The AIAG CQI-9 (Heat Treat System Assessment) is the most accepted standard in the automotive industry for the validation of heat treatment operations. This article summarizes the evaluation requirements and illustrates the benefits of conducting this test to identify variations in control systems using the probe method A.
Read the Spanish translation of this article by Erika Zarazúa, gerente regional de compras de Global Thermal Solutions México, in the version below, or read both the Spanish and the English translation of the article where it was originally published: Heat Treat Today's August 2022 Automotive print edition.
La evaluación CQI-9 (Heat Treat System Assessment) de AIAG es el estándar mas aceptado en la industria automotriz para la validación de operaciones de tratamiento térmico y, entre muchas cosas, describe los requisitos generales y el procedimiento para conducir las pruebas SAT (System Accuracy Test) a los sistemas medición de temperatura de los equipos de procesamiento térmico. Este artículo sintetiza los requerimientos de la evaluación e ilustra los beneficios de conducir esta prueba para identificar variaciones en los sistemas de control mediante el método de sonda “A”.
Erika Zarazúa Gerente Regional de Compras Global Thermal Solutions México Source: Global Thermal Solutions México
1. Aplicación
Las pruebas SAT deben realizarse a todos los sistemas de control, monitoreo y registro de los equipos de procesamiento térmico. Esto no aplica para los sistemas de ‘alto-límite” cuya única función es la de proteger al horno de un sobre calentamiento.
Contact us with your Reader Feedback!
El termopar de prueba empleado para la prueba SAT debe cumplir con los requisitos de precisión que define CQI-9 en la tabla P3.1.3 de la sección de Pirometría (±1.1°C o ±2°F máximo de error). De igual manera, la tabla P3.2.1 de la misma sección define los requisitos para el instrumento de prueba - field test instrument (±0.6°C o ±1°F máximo de error).
Las pruebas SAT por el método de sonda deben realizarse trimestralmente o después de algún mantenimiento que pudiera afectar la precisión del sistema de medición como:
Reemplazo del cable de extensión
Reemplazo del termopar de control
Reemplazo del instrumento de control/registro
2. Procedimiento (Método de sonda A)
El método de sonda A es una comparación entre la lectura del sistema de medición del horno y un sistema de medición de prueba corregido:
Table 1. Probe method A Tabla 1. Método de sonda A
Al insertar el termopar de prueba, se debe asegurar que la punta se coloque lo mas cerca de la punta del termopar a ser probado, y no mas lejos de 50mm. Una vez colocado en la posición de prueba, se recomienda permitir cierto tiempo para que ambos sistemas alcancen un equilibrio antes de conducir la prueba.
Si la diferencia entre el sistema de medición del horno y sistema de prueba corregido excede de ±5°C (±10°F) entonces se deben conducir acciones correctivas antes de procesar producto. Las acciones correctivas mas comunes consisten en reemplazar el termopar de control, calibrar y ajustar el instrumento de control/registro o una combinación de ambas. De acuerdo a CQI-9, estas acciones deben ser documentadas.
3. Registros
CQI-9 revisión 4 especifica que la prueba SAT debe documentarse y los registros deben incluir como mínimo la siguiente información
a. Identificación del termopar del horno
b. Identificación del termopar de prueba
c. Identificación del instrumento de prueba
d. Fecha y hora de la prueba
e. Valor del setpoint
f. Lectura observada en el sistema de control
g. Lectura observada en el sistema de prueba
h. Factores de corrección del termopar e instrumento de prueba
i. Lectura corregida del sistema de prueba
j. Diferencia calculada del SAT
k. Nombre y firma del técnico que realiza la prueba
l. Compañía que realiza la prueba (si es externa)
m. Acreditación en ISO/IEC 17025 de la compañía (si es externa)
n. Aprobación del responsable de tratamiento térmico
4. En resumen
La sección de Pirometría de CQI-9 revisión 4 indica los requerimientos y el procedimiento para la realización de la prueba SAT (Sección P3.3).
El sistema de medición de temperatura del horno no debe presentar una desviación mayor a los ±5°C (±10°F) respecto al sistema de prueba. Si este fuera el caso, el equipo no debe usarse para procesamiento térmico y deben aplicarse acciones correctivas.
CQI-9 especifi ca la información que debe contener el informe de SAT cada vez que se conduce esta prueba.
Referencias
[1] Automotive Industry Action Group; CQI-9 Special Process: Heat Treat System Assessment, 4rd Edition, June 2020.
[2] International Organization for Standardization; ISO/IEC 17025, General requirements for the competence of testing and calibration laboratories. 3rd Edition, 2017.
(Fuente de la foto: Global Thermal Solutions)
Sobre el autor: Erika Zarazúa es Ingeniera Química Metalúrgica por parte de la Universidad Autónoma de Querétaro. Con más de 18 años de experiencia en operaciones de tratamiento térmico y medición de temperatura, ha trabajado en múltiples roles de ingeniería, calidad y proyectos en las industrias automotriz y aeroespacial. Actualmente ocupa el cargo de Gerente Regional de Compras de Global Thermal Solutions.
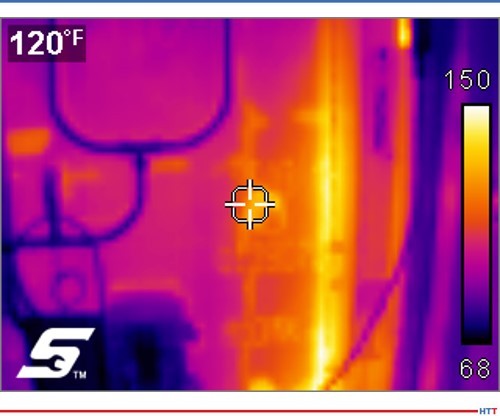
There is no way to validate the heat treating process without completely destroying the job. Here’s where pyrometry becomes crucial. The precision, accuracy, and uniformity standards of specifications like AMS2750 and CQI-9 provide peace of mind without destructive testing. Read how the requirements of these regulations are benefiting the industry through standardization and defect prevention.
"El tratamiento térmico como la mayoría de los procesos especiales, tiene la particularidad de ser una operación crítica que para su validación requiere de pruebas destructivas. . . "
Read the English translation of this article by Víctor Zacarías, general director at Global Thermal Solutions Mexico, in the version below, or the Spanish translation when you click the image to the right.
Both Spanish and English translations of the article were originally published in Heat Treat Today's March 2022 Vacuum Furnace print edition.
Víctor Zacarías General Director Global Thermal Solutions Mexico
Introduction
Heat treatment operations are generally perceived as black boxes whose results are not very predictable. Although we understand the physical mechanisms involved in modifying the properties of a certain material, heat treatment furnaces are thermodynamically imperfect, and sometimes the final results are too.
An extra variable must be added to this picture. As the properties of the final product can only be validated through destructive testing, we must have a high level of process control in place if we want to ensure repeatability in heat treat operations. This is where pyrometry specifications play an important role, particularly in defining the correct temperature controls for consistent heat treatment.
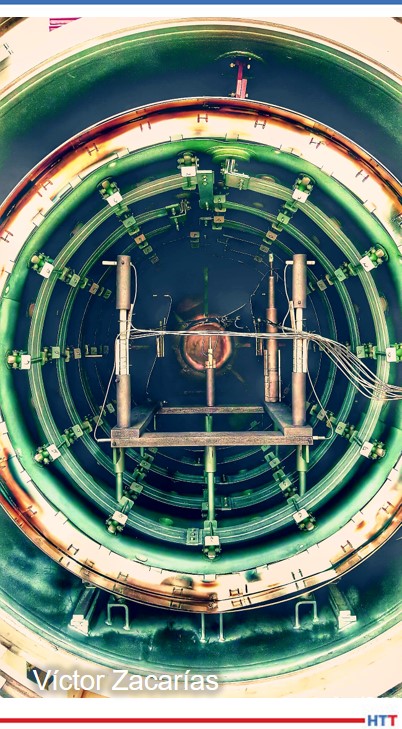
Picture 1. Temperature uniformity survey performed in a vacuum furnace
Pyrometry standards/specifications define the temperature control requirements for thermal processing equipment used in heat treatment operations (furnaces, ovens, muffles, etc.). These specifications are very comprehensive documents that allow us to solve the following problems:
How do you know that the temperature readings are accurate?
How do you know the temperature variation of your measurement system?
How do you know that the entire load was exposed to a consistent temperature during the cycle?
How do you know what you know? (Documented evidence)
The most widely accepted and proven pyrometry specifications in the industry are:
AMS2750: issued by SAE International, it is the universally accepted standard for thermal processing certification purposes in the aerospace industry (Nadcap).
AIAG CQI-9: this assessment provides the pyrometry requirements for the evaluation of heat treatment in the automotive industry.
API 6A & 16A: annexes establish the pyrometric requirements for the components treated in the energy industry (oil and gas).
All of these specifications describe in their content at least the following four items:
Calibration of thermocouples (or any other temperature sensor), as well as the limit of use depending on its
application
Calibration of control and test instrumentation
The procedure and acceptance criteria for conducting a System Accuracy Test (SAT)
The method and acceptance criteria for a Temperature Uniformity Survey (TUS)
These specifications are subject to continuous revisions to ensure that the requirements are understood. However, it does not change the fact that they are very extensive documents, generally misinterpreted and which require experienced personnel for their implementation. As an example of these difficulties, in Nadcap accreditation audits, eight out of 10 findings are directly related to pyrometry. CQI-9 assessments in the automotive industry show similar figures.
Despite the above, the right implementation of the pyrometry requirements has proven for years that a consistent heat treatment process can be achieved, providing data that allows defect prevention in an effective way.
Thermocouple Requirements
A thermocouple is a very simple temperature sensor that consists of two conductors with different thermoelectric characteristics. The conductors are joined at one end (hot junction) which will be in contact with the element whose temperature is to be measured. When the conductors are exposed to a temperature gradient, a difference of electrical potential (mV) is generated due to the phenomenon known as Seebeck effect. At the other end (cold junction), a voltmeter is used to measure the potential generated by the temperature difference between the two ends (See Figure 1).
Figure 1. Schematic of a thermocouple
Pyrometry standards defi ne the calibration requirements for the thermocouples used in thermal processing equipment. In order to acquire thermocouples in accordance with these regulations, we must consider the final use of the sensor to define the maximum error allowed at the time of calibration (See Table 1).
Once we have a calibrated thermocouple, the date of the installation must be documented to track the sensor life. Thermocouples have a finite lifetime because of the natural degradation of the materials of which they are made, leading to a decrease in their accuracy. Therefore, the replacement of temperature sensors must be calendarized depending on the thermocouple type and the temperature to which they are exposed.
Instrumentation Requirements
Instruments receive electrical communication from thermocouples and convert potential (mV ) to a usable format.
Pyrometry specifications like AMS2750 and CQI-9 define the resolution and accuracy requirements for the instrumentation used in heat treating equipment, as well as the frequency at which these instruments must be calibrated. The level of accuracy of the instrumentation is based on the applicable specification and the purpose of the instrument, as shown in Table 1.
Table 1. Accuracy required for temperature sensors according to AMS2750 and CQI-9
It is important to consider the manufacturer’s instructions when installing and calibrating control and recording instruments. From a metrological standpoint, documentation must evidence that the calibrations are traceable to a national reference standard (NIST, CENAM, etc.) and, in most industries, carried out in accordance with ISO/IEC 17025.
The System Accuracy Test
A System Accuracy Test (SAT) or probe check is a very simple test to ensure that the entire measurement system (thermocouple and instrument together) provides an accurate representation of the temperature. It is an on-site comparison of the furnace’s measurement system against an independent calibrated measurement system (See Figure 2). The purpose of this test is to determine if the natural deviation of the temperature measurement system is still acceptable.
Figura 2. Diagrama de un Ensayo de Exactitud del Sistema (SAT)
The criteria to determine whether the results of an SAT test are acceptable or not will depend on the applicable regulations, AMS2750 or CQI-9. If the difference in the SAT exceeds the limits allowed by the standard, internal procedures must take into account the following considerations before reprocessing parts:
Document that the equipment has failed a test
Determine the root cause of the failure
Implement corrective actions
When an SAT test result fails, corrective actions can generally be reduced to two options: replace the thermocouple and/or recalibrate and adjust the instrument.
A SAT is performed to assure the accuracy of all the systems in the furnace which are used to make decisions about the product, both control and recording. It is important to note that SAT test results change over time, therefore historic SAT data is very useful to identify trends and proactively take action before a deviation shows.
Temperature Uniformity Surveys
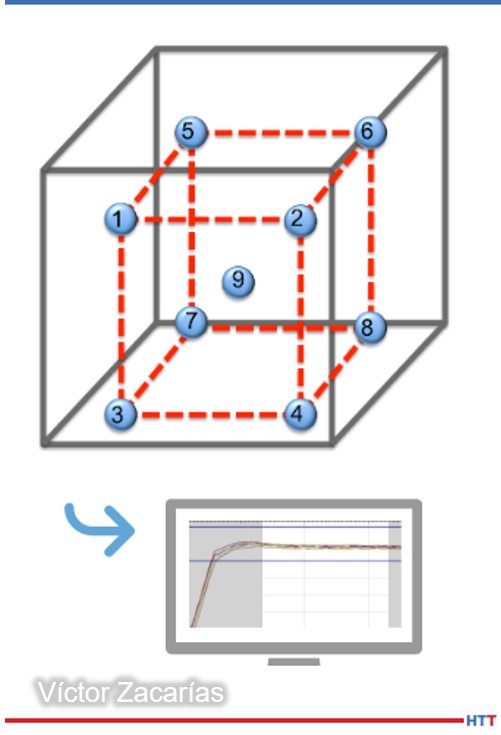
Figure 3. Schematic of a temperature uniformity survey (TUS)
A Temperature Uniformity Survey (TUS) is a test where a calibrated instrument (data logger) and several calibrated thermocouples measure the temperature variation inside the furnace. The result of a TUS test indicates where the hottest and/or coldest spots are in a furnace and provides elements to determine how to correct them.
For most commercially available furnace volumes, TUSs are conducted introducing nine thermocouples for batch type furnaces, and three tracking thermocouples for continuous furnaces.
A TUS is considered acceptable if the test thermocouple readings are within the limits set by the specification for the required time. TUS is highly recommended to be performed after the initial installation of the equipment or after a modification that could alter the heating characteristics of the furnace. Subsequently, they must be carried out periodically in accordance with the applicable regulation.
Importance of Pyrometry
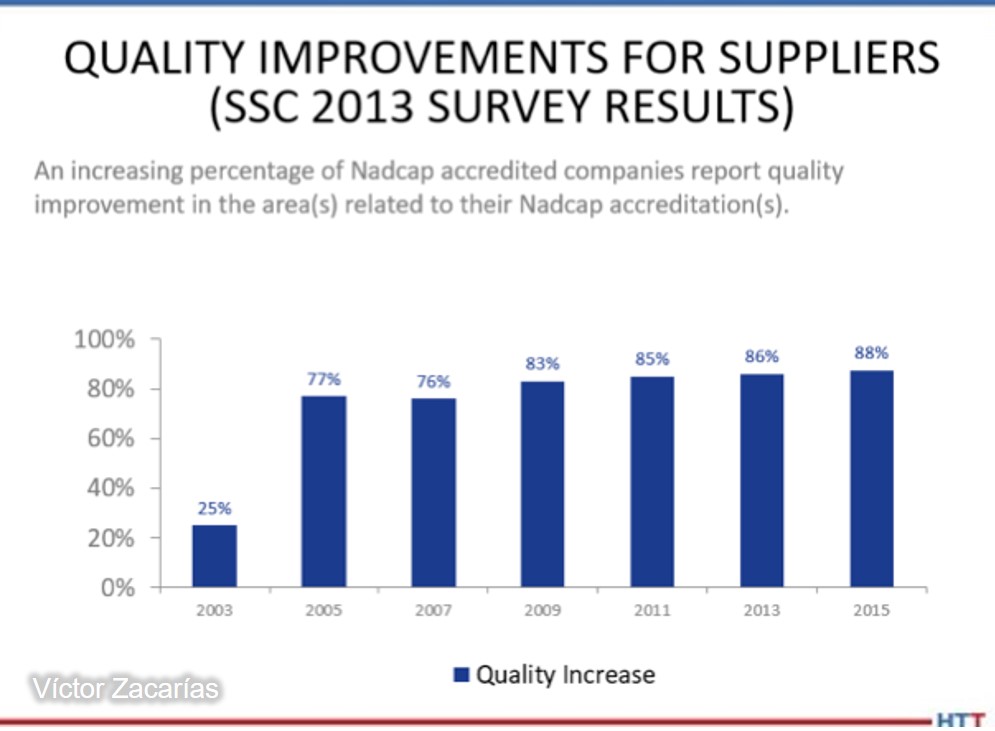
The labor of harmonizing special processes is not easy. However, there is strong evidence that proves the effectiveness of this eff ort. For example, Supplier Technical Assistance teams at Ford Motor Co. have followed the results achieved by the implementation of CQI-9 by their suppliers and have estimated cost savings of up to 20 million dollars in reduction of heat treatment defects. Similarly, the Performance Review Institute, which is the organization in charge of managing Nadcap, reports increasingly positive results each year by the implementation of the program, impacting directly on continuous improvement of aerospace organizations that accredit it (Figure 4).
Figure 4. Perception in quality improvement from Nadcap audits
Pyrometry testing provides valuable information that encourages preventive maintenance of furnaces and related equipment. At the same time, it provides understanding of the measurement systems that allow achieving repeatable metallurgical results. In both cases, the information generated in pyrometry allows heat treaters to reduce scrap and quality claims and most importantly, ensures business continuity by showing compliance with customers’ requirements.
About the author: Víctor Zacarías is a metallurgical engineer from the University of Querétaro with studies in Strategic Management from Tec de Monterrey. With over 15 years of experience in heat treatment management, he is currently the managing director of Global Thermal Solutions México. Victor has conducted numerous courses, workshops, and assessments in México, United States, Brazil, Argentina, and Costa Rica and has been a member of the AIAG Heat Treat Work Group (CQI-9 committee).
There is no way to validate the heat treating process without completely destroying the job. Here’s where pyrometry becomes crucial. The precision, accuracy, and uniformity standards of specifications like AMS2750 and CQI-9 provide peace of mind without destructive testing.
Read the Spanish translation of this article by Víctor Zacarías, director general de Global Thermal Solutions México, in the version below, or read both the Spanish and the English translation of the article where it was originally published: Heat Treat Today's March 2022 Vacuum Furnace print edition.
El tratamiento térmico como la mayoría de los procesos especiales, tiene la particularidad de ser una operación crítica que para su validación requiere de pruebas destructivas. Al no poder medir el 100% del producto, las normas de pirometría juegan un papel fundamental en el control y documentación de los procesos de tratamiento térmico. La norma AMS2750 y la evaluación CQI-9 son los estándares mas aceptados en la industria aeroespacial y automotriz respectivamente, y describen los requisitos de precisión, exactitud y uniformidad para los sistemas de medición de temperatura y los equipos empleados en el procesamiento térmico. Este artículo sintetiza los requerimientos de estas normativas e ilustra los beneficios en la industria de contar con un enfoque homologado para la reducción de la variación y la prevención de defectos.
Víctor Zacarías Director General Global Thermal Solutions México
Introducción
Las operaciones de tratamiento térmico son percibidas generalmente como cajas negras cuyos resultados son poco predecibles. Si bien, entendemos los mecanismos físicos involucrados para modificar las propiedades de un material, los hornos de tratamiento térmico son sistemas termodinámicamente imperfectos, y por ende los resultados finales en ocasiones también lo son.
A esta situación hay que agregar una variable adicional. Al tratarse de operaciones en las cuales las características del producto final solamente pueden ser validadas a través ensayos destructivos, debemos de contar con un nivel particular de control de proceso si queremos asegurar la repetibilidad en las operaciones de tratamiento térmico.
Fotografía 1. Ensayo de uniformidad de temperatura conducido en horno de vacío
Las normas y especificaciones de Pirometría definen los requerimientos de control de temperatura para los equipos de procesamiento térmico (hornos, muflas, estufas, etc) empleados en las operaciones de tratamientos térmicos. Se trata de estándares muy completos que nos permite resolver las incógnitas que los auditores de proceso ponemos sobre la mesa
¿Cómo sabes que las lecturas de temperatura de tu horno son precisas?,
¿Cómo sabes cuál es la variación de temperatura de tu sistema de medición?
¿Cómo sabes que la totalidad de la carga fue expuesta a una temperatura consistente durante el ciclo completo de tratamiento térmico?,
¿Cómo sabes que lo sabes?
Las especificaciones de pirometría mayormente aceptadas y probadas en la industria son:
AMS2750, emitida por SAE International, es la norma universalmente aceptada para fines de certificación de procesamiento térmico en la industria aeroespacial
CQI-9 de la Automotive Industry Action Group (AIAG). Las secciones 3.1, 3.2, 3.3 y 3.4 definen los requerimientos de pirometría para la evaluación de tratamientos térmicos en la industria automotriz y
API 6A y 16A, cuyos anexos establecen los requisitos pirométricos para los componentes tratados en la industria de energía (oil & gas)
Todas estas especificaciones contemplan en su contenido al menos los siguientes 4 aspectos:
Calibración de los termopares (o cualquier otro sensor de temperatura), así como los requisitos y tiempo límite de uso en función de su aplicación.
Calibración de la instrumentación de control y prueba
El procedimiento y los criterios de aceptación para la realización de la prueba System accuracy Test (SAT).
El método y los criterios de aceptación para la prueba de uniformidad de temperatura o Temperature Uniformity Survey (TUS).
Las normas de pirometría son sometidas procesos de revisión profunda de manera frecuente por las organizaciones que las emiten para asegurar que los requerimientos sean entendidos. Sin embargo, no cambia el hecho de que se trata de documentos complejos, generalmente malinterpretados y que requieren de personal experimentado para su implementación. Cómo ejemplo de estas dificultades, en auditorías de certificación Nadcap (industria aeroespacial) 8 de cada 10 hallazgos levantados están relacionados directamente con pirometría. Las evaluaciones de CQI-9 en la industria automotriz presentan cifras similares.
A pesar de lo anterior, la implementación correcta de los requerimientos de pirometría ha probado por años que se puede alcanzar un proceso de tratamiento térmico consistente y arrojar datos que permiten prevenir defectos de manera efectiva.
Termopares
Un termopar es un sensor de temperatura que consiste de dos conductores con características termoeléctricas distintas. Los conductores están unidos en un extremo (unión de medición o hot junction), el cual estará en contacto con el elemento cuya temperatura se quiere medir. Cuando los conductores se exponen a un gradiente de temperatura se genera una diferencial de potencial (mv) debido al fenómeno conocido como Efecto Seebeck. En el otro extremo (cold junction), se empleará un voltímetro para medir el potencial generado por la diferencia de temperatura entre los dos extremos (ver figura a continuación).
Figura 1. Diagrama de un termopar
La normas de pirometría definen los requisitos de calibración para los termopares usados en el equipo de procesamiento térmico. Para adquirir termopares acordes con la normatividad, debemos considerar la aplicación final del sensor para definir el error máximo permitido al momento de la calibración (ver tabla a continuación).
Una vez que contamos con termopares calibrados, se debe documentar la fecha en la que se realiza la instalación para monitorear el tiempo de vida del sensor. Los termopares tienen un tiempo de vida finito debido a que la exposición a la temperatura provoca la degradación de los conductores y por ende la disminución de su precisión. El reemplazo por lo tanto de un sensor de temperatura estará determinado por el tipo de temopar (K, N, E, T, J, B, R, o S) y la temperatura a la que se expone.
Instrumentación
Los instrumentos reciben comunicación eléctrica de los termopares y convierten fuerza electromotriz (fem) a un formato usable.
La especificaciones de pirometría como AMS2750 y CQI-9 definen los requisitos de resolución y precisión para la instrumentación empleada en Tratamientos Térmicos, así como la frecuencia a la que se deben calibrar dichos instrumentos. El nivel de precisión de la instrumentación está en función la norma aplicable y el propósito del instrumento como se muestra en la siguiente tabla.
Tabla 1. Precisión requerida sensores de temperatura de acuerdo a AMS2750 y CQI-9
Es importante considerar las instrucciones del fabricante al momento de instalar y calibrar los instrumentos de control del horno. Desde el punto de vista metrológico, la documentación debe demostrar que la calibración de los equipos es trazable a un patrón nacional (NIST, CENAM, etc) y, en la mayoría de los casos, realizada de conformidad a la norma ISO/IEC 17025:2017 correspondiente a los laboratorios de ensayo y calibración.
Prueba de Exactitud del Sistema (System Accuracy Test o Probe Check)
La prueba System Accuracy Test (SAT) o Probe Check es una comparación en sitio del sistema de medición del horno contra un sistema de medición calibrado. El objetivo de esta prueba es determinar si la desviación natural del sistema de medición de temperatura se encuentra dentro de límites aceptables.
Figura 2. Diagrama de un Ensayo de Exactitud del Sistema (SAT)
El criterio de aceptación para determinar si los resultados de una prueba SAT son aceptables o no, dependerá de la normativa aplicable. Si la diferencia del SAT excediera los límites permitidos por la norma, los procedimientos internos deben tomar en cuenta la siguientes consideraciones antes de volver a procesar piezas:
Documentar que el equipo ha fallado la prueba,
Determinar la causa raíz de la falla y
Implementar acciones correctivas
Cuando el resultado de la prueba SAT excede los límites permitidos, las acciones correctivas generalmente se pueden reducir a dos alternativas: (1) Reemplazo del termopar o (2) Recalibración y ajuste del instrumento.
Una vez aplicadas las acciones correctivas y, antes de procesar cualquier material adicional, la prueba SAT debe repetirse conforme al procedimiento de la norma para confirmar la efectividad de las acciones correspondientes.
Un SAT es una prueba muy simple para asegurar que el todo el sistema de medición (termopar mas instrumento en conjunto) provee una representación exacta de la temperatura. Es importante tomar en cuenta que los resultados de la prueba SAT cambian con el tiempo, por lo tanto se trata de un chequeo muy útil para identificar tendencias y tomar acciones de manera proactiva antes de una desviación.
Prueba de Uniformidad de Temperatura (Temperature Uniformity Survey)
Figura 3. Diagrama de un Ensayo de Uniformidad de Temperatura (TUS)
Un Temperature Uniformity Survey (TUS) es una prueba en donde un instrumento y varios termopares calibrados miden la variación de temperatura dentro del volumen de trabajo del horno. La prueba TUS indica dónde se encuentran los puntos mas fríos y/o calientes de un horno y proporciona elementos para determinar el porqué de esos puntos y cómo corregirlos.
El primer aspecto a considerar es la cantidad de termopares a emplear durante la prueba, que está en función del volumen de trabajo del horno y la normativa aplicable. Para la mayoría de los volúmenes de los hornos disponibles comercialmente, la cantidad de termopares requeridos es de 9 para hornos tipo batch (lote) y 3 para hornos continuos.
Un TUS se considera aceptable si las lecturas de los termopares se encuentran dentro de los límites establecidos por la especificación durante el tiempo requerido en todo momento. La prueba TUS se recomienda realizar después de la instalación inicial del equipo o después de una modificación que pudiera alterar las características de uniformidad del horno. Posteriormente se deben realizar de manera periódica de acuerdo a la normativa.
Importancia de la pirometría
La labor para armonizar los procesos especiales no es sencilla, sin embargo existen datos contundentes que prueban la efectividad de este esfuerzo. El equipo de STAs de Ford Motor Co. ha realizado estimaciones de los beneficios obtenidos al implementar CQI-9 en su cadena de proveduría y han cuantificado ahorros de hasta 20 millones de dolares por conceptos de reducción de defectos en Tratamientos Térmicos. De igual manera, el Performance Review Institute, quien es la organización encargada de administrar el programa Nadcap, reporta cada año el impacto en la mejora continua en las organizaciones aeroespaciales que acreditan este programa.
Figura 4. Percepción de la mejora en la calidad en relación con su acreditación Nadcap
Las pruebas de pirometría proporcionan información valiosa que fomenta el mantenimiento preventivo de los hornos y equipos relacionados. Al mismo tiempo, el entendimiento y control de los sistemas de medición ayudan de manera proactiva a obtener resultados metalúrgicos repetibles. En ambos casos la información generada en estas pruebas nos permite reducir la probabilidad de scrap o reclamos de calidad y asegurar la continuidad del negocio al mostrar conformidad con los mandatos del cliente.
Sobre el autor: Víctor Zacarías es ingeniero metalúrgico egresado de la Universidad Autónoma de Querétaro con estudios en Gerencia Estratégica por parte del Tec de Monterrey. Con más de 15 años de experiencia en la gestión de tratamientos térmicos, actualmente es director general de Global Thermal Solutions México. Víctor ha realizado numerosos cursos, talleres y evaluaciones en México, Estados Unidos, Brasil, Argentina y Costa Rica y ha participado en el Grupo de Trabajo de Tratamiento Térmico de AIAG (CQI-9) y en el Comité de Ingeniería de Materiales Aeroespaciales de SAE.
On this Technical Tuesday, dive deep into this article to learn Industry 4.0 heat treating solutions to enduring problems. As author and captive heat treater Joseph Mitchell, director of Operations & Technology for The Miller Company, says, "These solutions have the capability to mitigate incessant (and costly) problems in our thermal and metal processing industry." Let's take a closer look at Industry 4.0 solutions to the problem of coil wraps "sticking" during batch annealing.
Joseph Mitchell Director of Operations & Technology The Miller Company
As US manufacturing recovers from the ill effects of a seemingly unremitting pandemic and corollary supply chain challenges, the advance of Industry 4.0 and Industrial Internet of Things (IIOT) necessitates manufacturing industries reevaluate their business practices. For maximum profitability, business "as usual" simply will no longer suffice. Jason Ryska, global chief engineer at Ford Motor Company, suggests even production behemoths overlook the obvious:
In many production processes, data analytics provides the agility to keep up with market trends and technology advancements. An exception to this trend is automotive production, a multi-billion-dollar industry that is underutilizing data collection and underestimating the potential improvement that may come from understanding the data being collected.
This quote is from a technical article written by Ryska in which he discusses current state and offers a glimpse of future state that is gained by a manufacturer investigating potential new solutions for old process problems by applying Industry 4.0 technologies.1
Metal industry leaders may ask, to the quote above, could we replace "automotive production" with "heat treating?" I believe there is a strong argument against such an exchange of words; however, in-depth examination at the plant level indicates deficiencies exist for the heat treating industry related to acceptance of IIOT technology and application of data analytics. Where do we observe the shortcomings? Perhaps, as suggested by Ryska, in our day-to-day comfort zone: "over reliance on employee experience and interpretation vs. physical measurements."
This keen insight into the current state of automotive manufacturing can be equally applied to different manufacturing landscapes throughout U.S. industry. Reviewing a familiar heat treating problem will help to illustrate the need for and applicability of digital monitoring and data collection for decision making and future development of advanced analytics like machine learning and AI. These solutions have the capability to mitigate incessant (and costly) problems in our thermal and metal processing industry.
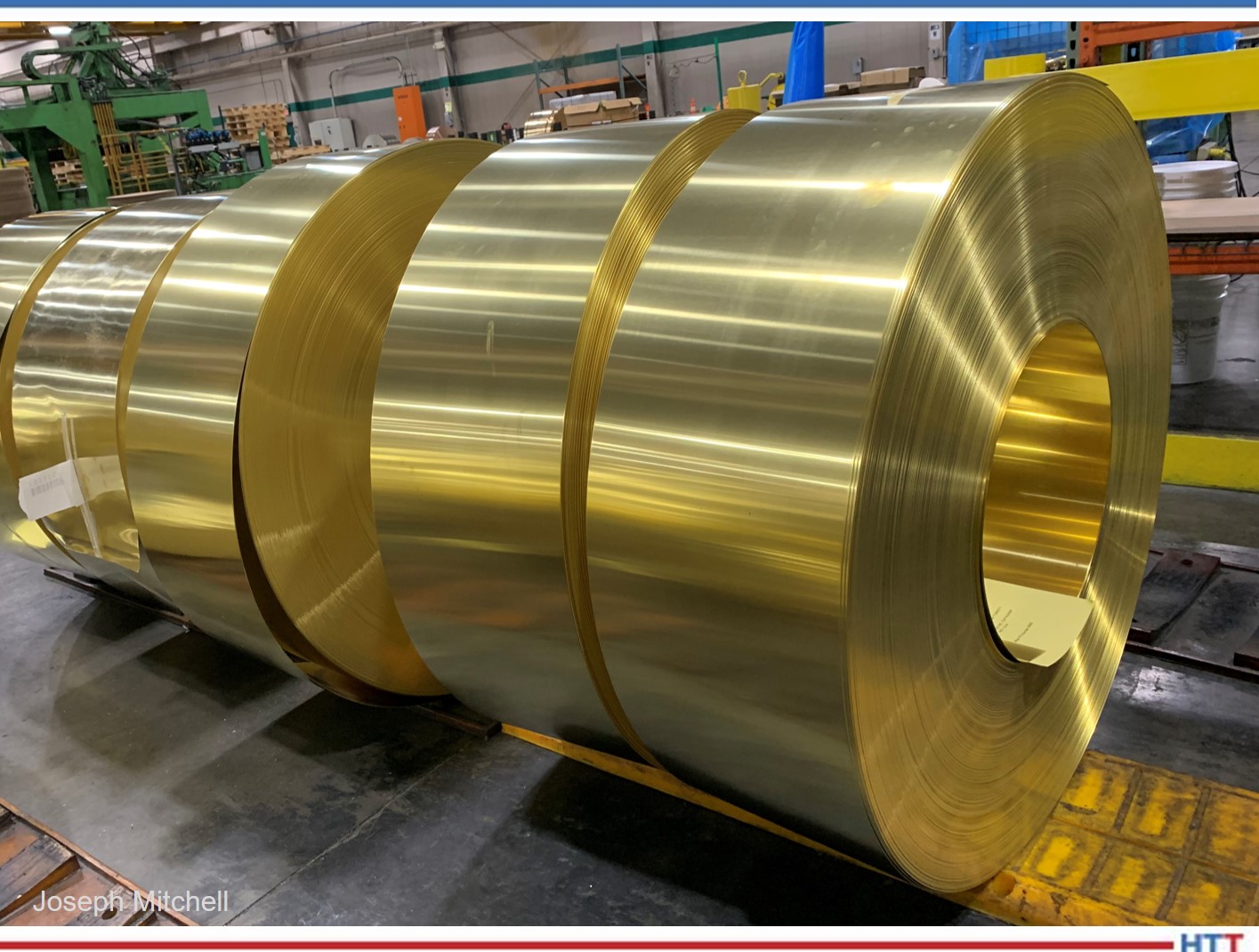
Yellow brass finished width coils; alloy C26800
Heat Treat Industry
In manufacturing, the same problems often occur again and again. In the metals industry, casting and thermal processing, in conjunction with continuing operations, present daily challenges to product quality. Troublesome and costly conundrums – like residual stress, distortion, cracking/poor forming in downstream operations, and poor surface quality/coating adhesion – occur regularly, causing waste, rework, late delivery, and lost profit.
Metallurgists, engineers, and technologists all understand the frustration of untold hours devoted to researching solutions to material processing problems. Some already have well known solutions while others may randomly appear seem, after causing much angst, to disappear (sometimes not as quickly as would be preferred). Regardless of that type of problem, the time, effort, and resources put into finding the solution cannot be redeemed.
The advance of Industry 4.0 and, more specifically, IIOT into modern manufacturing can provide our metal production sector the ultimate tools for unraveling costly and recurring quality issues. We understand this progression will be gradual and very slow.
Nonetheless, implementation of digital technologies is critical for our heat treating/materials processing industry. The fact CQI-9 4th ed. requires all instrumentation and process controls be digital by June 2023 supports the emphasis placed on eliminating analog based instruments and reengineering manufacturing processes for implementation of digital data collection and, thereby, steering heat treaters (automotive suppliers and, hopefully, non-automotive industrial heat treaters) toward eventual adoption of Industry 4.0 technologies.
In this article, we review a specific quandary typically encountered during batch annealing and examine why application of digital monitoring and data collection, and eventual integration of Industry 4.0 technologies, would facilitate understanding and assist in resolving the problem.
Typical gas fired bell annealing furnace; inner cover on base
Gas fired annealing furnace; heating bell being lowered into place
The Problem (Define)
A report, written in 1940 by T.J. Daniels, titled "The Prevention of Sticking in Bright Annealing Sheet Steel" is interesting for many reasons, and, for purpose of this article, provides an example of an early 20th century heat treating headache which, unfortunately, is still with us in the present century.2
The report consists of two parts:
Part I - Investigation of Factors Influencing Sticking
Pressure
Annealing temperature
Length of time at temperature
Part II - Prevention of Sticking
Multiple varieties of trial suspensions tested
Temperature, pressure, and time held constant for each test
Trials performed 2x each
Trials performed 3x for promising suspensions
Despite the efforts and subsequent process improvements in heat treating and manufacturing processes as discussed in Daniels' report, we find the following, equally interesting 21st century report, addressing the same subject in Hot and Cold Rolling Processes, Sticking and Scratching Problems After Batch Annealing, Including Coil Compression Stress Effects, by J.J. Bertrandie, L. Bordignon, P.D. Putz, and G. Volger.3
This 2006 report discusses the same sticking phenomenon (coil wraps adhering together after batch annealing) and expands its research into an accompanying quality problem that may occur in conjunction with or subsequent to batch annealing: material scratching. The report documents field trials and laboratory investigations.
The amount of investigative work described in this second report is noteworthy and the results provide data-backed conclusions. However, the problem addressed, potential causes studied, and solutions prescribed did not eliminate the phenomenon of sticking following batch anneal of ferrous and nonferrous coils. Fast-forward fifteen years to 2021 and the sticking phenomenon remains a topic of discussion (and source of grief) for heat treaters across continents.
My experience with a heat treater located in the Midwest, who occasionally encountered coil wraps sticking together during batch anneal of sheet steel, resulted in experiments with anti-sticking agents applied using a spray system, as well as studies for improved control of cooling the furnace charge. The cooling temperature gradient influences contraction of outer wraps which, if pressure is excessive, may result in wrap adhesion (cementation): growth of crystals across material wraps.
Although sporadic, costs were significant when sticking occurred. Unfortunately, the success of our experiments was limited due to time constraints and production requirements (nothing new here). As we know, a hit-or-miss success rate is not good for business; consequently, continuous improvement (CI) must be built into the system. Fortunately, technology is allowing this CI business approach by way of Industry 4.0.
Per CQI-9 rev. 4, analog process monitoring is coming to an end
Descriptive Analytics (Measure)
I first will acknowledge many industrial processing plants operate using, shall we say, not exactly new or sufficiently updated equipment. Also acknowledged is the necessity of skilled and experienced personnel for monitoring and performing critical tasks. Nonetheless, with all else being equal, the fact this quality defect persists suggests industrial heat treaters need new solution for this old and burdensome problem. In short, transformation to digital technologies must occur in the metals processing industry for improved understanding and resolution of regularly occurring problems coming from complex manufacturing/processing systems.
At minimum, for study and resolution of our sticking problem, I recommend a supervisory control and data acquisition system (SCADA). Management should have "eyes" on the process at all times. SCADA allows digital process monitoring (real-time), process alarms (out-of-spec parameters), and automatic control (process adjustment) that will help improve process control at site location or via remote access. Likewise, data acquisition for historical review is critical for answering the question, "what happened and when?"
Digital collection and transfer of data (cloud-based or in-house server) and use of statistical analysis (data analytics) will help a company improve production through the development of predictive maintenance models, building understanding of equipment capability for effective and efficient processing, and defining key process parameters for best quality.
SCADA may be incrementally introduced into a manufacturing system (e.g., a single bell/box annealing furnace) and scaled accordingly. Another strategy is investment in IIOT technology software/apps/system. My experience includes investigation of IIOT as a service with MindSphere. This technology is scalable and can be integrated with legacy equipment for eventual connection with both old and new machines/processes. This is a more practical option considering few small-to-midsize heat treaters have cash for an all-at-once approach.
During initial installation stages, be sure to capture key process variables and the need for strategic placement of data gathering sensors based upon best opportunities for process impact like:
furnace atmosphere / time / temperature
material cleanliness / required microstructure / coil tension
strip thickness / strip width / process routing / pre & post processing
Data input from locations other than annealing furnace are of equal concern:
As noted earlier, I understand use of equipment that is in disrepair or outdated is a reality for some heat treaters; fortunately, use of SCADA system would provide necessary data to justify purchasing new equipment and/or upgrading old equipment. A data driven proposal presented in unbiased digital format is an advantage for showing upper-management current state-of-affairs and possible return on investment (ROI) if funding is provided and investments are made.
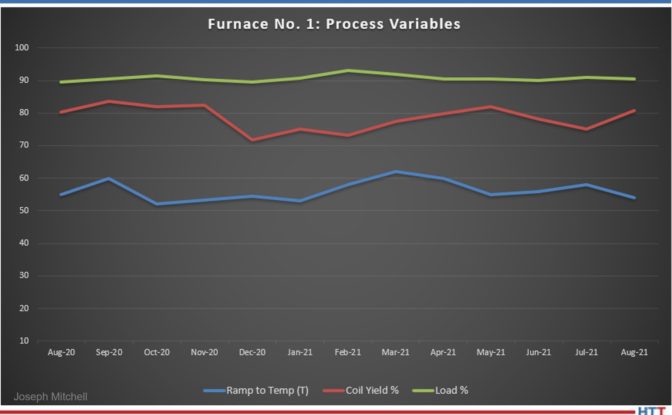
Digital monitoring of process variables: easy access of data for historical review and troubleshooting
Diagnostic Analytics (Analyze)
At this point, we have a SCADA (or similar) system in place, either for a given furnace/machine, work-cell, or eventually for an entire manufacturing/processing system. In our case, the process parameters associated with sticking, and therefore the ones which need to be monitored, include temperature, time, pressure, surface condition, and reactivity.4 The stage for descriptive analytics is set; data is collected/summarized, but no direct decisions/predictions develop from this digital data stream. We learn "what happened” and proceed with the question, "why" did "X" happen? Thereby, we enter the world of diagnostic analytics in the quest for root causes, seeking to understand unusual events: why did no sticking occur when we processed alloy "A" last week, but this week alloy "A" exhibits sticking?
Following our statistical study used in descriptive and diagnostic analysis that was performed using data analysis software, we continue applying statistical methods for our investigation. The objective is discovery and confirmation of relationships and/or trends, which may relate to, or show causes for, sticking (coil wraps adhering together).
Predictive Analytics (Improve)
Rarely in a heat treating/material processing dilemma is the root cause readily disclosed; my experience in heat treating is that "bad" phenomenon often occur and disappear with impunity, leaving root cause analysis a moot point. We breathe a sigh of relief and enjoy the quiet before the next storm.
In the past, this unfortunate scenario likely resulted from one of two things: first, the inability to measure multiple variables simultaneously; and second, if a system is in place identifying and monitoring key variables, then management's inability of correlating (note: correlation may not ≠ causation) effects of multiple process variables. This inability leads to dependency and/or relationships preventing meaningful and/or accurate interpretation of data. At best, this does no more harm than allow the continued ill-effects of current problem, but at worst, it leads to incorrect conclusions, possible worsening of the problem at hand, and new problems.
Here is where management of forward-thinking companies -- focused on developing optimal manufacturing efficiencies, equipment effectiveness, increased profit, and competitive advantage --differentiate themselves by advocating application of digital technologies. In this case, it means moving toward artificial intelligence (AI); smart machines/machine learning.
Many options related to machine learning software and machine connectiveness are available (e.g., Siemens, GE Digital, Samsara, etc.). Your SCADA system provider is a great place for beginning investigation into predictive/prescriptive software solutions using machine learning tools.
Another example of a systems approach for digital transformation is Smart Prod ACTIVE. Profiled in Foundry Trade Journal last winter, this information and communication technology (ICT) platform, designed for optimizing foundry production, illustrates the growing possibilities for increased competitive advantage and profit growth based upon implementation of digital technologies, such as EnginSoft - smart ProdACTIVE.5
Prescriptive Analytics (Control)
Heat treating consists of many interrelated processes and/or systems. Prescriptive analytics, by way of simulation software/modeling tools, leads to applicable solutions; as Luigi Vanfretti, an associate professor of electrical, computer, and systems engineering at Rensselaer Polytechnic Institute, states, "You need to have a way to understand the interaction of the systems, and, in an integrated way, you need to optimize them together."6
Digital data collection and advanced analytics open the door for data-driven decisions and improved understanding of a process. When we are able to investigate cause-effect relationship(s) and our modeling tools suggest appropriate/optimal adjustment for non-normal process variation, we can achieve standardization of a given heat treating process, possibly even aimed at specific equipment in a manufacturing system.
In other words, the optimization factors of bell furnace "A" may not be optimal for bell furnace "B." The parameters for various aspects of the manufacturing system may need adjustment based on equipment performance/condition or other factors (e.g., coil mass, time at soak temperature, surface roughness (rolls), incoming strip cleanliness, etc.).
In this manner, continuous improvement throughout the manufacturing system becomes a part of our day-to-day business.
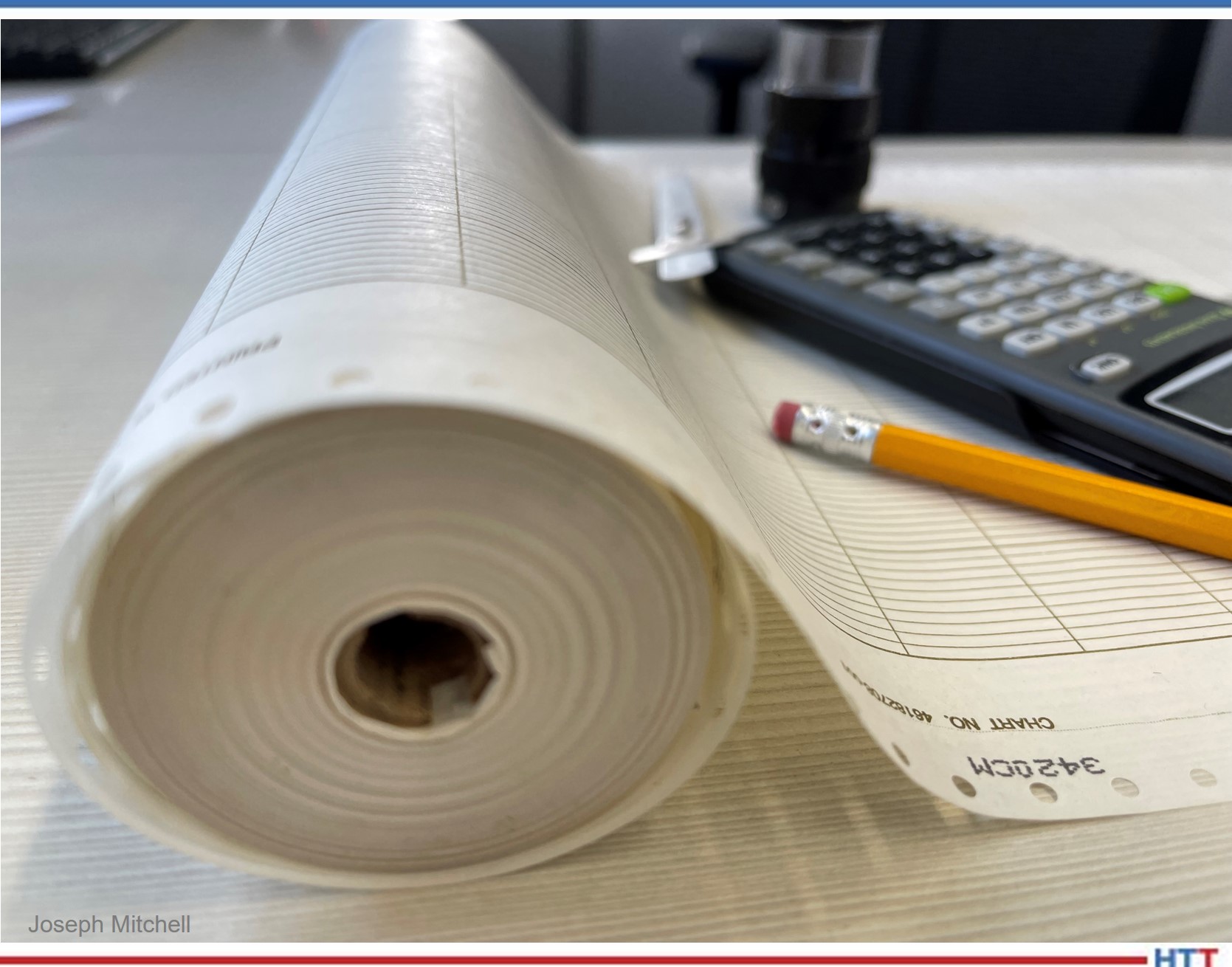
Chart recording; still valid, but not user friendly for data retrieval and statistical analysis
Digital Integration/Transformation
We examined a 21st century approach for resolving a 20th century problem: coil wraps sticking together post-anneal. This material processing phenomenon typically encountered when batch annealing ferrous or nonferrous materials may result from many interrelated process variables; that is, one or more sources of non-normal variation within a thermal processing system and/or manufacturing process.
The heat treating system, as well as the manufacturing system which is comprised of numerous material processes both upstream and downstream, requires continuous monitoring. As supported by CQI-9 (4th ed.), digital instrumentation is deemed necessary (for automotive suppliers) for surveillance and documentation of thermal processing parameters. Acquisition of digital data (e.g., SCADA) facilitates advanced analytics for predicting process outcomes and thereby prescribing optimal solutions which lead to process improvements.
Thus, application of digital monitoring/data collection, advanced analytics, and integration of Industry 4.0 technologies will enhance understanding, provide heretofore unknown process correlations/relationships, and thereby lead to problem mitigation.
As we close this article, some may ask, is digital transformation essential in our heat treating industry? Is IIOT and the all-encompassing Industry 4.0 a necessity for industrial heat treaters and others involved in material processing?
Perhaps a well-worn quote from W. Edwards Deming provides our answer: "It is not necessary to change. Survival is not mandatory."
About the Author: Joseph Mitchell is director of Operations & Technology for The Miller Company, a service slitting center which supplies bronze and specialty copper alloy precision metal strip. With a BS in Industrial Management and MBA from Lawrence Technological University, his interests include metallurgy and practical application of Industry 4.0 concepts/digital technologies for developing business strategy that provide optimal use of assets, energy, and process controls within the metals and automotive industry.
References
1 J. Ryska, Industry 4.0 Meets the Stamping Line - Ford Motor Company's stamping division looks to leap into Industry 4.0 the same way Henry Ford led the transformation from Industry 1.0 to 2.0, Advanced Materials and Processes, Feb/Mar 2020, Vol 178, NO 2, p 25-28.
2 T. Daniels, "The Prevention of Sticking in Bright Annealing Sheet Steel,” Thesis; submitted for degree requirements, MS Chemical Engineering, Georgia School of Technology.
Welcome back to the show. Heat Treat Radio host, Doug Glenn, wraps up a four-part series on CQI-9 Revision 4 changes with Acument Global Technologies’ James Hawthorne and Controls Service Inc. Justin Rydzewski. In this final episode, both of these experts give their advice on how to navigate and comply with Rev 4.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): We're here today with Justin Rydzewski who is the director of sales and marketing of Controls Service, Inc. in Livonia, Michigan and also with James Hawthorne, heat treat specialist at Acument Global Technologies. Both of these gentlemen have been with us for two or three of the last three episodes that we put together. James, was the committee chair, I believe that's the right title, for the Revision 4, and Justin, of course, was right alongside on the committee getting things done. Gentlemen, first off, welcome back to Heat Treat Radio.
Justin Rydzewski (JR): Glad to be here.
James Hawthorne (JH): Thank you, Doug. Glad to be here.
DG: We've covered a lot of the major changes, a lot of the main points that people ought to know, on the first three episodes. We want to wrap it up today by asking a couple of very practical questions, a couple of “opinion” questions, but, I think, also a couple of very practical questions on implementation, and things of that sort, of the new CQI-9 Rev 4.
Justin, if you don't mind, I'd like to start with you and address an issue that I think you and I touched on in the very first episode, and that was the difference between the CQI-9 standard and AM2750F, specifically, about the automotive industry. Why doesn't it just adopt AMS2750F as opposed to having this separate CQI-9 standard?
Episode 1 of 3 of AMS2750 series
JR: I think that both specifications are appropriate for their industries. But, there are some significant differences between the two. First and foremost, one is intended for aerospace and the other for automotive. AMS2750F, as we've mentioned in a previous episode, is a pyrometry standard, whereas CQI-9 is a system assessment; it is a process-based approach to things, whereas AMS2750 is more equipment based. You classify things by temperature tolerances, by the instrumentation type that you have, whereas requirements within CQI-9 are generally based on your type of process and specific to your process, in particular.
I would say that the most significant difference between the two documents is AMS2750 is part of the NADCAP program and requires accreditation and an auditing body, PRI, to come out and say, “Yep, you're good to go. Here's your certificate. We'll see you in a year”. CQI-9 is intended to be a self-assessment. It's intended for heat treaters to implement themselves to provide them with a process of managing their heat treat and that doesn't require somebody to come in and accredit them and hand them a certificate.
There is a big difference between the two; they are not equals. There are similarities, especially in the pyrometry section. At one point, AMS was heavily sited inside of CQI-9. Since its removal, however, we've had success, and that success has been measurable; it's been significant. I would image that the OEs have been rather happy with what it is that they have there in the document, especially in the 4th edition, and I think that the thought of going to an AMS2750 and abandoning CQI-9 is well outside the realm of plausible.
JH: One thing I would add here is, if you read the headers for each section of the HTSA, section one is “Management Responsibility and Quality Planning”, section two is “Floor and Material Handling Responsibilities”, and section three is the equipment. On the equipment side, you're going to get more into the pyrometry side of things- the metrology and the maintenance specifics to that equipment, as well. So, the all-encompassing HTSA is a system that is a management system, or at least a system that you can develop a management system based behind, and ensure compliance.
DG: For those who are just joining on this episode, HTSA, heat treat system assessment, is one of the main parts of the CQI standard. Justin, I think your point is good. James, I think, as well, the point is well taken. CQI-9 is meant to be an internal tool, a continuous improvement tool that helps a company that is involved with heat treating to continually improve their process. AMS2750F specifically, is pretty much exclusively a pyrometry certification program, where you've got to have somebody coming from the outside. I remember, back in the day, when they were first starting one of the QS standards, they said, no longer are you going to have to comply or get qualified by this OE, or this prime, or this prime, now you can have one standard. Has that been the case here? Has it been effective in the automotive industry, CQI-9?
JH: I think, 100%, Doug. It's like IATF – all of the automotive industry has to be compliant to that. Same thing with CQI-9. It provides that commonality for all heat treaters in all the different processes that are employed at their facilities, or the multiple facilities that they may have. For a company like ours, we have 8 companies in North America. For the North American side of things that have heat treat furnaces in them, we have induction furnaces, we have carbonitriding furnaces, and we have stress relief furnaces. So that commonality even helps us internally with our management system and how we take steps to provide that common approach and compliance to CQI-9.
[blockquote author="Justin Rydzewski" style="1"]The CQI-9 intent largely was that this is something that you can do yourself and implement yourself. We'll provide you with the guidance and put it in simple terms and give you all the research you need to support this on your own.[/blockquote]
JR: I think that also bodes well, up the ladder as well, for the OEs. The more commonality that exists in the industry, the wider that, for lack of a better term, talent pool is. The more people, the more sources that you can go to in order to have work done and have it what you expect it to be, from a quality standpoint.
I think one of the things that CQI-9 has done really well is they've made a concerted effort to make that document easier to understand and to simplify things down to just its bare bone necessities, whereas some of the other specifications that exist in industry can be lacking. There is a real good reason why a lot of the work of some of those other pyrometry specifications out there are outsourced, because the expertise to adhere to those things and be confident that you're adhering to those things is possessed by an in-house team; they have to go outside. The CQI-9 intent largely was that this is something that you can do yourself and implement yourself. We'll provide you with the guidance and put it in simple terms and give you all the research you need to support this on your own.
Justin Rydzewski, James Hawthorne, and Doug Glenn (clockwise from the left) sat around the virtual screen to hash out a few final expert opinions on CQI-9.
DG: I'm pretty sure, based on everything we've talked about, that you guys really like CQI-9.
JH: 100%! I embrace it and our company embraces it.
DG: So, I know you guys like it, you're the main cheerleaders. What is your perception about companies outside of yourself? Has it, in fact, been embraced, or has it kind of been “Heisman trophied”, the stiff arm – “We'll embrace you with one extended arm”.
JH: If I may, I will say that it's been embraced across the industry through all heat treaters. I think anywhere that anybody deemed it to be a burden, I think with the changes to the format, the added clarity, the improvements to the document, the knowledge base that's now been updated in the glossary, it is all going to help those guys cross any bridge that they were struggling with and make it better for them.
I believe we touched on a little bit in one of the past episodes, or maybe it was when Justin and I were talking about this offline, but one of our customers, who is a non-automotive customer, embraces CQI-9 and our systems and our approach to our heat treat. That is a huge step because that particular company has a lot of internal specification as it pertains to heat treat, but CQI-9 is either equal to or exceeds what their expectation is. It makes it easy for them to embrace it. That was one of the things that was brought up in the roll-out presentation we did through AIAT – one of the other industries had mentioned they were following it.
DG: It sounds like, overall, it has been fairly well embraced and this Rev 4 is going to make it even easier to cuddle up with a cup of hot cocoa and feel comfortable with it.
JR: Generally speaking, in my travels, I have two categories of people that I come across. You have the sort that is looking to embrace it. They recognize that it's a “have to do” and they just want to know what the rules are. They want to make sure that they understand what the rules are and that they make sense. Maybe there is a point or two that they take exception to about, not fully understanding what the intent is of it, but, for the most part, by and large, they want to adhere to the requirements. They recognize that they need to.
The other category includes those who fight anything that they're asked to do, no matter what it is. “No, I don't want to do that. We've been doing it this way forever. Convince me, show me, that I'm doing it wrong. I do some sort of subsequent testing and it always come out fine. I've never had any complaints. Why do I have to go do this?” While that group is definitely the minority, I can tell you that that group, almost 100% of those people are going to be those types that you find more issues with than any other. That's because they fight it and they try to find ways to circumvent things. That's a real slippery slope there.
I think CQI-9 does a real good job at trying to keep things in its lane and recognize that if there's something that we're asking the heat treater to do, that that requirement needs to provide value on some level, or it needs to mitigate risk on some level, and a meaningful one at that.
You asked, “Do I like CQI-9?” I like AMS2750 too. There are some things in AMS2750 I like better than what we did in CQI-9. Talking from experience of having to write some of the requirements in the document, and how difficult that can be to say what it is you want to say but in a manner that makes sense outside of your own brain, it's difficult. I think AMS states some things very, very well. I like their thermocouple calibration certificate requirements better than ours; I think they're more detailed. But I think both work really well, and embracing it sometimes just requires a bit of an education or an understanding of the intent side of things, the purpose side of things.
DG: When was CQI-9 Rev 4 released?
JR: The last week of June.
DG: It's been going on for months now. How about timing? I would imagine that a lot of people that are listening to this probably know that they need to comply with certain aspects of CQI-9. What is the timing for them? When do they need to have all their ducks in order?
JH: During the roll out presentation, the OEMs made a joint statement. We did that roll out presentation in September, and they essentially said that the time between the June release and that (roll-out) presentation was the grace period. When the 3rd edition expired, you have to do 4th edition assessment and they will no longer accept 3rd edition assessments at that point. So, whenever your expiration is, you shall do it to the 4th edition.
JR: The 3rd edition is officially obsolete.
DG: So if you're doing another assessment, it's going to be a Rev 4 assessment. Are there any other timing issues that people need to be aware of?
JR: That should pretty much cover everything. If you're outsourcing an element of your service or of a material, you should be specifying adherence or conformance to the 4th edition at this point.
DG: So, James, I want to address this next question to you, if you don't mind. I know you said in your organization, you've got how many North American locations?
JH: 8 plants in North America.
DG: OK, 8 plants. And you've, obviously, rolled out Rev 4. How did you handle the transition? How did it go? What was complicated and difficult, and how did you address it?
JH: For me, I think it's a little easier, because I was in the room while we were writing the 4th edition. The heat treat systems for all of our locations, I wrote. So, I have a very unfair advantage. But, that being said, even knowing and being as intimate as I am with our own system and the 4th edition of CQI-9, we have made a concerted effort to slow down the process of doing the heat treat system assessment and slow down the process of doing the job audit and doing the process tables to ensure that we are capturing everything.
We've made this statement many times, whether it was here with you or if it was through our roll-out presentation, it is essential to read this document. It is essential to understand what's happening in it. If it takes just a little bit of extra time to read a little bit further to do the checks and balances, pop into the glossary, just to make sure that you are answering the questions as compliant as you possibly can, is the most important thing.
A wise man told me once, Compliance is a circle and if you're just outside the circle, all I want you to do is get you just inside the circle. And next year I'm going to tighten the circle a little bit and if you're still sitting outside, we're going to move you inside. You don't have to hit a bullseye every time, but you have to be inside the compliance circle. So, if you understand that, and if you manage it that way, it's going to make it easy and more effective. Then, you can stick to the intent of the document, and the intent of the document is within the acronym itself of CQI-9: it's continuous quality improvement. Never take your foot off the pedal.
Source: Heat Treat Today
DG: Right. It never ends. Justin, how about you? Same question. I know you're going in through your company into a variety of other companies who are trying to comply. What are you seeing, from their perspective, as far as the difficulty? How are they handling it?
JR: I think the most difficult aspect of things, I guess, is probably one of the most obvious: implementation. You've been doing it one way for the last 8-9 years and now we're going to need to implement something new. And when do you want to implement something new? It's really nice when you work for an organization that has process specifications and certain test specifications very well defined, because then you can hold onto them and say, “Here are the things that we were doing,” and you can go through them and see where things need to be different.
Where they're less defined, or they're defined in some manner that is not on the forefront of things – like I define things in a quote or in a purchase order – those become difficult. There could be elements of implementing something too soon, and now, all of a sudden, I violate something that they've done internally, or sometimes if they had it stated internally for a requirement.
For us, the most difficult thing has been the implementation side of things. It's meant a lot of conversations and trying to determine what this is going to look like, what things we are going to need to do differently, what things we want to check on, and the finally to, for lack of a better word, “coach” my customer along. Here are things you need to consider, here are things you might need to do differently, here's how I would state it for the new edition for making revisions. But to the horse that has been thoroughly well beaten, you have to read the document.
The CQI-9 audio book, coming soon, we'll have that on tape for you. Whether you're driving to work or putting your kids to sleep, it will work either way.
DG: Last question for you guys. For a company who's wanting to become CQI-9 compliant, what are some of those must do's and what are some of the practical advice you've got for them as they start down that path?
JH: If, I may, I think the first and most important thing there is to evaluate the talent that you have on site. Who is your in-house expert? Who is the guy that most fits what you need to be the driver of those next steps? As long as you have that, and that guy understands your system, then the journey can begin and I think your process is more linear with less hills and valleys. You start to win, and you start to win with less drop-off, and that's what you want to do. First and foremost, have the right guy in place.
[blockquote author="James Hawthorne" style="1"]First and foremost, have the right guy in place. [/blockquote]
DG: So, in your estimation, James, you're saying it's a personnel issue. Right away, make sure you do a good assessment and get the right guy in the spot to oversee the process.
JH: Right. You don't want to be a commercial heat treater and you just hired a quality manager from a widget factory to come be the champion of your heat treat. You want him to be a heat treater. You want to have a heat treater in place that knows his stuff.
DG: Right. And who has an attention to detail, I'm sure.
JH: I think it's important to the extent of what Justin was just talking about is, when that person talks to his suppliers, his service providers, you want to have somebody that has some wherewithal and understanding in that field so when that communication does take place, and you have folks like Justin and others in his field, trying to help educate the heat treater on what it takes to be compliant with, whether it's reporting, whether it's through the process or whatever, having that understanding is going to make even the service provider’s job easier.
JR: I think that organizations that struggled with the 3rd edition are probably going to continue to struggle with the 4th edition. If you're comfortable with the 3rd edition and you're doing well with the 3rd edition, the 4th edition is going to be relatively easy to adapt to and to implement. Like with any math story problem, you've got to write down what it is you know. So you go through the document itself, you start making notes on things, you start citing where things might need to be different, you start red flagging things, you review what you have, may do a Ctrl + F for any mention of 3rd edition and replace with 4th edition, or something simple like that. It is what you have created and try to continue on with the successes you had for the 3rd edition into that 4th one. If you've struggled with the 3rd edition, the likelihood that you're going to struggle with the 4th is also pretty great. It is likely that the document isn't the issue, the issue is likely a lack of awareness.
It cannot go understated how valuable it is to invest in training, especially if you're bringing some new guy on to champion the effort, or if you've got a team that's eager and hungry and looking to prove their worth – get them trained. It's readily available. Our organization offers it, the AIG offers training on the HTSA side of things; there are plenty of organizations out there that will offer this training. The benefits to working with a high-end service provider in many of these regards, is that they'll help you through the process as part of their service offering. That's how the true value of a good service provider can be measured is in these sorts of situations. I'd lean on your experts. Invest in your staff. Get the training to get everyone up to speed.
Again, if you fought it in the 3rd, and your plan is to fight it on the 4th, it's going to be an unenjoyable road and you might need to figure out ways to embrace what it is you know and acknowledge what it is you don't, and then fill those gaps in so that you can get to where you need to go.
Doug Glenn,Heat Treat Today publisher and Heat Treat Radio host.
Considerable investment is made when purchasing a batch integral quench (BIQ) furnace. These popular furnaces need specific care and maintenance to keep them in prime operating condition. In this informative article by Ben Gasbarre, president of Industrial Furnace Systems at Gasbarre Thermal Processing Systems, learn how you can protect your BIQ from avoidable downtime.
This original content article appears in Heat TreatToday’s Air and Atmosphere’s February 2021 magazine. When the print edition is distributed, the full magazine will be accessible here.
Ben Gasbarre President, Industrial Furnace Systems Gasbarre Thermal Processing Systems
The batch integral quench furnace, or sealed quench furnace, is one of the most popular pieces of equipment in the heat treating industry. The core benefit is its versatility as it can easily adjust to changes in load weight, configurations, and heat treating processes. This makes
it a highly efficient and profitable piece of equipment for both captive and commercial heat treaters.
With all the good that is done in these furnaces, the downside comes in the maintenance of the equipment. By nature, these furnaces are hot, dirty, and have many moving parts, including multiple doors, load handlers, elevators, fans, quench agitators, and pumping systems; this furnace has it all! Although there are many areas of an integral quench furnace, understanding the subassemblies and having a good maintenance program can ensure the equipment operates safely and maintains its highest level of performance year after year.
Maintenance Safety
The discussion on maintenance of any piece of equipment begins and ends with safety. Prior to any work being done on the equipment, safety measures need to be considered based on the work being performed. Certain maintenance activities must be completed while the equipment is in operation; in these cases, proper personal protective equipment must be considered for work being done around hot surfaces, high voltages, elevated work, and potentially hazardous gases. If work is necessary while the equipment is offline, additional safety procedures must be followed, including lockout/tagout of all major power sources, special atmospheres, and natural gas supplies to the furnace.
Integral quench furnaces are considered confined spaces. Prior to entry into the quench vestibule, furnace chamber, and even quench pit, confined space procedures must be followed; hard stops must be in place for doors and elevators. Technicians need to ensure proper oxygen levels and air circulation prior to entry. The buddy system is always recommended when someone is entering the furnace. Prior to returning the furnace to operation, it is important to ensure all necessary safety and maintenance equipment has been removed, all supply lines are receiving designed gas pressures, and proper startup procedures are followed.
For furnace safety during shut down periods, it is wise to review furnace interlock systems and safeties to ensure proper operation. This includes items such as high-limit controllers, solenoid valves, burn off pilots, and other components critical to emergency situations. Additionally, per NFPA 86 requirements, valves and piping should be leak-checked periodically.
Reporting and Metrics for Optimum Performance
Image Source: Gasbarre Thermal Processing Systems
While Industry 4.0 is a popular concept in today’s manufacturing environment, the basic concepts behind the technology are what is important to any good maintenance plan. First, having an asset management system that enables engineers, operations, and maintenance personnel to access maintenance records is critical to ensure they can troubleshoot issues and perform maintenance activities more efficiently. Asset management tools are readily available and can range from well-established cloud-based software systems to simple Excel spreadsheet records. Ensuring important information, such as alloy replacements, burner tuning, or control calibration information, can help operations and maintenance personnel as they plan and assess future equipment needs.
The second concept is preventive or predictive maintenance plans. While these are not interchangeable concepts, the goal of implementing either is to reduce the likelihood of significant unplanned downtime, which can be costly to an organization. Preventive maintenance is a schedule of planned maintenance activities on a piece of equipment using best practices that give the best chance to catch a problem before it arises.
Predictive maintenance uses data and analytics from equipment operations that can be used to predict when problems are likely to occur. There are considerations for either approach, and the evaluation criteria for preventive versus predictive maintenance plans could be an article in and of itself.
Integral Quench Furnace Maintenance
As stated previously, breaking the furnace down into a series of subassemblies is the easiest way to develop an overall maintenance plan for equipment that has many sections and components. Discussed items will include mechanical assemblies, the heating system, the filtration system, atmosphere controls, temperature controls, and furnace seals. Each has its own importance to ensuring reliable equipment performance.
Mechanical Assemblies
Typical load transfer system alignment.
The mechanical system includes the load transfer system, recirculation fans, quench agitators, door assemblies, and elevator system. There are many exterior items that can cause abnormal equipment operation, including position sensors, rotary cam switches or encoders, and proximity switches, that if not operating properly can interrupt or cause failure within the furnace. Position settings should be logged for future reference, and sensors should be inspected regularly. Belts that may be used on recirculation fans and quench agitators should be inspected regularly for damage and excessive wear. Vibration of these items should be monitored as excess vibration can be an indication of damage or wear to the fan or agitator bearings, shaft, or blades.
The largest item of concern in this system is the alignment of the load transfer system. Unsuccessful load transfer due to misalignment or obstruction can cause significant furnace damage and create unsafe conditions within the furnace. Internal alloy components should be evaluated for integrity and alignment every six to twelve months. Elevator alignment should be reviewed to ensure smooth operation during the same period. Frequent visual inspection through sight glasses, quench time monitoring, and motor load data can give valuable information of future potential transfer issues within the furnace.
Heating Systems
Whether your furnace is gas or electrically heated, well-maintained systems can have significant impact on the operating efficiency of a furnace. For gas-heated systems, proper burner tuning and combustion blower filter cleaning can ensure optimum gas usage and can also improve radiant tube life. Burners, pilots, and flame curtains should be cleaned at least once or twice a year to ensure proper performance.
Electrically heated systems typically require less general maintenance and have fewer components that are susceptible to failure. Regular checks of heating element connections and electrical current resistance can help to identify upcoming element failure.
The largest and most critical components of reliable process performance are the radiant tubes. A crack or leak in a radiant tube can cause part quality issues. Changes in your furnace atmosphere gas consumption or troubles from controlling carbon potential can be signs of tube leaks. If the radiant tube failure is unexpected, it can also cause significant downtime if replacement tubes are not available. Cycle logs and run hour timers are the best metrics for preventive or predictive maintenance on radiant tubes.
Filtration Systems
Filtration systems are recommended for most integral quench applications. They help to eliminate build up and contamination in the oil recirculation system that flows through the heat exchanger and top/atmosphere cooler on the furnace quench vestibule. Filtration systems typically are comprised of a pump, dual filters, and an alarm system to alert users when it is time to change filters. Maintenance on your quench oil can vary by composition. Quarterly analysis of the quench oil performance is common. However, it is recommended to consult with your quench oil supplier to ensure safe and effective performance.
Atmosphere Controls
Integral quench furnace atmosphere systems can vary both by manufacturer and in overall gas composition. The most common being endothermic gas, nitrogen/methanol, along with options for ammonia or other process gases. Although these items may vary, maintenance remains consistent. Users need to ensure the integrity of the piping system including regulators, solenoid valves, and safety switches.
Endothermic gas lines should be cleaned out at least once or twice a year. Many furnace atmosphere problems can be traced back to endothermic gas generator issues, so it is important to have a well-maintained atmosphere generator to ensure peak performance in your integral quench furnace.
Typical integral quench furnace atmosphere system.
Recent technology allows for automatic burn-off of carbon probes and automated atmosphere sampling. However, probes should be burned off once per week if they are manual. Probes will require calibration and periodic replacement, and they can be rebuilt to like-new specifications. Controllers or gas analyzers that support carbon potential control should be calibrated quarterly, biannually, or annually depending on heat treat specification requirements.
Updates in the automotive CQI-9 specification will require calibration of all atmosphere flowmeters on a periodic basis. Users will need to be aware of this requirement and understand how their gas flowmeters should be calibrated. In some cases, control upgrades may be required.
Temperature Controls
Temperature control maintenance typically follows AMS2750 or CQI-9 specifications. This would relate to thermocouple replacement, system accuracy test procedures, and controller calibrations. Depending on the age of the equipment and specification requirement, these items may need to be done as frequently as once per quarter or annually.
Temperature uniformity surveys (TUS) follow similar specifications for frequency. However, a TUS can diagnose areas of the furnace that may need maintenance attention. Having a baseline TUS to reference will help identify changes in furnace performance. Changes to a TUS can indicate burner or element tuning requirements, an inner door leak, refractory damage, fan wear, or radiant tube failure.
Furnace Seals
Integral quench furnace seals can be a source of heartache for any maintenance technicians working to troubleshoot a furnace. Typical seal areas include the inner door cylinder rod, elevator cylinder rods, inner door seal against furnace refractory, outer door seal against quench vestibule, fan shaft(s), and an elevator seal if there is a top atmosphere cooler.
Typical sealing of cylinder shafts are glands comprised of refractory rope and grease. Greasing of these areas should be completed weekly. Outer door and elevator seals are typically fiber rope and may have adjustment built in as they wear, but ultimately will need to be replaced. Frequent inspection of these areas will help identify early issues. Using a flame wand or gas sniffer can help find leaks in unwanted locations. Small furnace leaks can cause part quality issues, and larger leaks can also create safety concerns within the furnace.
Additional Maintenance Items
Other key maintenance items include a bi-monthly or monthly burn out of the furnace heating chamber. This requires the furnace to have air safely injected into the chamber at or slightly above process temperature to allow the carbon to burn out of the furnace. Doing this process on a regular basis will help improve refractory and alloy component life as well as helping to maintain good process control.
Example thermal camera image
Another helpful snapshot of furnace health is using a thermal camera to take images of the equipment. It is recommended to do this on a monthly or quarterly basis. Thermal camera images can identify hot spots on the furnace outer steel shell that may indicate refractory deterioration or a furnace atmosphere leak. Thermal images can also identify potential issues with motors or bearings on fans and agitator assemblies.
Conclusion
In the end, all furnaces have different nuances that require different maintenance approaches. This could be based on the manufacturer, types of processes being run, or utilization of the equipment. By consulting with your original equipment manufacturer or other furnace service providers, a strong maintenance plan can be developed and implemented. This can include support and training from experienced professionals on that style of furnace. Broader cost benefit analysis should be done as it relates to spare part inventories, resource allocations, frequency of preventive maintenance activities, or investments into predictive maintenance and asset management technologies and how those activities can maximize utilization of each piece of equipment.
About the Author: Ben Gasbarre is president of Gasbarre’s Industrial Furnace Systems division. Ben has been involved in the sales, engineering, and manufacturing of thermal processing equipment for 13 years. Gasbarre provides thermal processing equipment solutions for both atmosphere and vacuum furnace applications, as well as associated auxiliary equipment, and aftermarket parts and service.
All images provided by Gasbarre Thermal Processing Systems.
Heat Treat Radio host, Doug Glenn, conducts Part 3 of this 4-part series with James Hawthorne of Acument Global Technologies and Justin Rydzewski of Controls Service, Inc. about Revision 4 of CQI-9. We will hear about changes in process tables and key information on how to read this revision of CQI-9.
The following transcript has been edited for your reading enjoyment.
Doug Glenn: Welcome everybody. In the first episode of CQI-9 Revision 4, we covered pyrometry and Justin mainly covered it because he’s the expert in this area. In the second episode, we spoke primarily with James and he shared about changes in the heat treat system assessments (HTSAs) and job audits areas. Justin, if you don’t mind, would you please review with us just exactly what CQI-9 is?
Justin Rydzewski: It has essentially three primary sections. You have your heat treat system assessment, which is often abbreviated as the HTSA; you have the pyrometry section; and then you have the process tables. The job audit is also something that needs to be completed on an annual basis, so it’s a minor section to the document.
DG: Today we’re going to talk about process tables and some other support portions of the spec. Let’s jump in. James, if you don’t mind, maybe you can talk to us a bit about what are these process tables and why are they important?
James Hawthorne: The HTSA covers the heat treat system and assessing that system. There are very unique processes that are covered by CQI-9. Those are captured in the process table section of the CQI-9 document.
Process Table A covers carburizing, carburnitriding, carburrestoration, austempering, and precipitation hardening or aging. You’ve got sections like B- this covers nitriding and ferritic nitrocarburizing. Then you have process table C which covers aluminum. Process Table D covers induction. Process Table E covers things like annealing, normalizing the stress relief. And we go all the way up to process Table I. So, there is a process table for each unique type of heat treat that is out there in the industry and this allows some very specific topics to be covered in those types of processes. They all cover pretty much the same thing, so I’ll go back just to run through the headers of Process Table A.
The first portion of it is Process and Test Equipment Requirements. What are the rules of engagement for those items? The same thing for pyrometry. There are specific call outs in the process tables. If this is part of your system, you have to play by these rules. Some of them will point you to specific sections of pyrometry. So, if you’re looking at the thermocouple and calibration of thermocouples, the process table is going to tell you that you shall conform to section P3.1 which covers all of those.
Interview with Justin Rydzewski, James Hawthorne, and Doug Glenn Source: Heat Treat Radio
It also covers the process monitoring frequency. How often do you have to check your temperatures? What are the rules of engagement? It calls out specifically each portion that may be included in that type of process. If you have a batch style furnace that covers that process, it has certain rules for you to manage your batch process. If it’s a continuous furnace, you have certain rules on how you would manage that continuous. If your process has an endothermic or exothermic generator or even some type of nitrogen methanol system, there are rules of engagement on how to manage or review that system for those items.
Then you get into things like inspection. Your in-process and final test parameters are also covered here. The last portion of it, in section 5 of the process table, is when you get into things like your quenchant and solution test parameters, and what are the rules for checking that.
What’s really nice about the document is that as you traverse the document, for instance, we have in the quenchant and solution test parameters, it’s A5.1. The next column over, it tells you what is the related HTSA question. It is set up in a way where you can go to the HTSA right from the process table and see if you’re compliant to what’s listed there as the shell statement and the requirements or the frequency for checking those.
DG: That answers another question we were going to address, and that is, how do those process tables work with the HTSA? It sounds like, in a sense, they are cross-indexed. Is that it?
JH: That’s correct, Doug. Like we spoke about in the last interview when we were talking about the job audit, the job audit is set up the same way: It has that same column, it tells you what the related question is, and it affords you the ability to easily traverse the document from the questions in the HTSA to the requirements in the process tables.
DG: Justin, anything else from you on that?
JR: The way that I typically frame it for people new to CQI-9 is that the process tables essentially define two things. First, your tolerances for process and test parameters, and second, your frequencies for those process test parameters in testing parts, which are specific to each heat treat process.
As James mentioned, there are nine process tables. The requirements in each of those process tables are going to be specific to that process. The requirements within the HTSA are intended to be broad and generic. They’re intended to be applicable to any organization performing one of those heat treat processes. As you go an HTSA, you will be notified when to refer to the process table for some specific aspect of the tolerance or frequency portion on that particular requirement.
DG: It sounds like a lot of work has been put into the cross referencing, making it simple and making it user friendly, right? So, whether you’re in the process or whether you’re in the HTSA, you can quickly and easily find the portion in the other section of the spec that applies to what you’re doing.
JH: That’s correct. Plus, it does afford you the opportunity to find compliance in a simpler fashion.
JR: And to also specify tolerances and frequencies that are appropriate for that given process. If I’m heat treating aluminum, I might have a tighter tolerance than that of hardening steel. They are very two different processes susceptible to different things, so the values need to be different.
DG: When you’re looking at the changes that were made from Rev 3 to Rev 4 with these process tables, is there anything that jumps out at you?
JR: I think one of the most notable changes is an item that wasn’t changed, actually, and that was the formatting and grading system retained from the 3rd edition. The primary focus of our efforts with the process tables this go-around was to enhance that clarity. The most notable change across many of the process tables was the added requirement to continuously monitor and record that temperature control signature for generators. So, for atmosphere generators, that temperature side of things needs to not just be monitored, but also recorded.
DG: Having taken just what we’ve heard today about the process tables, thinking back to what we covered in the last section on the HTSAs, and going back, Justin, even to your first episode that we did on pyrometry, it seems like there is a lot of stuff here. The CQI-9 comes in at 115 pages long, I’m guessing there are going to be people that start dipping their big toe into this thing and say, “What the heck? I’m struggling here! I don’t understand. What’s required of me?” From what we’ve talked about, before we hit the record button, there are some other very helpful things in this spec besides these table requirements and things of that sort.
Let’s talk about those a little bit. What are some of those other resources that will help simplify the execution of this spec?
JR: There’s a lot to it, but the underlying intent was not to confuse or bombard the organization with unnecessary rules and just allowing people to figure it out on their own. Everything goes through a “stink test” as we’re writing this up. Everything must make sense to us. If it doesn’t, it’s typically not added in or it’s refined and beat up until it is okay and then added in.
What can we do or what are the things that would be helpful to the end-user to make sure that they’re adhering to these things and that they understand to a point where they can adhere to it? It is not uncommon for me to find my customers having no problem following the rules so long as they know what they are so that can understand them and they make sense.
To convey that and get that buy-in, we’ve added a few elements and refined others. I think the most significant one, and it is in the section within the document that I reference most, is the Glossary of Terms. There is a lot of really good information in there. It’s not that I’m referencing the Glossary of Terms because I don’t understand what the word “calibration” means or what the difference is between a “control thermocouple” and a “monitoring thermocouple”, it’s how did we define those terms relative to CQI-9 in terms of CQI-9? How did we intend that word to be utilized? Sometimes you can find those little bits of detail that make it easier to understand or to capture what some of the requirements are for that are noted within the rest of the main document.
JH: There are also some illustrations added to the Glossary as well. There were a couple there before, but there was some refinement to those illustrations that were in there. Even those harder to define portions where we put those illustrations to help drive home the intent of the message, I think that was done very well in the Glossary section.
DG: Would you say, James, that that’s the major change to the Glossary, or are there other things that changed there?
Source: Markus Spiske st pixabay.com
JH: We went through the entire document from cover to cover. There are many, many minor changes across the board, but there were some definitions that were added to the Glossary as questions came up during our normal meeting cycles, or that came from end-users when asking them how we should define something.
As those questions came in, we added those definitions to help with that guidance. Especially, as Justin said, as we’re talking in the meetings, if we’re hammering away at it and we have it digested in the room – we understand what we mean – how do we send this message to the rest of the users out there in the world? The Glossary ended up being a great place for items like that, as well.
JR: Right. So instead of using six paragraphs to describe a certain requirement or whatnot, just use proper terminology and then let’s define adequately those terms, which may be contested or not fully understood immediately, in the Glossary of terms so that there is a clear idea of what it is we’re trying to get across and not have to make this thing 185 pages.
[blocktext align=”right”]“In the context of this document [the CQI-9 revision 4], the following definitions shall apply.”[/blocktext]A real good example of things added into the Glossary would be terms that perhaps we all take for granted, terms that you understand what it means, but when you poll ten different people, their definitions are just slightly different. For example, “grace periods” was a word we added into the Glossary. Not that it’s an overly complicated term to understand, but relative to the document, it can have an impact on how it is you interpret those certain requirements and what it is that it means for you. “RTD” was another one added in there from a sensor standpoint. I think another that might get some attention is the inclusion of “sintering” and “sinter-hardening.” There was a fair amount of contention on the sintering side of things that CQI-9 wouldn’t apply. Then we included sinter-hardening, but we didn’t necessarily define the difference between the two processes. Now, there’s a distinction made, and it’s included in the Glossary.
DG: As far as the Glossary goes then, is there any guidance on when it should be used?
JR: Personally, I would say as often as possible. It is an incredibly overlooked portion of this document. It is amazing how much confusion can result just from misunderstanding a word that was used. Using the example of “grace period”; it’s not that I don’t understand what grace period means, it’s that I want to know what grace period means specific to CQI-9. How is it intended to be utilized? My definition might be different. I want to make sure that I’m lining myself with the definition of the word as it’s defined.
There is a statement at the beginning of the Glossary that says, “In the context of this document, the following definitions shall apply.” So, it’s within the context of this document. I may have a different context of that word, but it doesn’t matter what my definition is, it only matters as to how it’s defined within this book, the context of this document.
DG: That’s a good encouragement to have people refer to that Glossary. Even if you think you know what the word means, it’s probably not a bad idea to make sure that you understand how it’s being used in this document and don’t impose your own definition.
JH: There is one other thing I would offer, as well. I totally agree with what Justin is saying, and I think this speaks volumes or reinforces the things that we’ve talked about already on how one portion of the document supports the other portion of the document and supports the other side. This document, through and through, supports itself.
[blockquote author=”James Hawthorne, Acument Global Technologies” style=”1″]This document, through and through, supports itself.[/blockquote]
DG: Let’s jump to instructions. Probably the most important part of any spec or document is the instructions. Let’s talk about those for a moment, including maybe references, illustrations, figures, and things of that sort. Major changes? What should we know about instructions, references, illustrations and figures?
JR: There are support elements within the document that we’ve spoken about with the glossary of terms and what not, but there are also instances where instructions are called up… Step-by-step instructions on how to do something so that you can feel confident that you’re doing it correctly. For doing the HTSA (heat treat system assessment), there are instructions for completing that with the process for going about doing the assessment there, or even as simple as completing the cover sheet for the document or the job audit. There are instructions provided throughout to try to encourage and support someone’s effort in adhering to the requirements in the document.
DG: Let’s talk about references, illustrations and figures.
JR: Within the pyrometry section, specifically, there are a lot of instances of illustrations. For the system accuracy testing illustrations, the intent is instructional. It is to allow someone a means of seeing it visually both how it’s to be performed and how to correctly perform it.
Whether it’s a probe method A system accuracy test versus a probe method B system accuracy test, the illustrations included now are a bit more clearly refined. The focus was on eliminating anything that was unnecessary from that illustration to allow the user to more easily focus on those elements that are critical. The user will find a lot of improved illustrations throughout the pyrometry section.
You might have no issues performing a system accuracy test and you might have been performing them for some period of time. However, it’s still a pretty good idea to make sure that you’re doing it in the manner that CQI-9 requires in order to see if there is anything in there for added guidance and to make sure that you’re not overlooking something. That just includes simple math to perform one of those tests. Those are also illustrated to show progression of how to go about doing that test properly.
DG: Are there other resources within this spec that are available to help the user?
JR: If there is still confusion, it’s not hopeless. There are other means by which people can reach out to try to get clarification on different interpretations of requirements. James and I just recently participated in a roll-out where we had a Q&A for people to bring their questions regarding confusion around certain requirements. We provided answers from a clarity standpoint. That support doesn’t go away, nor is it just available at special events like the roll-out. At any time, people can, and often do, email into the AIAG with their questions, looking for guidance on certain matters.
If it’s as simple as- “I don’t understand question 214,” write in and ask the question and see if you can get some additional guidance. If it’s “I don’t understand pyrometry,” that’s a bit of a broader question and you’re probably not going to like the answer you get back (~chuckle~) and you’re probably not going to get what you’re looking for in the answer you get back, but there are many other sources for support outside of the document.
Justin and James recommend reading the whole document and participating in question submission forms to gain a greater understanding and voice in the CQI-9 requirements.
If the document doesn’t have enough, look outside the document. The AIAG is one of those sources. Your customer is another one. If you work with outside service providers (I’m speaking from my world of things – pyrometry), lean on them for guidance and things you don’t understand. I have my nose in these documents constantly, so my understanding of it is pretty alright. I can afford some additional guidance or interpretation.
I guess the advice I would have is don’t jump at something blindly and say “it’s going to be enough.” You’re going to want to have something behind you to give you a little bit more substance than that and to have some confidence in what you’re doing. Otherwise, it will have the tendency to snowball on you.
DG: Because these documents are “living documents”, they are continually evolving. Let’s say someone has a suggestion for a change that they would like to see made in a future Rev 5, what should they do?
JH: At the back of the book, we have what’s called a maintenance request form. The maintenance request form is a very short and sweet form that allows document users to submit for committee review what changes they believe should be made. This would give them the forum to always have their voice heard and how they feel, or believe, something should be managed.
To go back to what we were talking about, the CQI-9 technical committee still meets quarterly. As Justin alluded to, we had questions from the roll-out, but a good portion of our first post completion meeting was answering questions for the heat treater at large to help give that clarification. And, when we come across a question where we don’t really know what the person is asking or looking for, we give those questions back to our AIAG representative. They may reach out to that submitter to gain clarity on what was being asked so that we can give the best answer possible, not just potentially dilute it by giving an answer just of the sake of answering the question.
There is a lot of opportunity there and as these maintenance request forms come in, they will be handled. They’ll be handled with the committee and the group will work on it and develop the best answer. That answer may be, let’s look at making a change, whether that’s through some form of errata or by “putting it on the shelf” until – hopefully a long time from now – we look at a 5th edition. This gives us the ability to capture these things and make sure that it stays on out radar. We want to make sure that they’re taken care of with the urgency that’s needed.
JR: I think an item of note here, to make it clear, is any of those maintenance request forms that are sent in, all of them are reviewed by the technical committee. They are all reviewed. Anything submitted will make its way in front of that committee to be reviewed to on their agenda.
DG: What should these forms be? Is it just for document changes or for other things as well, for suggestions and whatnot?
JR: It’s for document changes as well as a suggestion box form.
DG: We’ve covered a lot in this third episode. We’re going to have a fourth episode that is going to deal with some practical tips from you guys on the actual execution of these things, but is there anything else that you would want to tell the listeners regarding the spec itself? Any other concluding comments?
JR: From a process table standpoint, this was something that was reiterated throughout the entire roll-out presentation: it really does take reading the entire document to capture all of the changes.
Some of them are quite minor and some of them stand out as being significant, but for the most part, they are minor, and sometimes minor ones can be very easy to overlook. There used to be requirements for calibrating your hardness testers on an annual basis. Those requirements have now been expanded to all lab and test equipment that require an annual calibration.
Another element that was included in the 4th edition was we made an effort to increase the clarity and guidance for the use of exceptions that are applicable to section 4 requirements of the process tables. For example, these would be used if you’re employing a surrogate test piece in lieu of sectioning some large or expensive product. If anyone is interested, the clarity is included on page 9.
But make note, these are not blanket requirements; these exceptions require customer approval and ultimately OEM approval, so they must be documented and approved by a customer and increased in your PPAP (Production Part Approval Process) control plan. There is a fair amount of added clarity on that topic, so it’s something people might want to take a look at and dive into just to make sure that they’re familiar with it.
DG: James, any concluding comments from your side?
JH: I think I’d just reinforce a little bit of what Justin was mentioning earlier. Read the document. Read as much of it as you can and try to understand as much as you possibly can. We made a lot of changes. Some of them are very minor, but some of those minor things could potentially be overlooked if you don’t step back and take a moment to understand the document and how each system, or each portion of the document, works with each other.
DG: The next episode is going to have some practical tips. We’re going to pick the brains of these two gentlemen on navigating Revision 4. You won’t want to miss it. There are going to be opportunities here to basically figure out some of the details.
If you have questions, feel free to send them in. You can email htt@heattreattoday.com if you have any questions and we may get those answered.
Doug Glenn,Heat Treat Today publisher and Heat Treat Radio host.
Welcome toHeat Treat Today’sThis Week in Heat TreatSocial Media. As you know, there is so much content available on the web that it’s next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So, Heat Treat Todayis here to bring you the latest in compelling, inspiring, and entertaining heat treat news from the different social media venues that you’ve just got to see and read!
This week, we are looking at mechanical feats of engineering from precision engineered Ferrari parts, to continuous belt furnace epic videos, to dancing robots. What? Yes. Dancing robots. Continue reading for these stories and more in the world of heat treat on social media.
Check out the smooth process behind engineering Ferrari parts. “Highlighting the entire process to craft aftermarket parts, from CAD design, CNC machining, finishing and quality control, the new video also looks at GTO Engineering’s engine building suite as well as restoration of old parts. It also incorporates a range of Ferraris GTO Engineering has been working on and using components supplied by GTO Parts.” Read more about it here.
2. Heat Treat Ready
A few quick tours around your heat treat shops: what have heat treaters accomplished this past year? Have you done anything similar? Let us know and tag @HeatTreatToday on your next post!
Do you know anyone who has used these heat treating journals? “Journal of Heat Treating is a scholarly journal published in United States focused on Mathematical & Physical Sciences. This collection contains microfilm published between 1979 and 1991. The ISSN is 0190-9177.”
4. Reading and Podcast
Having a lazy Friday? Not to worry. Listen to or read a few interesting insights from around the industry.
ArcelorMittal and the Wheels of Steel
“Ford has been teasing fans with hardcore versions of the Bronco and has been revealing some interesting design characteristics, and now it has announced that industry giant ArcelorMittal has been selected as the sole provider of steel for the 2021 Bronco. Ford will be making use of the company’s Fortiform 980 GI steel, a third-generation advanced high-strength steel, making the Bronco the first car in the world to use this specific grade.” Read more here.
Not everyone can dance, but perhaps there are programs that can help you show off at few parties… At least, your pet robot. “The fun video offers the first glimpse at two Atlas robots working together while also highlighting just how quickly this technology is developing.” A mix of funny and creepy, we’re just going to leave it right here. (“Entire Boston Dynamics robot line-up dances in the new year“)
CQI-9 compliance demands adherence to the standards for the purpose of excellence in automotive heat treating. Poorly maintained quench oil can cost heat treaters in many areas.
In this Heat TreatToday Technical Tuesday feature, Greg Steiger, senior key account manager at Idemitsu Lubricants America, shares how costly quench oil issues can be addressed through proper adherence to the CQI-9 quench oil testing protocols. Let us know if you’d like to see more Original Content features by emailing editor@heattreattoday.com.
Greg Steiger Sr. Key Account Manager Idemitsu Lubricants America
Introduction
A poorly maintained quench oil can cost a heat treater in more ways than simply the cost of having to replace the oil. The costs can quickly expand to include those associated with poor quality. For example, costs associated with part rejects, or rework and downstream costs for shot blasting, or third-party inspection are often the cause of poor quench oil maintenance. Dirty or poorly maintained oils can affect part cleanliness, surface hardness, and surface finish. For instance, it is well known that a heavily oxidized oil may create surface stains that must be shot blasted to remove. High molecular weight sludge or excessive water can create surface hardness issues. Many of these issues can be addressed through proper adherence to the quench oil testing protocols established by CQI-9.
How can CQI-9 help?
CQI-9 is designed as a tool to help heat treaters produce consistent parts. Using a CQI-9 compliant quench oil analysis can also be a very powerful tool in a heat treaters tool kit. Just as the level of carburization is influenced by the carbon potential of a carburizing atmosphere, the cooling speed of the oil influences microstructure formation and microstructure composition along with mechanical properties such as hardness as well as tensile and yield strength. Furthermore, the cooling speed is dependent upon the viscosity of the oil, the amount of sludge, moisture level, and oxidation of the oil. All of these are tested on a regular basis under the requirements of CQI-9, ISO TS 16949, and most quality systems adopted by modern heat treaters. All of the tested parameters required under CQI-9 will be addressed individually later in this paper.
What is CQI-9?
The member companies of the Automotive Industry Action Group (AIAG) encompassing automotive manufacturers and their Tier I suppliers have enacted an industry heat treating standard called CQI-91. This standard was originally a standalone standard designed and adhered to primarily by North American OEMs and Tier I suppliers as a quality tool to create consistent documented processes within the heat treating industry with the goal of producing consistent reproducible results. Since that first implementation of CQI-9, the standard has now been incorporated into the ISO TS 16949 standard and is now adhered to by most automotive OEMs and their Tier I suppliers. The full range of management responsibilities, material handling, and equipment operations of the CQI-9 standard is beyond the scope of this paper. Instead we will be discussing the used quench oil analysis requirements of CQI-9, why the tests are required, and how heat treaters need a CQI-9 compliant quench oil analysis to properly care for their quench oils.
Utilizing a compliant CQI-9 analysis and the supplier provided operating parameters for the CQI-9 required tests is the first step in the proper care of a quench oil.
CQI-9 Compliant Analysis
Most quench oil suppliers provide a quench oil analysis. Although the quench oil supplier may provide a quench oil analysis, for the analysis to be CQI-9 compliant the analysis must contain the following tests or their equivalent:
Water content; ASTM D6304
Suspended solids; ASTM D4055
Viscosity; ILASD509
Total acid value; ASTM D664
Flash point; ASTM D92
Cooling curve; JIS K2242
The frequency of the above testing must be a minimum of semiannually. A more frequent sampling interval does not violate CQI-9. In fact, the more often a quench oil is analyzed, the easier it is to use the quench oil analysis as a tool in the proper care of a quench oil. It is important to note that the CQI-9 standard does not prescribe specific test methods be used in the above testing; however, they must be performed to a traceable standard. The CQI-9 standard only states that the above values, along with a cooling curve, must be reported. The following sections will describe each test in a CQI-9 compliant analysis.
Water Content
Everyone knows water in a quench oil can be have catastrophic safety and performance consequences. However how much water is too much? That is a question that is difficult to answer. The answer depends on a variety of factors such as the quench oil used and all of the variables associated with a furnace atmosphere. A general rule of thumb when it comes to water levels is to keep the water level below 200PPM. At levels above 200PPM of water, uneven cooling begins to occur.2 It is important to remember a quench oil is not a pure homogenous fluid. Samples taken at various places throughout the quench tank will be similar but will also have differences. These differences will include water and solids levels. Therefore, in areas where the water content exceeds the 200PPM level, uneven cooling will begin. Parts coming into contact with this “localized” quench oil with high water can potentially begin to crack, have a high surface hardness, or have staining problems. Yet parts in other areas of the load continue to behave normally. For this reason, and also because water is much heavier than oil, it is imperative the oil be under agitation. In addition to the potential uneven cooling issues high water may create, a high level of water can also influence the rate of oxidation in an oil.
Suspended Solids
Because solids are typically denser and more viscous than liquids they do not have the same heat transfer properties as a liquid. Due to the inequality of heat transfer capacities between liquids and solids, it is very important to keep the solids level, especially high molecular weight sludge, at a minimum. Sludge reacts in an opposite manner of water. Where water can increase quench speed, high molecular weight sludge will decrease quench speed through uneven cooling.2 The result of the uneven cooling from sludge is typically seen in soft surface microstructures or soft surface hardness. Also, like water, sludge is heavier than oil and the lack of homogeneity in the oil means having proper agitation is paramount when sampling.
Viscosity
Changes in viscosity can lead to both faster quench rates and slower quench rates. As the quench oil is used in the quench process, it undergoes thermal degradation.3 This degradation process can be seen when the oil becomes thinner or less viscous. During this process, a small portion of the base oil and a small amount of the quench oil additives undergo a process called thermal cracking. In this process, heavier molecules are broken into smaller molecules through the use of heat. This thermal cracking creates lighter less viscous oil from heavier oils. The newer lighter viscosity of the quench oil can potentially lead to changes in the quench speed of the oil. These changes can have an impact on the microstructure, case depth, core hardness, and surface hardness on the quenched parts.
As an oil is subjected to the high temperatures of a quenching operation, oxidation is a natural occurrence in the oil. As the oil oxidizes it will begin to increase in viscosity until it reaches the point of forming an insoluble sludge. Therefore, an increase in viscosity typically means the oil is oxidizing. Just as an oil that becomes thinner and less viscous may have a change in cooling properties, an oil that becomes thicker and more viscous may see a change in cooling performance. A thicker oxidized quench oil may affect surface hardness, microstructure, case depth, and core hardness. In severe cases of oxidation staining may result. Such stains typically require post quench and temper processing such as shot blasting.
Total Acid Value
The Total Acid Value, or TAV, is a measure of the level of oxidation in a quench oil. The amount of oxygen in a quench oil cannot be measured without a sophisticated laboratory analysis. However, the formation of organic acids within a quench oil can be easily determined via a titration method. It is well understood that these organic acids are the precursors in a chain of chemical reactions that will eventually form sludge. As the TAV increases so will the levels of oxidation, and in turn, the amount of sludge will also increase. Consequently, as the TAV increases, the amount of staining due to oxidation may increase. The cooling properties of the oil may decrease due to the increased sludge formation as well. Figure #1 shows an example of how the acid value increases the viscosity of a quench oil due to the formation of polymeric sludge in the quench oil.2
Figure #1. Acid number vs kinematic viscosity for Daphne Hi Temp A
Flash point
The flash point of a quench oil is another check to ensure the safety of the quench oil user. As oil thermally cracks, the heavier base oils become not only lighter in viscosity, but their flash points also decrease. If left unchecked, the decrease in flash point could result in a higher risk of fire. In addition to serving as a watchdog against the results of excessive thermal cracking, a flash point is also a safeguard against human error and adding the wrong quench oil to a quench tank. High temperature oils typically have a higher flash point than conventional oils. An increase in flash point, along with no change in TAV, and an increase in viscosity could indicate a contamination issue between oils has occurred.
Cooling curve
There are many different methods of running a cooling curve. Many Asian suppliers of quench oil will use the Japanese Industrial Standard (JIS) K 2242. European suppliers will use the ISO 9950 and North American suppliers rely on the ASTM D 6200 method. All of these standards measure the same basic property, the ability of an oil to reach martensite formation. However, they differ in one basic item. The JIS K-2242 and methods used in China and France use a 99.99% silver probe that is smaller than the size of the Inconel probe used in the ASTM and ISO methods of Europe and North America. Because of this difference, it is important to note that cooling curves and cooling rates between the methods should not be compared. Figure # 2 shows the comparison between the two probes and their dimensions.
Figure # 2. ASTM D-6200/ ISO- 9950 and JIS K 2242 quenchometer probes^2 ISO/ASTM Inconel probe 12.5mm x 60mm. JIS K 2242 Silver probe 10mm x 30 mm
In addition to comparing the cooling curve against the standard for the quench oil used, the Grossman H value should also be calculated and used as an indicator of cooling performance. Unlike the old GM nickel ball test that tracked the time to cool a 12mm nickel ball to 352°C, the Grossman H value measures the severity of the quench6.
In using the Grossman H value, the lower the value, the slower and less severe the quench. For use as a rough guide in comparing the quench speed in seconds to the Grossman H value measured in cm-1 the table below can be used.
Table #1
For example, air has an approximate H value of 0.01 cm-1 and water has an approximate H value of 0.4 cm-1 compared to oil with an approximate H value of ___ cm-1
The calculation used to determine the Grossman H factor has historically been:
H=h/2k
Where h is the heat transfer coefficient of the part when measured at the surface of the part and k is the thermal conductivity of the steel. Typically the heat transfer coefficient is measured at 705°C. A steel’s thermal conductivity does not typically change according to alloy composition or temperature. Therefore, the Grossman H value is proportional to the heat transfer coefficient of the part.
Interpreting a CQI-9 quench oil analysis
Table #2
Discussion
In examining the test parameters for CQI-9, it becomes apparent that many of the test results should be compared with other test results. For example an increase in the amount of sludge or solids should also increase the viscosity of the quench oil. As the sludge increases, the level of oxidation increases, and therefore, the level of organic acids formed in the quench oil should be increasing the TAV. Finally, as the sludge increases, the cooling property of the quench oil should decline as indicated in the lower H value.
Figure #3. Total Acid Value (TAV) and Grossman H value
Likewise, as the flash point decreases the amount of thermal cracking is increasing, which should reduce the viscosity and thereby increase the H value and the overall cooling speed of the quench oil. Conversely, if the test parameters are not working in concert with each other, there may be other issues going on within the quench oil. For instance, an increase in the water content can be detected before the increased water levels begin the oxidation process thereby increasing the TAV. Or a viscosity change without a change in other parameters could be an addition of the wrong quench oil to the quench tank. The graph below for Idemitsu Daphne Hi Temp A helps illustrate this point.
Figure #4. Graph for Idemitsu Daphne Hi Temp A demonstrating viscosity change
In the graph above, it can be seen when the water H value increases and the viscosity remains stable, the likely explanation is an increase in water. When both the H value and viscosity decrease, additive consumption is the most likely reason. Likewise, when the viscosity increases and the H value decreases, the formation of sludge from oxidation is the culprit.
Having test parameters that work in conjunction with each other is only beneficial if sample frequencies are often enough. While CQI-9 only stipulates a semi-annual sampling frequency, the conditions of a quench tank can change in very short order. There are the obvious changes when water is added to the tank. However, many of the changes are more subtle, and left unchecked over time can create potential costly solutions such as a partial dump and recharge of the quench tank, poor part quality, or an increase in downstream processing such as shot blasting. For this reason, many quench oil suppliers request a minimum of quarterly sampling. In addition, if a sample is missed on a quarterly sample frequency, there is still time to sample the quench tank and remain in compliance with CQI-9.
Conclusion
Over time the condition of a quench oil will change and corrective measures will be needed to bring the quench oil back into the suggested supplier’s operating parameters. The chart below helps understand what some of the methods need to be.
With proper care and maintenance, a quench oil can last a very long time. A conventional oil should last 10 to 15 years or longer while a marquench oil should last seven to 10 years. The proper care of a quench is simple and straight forward. A quality quench oil should not need the use of additives to improve oxidation resistance or quench speed. Simply adding enough fresh virgin oil to replace the oil that is being dragged out through normal operations should replenish the oxidation protection and quench speed to within the normal operating parameters. The table below offers recommendations for treating out of normal operating parameters for the required CQI-9 tests.
Recommendations for treating out of normal operating parameters for the required CQI-9 tests
Most heat treaters make weekly quench oil additions to their quench tanks. The most popular type of filtration system is a kidney loop style where the quench oil is constantly filtered. There are two basic types of these systems. They differ in the number of filters used. For a single filter system, a 25 micron filter is sufficient for quench oil filtration. In a two-stage filtration system, a 50 micron filter is typically used in the first stage and a 25 micron filter is used in the second stage. In a two-stage filter, the cheaper 50 micron filter will be replaced more often than the 25 micron filter in the second stage.
Utilizing a compliant CQI-9 analysis and the supplier provided operating parameters for the CQI-9 required tests is the first step in the proper care of a quench oil. The next basic steps are ensuring there is enough fresh quench oil available for regular additions to replace the oil that is lost through drag out and proper filtration of the quench oil in a constant kidney loop type of a system. With these steps in place, a quench oil will offer consistent performance for years and will be one less concern heat treaters face in the operation of their furnaces.
References:
Automotive Industry Action Group, “CQI9 “Special Process: Heat Treatment System Assessment;” AIAG version 3, 10/2011.
M.A. Grossman and M. Asimov. Hardenability and Quenching. 1940 Iron Age Vol. 107 No.17 Pp 25-29.
About the Author:
Greg Steiger is the senior key account manager of Idemitsu Lubricants America for quench products. Previous to this position, Steiger served in a variety of technical service, research and development, and sales marketing roles for Chemtool, Inc., Witco Chemical Company, Inc., D.A. Stuart Company, and Safety-Kleen, Inc. He obtained a BSc in Chemistry from the University of Illinois at Chicago and is currently pursuing a Master’s Degree in Materials Engineering at Auburn University. He is also a member of ASM International.
Despite the precariousness that has defined the majority of 2020 thus far, the aerospace and automotive industries have not let that uncertainty deter them from releasing two major revisions that directly affect the heat-treating industry. Both, the 4th Edition of CQI-9 and AMS2750F were released at the end of June (AMS2750F: Expert Analysis).
In this Technical Tuesday feature, Heat Treat Today reached out to the AIAG CQI-9 Heat Treat Technical Committee with questions about the newest edition and how it might affect the automotive heat treat industry. Specifically, we were interested in the significant changes within the 4th Edition and how organizations can best prepare to implement them.
Several CQI-9 Technical Committee members responded and provided us with some outstanding expert analysis in this Original Content article. Those CQI-9 committee members included: Rick Metcalf, Materials Engineering – Valvetrain PMT, General Motors Company; Medina Kaknjo, STA Global Core Technical Expert/Global Purchasing, Ford Motor Company;Ed Rahe, Heat Treatment Engineer – Metals Group, Fiat Chrysler Automobiles; Jake Sloan, Product Development Manager, AmeriTi Manufacturing [formerly of FCA]; James Hawthorne, current CQI-9 chairperson, Corporate Heat Treat Specialist, Acument Global Technologies; Bob Ferry, Vice President – Engineering & Quality, FPM Heat Treating, John Vander Woude, Metallurgist – Automotive Division, Benteler Automotive Group; and Justin Rydzewski, Director of Sales & Market Development, Controls Service, Inc.
CQI-9 4th Edition vs. CQI-9 3rd edition (photo source: Control Services Inc.)
The Automotive Industry Action Group (AIAG), the organization responsible for the development of CQI-9, cites the Special Process: Heat Treat System Assessment 4th Edition (CQI-9) as a comprehensive assessment, “… covering the most common heat treat processes employed by the automotive industry, intended to provide a common approach to a heat treat management system for automotive production and service part organizations.” Authoring the 4th Edition of CQI-9 was a collaborative effort, supported by a diverse group of individuals from AIAG member companies representing Tier 1 suppliers, heat treaters (both captive and commercial), and critical service providers within the heat treat industry. However, the force driving CQI-9 forward are the OEM’s – Ford Motor Company, General Motors, and Fiat Chrysler Automobiles (FCA).
It’s been nine years since the 3rd edition was released. Justin Rydzewski explains the timing, “The 3rd Edition was a really good document. It was effective and it served its purpose very well. The prolonged life of the 3rdEdition allowed us to collect a tremendous amount of data and feedback about the document– strengths, weaknesses, etc. This data allowed us to identify, with greater accuracy, where updates and changes were truly needed. Lastly, because CQI-9 is an international document, we spent a great amount of effort ensuring the clarity we were adding to the 4th Edition was not going to be lost when translated to other languages. As a result of this development process, we feel confident that the 4th Edition will be an even more effective heat treat system assessment tool than its predecessor.”
What do you believe to be the most notable change in the 4th Edition of CQI-9?
Justin Rydzewski and his colleagues agree on the importance of the digital changes, “Requiring all instrumentation to be digital by June 2023 (3 years after release of the document) is a very notable change. For operations heavily invested in analog instruments and paper chart recorders, this change could potentially result in a significant interruption to operations; especially in the absence of proper planning. However, we are hopeful the change will be a welcomed one as the advantages associated with digital instrumentation are far too great and numerous to ignore any longer.”
Rick Metcalf Materials Engineering – Valvetrain PMT General Motors Company
Rick Metcalf concurs, “I agree with Justin’s comments on digitizing the process controls. This allows for better off-shift monitoring of the process and provides the OEM with a greater confidence in the supplier’s ability to control the process. This is one of the most notable improvements to the 4th edition.”
Medina Kaknjo, Ed Rahe, and Jake Sloan also cited digitization as an important notable change.
The Heat Treat System Assessment (HTSA) question formatting update is another feature that is encouraging to both Kaknjo and Sloan. Kaknjo shares, “The first notable change users will notice is the new format of the document which now requires the assessor to assess every single requirement and rate it.”
Sloan further explains, “I fall in line with Medina [Kaknjo]. The formatting update is great, especially coming from the OEM side that needs to rely heavily on self-surveys. I believe it makes communication between the heat treater and Customer much easier. Not only does it require each requirement to be evaluated by the assessor, but I think it gives them a much better opportunity to give a full response. Hopefully, this will cut-out a lot of the back-and-forth that can happen when the person reviewing the survey was not onsite for the assessment.”
Medina Kaknjo STA Global Core Technical Expert/Global Purchasing Ford Motor Company
Bob Ferry also cited the reformatting of the HTSA questions as a notable change adding, “This effort allowed us to review each question and break down the long question paragraphs of the 3rd Edition. Now, in the 4th Edition, the requirements for each question are listed separately. With this new approach, the Auditee will not miss important requirements which, in the previous edition, may have been buried in a lengthy paragraph.
The alternative temperature uniformity survey (TUS) testing method revisions were tops for James Hawthorne. “The expansion of the Alternative TUS Testing Methods (P3.4.8) is one of the most notable improvements. The requirements now account for proper procedures and reporting for both property surveys and site developed testing methods. These improvements will allow the heat treater to develop a structured, repeatable, and documented solution based on the requirements of this section.”
John Vander Woude sees the addition of Process Table I – Hot Stamping as one of the most notable changes to CQI-9. “I was involved in creating Process Table I a few years ago, but it was released between revisions and seemed like the stepchild Process Table. So, personally, it is nice to see it incorporated in the 4th Edition.”
What change/update in the 4th Edition of CQI-9 do you think will be appreciated most?
James Hawthorne Corporate Heat Treat Specialist, Acument Global Technologies
Metcalf highlights the allowances for exceptions in the Process Tables: “I believe that the most appreciated change to the 4th Edition of CQI-9 is the increased allowance for exceptions to the requirements of Section 4 of the Process Tables. This will allow suppliers of large components to reduce the number of components required to be sectioned daily. However, this does require Customer approval and, ultimately, the OEM. These exceptions offer the heat treater the ability to reduce some of their inspections, provided the supplier can show the process is statistically capable.”
Qualities of clarity, fluidity, and guidance were mentioned multiple times as “most appreciated.”
Hawthorne shares, “I personally appreciate how fluid the document is now. The effort that was put into ensuring the flow of the document works across the different sections is a great benefit to the heat treat community. As heat treaters read and implement the applicable changes to their organizations, these changes will be appreciated by them as well.”
“The 3rd Edition of the document was already very good. But, I think the most appreciated change will be the even greater amount of guidance and the improved clarity of requirements within the document,” says Rahe.
Ed Rahe Heat Treatment Engineer – Metals Group Fiat Chrysler Automobiles
Vander Woude writes, “I think the most appreciated change will be the guidance portion of the element questions. This provides clarity, definition, and better understand to some questions that could be quite useful to many users.
Ferry’s appreciation lies in the pyrometry section, “The improved clarity of the requirements along with explanations, definitions of terms, and examples in the Pyrometry section.”
Kaknjo states, “I think the most appreciated change will be that document is now more user friendly as it is easier to use and follow due to the formatting changes that are done on this revision.
Rydzewski not only commends the formatting improvements for clarity and guidance, but also gives kudos to the reference illustrations. “I think the improvements to the formatting of the Heat Treat System Assessment Section 1-3 questions will be greatly appreciated. Question ‘Requirements’ and ‘Guidance’ are now cited separately.” He continues, noting that this change make it “much easier to effectively capture each requirement and to determine the expectations of each question specifically in terms of objective evidence. . . . [also] nearly every reference illustration in the document was updated/improved. Personally, I think they all look fantastic.”
What is something in the 4th Edition of CQI-9 that an organization should make sure they don’t overlook or misinterpret?
Rahe and Ferry both mentioned the importance of the Process Tables. Rahe states, “An organization should not overlook the specific requirements of the various Process Tables. They are an excellent “cookbook” type guide designed to produce best in class heat treated parts for OEM’s.”
Bob Ferry Vice President Engineering & Quality – FPM Heat Treating
“There was more attention put on the quenching section of the Process Tables with added requirements for quench media process controls including quench delay times, liquid quench controls, and gas quench controls. The intent is not only to control furnace temperatures but to also control cooling rates for consistency of quench and heat-treated product,” says Ferry.
Kaknjo advises, “An organization should not overlook that AIAG CQI-9 HTSA requirements are subordinate to Customer-specific requirements. This is not new for revision 4, but something that often gets overlooked.”
Jake Sloan Product Development Manager AmeriTi Manufacturing
Sloan cautions not to overlook the pyrometry section. “I would say do not overlook the new pyrometry section. The requirements have not only been improved, but it is also a great reference for when it comes to how to comply. Also, as Medina was saying, this document is subordinate to Customer requirements, which works both ways. This document allows exceptions to be given but, remember, there must be approval from up the supply chain.”
Socrates said, “The beginning of wisdom is the definition of terms.” Rydzewski shares this mindset as he highlights utilizing the glossary. “The ‘Glossary of Terms’ in CQI-9 is an outstanding resource that should NOT be overlooked or undervalued. In my opinion, the real key to mastering CQI-9 starts with ‘definition.’ When there is not a firm understanding of the terms being used, confusion and/or compliance issues are almost certain. So, for the 4th Edition, our team dedicated a significant amount of time and effort to enhancing the clarity and guidance provided by the ‘Glossary of Terms.’”
John Vander Woude, Metallurgist Automotive Division Benteler Automotive Group
Vander Woude concurs, saying, “Like previous edition, this edition not only focuses on heat treatment, but also on many areas that support heat treatment. Overlooking areas such as maintenance, training, document control, and testing (to name a few) may lead to difficulties ensuring compliance.”
“The examples in SAT section that are below the illustrations should not be overlooked. These examples provide guidance of what to measure and how to calculate. Use these examples and compare to your current reporting, it will help ensure compliance for your organization,” relays Hawthorne.
What advice would you offer an organization preparing to implement the 4th Edition of CQI-9?
What is the consensus of the experts when it comes to implementing this 4th edition? Read it. Digest it. Use it. It’s a powerful tool that has been a game changer to the automotive industry. Here are the experts’ final recommendations.
Ed Rahe: “My advice would be to read the document thoroughly and take advantage of the many, many years of heat treatment experience that are captured as best practices in this document. The knowledge base of those involved in the creation of this document is really quite impressive.”
Justin Rydzewski Director of Sales & Market Development Controls Service, Inc.
Justin Rydzewski: “Buy the document, read it carefully, and make notes. Big changes are going to standout, capturing those willbe easy. But, by and large, most changes made were minor or were merely intended to add clarity or guidance. Comparatively, these sorts of changes can be easily missed. And, invest in training where necessary. Now is a perfect time to do so. Invest in yourself and your team. If your organization outsources pyrometry services, lean on your service provider for guidance and expertise. Allow them to help. This is where the true value of a good partnership can be measured.”
[blocktext align=”left”]”The best advice I can give is to read the document. Several items were modified to make it easier to interpret and implement CQI-9.” – Rick Metcalf, Materials Engineering – Valvetrain PMT, General Motors Company [/blocktext]
Medina Kaknjo: “My advice would be to use the document as opportunity, as a tool of summary of best practices, lessons learned of many industry leaders to prevent heat treat process related issues that are often associated with significant cost.”
John Vander Woude: “Don’t underestimate the document. With the reformatting and “break out” of sub-requirements for many questions, I think organizations will find they are not compliant in areas they once thought they were compliant. The 4th Edition forces added scrutiny to questions that were often overlooked. Specifically, where many “shall” statements were once made within the same question in the 3rd Edition. In the 4th Edition, these “shall” statements are now separated and denoted individually. This approach makes it much easier to capture and provide appropriate objective evidence for each requirement.”
Rick Metcalf: The best advice I can give is to read the document. Several items were modified to make it easier to interpret and implement CQI-9. We also included more illustrations and a greater glossary in the 4thEdition to make it easier to interpret requirements and implement CQI-9.
Jake Sloan: “Like most people are saying, definitely read the document in its entirety so that your company has a full understanding of the requirements. Also, like Medina said, treat the document as a guide to improve on or maintain best practices. It is a great tool for doing internal reviews so that things don’t slip by the wayside between required assessments. Take advantage of the new format to give clear evidence of compliance instead of just treating it as a checkbox.”
Bob Ferry: “Read the Pyrometry section and make a list of the requirements that apply to your operation from thermocouples to instruments to periodic testing requirements. Set up your system for periodic testing and documented evidence, and then perform a complete CQI-9 HTSA Audit to identify and correct any shortcomings.”
James Hawthorne: “Use the Process Tables, Glossary, and the Job Audit as intended to ensure compliance while documenting your effective evidence in to the HTSA. Each section of this document is an invaluable tool that will help the heat treater remain compliant and effectively provide the objective evidence required.”




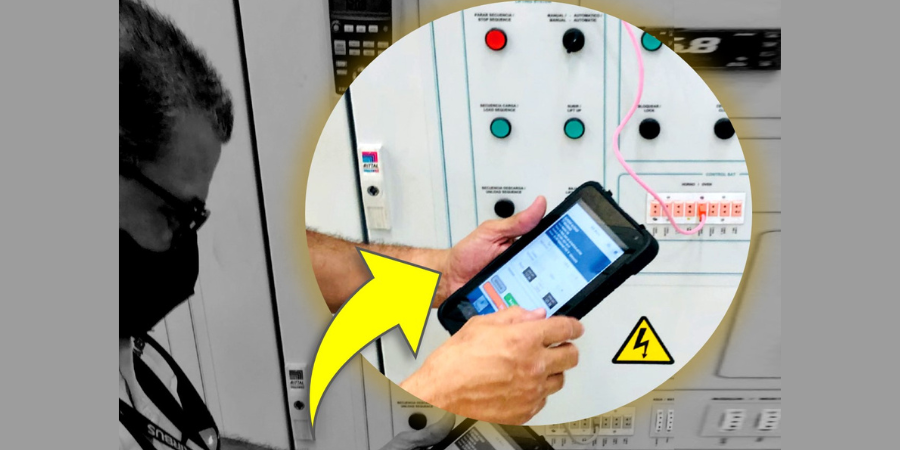
 The AIAG CQI-9 (Heat Treat System Assessment) is the most accepted standard in the automotive industry for the validation of heat treatment operations. This article summarizes the evaluation requirements and illustrates the benefits of conducting this test to identify variations in control systems using the probe method A.
The AIAG CQI-9 (Heat Treat System Assessment) is the most accepted standard in the automotive industry for the validation of heat treatment operations. This article summarizes the evaluation requirements and illustrates the benefits of conducting this test to identify variations in control systems using the probe method A.

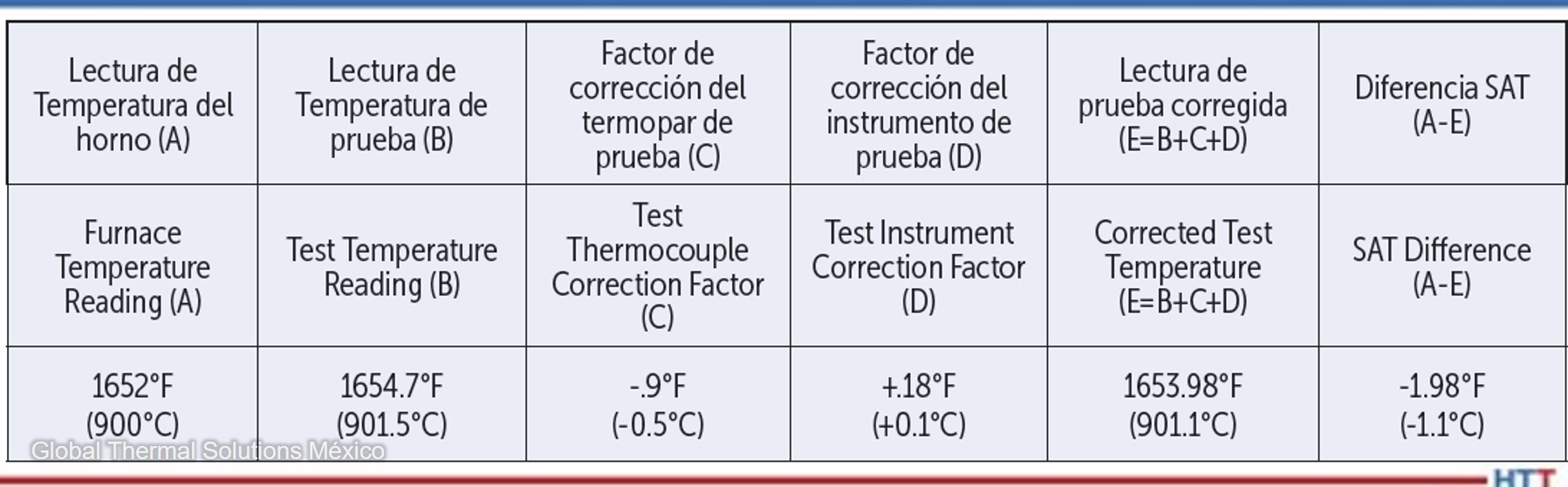
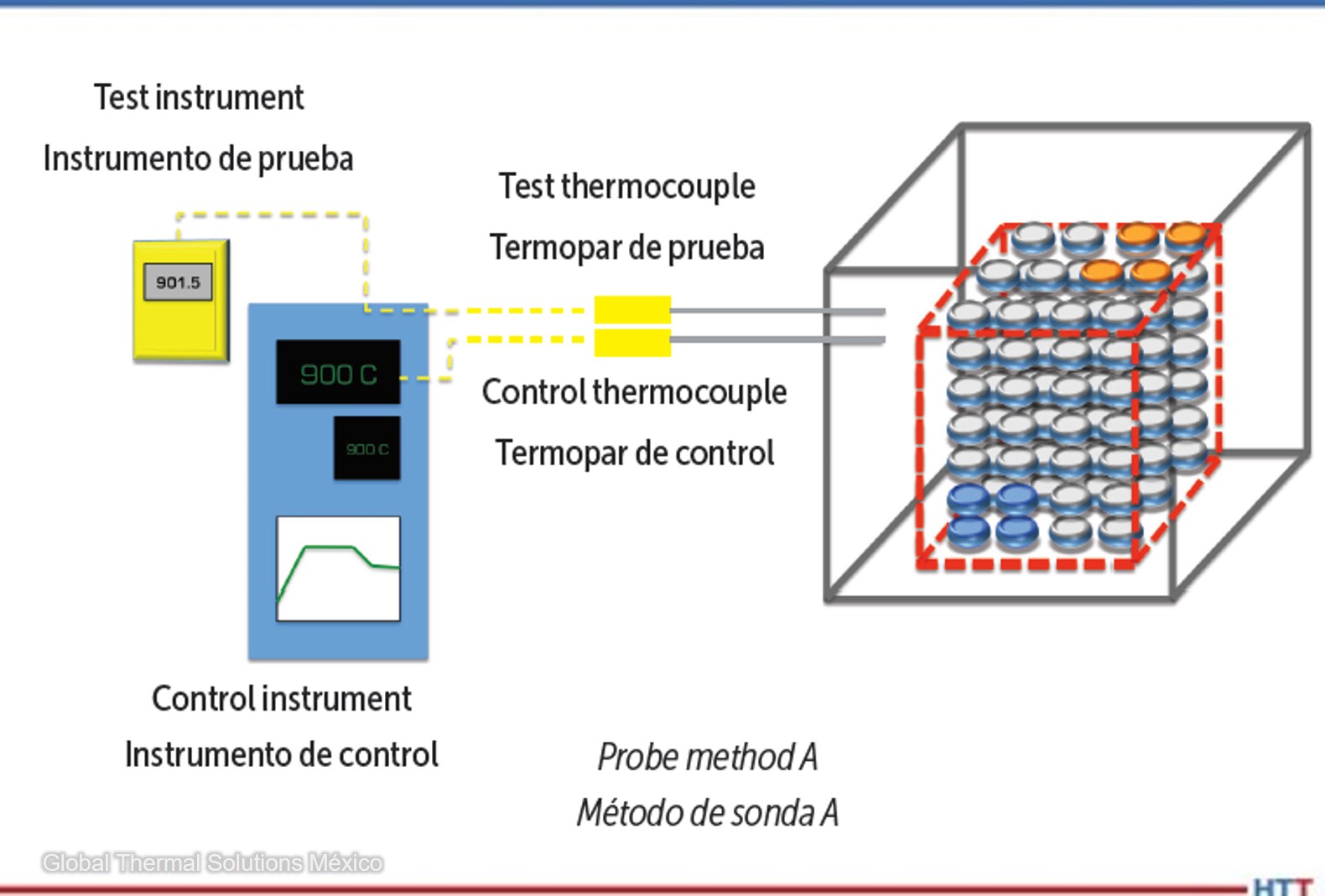
 Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com