a survey of the thermal processing market. It was basically 98% male and 2% female. That was quite a few years ago, but I doubt that it’s changed significantly. If it’s 10–15% women, I would be surprised.
Sasha Tupalo: I think the latest research from the census bureau, that I’ve seen — in the workforce and STEM careers, it’s around 27–28% women.
Doug Glenn: Is that right?
Sasha Tupalo: Yes, something like that. And then, they have further distinguished between computer science and engineering; and the engineering numbers are quite low.
Sasha’s Experience in Heat Treating (10:55)
Doug Glenn: When you got to WPI, what did you study, specifically? What was your master’s thesis?
Sasha Tupalo: I had a master’s independent project. It was actually about heat treating: It was the microstructural and grain growth kinetics of 8620. It was a pretty neat project. It was very hands-on, which a lot of people who go to WPI will tell you that we really appreciate the projects the students have. They’re very involved; they’re hands-on. It gives you a better perspective of how to actually take what you’ve learned and bring it to the real world or to your job.
Doug Glenn: So, what is the application? I mean, is there a practical application of what you studied, or is it more theoretical?
Sasha Tupalo: It was pretty applicable just to the heat treating industry — austenitizing, quenching and tempering — grain growth kinetics, hardness variations, microstructural evolution. It’s actually all of the things I do now, so that was really helpful!
Doug Glenn: Workwise, specifically, what are some of the projects with which you’re involved?
Sasha Tupalo: I am very heavily involved on the high frequency induction welding side. That was something new to me, as I was graduating. I did a lot of continuing education in terms of welding, welding metallurgy, and now I’m the expert of high frequency induction welding.
Now, as far as the heat treating side goes, I am now involved in and looking into new 2-step, post-weld heat treating for high frequency induction welds to improve their toughness performance, especially for pipelines. Low temperature pipelines seem to be the trend these days, so we’re trying to help our customers to improve their Charpy properties.
Doug Glenn: Did you enjoy WPI?
Sasha Tupalo: Yes, absolutely. I had a really good experience.
Doug Glenn: What did you enjoy most? Was it the technical part, was it something outside of school, what was it?
Sasha Tupalo: Just the school itself, the campus. There’s a real sense of community at WPI. I had very good classmates and had a lot of, as I mentioned before, hands-on stuff, and practical training and seminars. It was very involved. It was nice to be in that atmosphere — where everybody is striving to do their best and learn something new.
Doug Glenn: After you got out, have you enjoyed the industry?
Sasha Tupalo: Yes. I enjoy industry very much so! There is something about putting your knowledge to actual, practical solutions that I really enjoy.
Doug Glenn: Do you get to go out into the field much? I know that you do R&D, but are you out in the field?
Sasha Tupalo: I do.
Doug Glenn: Tell us about that a little bit.
Sasha Tupalo: When I started at Thermatool, my first title was applications engineer, so I was traveling quite a bit. I would mostly visit our pipe and tube mills of our customers. They don’t differ much from steel mills.
Doug Glenn: You started as application engineer, and you are now lab manager? What was the progression there?
Sasha Tupalo: Applications engineer, materials engineer, senior materials engineer, and now lab manager.
Doug Glenn: You’ve been “climbing the corporate ladder.”
Industry Tips (15:50)
A couple other questions here: You mentioned that you continue to grow in your knowledge. If you were to recommend one helpful tool, for people similar to you in the industry, some sort of metallurgical resource or materials resource — do you have anything that’s a favorite?
Sasha Tupalo: I’d have to go with ASM. They have vast knowledge; they have classes and webinars; they publish books. There is just pretty much anything you might need, and you can find it. I have taken a couple of the classes myself because they were very niche; that’s not something you learn in school. I think if someone was looking for some resource, that’s a great resource.
Doug Glenn: Is there anything you would say, in way of encouragement, to younger people (I don’t know that many young people will be listening to this that aren’t in the industry already) but would there be anything you could say that would encourage people to say, “You know, you really ought to look into this industry”?
Heat Treat Today's 40 Under 40 Award Source: Heat Treat Today
Sasha Tupalo: Yes. There are a lot of opportunities — and I’m sure you’ve heard it from other people too — we’re having a really hard time finding new workforce, especially younger people. There are lots of opportunities for growth. It’s fun. It’s a really fun industry — for me, it is, at least. If it’s something that interests you, I say go for it!
Rapid Fire Round (17:38)
Doug Glenn: Very good. This has been great, Sasha, we appreciate it. I want to wrap this up with maybe some stuff a little bit more away from business and education; just kind of some fun things to show people that, you know what, materials engineers are people too.
I’m going to give you a couple quick questions and you can give me a one-word answer, or you can give me an embellished answer. This is the “rapid fire round.”
Doug Glenn: Are you a MAC or a PC user?
Sasha Tupalo: I would have to go with PC. I’ve been a PC user since elementary school.
Doug Glenn: When you consume media (any type of media), what do you prefer — print or digital, both?
Sasha Tupalo: I would say both. I really enjoy getting email digests, either weekly or daily or whatever they are, but there is something about reading through an actual magazine, in print, that I prefer much better.
Doug Glenn: Very interesting. That’s great.
Which do you value more — I’m going to give you two options? Flexible work schedule or high pay? If you had to give up one or the other? Would you rather be paid high and have a rigid work schedule, or do you like the flexibility and maybe you’ll take a little pay cut for the flexibility?
Sasha Tupalo: I would probably say flexible schedule. It’s a tough one but . . . . I wonder if you would ask me that maybe 5 years from now if my answer would change. But, as of right now, it would be flexible schedule.
Doug Glenn: I ask that question because I’m a “baby boomer”; I was born in 1961, so I’m one of the old-timers, supposedly. I don’t feel like it, but they tell me I am. The stereotype is that we tend to be out for the higher paying jobs, but that the younger generation tends to be, “You know, money is not that important. I’m more interested in flexibility.” It has been interesting: Almost everybody, all of the younger people that we interview, most of them do say they’d rather have the flexibility. It’s not that money is not important.
Sasha Tupalo: Right. But if you have to choose one . . .
Doug Glenn: Yes, right, one or the other. It’s kind of an unfair question, but that’s okay; nobody said the questions were going to be fair.
The people at Thermatool, I’m sure, know that you love your job and that you’re not going anywhere. But, if money were no object whatsoever, what would be your dream job? If you didn’t have to worry about money, and you just did something you really enjoyed doing, what would you do?
Sasha Tupalo: I’ve never thought about it because I enjoy what I’m doing.
Doug Glenn: Yes, it could be that this is it!
Sasha Tupalo: Yes, this might be it for me!
Doug Glenn: So, nothing else? You’ve never thought, “You know, if I could just do this, that would be really interesting.”
Sasha Tupalo: No, I really haven’t, to be honest with you. I really enjoy being an engineer, working on solutions and being challenged.
Doug Glenn: Good for you. It’s good to be content.
So, outside of work, what occupies your time? Are you an outdoor person, or what do you do?
"[M]y husband and I are trying to visit all the national parks in the U.S." Source: Unsplash.com/Jeremy Bishop Sasha Tupalo: Yes, I am. I really like hiking and camping. In fact, my husband and I are trying to visit all the national parks in the U.S. We’ve got a ways to go, but when we first started, there was 59 or 60 of them and now it’s up to 63. But we’ve got 20 on our list, so far.
Doug Glenn: That you have been to? You’ve been to 20 so far? What’s a highlight? What’s the best one (or two), so far?
Sasha Tupalo: The most recent trip was actually last year — we went to Utah — Zion National Park and Arches National Park. It was absolutely gorgeous.
Doug Glenn: I’ve never been there, but I’ve heard it’s outstanding.
Sasha Tupalo: If you get a chance to go, I would highly recommend it.I like being grounded, being next to nature; that’s how I relax and enjoy the outdoors.
Doug Glenn: What does your husband do? What is his work?
Sasha Tupalo: He is actually also an engineer. He is a chief engineer at a hotel — more of maintenance and building engineering.
Doug Glenn: That makes for interesting dinner conversations, I’m sure. “So, dear, what kind of calculation do we want to do tonight?”Last question, Sasha. It’s been really enjoyable talking with you.
Again, this doesn’t have to be technical, but can you tell us your favorite app, phone app, movie or magazine? Or you can give us one of each, if you’d like.
Sasha Tupalo: Favorite app? I guess I would go with the one that I use pretty much daily: I use Audible a lot lately.
"I've found that audiobooks work for me . . . ." Source: Unsplash.com/distingue
Doug Glenn: For audio books?
Sasha Tupalo: Correct, yes. I do so much reading for work, so when I do get a chance sometimes, I’ll do that. A lot of people do podcasts, and I do listen to some podcasts, as well, but I’ve found that audiobooks work for me too. And I can combine it if it’s commute or if I’m working out, I can do both.
Doug Glenn: So, how long is your commute?
Sasha Tupalo: Mine is actually not that long.
Doug Glenn: And what types of books are you listening to?
Sasha Tupalo: You know, same thing. I’m trying to be intriguing. I read a lot for work. I’m trying to go somewhere in a different direction. I’m working my way through the Game of Thrones series. I’m a little late to the party, but you know . . .
Doug Glenn: Very good, Sasha. It’s really been very much a pleasure to meet you and talk with you a bit. Congratulations, again, on the 40 Under 40 award.
Sasha Tupalo: It’s been a pleasure talking to you and thank you so much for having me.
Doug Glenn: You’re welcome.
About the expert: Sasha Tupalo began her career as a materials engineer at Thermatool Corp. in 2016 after finishing her master’s degree in Materials Science and Engineering at Worcester Polytechnic Institute. She has been very active supporting the Fabricators and Manufacturer’s Association educational programs, as well as ASM Heat Treat events. She provides process troubleshooting support for tube, pipe, and closed roll formed shape producers. She routinely evaluates weld samples and heat treat specimens as part of this process. Sasha delivers training both in-house at Thermatool and at customers’ sites and leads continuing education classes such as “Weldability of Advanced Steels, Stainless Steels and Aluminum” (delivered 2018 at LeTourneau University, Longview, TX), and “Oilfield Metallurgy” (an ASM Continuing Education Class) in 2017. She has written several papers and delivered presentations in her field just since 2016. Sasha is an active member of numerous scientific and technical committees such as ASM, ASTM (A01, E04 and E28), TMS, AIST and WAG (Welding Advisory Group) at AISI.
For more information:contact Sasha through the company website www.thermatool.com






















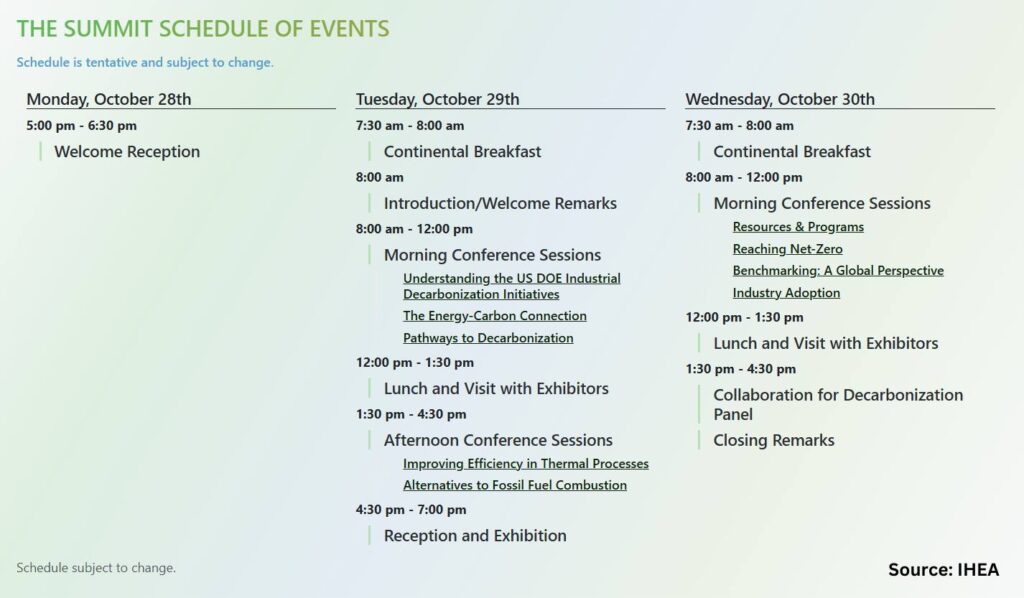























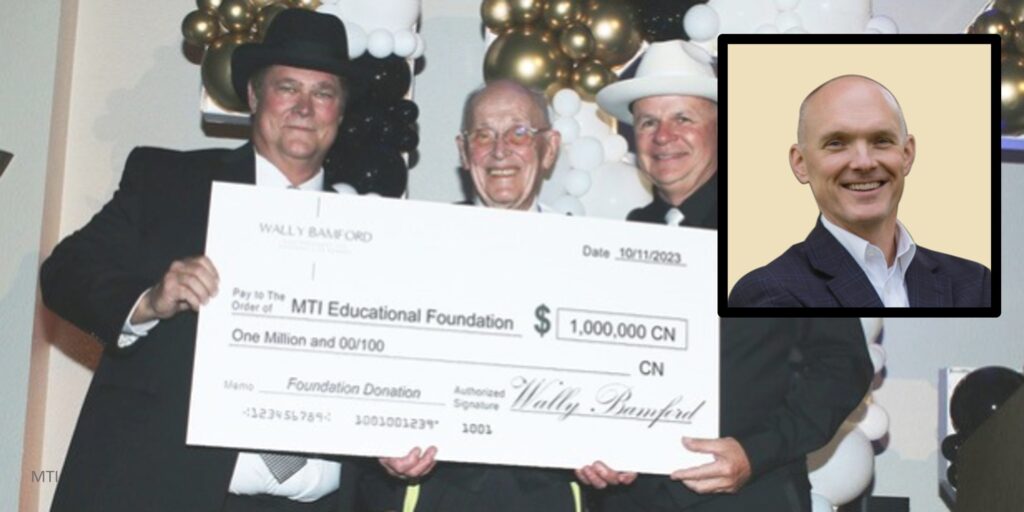








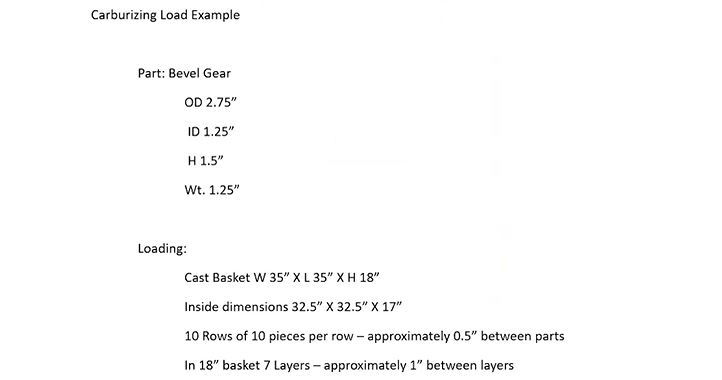

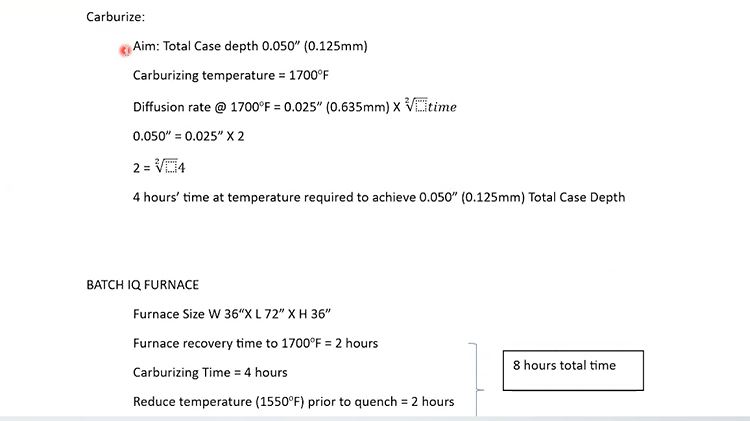
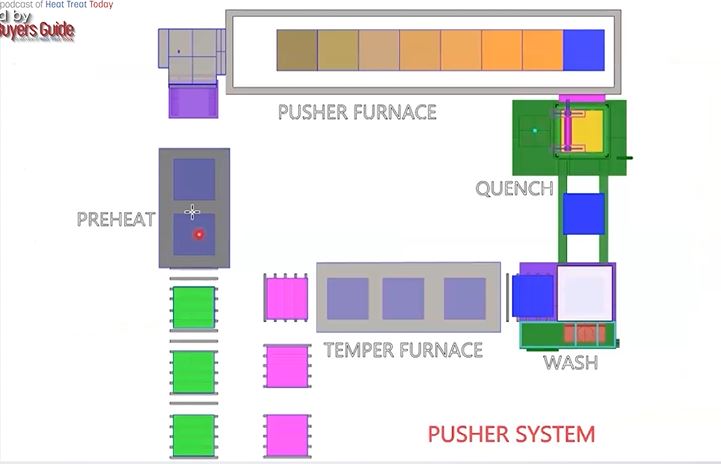
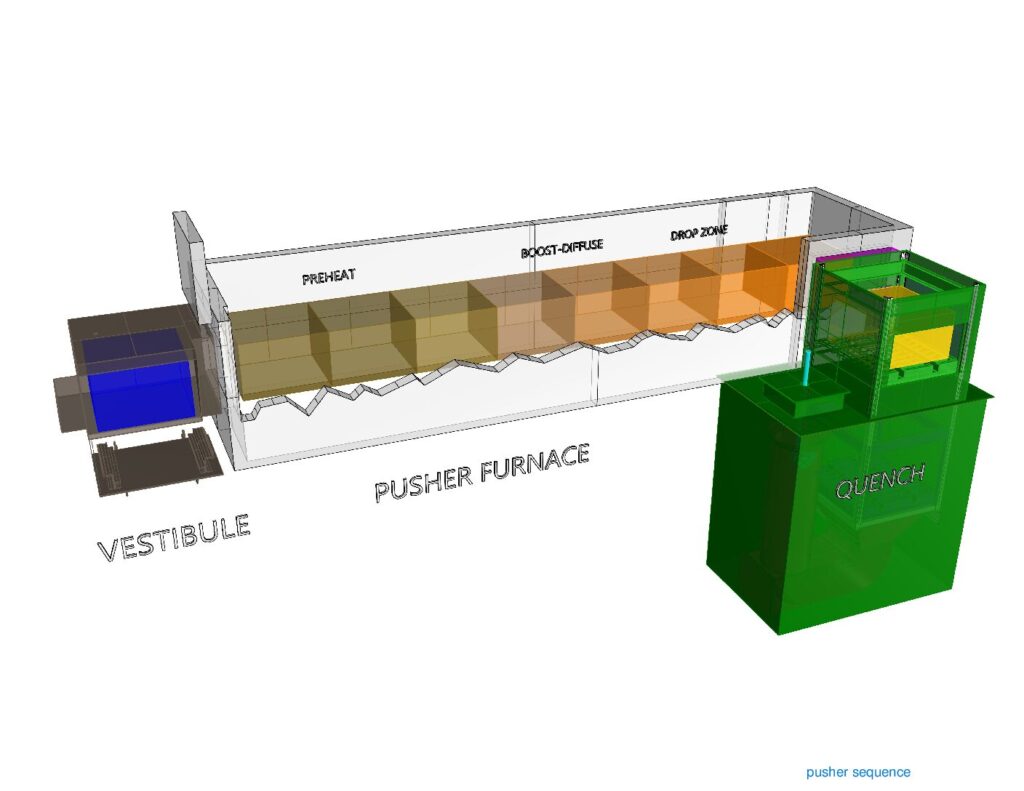

 Sasha Tupalo, the manager of Thermatool Labs at Thermatool Corp., was recognized in 2019 as a 40 Under 40 rising star, and she has more than lived up to this award; she answers the call of leadership through educating others and managing a variety of projects. In this
Sasha Tupalo, the manager of Thermatool Labs at Thermatool Corp., was recognized in 2019 as a 40 Under 40 rising star, and she has more than lived up to this award; she answers the call of leadership through educating others and managing a variety of projects. In this