Heat Treat Today publishes twelve print magazines annually and included in each is a letter from the publisher, Doug Glenn. This letter is from theSeptember 2025 Annual People of Heat Treat print edition.
Knowing whether the North American thermal processing economy is up or down compared to last month or last year is a question that many want to know. And, as you may already know, there are essentially ZERO industry-specific economic indicators measuring our market. Except for one — Heat Treat Today’s Economic Indicators, or the heat treat economic indicators (HTEI).
A Little History
A little history and then let’s discuss Heat Treat Today’s HTEI. Back in the mid-1990s or early 2000s, I and the team at Industrial Heating established the first industry-specific economic indicators. Those indices survived for roughly 20 years before passing into oblivion when Industrial Heating shut their doors in 2023.
The data for the indicators were not saved…to the best of my knowledge. During those 20 years, many, many companies in the thermal processing industry relied on the data from those indices to help plan their business. I recall specifically speaking to one of the top-level guys at Bodycote who confessed that they used the economic indicators together with some other macro-economic data to help with their annual strategic planning. There were many others as well who either called or emailed asking questions about the indicators or asking for permission to use them in reports.
After Industrial Heating shuttered the indices, Heat Treat Todaypicked them up and has been collecting and reporting industry-specific economic data since that time.
The 4 Indices
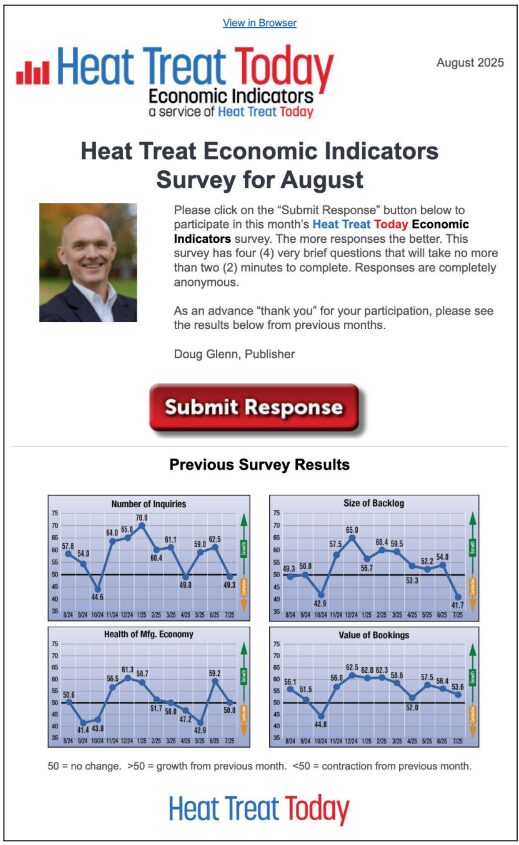
There are four indices. All four are forward looking and none require a company to report any numbers back to us. Here’s how they work.
On the first business day of each month, Heat Treat Today sends an email survey to over 800 supplier contacts in the North American heat treat market. Recipients are asked four simple opinion questions. All four questions ask essentially the same thing: Do you think the next 30 days will be better or worse or the same as the past 30 days? We ask this question for four specific areas:
The number and/or value of inquiries
The number and/or value of bookings
The size of the company’s backlog
The general health of the manufacturing economy
Respondents pick a number between −10 and +10 for each of the four questions with −10 being much, much worse and +10 being much, much better. Respondents can also skip one or more questions if they have no opinion or do not want to share.
The responses are aggregated and converted into an index very similar to the Purchasing Managers Index where the index number 50 represents no change, numbers above 50 represent growth, and numbers below 50 represent contraction.
More Responses Are Better
As with any statistical analysis, the larger the sample set, the more reliable the data. This is true for HTEI as well. With over 800 solicitations going out each month, we’re getting a pretty decent response, but more responses would be better. Responding to the survey takes less than two minutes, so time is not really an issue. No numbers need to be compiled or calculated to respond, which keeps it simple. The questions are all “opinion” questions about whether you anticipate the next 30 days will be better than the past 30 days.
We would love to have you join the ranks of people that respond regularly to the HTEI monthly emails. If you would like to receive the monthly survey on the first business day of each month, please send your email address to me and I’ll add you to the list. You can email me at doug@heattreattoday.com.
Thanks for participating.
Doug Glenn Publisher Heat TreatToday For more information: Contact Doug at doug@heattreattoday.com
On Wednesday, September 24, Heat Treat Today, in cooperation with the Metal Treating Institute (MTI), presented the 2025 Master Craftsman Award (also known as the Commercial Heat Treater of the Year Award) to Braddock Metallurgical, Inc.
The award was presented at the formal awards presentation banquet at the Metal Treating Institute Fall Meeting and Conference in Napa, California. Pictured above from left to right is Natalie Littler, Jason Kusher (Plant Manager, Braddock Metallurgical), Grace Blasco, Erik Gieger (Quality Manager, Braddock Metallurgical), Mary Braddock, Griffith Braddock (VP, Braddock Metallurgical), George Gieger (CEO, Braddock Metallurgical), Rose Gieger, Roy Adkins (Corporate Director of Quality, Braddock Metallurgical), Christine Adkins, and Doug Glenn (Publisher, Heat Treat Today).
This award, whose applicants are judged by a panel of previous recipients, is given to the company that demonstrates making a positive impact on their community and their industry. Recognition is based on quality programs, pollution and hazardous waste control, community involvement, and industry leadership.
At the award presentation, Doug Glenn highlighted how “the company’s commitment to quality and innovationis evident in the numerous quality certifications and its approach to assisting customers. To name just one quality system accomplishment, the company has achieved Merit Standing for their AS9100 Rev D Quality System for four of their locations.”
He continued, “When it comes to the company, it has been actively working towards reducing its carbon footprint, promoting resource conservation, and adopting sustainable sourcing practices by: Monitoring asset utilization to reduce wasted energy, recycling oil and wastewater, performing thermal surveys of electrical panels, tuning combustion systems, using only Federal and state regulated waste removal companies, and monitoring storm water activities at all facilities.”
Commercial Heat Treater of the Year CertificateGeorge Gieger shaking hands with Doug Glenn
Braddock Metallurgical, Inc. received a plaque commemorating this auspicious recognition and a scholarship fund of $1500 from Heat Treat Today that was matched with another $1500 from MTI’s Education Foundation. The heat treater will award this $3000 to a high school or college student who is pursuing an education in heat treat.
Congratulations to Braddock Metallurgical, Inc. on this award.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Last weekHeat Treat Todayhosted its annual conference, Heat TreatBoot Camp, at the Drury Plaza Hotel in Pittsburgh, Pennsylvania. The two day event was chock-full of learning, networking, and enjoying the best Pittsburgh has to offer. Learn more about Heat Treat Boot Camp’slargest year ever below!
Monday, September 15
Monday’s events featured an extravagant rooftop reception where those from the heat treatment industry were able to network, get to know the staff and lecturers on a personal basis, and compete in a lighthearted putt-putt game for a free ticket to next year’s Heat TreatBoot Camp.
The Drury Plaza Hotel is a former Federal Reserve building, and its rooftop patio provided a beautiful view of the city. Some individuals gathered around tables laughing about their shared experiences working with Heat Treat Today’scolumnist Jim Roberts from U.S. Ignition (who everyone agrees is very funny). Others enjoyed cocktails and gazed out over the city, relaxing from their travels into town. Still others collaborated over roast beef and horseradish sauce on how to invent a zippo-style lighter in the shape of a vacuum furnace with 3D printing.
The reception provided a wonderful opportunity to break the ice and ease into the full days of sessions.
Heat Treat Today staff and guests connecting during rooftop receptionDoug Glenn & Thomas Wingens, main speakers for HTBC 2025Rooftop reception dinner and charcuterieA group of representatives from Idemitsu, this year’s Title SponsorRooftop reception at Drury Plaza HotelThomas Wingens greeting groups of attendees
Tuesday, September 16
There were 62 attendees who participated in the sessions, which were located in one of the former bank vaults of the building. The information covered the players, products, processes, markets, materials, and future trends in heat treating. Thomas Wingens of WINGENS CONSULTANTS and Doug Glenn of Heat Treat Today led the sessions.
Tuesday evening included a ride up the Duquesne Incline — one of the few remaining inclines in the country — in a one-hundred year old cable car to Mt. Washington. From there, the group was able to take in Steel City’s amazing views on an observation deck. A short walk from the incline, the group enjoyed a delicious meal at the LeMont, one of Pittsburgh’s iconic restaurants, where its floor to ceiling glass windows dazzled diners with additonal stunning views of downtown Pittsburgh.
Duquesne InclineDuquesne Incline and cable carLeMont Restaurant
Wednesday, September 17
Three additional sessions were held on Wednesday prior to an afternoon of certificates being awarded. The group had one final field trip: an opportunity to visit Penna Flame, a local commercial heat treater in Zelienople, PA. Penna Flame is a third generation family-owned business serving the steel, mining, railroad, and automotive industries among others where they specialize in flame hardening, robotic induction hardening, additive manufacturing, furnaces, and cryogenics. It was a helpful hands on approach, bringing to life some of the processes discussed in the sessions, and enabled those present to see the value of sessions’ information in real time.
At last, the group had to disperse to their hometowns and businesses all over the U.S., Mexico, and Canada. Heat Treat Boot Camp was an informative event in which participants enjoyed all aspects of boot camp. Many individuals shared that they would be sending people next year, noting the good balance of learning and networking which took place.
Heat Treat Today staff at Heat Treat Boot Camp 2025
Keep your eyes peeled for information about next year’s Heat Treat Boot Camp2026!
Heat TreatToday original press release, last updated on 09/22/2025 at 4:43am
Heat Treat Today publishes twelve print magazines annually and included in each is a letter from the publisher, Doug Glenn. This letter is from theJuly 2025 Heat Treat Super Brands print edition.
The Good Book, the Bible, upon which our nation was founded, is chock full of wisdom. Here’s one: A good name is to be more desired than great wealth; favor is better than silver and gold. That’s from Proverbs 22:1, and the first part of that verse hits at the heart of what the Heat Treat Today team is trying to accomplish this month with the inaugural edition of “Heat Treat Super Brands.” We are taking a moment to recognize the brand names that are prevalent in the North American heat treat and thermal processing market — giving a voice to the many companies in this industry who have invested endless hours building and maintaining the good name and good reputation that they’ve so diligently worked to establish.
Building a Good Name
Building a reputable brand is a long, painstaking process that is not easily accomplished but can be undone in seconds. Building and maintaining that good name is a huge investment of both time and money, and companies have a right to insist that their brand names be respected and used correctly.
Our publication tries to do that very thing, but sometimes we have slip ups for which we feel bad and do all we can to correct. I recall an instance years ago when we used the phrase “trident tube” when referring to a radiant tube. Either BJ or Ben Bernard from Surface Combustion called us and very politely reminded us that Trident™ is a trademark of Surface Combustion. We apologized and quickly corrected ourselves. Their defense of their brand name was well founded.
Countless other companies in the North American heat treat and thermal processing market have also invested blood, sweat, and tears establishing reputable brand names, trade names, and patents, all of which deserve protecting.
Spreading the Word
In the Letter from the Publisher of the April 2025 publication, I wrote, “You Can’t Sell If You Don’t Tell.” The point of that column was to remind our industry suppliers that they can have the best product, technology, or service in the industry, but if they don’t make it known, if they don’t “tell,” it will be nearly impossible to sell. The same is true when it comes to brand names. ere are hundreds of brand names in the North American heat treat market, but not all of them are well known. The only way for these names to become well known is for them to be publicized widely and frequently. The goal, of course, is to become a household name like Kleenex or Coke. In an industrial setting like ours, it is essentially impossible to become a household name, but we can shoot to become well known within the industry.
Heat Treat Today has become a relatively well-known brand in the industry. Why is that? The answer is rather straightforward — Heat Treat Today is consistently in front of thousands of in-house heat treat department personnel, as well as in commercial heat treat shops. We’re there every month with a hardcopy print magazine. We’re there every weekday with our Heat Treat Daily e-newsletter. We’re there 24/7, 365 days a year with the industry’s leading heat treating and thermal processing website, as well as industry e-newsletters and our monthly podcast, Heat Treat Radio. We’re not exactly a household name, but thanks to all of you, people have become comfortable with us because we are seen widely and frequently. That’s what it takes to be a super brand, and we’re here to help the suppliers in our industry reach that status.
This edition of Heat Treat Today that you hold in your hands is our attempt to help those industry suppliers build awareness of their brand names. Please take a minute to flip through this edition and read about some of the Super Brands included. If you are a supplier and are not included in this edition, you can be included in next year’s July edition, which we anticipate will have the same Super Brand focus.
Contact Michelle Ritenour (michelle@heattreattoday.com) if you’d like to be included.
What do Mars rovers, sniper pods, and rotor grips have in common? Uphill quenching — a thermal-mechanical technique that uses liquid nitrogen and high-velocity steam to dramatically reduce stress and distortion.
In today’s episode of Heat TreatRadio,Greg Newton, Newton Heat Treating CEO, joins host Doug Glenn to take a dive deep into this little-known but highly effective process for controlling residual stress in aluminum alloys. Guest John Avalos, Newton’s quality engineer and IT/Digital Transformation Manager, joins the conversation.
Get the full picture of how this thermal-mechanical method improves machinability, enhances precision, and extends component life, especially in aerospace and optical applications.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Introduction (2:20)
Before we even start talking about the process, let’s talk about your qualifications and experience. How did you get in heat treating and aluminum heat treating?
Greg Newton: In 1968, my father opened up a heat treating facility in the city of industry. From age 13 on, I had a summer job and weekend job. It’s part of my blood. In the early ‘70s, we were the first heat treater to purchase an X-ray diffraction machine, which is a non-destructive way of checking for residual stresses beneath the surface of aluminum alloy and different alloys; we concentrated on aluminum. It’s an old analog Rigaku machine; it’s still running. It gives me great data, so why change it out for a half-million-dollar new machine? That’s how we got started.
There was a pilot project with Northrop Grumman for controlling residual stresses, taking glycol out of the laboratory and putting it in production. Now, one thing I didn’t like about that project was that we gave all the data to Northrop and then they wrote a spec and gave it to the world. I didn’t feel we got our fair payback for it.
When theM1 tank optics came along and they knew we had X-ray diffraction on premises, they wanted to take something basically out of the laboratories. The patent names it “thermal mechanical uphill quenching,” which describes the process perfectly. We use it because of the residual stresses created during the quench cycle. When you go from roughly 1000°F down to room temperature rapidly, that’s what sets up your mechanical properties in aluminum.
What Is Uphill Quenching (5:02)
Doug Glenn: Let’s take a 30,000-foot view for someone who has no concept of what an aluminum alloy is. What is uphill quenching?
Greg Newton: It’s the inverse process of the quenching cycle in the solution heat treat cycle. You’re going roughly from 1000°F to room temperature, hot to cold. A part can’t cool instantly. What happens? The outside cools first. It shrinks, and you get a compressive shell. By the laws of thermodynamics, I have an equal and opposite action happening in the core of that part. So, it develops tensile stresses to hold up that compressive shell. They’re in equilibrium when I’m done with the part and I send it back to the machine shop.
Then, they’re going to remove material from one side; they’re going to gun drill it. That’s when challenges arise, because at the point of after-quench, we have the compressive shell and the tensile stresses in the core. They are in equilibrium. When I remove material away, that compressive shell moves, and that’s where aluminum becomes very difficult to machine.
Newton Heat Treating’s thermal processing equipment
Source: Newton Heat Treating
Doug Glenn: Does uphill quenching solve this problem?
Greg Newton: It solves the problem, for all parts, all shapes, all sizes. Parts that don’t lend themselves to flip flopping, which never solves the problem. You might machine away some compressive shell, rejig the part, flip it over, remove a little of the compression on the other side, but you still have those tensiles. The tensiles are the bad guys. That’s what’s causing a failure in use and propagating cracks.
Doug Glenn: Tensile stresses are the ones pushing out, whereas the compressive strengths are the ones that are pulling in.
Greg Newton: And a compressor shell can actually be advantageous for certain types of fatigue, like creep.
Doug Glenn: Is uphill quenching predominantly done on aluminum or exclusively done on aluminum?
Greg Newton: It is predominantly done on aluminum. We’ve done a little bit on titanium. It had fair results with it. Alcoa developed uphill quenching in the late ‘50s. That’s how old this technology; it’s nothing new. Back then, though, engineers used to design things 2.5 times as robust as they needed to be, just because we didn’t know how much residual stresses were inherent in the manufacturing of these parts. But now, with trying to get aircraft, car, and all other types of components to be as light and as thin as possible, this process comes into play. It has finally come of age.
Neutralizing Stresses with Uphill Quenching (7:50)
Doug Glenn: So you have the compressive and tensile stresses, and uphill quenching basically is helping to neutralize or to balance those so that when you go to machining and you’re doing some machining, you’re not going to get what you would anticipate with a distortion or something of that sort.
Greg Newton: Well, again, we go back to the original patent name that describes the process perfectly. Thermal, mechanical, uphill grade. We’re not stretching it with a hydraulic press to 1.5–3% to dislocate the lattices. We’re using a thermal gradient. That’s our energy. That’s our machine.
It’sa little hard to wrap your head around. We’re going to compress and get the dislocation that way. Well, what put those stresses in was that thermal gradient of the quench roughly going from 1000°F to room temperature. How can we reverse that? Aluminum, unlike steels, is almost annealed soft in an as-quenched (AQ) condition.
So that is the optimum time, as the original patent tells you. There are so many misconceptions out there. When you do it in a hardened condition, you’ve lined up everything against yourself. You’ve increased yield strength. You want to do it when the material is as soft as possible. For aluminum, you want to either do it immediately after quench, within an hour, or retard the natural aging by putting it in a sub-zero freezer.
Doug Glenn: The uphill quenching is neutralizing those stresses, so there could be further processing without as much “fear.”
Greg Newton: That’s correct. We’re going to go from -320°F and heat it up with a high-velocity steam blast, back up past room temperature.
Doug Glenn: We’ll get to the actual process, I just wanted to make sure we’re understanding why we’re doing it.
Greg Newton: The machinability of aluminum are close-tolerance parts: They diamond hone our laser optics to a millionth of an inch in aluminum.
Doug Glenn: Wow.
John Avalos: That’s a tight tolerance.
Doug Glenn: Yeah, that’s a tight tolerance. So basically, uphill quenching is just the inverse of the quench.
Greg Newton: That’s all it is.
Doug Glenn: Coming downhill on the quench, then we’re going back uphill. Is this similar to a temper process for a ferrous material?
Greg Newton: We’re not changing any of the mechanical properties. All we’re doing is a realignment of the lattice parameter of the inner crystalline structure.
Doug Glenn: That sounds so different.
Greg Newton: If you picture that compression pushing in and the tensiles pulling out, we’re relaxing them back to a neutral state.
Want to read more about the Newton Heat Treating’s story? Click the image for a full article.
John Avalos: But the main point is that it doesn’t change the temper at all.
Greg Newton: It does not change any of the mechanical properties.
Doug Glenn: Is uphill quenching predominantly or exclusively used in aerospace or are there other markets where you use it as well?
Greg Newton: There are other markets — any close-tolerance parts in aluminum and the alloys. It’s extremely effective on all alloys; 6061 is used in the laser industries or laser optics. We do a lot with the optical industry.
Doug Glenn: So it’s not just aerospace, but a good chunk of it is.
Greg Newton: Nothing on Mars hasn’t come through our hands. I mean, all the gating and sending antennas, all the optical housings, the wheels even were cold stabilized, because they’re trying to make them so light. They’d gun drill them and they would collapse.
Doug Glenn: Did you say “nothing on Mars”?
Greg Newton: All the parts for the Mars rovers have come through our facility.
Actually, our first parts were on Voyager. We’d been looking at this process, and JPL (NASA Jet Propulsion Laboratory) came to us requesting us to try uphill quenching the parts. Dr. Martin Lo from JPL hand-carried these parts over that are still sending data on Voyager that is outside the influence of our sun. Isn’t that incredible?
Doug Glenn: That is incredible. I think it’s just so fascinating what this industry does that people don’t know about.
Getting Technical: The Uphill Quenching Process (12:37)
Doug Glenn: Let’s jump into it and talk technical. What is involved in the uphill quenching process?
Greg Newton: You take these heat treated parts and either perform the uphill quench within an hour or retard the natural agent, that’s key. There are companies that try to uphill quench in a hardened state, and you will get some reduction in stresses, probably more than you will get from any straight thermal stress relief where you’re just lowering the yield strength and popping some of the lattices, but this is nowhere near what you’ll get in an AQ condition.
Doug Glenn: Timeliness is important here. That’s probably the first point.
Greg Newton: Very, very important. So some of the equipment you’ll need includes a large door, depending on how big the part is. And you know, we have a 3,000-gallon tank here on premises and we are ready to put a 6,000-gallon one in. Then, all you’re utilizing the LN2 for is its coldness. It’s not like other steel heat treaters and stuff where it’s in the atmosphere. We’re just using it for…
Doug Glenn: Let me interrupt you, Greg. You said an acronym. What is LN2?
Greg Newton: Liquid nitrogen.
Doug Glenn: I assumed, but just want to make sure.
Greg Newton: The boiling point at sea level is -320°F.
Doug Glenn: So you’re taking it down.
Greg Newton: Right. You also need some sort of steam boiler or steam generator; we have both on premises. You may need an accumulator depending on the size of the parts you’re doing, because you’re using the steam, trying to reverse the delta T of the quench as fast as possible.
John Avalos: It’s a rapid process.
Doug Glenn: That’s why steam is very effective at rapidly heating.
Greg Newton: As the original report tells you, the difference is that you’ll get over 80% reduction in stresses utilizing LN2 and steam versus boiling water. The maximum’s around 19%. We’ve done our own testing and have gotten about 20% — so, significantly higher. Doing it in an AQ condition is key. The original report tells you that you get nothing out of doing the process in a hardened condition, which is done by many of my competitors.
We’ll do it any way the client wants it. While we have boiling water capabilities, but I try to talk the client into doing it the preferred way, which is in an AQ condition with LN2 to steam. That’s how you get to your biggest temperature differential, your delta T. You’re trying to match the delta T of the quench of the heat treat quench in reverse. That’s all you’re trying to do.
Doug Glenn: It sounds simple. So far, we have covered needing aluminum as-quenched, as soon as possible. You’re dipping it into LN2 to take it down to -320°F, roughly. Right?
Greg Newton: Depending on the thickness of part, it’s not a soaking cycle like solution heat treating would be, but you do want to make sure that part is completely at that temperature.
Doug Glenn: So you’re taking it down to -320°F, then immediately taking it out, and you’re hitting it with steam for how long, and what’s the criteria?
Greg Newton: It depends on the size, the shape, and the configuration. We have many, many steam fixtures out here that can be slightly modified. If you have a good production run, it’s best to design a fixture specific to that part. Bell Helicopter does this for the rotor grips for the Hueys when they were re-engineered.
Doug Glenn: Are you taking it up then to a specific temperature?
Greg Newton: Yes, we want be above 160°F for casting; 180°F, we prefer, for raw product.
Doug Glenn: Okay, and once it’s back up to that temperature, is the process done?
Greg Newton: You are done. Now there are many specs that repeat the process. I think this is mostly to make up for lack of fixturing, a part-specific fixture, so you can make up with subsequent processing. It does come out of the history of the past of when they really didn’t understand, before the original patent. There used to be tricyclic stress relieving where they would take it from dry ice into boiling water.
One of the advantages of steam, and the reason why you get much better results with steam versus boiling water, is the fact that it’s a higher temperature. It blasts away any ice that’s forming on that part, on the surface of it and it’s a turbulent flow over that part. So it readily transmits that energy quicker.
John Avalos: Can you also talk about the X-ray diffraction and how you use that to measure how effective the process is?
Greg Newton: When we took over this project and we wanted to prove it out, we learned a lot of things. When an engineer patents something, he usually controls everything. And it’s not that they’re wrong, it’s that they are .000001% right. In the real world, it makes no difference. So, you tend to throw those things away because they have no real relevance here on earth or in space.
So,we stumbled upon some other things that were advantageous to buy X-ray diffraction.
The standard operation involved first, getting the part, heat treating it, and then directly after quench, and take a reading because we know after a solution heat treated, we have that perfect setup between the compressive shell and the tensiles and the core. They’re going to be equal. Or close to it.
The thicker the section of the part, the more stresses, because it takes longer to cool. When you get into parts with two-inch cross sections and quarter-inch webbing, that’s when you get a lot of oil canning and all hell breaks loose. We can solve that.
I remember there was a bot part we had for the 767 or 757. It was the pilot’s window, and they were failing in service. The bot had a whole shift Boeing was paying to re-machine all out-of-tolerance parts on the shelf, until they finally they were over-machined and had to be thrown away. We had a hard time. I did parts for nothing to prove it to them, and they adopted it. But then the union fought them, and now that division is closed.
You have to evolve or else you will go the way of the dinosaurs.
Doug Glenn: You can’t fight with science. Ultimately you can’t fight with the truth of metallurgy.
I think we have the basic process down; it doesn’t sound that complicated. It’s a reverse of the quench process, essentially.
“Aluminum alloy 6061 is a forgiving alloy…It lends itself to uphill quenching because of its lower yield than the 7,000 series. We also do work in the 7,000 series.” Source: Theworldmaterial.com
Greg Newton: Attention must be paid to the details, though.
Doug Glenn: Yes, exactly. I have talked with a couple of other people about this process, and I’ve been told that the aluminum alloy is somewhat important in the process depending on what alloy you have. Is that the case?
Greg Newton: Aluminum alloy 6061 is a forgiving alloy, and most of the optics we do are some form of that. It’s a forgiving alloy in many, many ways. It lends itself to uphill quenching because of its lower yield than the 7000 series. We also do work in the 7000 series. It takes a little better steam fixture, perhaps a little more attention to detail. Rough machining comes into play, regarding how much rough machining is done prior to the final solution heat treat and the uphill quench.
John Avalos: There are lots of factors.
Greg Newton: We like to be involved in the beginning, not as an after fact. The best successes we’ve had is when the company knows it’s going to be a problem part, so they get us involved in the beginning. Then, we set it up right and everything goes smoothly, instead of after.
Doug Glenn: You had mentioned the X-ray diffraction and the testing of it. Is there anything more we want to say on that?
Greg Newton: After the solution heat treat, I’m going to get that perfect ratio of my compressive shell and the tensiles. After the uphill quench, we’ll measure again, and then once after aging, because aging can have a slight effect on your stress levels.
That will give us an internal baseline, and we do it for all clients on all first articles. I encourage clients to pay for it, but to a lot of machinists, it’s just an extra cost. But should they ever have a problem in the future? The proof has always been in the pudding. I send it back to them because I can’t tell you how many skeptics we’ve had that call me back and say, “dang, it really worked.” And then they think it’s that magic. Some of the failures that have come from the successes and thinking, “Now I can make up the lost time. I’m going to make twice the cuts, twice as deep, twice as fast.” Then you induce stresses by machining parts.
Newton Heat Treating’s equipment for cold stabilization Source: Newton Heat Treating
Doug Glenn: You mentioned that when the engineer initially does the patent, they control everything; they put a lot of standards in there. It sounds to me that in your practical application of this process, you found out which one of those instructions are important, and which ones are maybe not as important.
Greg Newton: We have completely refined the process.
Doug Glenn: Now you know you don’t need to waste time on item X because it really doesn’t matter so much. The correlation for success may be more tied with another item.
Greg Newton: The boiling water aspect becomes so appealing to my competition because you don’t need to use your brain to design steam fixtures and other processes. We have designed many steam fixtures over the years, and they’re semi generic. We can change the inserts for cylindrical parts. We have found it’s very advantageous to steam inside and out, simultaneously. When it says high-pressure steam, I have engineers up with their cameras and I say, “No, no, back away about 30 feet.”
Doug Glenn: Step back from the part. That sounds interesting. The design of the fixtures for the impingement of the steam sounds very similar to me to something we’ve talked to Joe Powell of Akron Steel about. He talks about that high-intensity quench, not uphill quenching, but downhill quenching in this case, where it’s really super critical that you quickly and uniformly cool the entire outer shell at the same time.
It sounds like these fixtures you’re talking about are somewhat along that same line that they need to be hitting the part at the right place, right time, right volume.
John Avalos: They represent the configuration of the part as close as we can anyways, so that we get a nice even steam blast.
Greg Newton: We’ll tend to concentrate steam in thicker areas, back off on thinner areas.
Challenges in Uphill Quenching (25:00)
Doug Glenn: What are the biggest challenges that you face when performing uphill quenching?
Greg Newton: Overcoming the misconceptions of when and how to do it can be challenging as there are so much different variables. We have capacity for boiling water and steam, but we prefer to do the best method possible, and give my clients the best, because the price is the same. I’d rather have a happy client. Then, I think, boiling water sometimes gives it a bad name when it doesn’t work. They often throw out the entire system, the baby with the bath water.
Cyclic thermal shock process Source: Newton Heat Treating
Doug Glenn: In the actual process itself, fixturing can be an issue, placement and configuration of the steam is an issue. I’m guessing part configuration can be challenging, the thick to thin cross-section. What are some of the difficult aspects of uphill quenching or difficult parts.
Greg Newton: One day, Lockheed calls me, and they had a sniper pod for the F16. They tread machined this 1,600-pound hand forging three times and were trying to go to a one piece, monolithic part. They had one more shot until they were going to lose the contract.
So, Don of Lockheed came to me asking if we could do it. They wanted to send me 1,600-pound hand forging and I said, “No, no, you need to rough machine this thing.” I asked how much the part weighed when they were done — “168 pounds.” That’s crazy!
I told them they needed to rough machine the part and then send to me. So, they rough machined it, and I get a part that is 1,200 pounds, but it was 6061. I told them we’ll give it our best shot. We did do multiple stabilizations on that part — I think we stabilized it three times, but it worked.
He was worried about getting this big hand forging back on the machine, because it did move a lot during uphill quenching. We did, in between post-heat treat, straighten it, uphill quench it, then straighten it; each run time it moved less, and, you know, you’re inducing stresses by straightening through the process as well. The third time, we uphill quenched it, checked if we needed to straighten it, and we didn’t. We shipped it, and they got through this. We saw another two or three more.
The challenge is what they think the process will do and what it’s capable of. I don’t think that would’ve worked for the 7000 series. You really want to get it within 150 thousandth to 100 thousands of control, because of the dispersoids they put in the super alloys, making it tougher to uphill clench.
Doug Glenn: What is your most interesting part that you have uphill quenched?
Greg Newton: The rotor grips for the old Hueys. When they re-engineered them and doubled the horsepower, they went from the two blades that you see on the mash that they could hear from 30 to 40 miles away. They increased the horsepower of the engines and went to four composite blades, but the rotor grip itself that they wrapped the carbon fibers around was a 2014 die forging.
But they had machining problems. They would make one pass over it and it would curl up about three quarters of an inch. So, Gene Williams came down from Bell Helicopter and spent a week with me. Bell doesn’t like anybody else’s data; they want to create their own data. So, he was out there with his camera, measuring and doing everything for a week. We got through the machining and they’re dead flat. Now, when I get rid of the stresses, I get rid of all the stresses: the compressive shell and the tensiles. So, they went back to these rotor grips and peened them, glass beaded them. This gave it a nice, even compressed shell without the negative effect of the tensiles in the core.
Now they are getting 8 to 10 times the life expectancy out of these parts, which makes sense on a fatigue curve, because you don’t know where you’re starting on that fatigue curve. Most of the curves go “whoop” [Editor’s Note: Greg demonstrates the exponential swoop of the graphic arc.], and you know you’re in that quarter and then you’re done. They store parts at 50% of their intended life for when they can’t get new parts and pray they get the new ones.
Weget the problem parts, and that usually gets my foot in the door.
Doug Glenn: You mentioned earlier that if a company is developing a part or if they’re having an issue, it’s better for the client and for you guys that the sooner they talk to you the better. Most people don’t think the commercial heat treater or the processor can be that helpful, but with guys like you who have an expertise in the area, it’s probably well worth having an early phone call.
Greg Newton: No heat treater really loves to see final finished parts. It’s a violent process. We would rather have a little beat on that.
Ideal Parts and Benefits (30:45)
Doug Glenn: What type of parts should uphill quenching be performed? Can you give us a quick overview of the types of parts that you’ve uphill quenched?
Greg Newton: Any close-tolerance parts or any parts that are moving and machining out of tolerance are good for uphill quenching.
Doug Glenn: What benefit does uphill quenching have over similar or competitive processes?
Greg Newton: With straight thermal stress relieving, in which you’re just raising the temperature of the part, you have to be careful of losing your temper when doing it. To get a real stress relieve, you need to go up 600-700 degrees, and in doing that, you’re going to blow your temperatures right out in aluminum. So, you tend to use 25 degrees below zero for longer periods of time, and you might lower it. That tends to break the most highly strained lattices because you’ve lowered that yield strength a little bit and they’ll pop. That might be enough to get you through that part, the machining.
Is it going to move later in service? Probably. When heating up and cooling it down, especially in space; when you have an unstable part in space and it turns towards the sun gets 200-300 degrees (turns away from space in the vacuum), now you’re thermo cycling. It is a different type of stress relieving, and it can move those mirrors. Any slight movement in those mirrors, and you’ve lost your integrity.
They can figure out mathematically the coefficient of thermal expansion out in space, but warpage is difficult.
Radius of Industry (32:43)
Doug Glenn: You have an expertise in aluminum. What is the radius out of the city of industry that you’re getting clients from?
Greg Newton: We have received Israeli tank mirrors and German tank mirrors. We get parts shipped from the East Coast daily. Hamilton’s products, they attribute their position with the success of their uphill quenching on almost of all their cylindrical parts. They have a better product than anybody else, and they told me that they attribute much of that success the stability of their, their aluminum.
Doug Glenn: Is there anything that you thought of as we’re talking that you want to add into the conversation?
John Avalos: I’ll add that we’re the leaders in this process. There are a lot of similar processes Greg mentioned with boiling water. What that does is it forms the ice barrier around the part. By using steam blasting and uphill quenching, it removes that barrier — a barrier simply doesn’t form.
Greg Newton: Ice is a great insulator.
Doug Glenn: It reminds me of the vapor barrier when you’re trying to quench. It’s an insulator.
Greg Newton: Regarding the X-ray diffraction, having process control is important. You’re spending 10 times a normal heat treat, you’re throwing money in a problem, and there is nobody else that has any process control. To me, that’s playing Russian roulette with five in the chamber, not one. Your chances of success are slimmer. We want to know when something goes wrong. Why did it go wrong? Without any sort of can imagine, if we threw out EC and Rockwell out of our heat treatment and say, “Look, the charts look good! It must be good,” we’d have airplanes falling out of the sky daily.
Heat Treat Radio episode #124 with host Doug Glenn and guests Greg Newton and John Avalos
You have a very expensive problem. I would like to see a little more process control that everybody’s using. Nadcap is trying to tie that up as we speak.
Doug Glenn: Very good. Well, gentlemen, thank you very much I hope the listeners have enjoyed this as well. I think it’s a very interesting, somewhat unique process, and it’s good to talk with you two guys about it.
Greg Newton: I challenge any machine shop out there to send me their biggest nightmare in aluminum
Doug Glenn: He just threw down the gauntlet: Send him your worst stuff, and he’ll see if he can fix it. Anyhow, thanks, Greg and John, thank you so much. I appreciate you guys.
About the Guest
Greg Newton Owner, President, CEO Newton Heat Treating
Greg Newton is the owner, president, and CEO of Newton Heat Treating. Founded by his father in 1968, Greg became president of Newton Heat Treating in 1995 and has decades of experience leading numerous projects in the heat treating industry. Greg has focused specifically on aluminum alloys — specializing in heat treating, uphill quenching, and other advanced thermal processes.
Heat TreatToday publishes twelve print magazines a year and included in each is a letter from the publisher, Doug Glenn. This letter first appeared in March 2025 Aerospace Heat Treatingprint edition.
The world is a better place when people know what their job is and then stick to that job. When the carpenter knows that their job is working with wood and then works with wood, things go well. When the pipefitter doesn’t try to be an electrician but sticks to pipefitting, things go well. It’s only when we forget (or never knew) who we are or why we’re here that things begin to go terribly wrong.
This is just as true in the C-suite as it is on the shop floor when it comes to running a business. CEO, CFO, COO, presidents, and VPs all benefit the business by sticking to their huckleberry bush just as the welder, the electrician, and the plant operations guys prosper the business when they do what they’re called to do.
In the C-suites, however, there seems to be more confusion about what it is they are there to do and company leaders more frequently get distracted from their huckleberry bush than do the guys in the shop. Here are some good, yet ultimately unhelpful things that have kept company leadership from focusing on profits — which ought to be their huckleberry bush.
Environmental Concerns
If ever there was a worthy cause, caring for the planet should be toward the top of the list, coming in second only behind caring for people. Business leaders proceed at their own risk if they completely ignore environmental issues. But elevating “saving the planet” over profits is a common mistake made by well-meaning leaders. The driving question that should underlie all business questions is whether or not profits will increase, not only what impact the decision will have on the environment. The EV craze, which has petered out significantly since this time last year, is a great example of company leaders losing sight of profits in favor of the environment. The number of car manufacturers who boldly announced electric-only or significantly enhanced EV fleets in 2024 only to have the two-by-four of company profits hit them squarely upside the head is astounding. Most of them have backtracked or are in financial hardship for not backtracking.
Well-meaning environmentalism should never come at the expense of profits.
Diversity, Equity, Inclusion (DEI)
Another distraction from focusing on profits has been, while to a lesser degree now as compared to this time last year, the DEI movement. DEI, to its credit, is people-focused and, undoubtedly, was well-motivated by many. Nonetheless, kowtowing to externally imposed social norms in order to avoid becoming a corporate pariah carries with it the seeds of failure, because profits and overall corporate health will suffer. Such was the case for countless large and small companies, including McDonalds and Harley Davidson, that elevated DEI above profits. The primary (though not the only) factor that should drive hiring and promotional concerns within a company should be competency and effectiveness. Will the individual help enhance company profits or not?
“Profit” Is NOT a Four-Letter Word
In her classic work, Atlas Shrugged, Ayn Rand makes this very point. When we vilify “profits,” we do not do ourselves or our fellow man any good. One might say, “It is not profitable to vilify the word ‘profit.’” Profit is good, and it is enormously comforting to see company leaders of all stripes returning to a good, healthy embrace of the profit motive.
Obviously, the ill-founded desire for profits at all costs regardless of the impact on the freedoms and liberties of others is not good and is the exact reason why we have courts of law. Profit cannot and ought not be at the expense of others’ freedoms. Further, the profit motive should not go right up to the line of violating personal freedoms. A true and good profit motive is not devoid of compassion and long-term thinking. It values human life and liberty and tempers its decisions based on what is good in the long run for human flourishing. Sound, profit-motivated decisions are often not easy black and white decisions. There are countless intricacies and complexities. Nonetheless, our default position ought not to be the disparaging of profits. Quite the opposite.
Company leader, stand strong as you do all that you can to build your company profits and don’t be ashamed to say so.
Heat TreatToday publishes twelve print magazines a year and included in each is a letter from the publisher, Doug Glenn. This letter first appeared in February 2025 Air & Atmosphere Heat Treatingprint edition.
In July of last year (2024), one of the industry’s leading consultants, Dan Herring, The Heat Treat Doctor®, conducted an amazing comprehensive survey. Here’s how it started:
As many of you know, I’ve surveyed the industry numerous times over the years to check on the latest technology trends and overall health of the heat treating and thermal processing industry. With the rapidly changing print and electronic media landscape, I am curious as to how these changes will impact our industry. As many of you are painfully aware, some magazines, websites, e-newsletters, and webinars/podcasts have gone away; while precious few others have come into being.
The consultant went on to ask the near 10,000 email recipients to complete an eight-question survey about that “rapidly changing print and electronic media landscape.”
#1 The Respondents
The respondents were a good mix of manufacturers with in-house heat treat departments, commercial heat treaters and industry suppliers. From what we know about our own magazine’s circulation, which is predominantly to manufacturers with in-house heat treat departments, the responses were a good sampling of the North American heat treat market.
#2 Awareness of Media Brands
We were very pleased to see that Heat TreatToday ranked highest in awareness. A whopping 93% of respondents were aware of our existence. The three other media brands all ranked significantly lower: The next highest came in more than 13 percentage points lower, and the lowest ranking media brand had a score of only 28% awareness.
#3 Most Helpful Media Brand
Heat TreatToday also scored exceptionally high when asked which media brand was “most helpful to your business.” Respondents were asked to rank the publications from 1 to 4 with 1 being most helpful and 4 being least helpful. 59% of the respondents ranked Heat TreatToday as #1, the most helpful media brand. The media brand ranked second as most helpful came in with only 23% of respondents.
#4 Voice of the Industry
When asked which media brand the respondents considered to be the “voice of the industry,” Heat TreatToday again ranked #1 with over 63% selecting us. The other three media brands pulled only 19%, 16% and 2%, respectively.
#5 Most Important Information
The consultant next asked this question: What is the most important information you get from heat treatment/thermal processing media? Technical content ranked #1 at 46.4%. Industry news came in at #2 with 45.5%, followed by helpful resources at #3 with 5%. Finally, supplier content and lead generation came in at 2% and 1%, respectively.
#6 Media Brands that Deliver the Most Important Information
Then respondents were asked which media brand best delivered technical content and industry news. Heat TreatToday again ranked extremely well with nearly 6 of 10 (58%) ranking us at #1. The next closest media brand came in with just a tad over 2 in every 10 respondents indicating that they delivered the important information desired.
#7 How You Consume Media
One of the more enlightening questions had to do with what types of media the respondents used to consume their information — meaning, do they read print or digital magazines, visit websites, receive e-newsletters, listen to podcasts or flip through social media posts? Remember, the survey was sent out by email, which could have skewed the results.
The surprising #1 response was print magazines! Print came in with 32% of respondents ranking it as their most preferred method of consuming content. If you were to combine those who ranked either of the magazine options (print or digital), the number increases to 56%, well ahead of the next closest option which was website. Websites came in at 23%. E-newsletters, social media, and podcasts/videos all ranked in single digits — 9%, 5% and 5% respectively.
#8 Type of Device
Answers to the final question will also be surprising to many: “On what type of device do you prefer to access your heat treatment digital media?” This question does not take into consideration that the #1 preferred method for consuming media is the print magazine, just if and when they consume digital media. “Phone” ranked nearly dead last (believe it or not), second only to “None of the above.” Readers are not accessing thermal processing information much on their phones. This is confirmed by the low social media and video numbers in #7 above. The big winners, both with roughly half of the responses (both at 47%) were desktop computers and laptop computers.
Lessons Learned
The data was encouraging, proving that providing helpful, timely content is what the thermal processing industry needs. Please continue to communicate with us and tell us what you’d like to know.
Readers are checking out Heat TreatToday’smagazine, and the January 2025 Technologies To Watch print editionhas a piece that sparked comments from readers. The letter from publisher Doug Glenn entitled “What If We’re Wrong About CO2 & Global Warming?“ challenges the “assumption that global warming, and specifically man-induced global warming, is a real and settled science.“
Would you like to weigh in on the topic? Submit your question, comments, thoughts, or queries here or email Bethany Leone at editor@heattreattoday.com.
Here is an excerpt from the publisher’s page:
“I’d like to challenge that assumption. Firstly, legacy media, the federal government, academia, and the scientists who deliver the science we’re called to follow — i.e. “follow the science” — are all strong proponents of man-made global warming and the evil of CO2. This grouping of authorities, in and of itself, causes many to be suspicious, given this group’s historic record of dishonesty and deception. If this group has been so wrong in the past on macro-social economic issues (e.g., Covid) would it not be reasonable to question their claims about climate change?
Secondly, the science doesn’t seem to be as settled as claimed.”
This publisher’s page prompted this feedback from loyal reader Roger Hirdof W.H. Kay Company:
“Thank you for your column in the recent HTT issue. As a longtime climate skeptic, articles like yours are exactly what’s needed to push back on continued efforts to use climate change as a tool for massive government interference in all phases of life.
Sadly, the EU is much further down the road in their Climate zealotry, and we’re reading how these efforts are even pushing some European landowners to close down their farms to avoid crippling penalties in the decree of decarbonization.
This past election puts the proverbial ‘finger back in the dike’ of climate-based government intrusion in our economy and daily lives, and thank God for that!
Keep up the great work Doug.”
Doug’s reply:
“The well-meaning folks in our government will continually find ways of expanding their scope and power. Let’s assume 90% of them mean well. The fact is, the government should NOT be in 90% of the stuff they’re currently in. It is our responsibility to reign them in, politely if possible.
Keep fighting the good fight when and where you’re able. The publisher’s page is one place I’ve been blessed to use in my little corner of the world. Not everyone agrees, but that’s the way it ought to be.”
From reader Kevin O’Brien, Birmingham, Michigan:
“Quick note to thank you for your editorial. Yes, agree on the idea that we are re-shaping and re-orienting too many aspects of our economy and society because there is an agenda being pushed by a group. Even more so when you consider that many of the people pushing the agenda stand to gain from massive government spending in this arena. All too often, the environmental ‘movement’ seems to be acting on and reacting to published material that seems more like the flavor of the month rather than solid, steady scientific findings…. The result is that large numbers of people experience a negative outcome (higher prices, more regulations) with no means for redress.”
Doug’s reply:
“Very much agree with your assessment of ‘flavor of the month.’ My content is that we should trust the market and not well-meaning individuals in positions of power to determine the direction of the world’s environmental movement. If everyone in the world were genuinely concerned about global warming, they would demonstrate that sincere concern by spending money in that direction. That in turn would encourage companies to follow the consumer’s lead. We don’t have enough faith in the market … or as Adam Smith would say, the Invisible Hand!”
From reader Steve Maus:
“I have followed this issue with great interest for decades, and so I am familiar with the work and comments of the prominent figures you have referenced. My studies toward a metallurgical engineering degree included significant coursework in organic chemistry and thermodynamics, and in my career, I’ve done extensive hands-on work with CO2 and its many reactions. With that in mind, I tend to agree with the skeptics because the chemistry simply does not support the claims of those who predict catastrophic global effects due to small changes in atmospheric CO2.
It seems to me that our industry ought to encourage frank debate of the issue, and that we should demand that it be based on a critical look at the entire chain of generating process heating, and on the genuine effects of CO2 emissions. Simply moving the generation of CO2 away from the point of natural gas-based heating and transferring it to the source of generating electricity with fossil fuels or ‘renewable’ sources that have issues of their own or using fuels that require electric power to generate them, is not accurately addressing the situation. Otherwise, it appears to be a situation of doing something just to do something, for reasons that may not well-considered. And as we have seen with other attempts like EVs, solar panels and wind turbines, the solutions often come with problems of their own, so we ought to learn the lessons and apply them here.
But I digress. Doug, I applaud you for raising the question, and I look forward to the healthy discussions that will be provoked by it.”
Doug’s reply:
“Thanks for the encouragement, Steve. I hope you’re doing well. By the way, if you haven’t read the article I referenced from The Epoch Times, I highly recommend it. If what they are saying in that article is true (regarding ‘saturation’ of CO2), then the whole issue becomes moot … IMHO! It is worth the read.”
From reader Dean Keal of IGE Fans:
“I think you are spot on. Aside from all the science debunking this, history has shown the planet has been warmer in the past than it is currently. Heck, in the medieval warming period, the Vikings were grain farmers on Greenland. I think this whole fiasco is about power and control, not science. Unfortunately, there are so many people making money from this issue it has become entrenched. Perhaps President Trump will interject some common sense.”
Doug’s reply:
“Thanks, Dean. Appreciate the encouraging words. Not everyone agrees, but most everyone that has taken the time to respond has been respectful and MOSTLY in agreement. There was one who vehemently disagreed but we’re still on speaking terms!”
We welcome your inquiries to and feedback on Heat TreatToday articles. Submit your questions/comments to editor@heattreattoday.com.
Heat TreatToday publishes twelve print magazines a year, and included in each is a letter from the publisher, Doug Glenn. This letter first appeared in January 2025 Technologies To Watch print edition.
I recently attended the Industrial Heating Equipment Association Decarbonization SUMMIT in Indianapolis at the Conrad Hotel. Roughly 100 thermal processing industry professionals participated in this two-day long event. As I listened to all presentations over those two days and going back even further to the planning of the event — which, by the way, I’d like to commend Jeff Rafter of Selas Heat Technology for his leadership, Mike Stowe of Advanced Energy for his technical contributions, and Goyer Management for their diligent work to produce this SUMMIT — I noticed that nearly everything being discussed was predicated on the assumption that global warming, and specifically man-induced global warming, is a real and settled science.
I’d like to challenge that assumption.
Firstly, legacy media, the federal government, academia, and the scientists who deliver the science we’re called to follow — i.e. “follow the science” — are all strong proponents of man-made global warming and the evil of CO2. This grouping of authorities, in and of itself, causes many to be suspicious, given this group’s historic record of dishonesty and deception. If this group has been so wrong in the past on macro-social economic issues (e.g., Covid) would it not be reasonable to question their claims about climate change?
Secondly, the science doesn’t seem to be as settled as claimed.
John F. Clauser, a Nobel laureate in Physics, has been articulate in his doubts about the climate crisis.
“The popular narrative about climate change reflects a dangerous corruption of science that threatens the world’s economy and the well being of billions of people.”
“I don’t believe there is a climate crisis. The world we live in today is filled with misinformation. It is up to each of you to serve as judges, distinguish truth from falsehood based on accurate observations of the phenomena.”
“Great news! There is no climate crisis! Much as it may upset many people, my message is that the planet is not in peril.”
Ivar Giaever, another Nobel laureate in Physics, has been clear in his skepticism about global warming.
“Global warming has become a new religion. We frequently hear about the number of scientists who support it. But the number is not important: only whether they are correct is important.”
“It is amazing how stable temperature has been over the last 150 years.”
“I am a skeptic. Global warming has become a new religion.”
“We don’t really know what the actual effect [of CO2] on the global temperature is. There are better ways to spend the money.”
Richard Lindzen, professor emeritus of Earth, Atmospheric, and Planetary Sciences at MIT, has been a vocal critic of the consensus on human-caused global warming.
Willie Soon, an astrophysicist, geoscientist, and aerospace engineer at Harvard’s Smithsonian Center for Astrophysics, questions the extent of the human impact on climate change.
Frederick Seitz, former president of the U.S. National Academy of Sciences, has expressed doubts about the severity of global warming.
Ian Plimer, an Australian geologist and professor emeritus at the University of Melbourne, is a prominent climate skeptic.
Peter Ridd, a former professor at James Cook University in Australia, has been a vocal critic of climate change science.
Jim Mason, PhD in Experimental Nuclear Physics from McMaster University, Hamilton, Ontario, Canada, recently published an excellent article in The Epoch Times entitled, “A Physicist’s View of Greenhouse Gas Emissions and the Impact on Climate,” which seriously calls into question whether or not the concentration of CO2 gas in our atmosphere has the physical ability to produce global warming. Mason quotes the work done by two other physicists, William A. Van Wijngaarden and William Happer. Mason says, “The duo postulate that long-wavelength radiation (LWR) absorption does not increase in a linear fashion as CO2 increases but does so in an exponentially DECREASING fashion. Additional amounts of CO2 added to the [atmosphere] absorb ever-decreasing amounts of additional LWR, until at some point the CO2 is absorbing effectively all of the LWR in the [atmosphere] that CO2 can absorb. Absorption is saturated” (emphasis is mine).
The implication is that adding more CO2 to the atmosphere may have essentially no impact on global temperatures if CO2 is absorbing all that it can absorb. I highly recommend Mr. Mason’s article.
Given the above, I have a few questions:
What if we are wrong about decarbonization and these gentlemen are right?
Is there any wisdom in approaching this topic with a bit more caution?
Do any of you have doubts about the need to decarbonize, and if so, how do you reconcile those doubts with continued efforts to decarbonize and/or take Department of Energy grants and subsidies?
Is anyone concerned about the amount of money that we are throwing at this potentially non-problem and the enormous and devastating impact on our children’s financial future?
Heat TreatToday publishes eight print magazines a year, and included in each is a letter from the publisher, Doug Glenn. This letter first appeared in the November 2024 People of Vacuum print edition.
Don’t try and weave a common thread between the four items below; there really isn’t one.
Act of Kindness in the Vacuum Industry
One of North America’s leading vacuum heat treat-related companies lost one of its key leaders to a battle with cancer recently. My wife and I were fortunate to attend a very Christ-centered funeral service which, in its own way, was encouraging even as it recognized the pain and sting of death. One of the most touching and thoughtful things happened when my wife and I came to the front of the viewing line to extend our condolences to family members. The father of the deceased pulled us aside and showed us a beautiful bouquet of flowers sent by a competitor. In my eyes, this was a classy and thoughtful gesture, and it was deeply appreciated by the family. It just goes to show that North American heat treating is a rare industry full of kind and thoughtful people. Kudos to the competitor for their thoughtfulness.
Signs that Our Industry Is “Younging Up”
Over the past several weeks, I have been more and more impressed with how the North American heat treat industry is attracting and maintaining excellent young talent. If you read any of the content we put out in September, you’ll know that we honored another 40 young individuals who are rising leaders in the North American heat treat market. In fact, we’ve honored 240 such individuals since 2018. Many of these recipients continue to contribute to the industry in significant ways.
I also had the pleasure of attending the Industrial Heating Equipment Association’s (IHEA) annual Combustion Seminar and Safety Seminar. The number of young people taking these two courses this year was very impressive. Well over half of the attendees were easily under the age of 40 with a large number appearing to be in their 20s or 30s.
Thanks for Rating Us Highly
Results from a recent industry study proved to be very positive for Heat Treat Today, The study focused on heat treat media brands in the North American market and Heat Treat Today ranked #1 in all categories. Our team was humbled and thankful to all of our readers for the faith you put in us to bring you the latest and most helpful technical and news content. We believe people are happier and make better decisions when they are well informed. If you’re a supplier to the industry and are looking to reach end-users of heat treat equipment, especially manufacturers who have their own in-house heat treat operations, please know that we’d be honored to help. To all of our readers, viewers, and listeners, thanks for ranking us so highly. We appreciate your faith in us.
Print Is the Most Preferred Media
Doug Glenn Pubisher Heat Treat Today
Somewhat counterintuitively, the above media study revealed that respondents vastly preferred the print version of a magazine over a) the digital edition of the magazine, b) websites, c) e-newsletters, d) podcasts, and e) social media — in that order. The survey was sent out by email, so it was not skewed by sending it only to those who currently receive print copies. The survey was sent to a mixture of print magazine recipients, website visitors, e-newsletter recipients, and podcast listeners and STILL a preference for a copy of the print magazine far outpaced all the other options — across ALL recipients regardless of age. Interesting results which might help inform your future marketing plans if you’re a supplier to this industry.