If you had to describe Contour Hardening, Inc., in one phrase, it would be: Engineers solving problems. When a client encounters a part failure, this heat treater believes their work has just begun. Founded in 1986 by two engineers (one a metallurgical engineer and one a gear engineer), the company has been solving complex problems with unique, custom designed solutions ever since.
The first problem Contour’s two founding engineers solved was how to handle gears that have such irregular shapes but still need a high degree of case depth and pattern accuracy. What they created is the unique and patented Micropulse™ Process. In the ‘80s, their strategy was to build this advanced, computer-controlled induction heating technology into custom-designed induction hardening machines for OEM manufacturers and tier 1 suppliers. This patented process is a slightly different hardening solution than other available options. Specifically, this process prioritizes keeping the part below the critical temperature zone. Heat times can be controlled to the millisecond, and the time at which the part is above critical temperature can be as low as 0.15 seconds. In addition to this tight temperature control is the ability to use dual frequencies, which provides the custom solution the founding engineers sought after: A heat pattern that precisely contours to the surface of the part.
Zion’s ZSCAN induction scanner outfitted with full-service controls
Equipment — or lack of customized equipment — is another problem to solve on Contour’s list. The company often functions as most commercial heat treaters do, receiving work to process in their on-site equipment. This equipment includes 12 case hardening machines and nitriding and ferritic nitrocarburizing machines. Custom designed equipment, however, also leaves the company’s Indiana or Mexico facilities and is delivered to clients as needed. This is because the company functions with the motto that pre-designed machines are not always best, and sometimes, you just have to build the machine around the part, not the part around the machine. This motto has led Contour to solve many a client’s failure with a unique, built-to-client-speculation machine, delivered on time.
What is Contour’s next set of problems to solve? In the upcoming years, the company is looking forward to providing solutions to bridge the gap between design constraints and manufacturing feasibility. Unmanned drones and electric vehicles are two of the key players in this area. On a broader scale, the company hopes to find a solution that fits the torque requirements of electric motors, as well as keeps the size of components small. Whatever the next problem may be, this group of engineers and heat treaters is prepared to tackle it.
Nikola Tesla afirmó: <<Si quieres descubrir los secretos del universo, concéntrate en la energía, la frecuencia y la vibración.>>
Al revisar los mecanismos internos de un sistema de inducción es posible evidenciar cada uno de estos tres elementos. Los 10 pasos de esta guía servirán para apoyar a los operadores de departamentos internos de tratamiento térmico en entender los secretos de la inducción para así identificar posibles escollos en tales sistemas y dar solución a problemas comunes que se puedan presentar.
This original content article was first written by Alberto Ramirez, engineer of Power Supply and Automation at Contour Hardening, Inc. and an honoree from Heat Treat Today’s 40 Under 40 Class of 2021, for Heat Treat Today's May 2023 Sustainable Heat Treat Technologiesprint edition. Read the Spanish version below, or click the flag above right for the English version.
Alberto Ramirez Power Supply and Automation Engineer Contour Hardening, Inc.
Contact us with your Reader Feedback!
Los metales pueden calentarse mediante el proceso de inducción electromagnética, mediante el cual un campo magnético alternativo cerca de la superficie de una pieza de trabajo metálica (o conductora de electricidad) induce corrientes de Eddy (y, por lo tanto, calentamiento) dentro de la pieza de trabajo.
Los sistemas de inducción pueden llegar a ser sistemas complejos que tienen como objetivo endurecer piezas o secciones específicas de un componente mecánico, dependiendo del grado de complejidad de la pieza a tratar; para el profesional, el desafío será el diagnóstico de los problemas que se lleguen a presentar.
1. Familiarízate con el proceso
Figura 1. Proceso de endurecimiento por inducción Source: Contour Hardening, Inc.
El proceso de inducción envuelve muchas características tales como: posición de la pieza dentro de la bobina de inducción, posiciones de carga, posiciones de enfriamiento, tiempos de ciclo, potencia eléctrica aplicada, entre otras. Es importante que el profesional sea capaz de identificar la falla y la situación particular en el momento en el que se está presentando.
En algunas ocasiones las fallas no son evidentes y, por ende, es indispensable analizar la pieza que ha sido tratada; este análisis puede ser clave para entender situaciones tales como: falta de profundidad de capa por potencia eléctrica o disminución en la frecuencia de salida, entre otros posibles escenarios.
Adicional al análisis de la pieza, es vital inspeccionar la “escena del crimen” ya que muchos de los sistemas de inducción, dada la naturaleza del proceso y el peligro que implica manejar altos potenciales eléctricos, suelen ser en extremo automatizados y las estaciones de trabajo de difícil acceso para el personal, así que una buena estrategia de trabajo consiste en observar detenidamente las condiciones generales del equipo para determinar el punto de inicio para la resolución del problema.
2. Identifica los componentes principales de tu sistema de inducción, así como los mecanismos de seguridad para ciertas zonas en particular
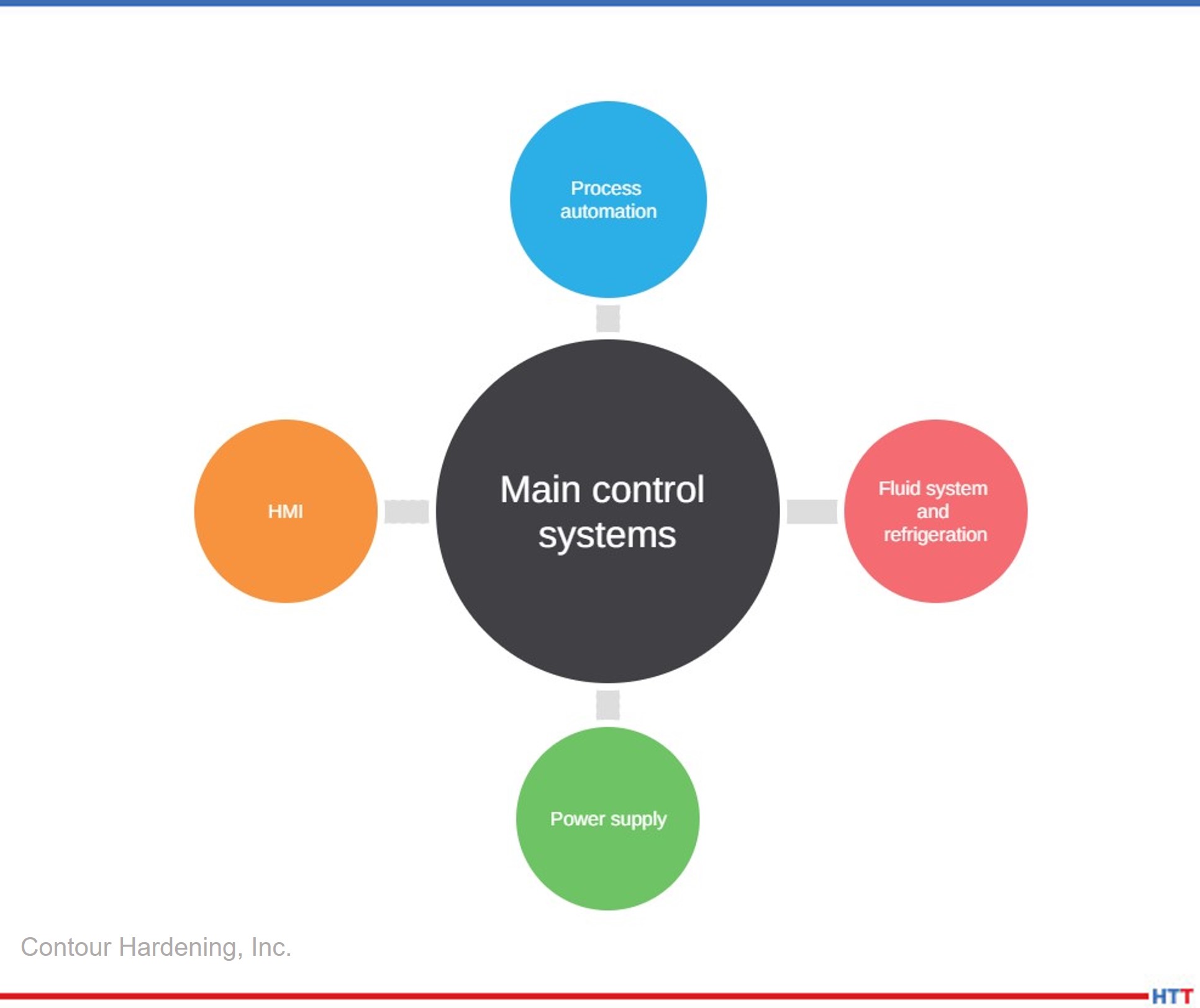
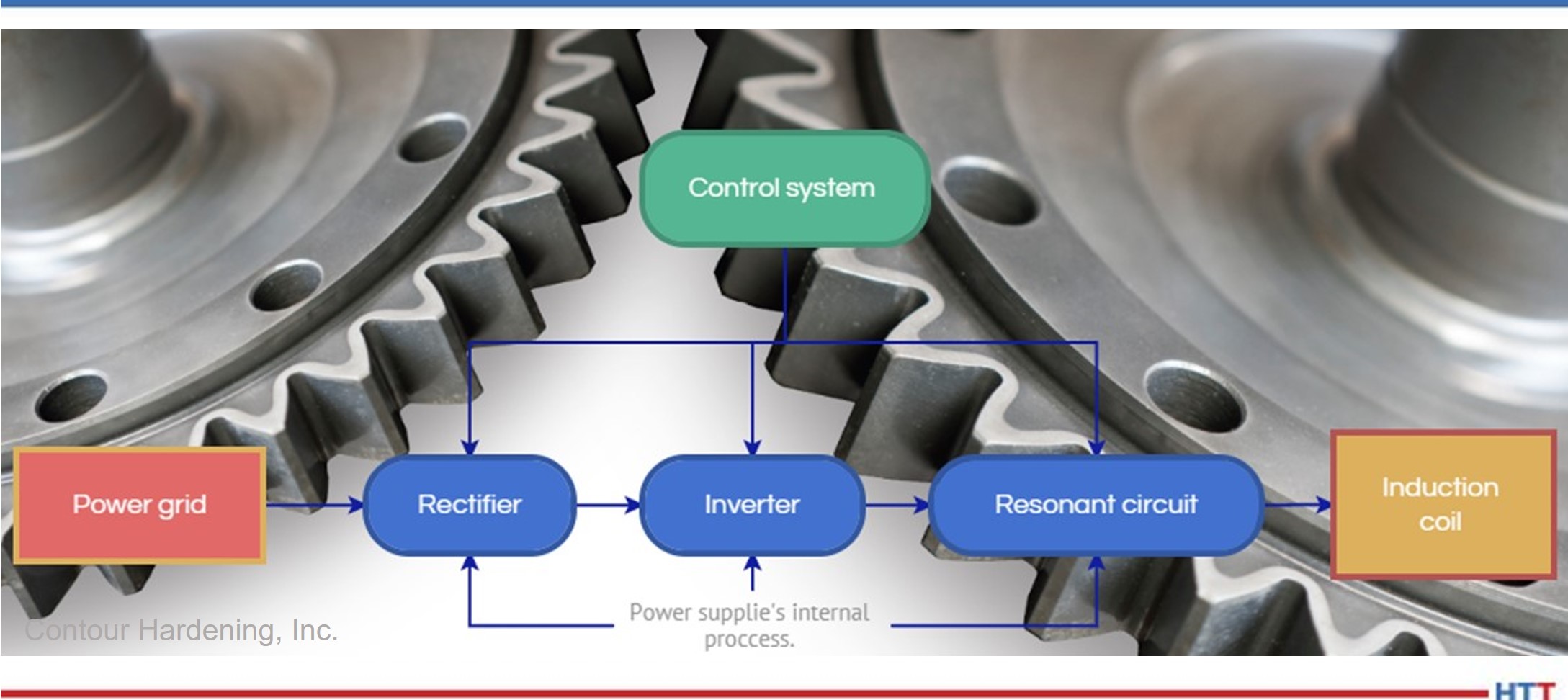
Entender la interrelación del sistema es importante para comprender qué elemento realiza cierta acción, así como los canales de comunicación entre ellos. Una vez que se genere este conocimiento, se puede asociar una falla a un componente en particular. Usualmente los sistemas de inducción se componen de los siguientes elementos:
Figura 2. Componentes de un sistema de inducción Source: Contour Hardening, Inc.
Como mencionamos con anterioridad el proceso implica altos potenciales eléctricos, y para eso la naturaleza de las fuentes de alimentación involucra dispositivos electrónicos de potencia, como capacitores eléctricos, los cuales almacenan energía y, por ende, es importante descargar eléctricamente el sistema antes de comenzar a inspeccionar un equipo.
3. Ten preparadas las herramientas necesarias para realizar un buen análisis del problema
Figura. Capacitores Source: Contour Hardening, Inc.
Al igual que cualquier problem técnico, el uso de la herramienta mecánica es indispensable al realizar algún tipo de proyecto, pero para el diagnóstico de una falla en un equipo de inducción es importante contar con:
Osciloscopio
Generador de funciones
Amperímetro
Multímetro digital y analógico.
Sondas de alto voltaje
Sin estos elementos es muy difícil llegar a un diagnóstico fiable, y la posibilidad de encontrar la falla es mínima. Por ende, tener estos medidores en buen estado y, sobre todo, calibrados nos da una perspectiva más clara del problema.
4. Verifica que los sensores del proceso, los monitores de energía y las bobinas de inducción funcionen correctamente
Existen distintos medidores que recogen información acerca del proceso; esta información en su mayoría puede ser visualizada a través del HMI (Human Machine Interface), y, en muchas ocasiones, una buena manera de comenzar a entender el problema es recopilar la información del proceso. Si los medidores no funcionan correctamente, te pueden llevar a conclusiones erróneas.
Verifica que los medidores de energía estén funcionando correctamente, así como tus señales de entrada y de salida.
Las bobinas de inducción son un elemento clave en el proceso de inducción ya que acorde a su geometría generan los campos magnéticos adecuados para lograr los resultados metalúrgicos esperados. Si existen fugas de agua o los elementos de transmisión eléctrica se encuentran sueltos o sucios, seguramente podrán ser la raíz del problema. Es importante comenzar a realizar el diagnóstico de la falla una vez se haya descartado este circuito en particular.
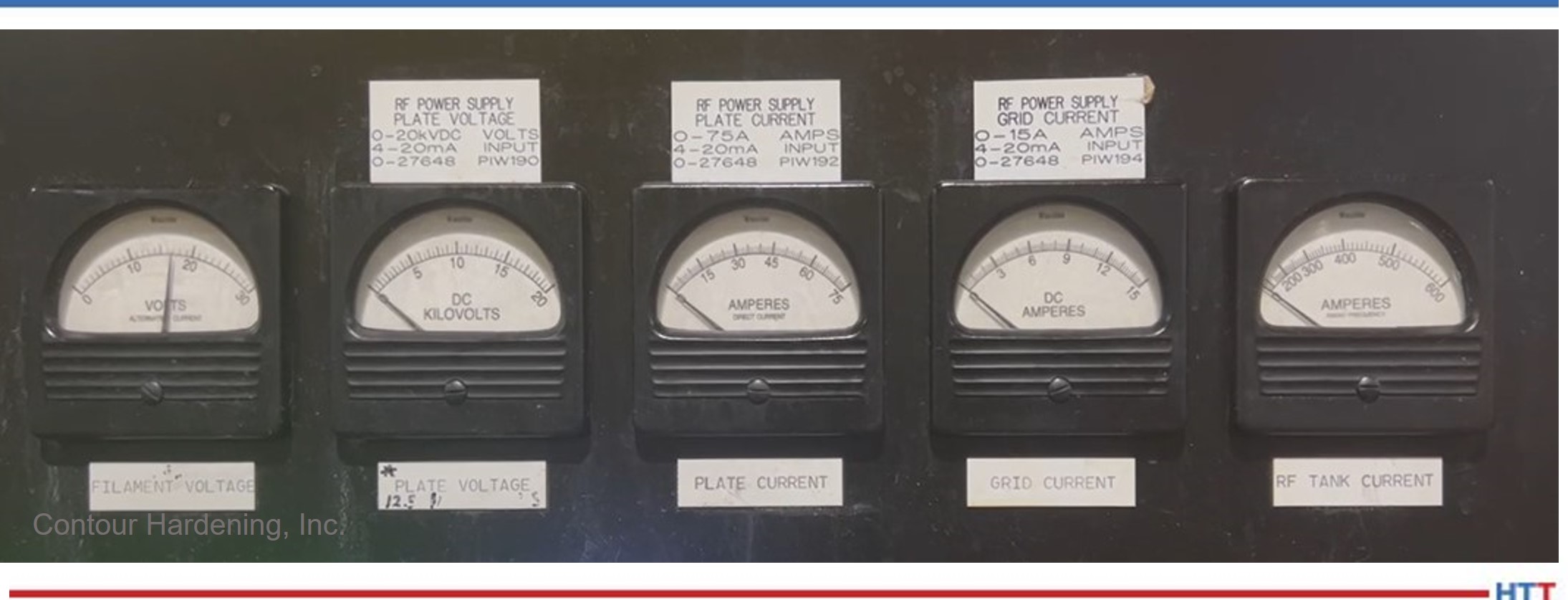
Figura 4. Ejemplo de parámetros de energía Source: Contour Hardening, Inc.
5. Realiza estudios de energía constante en tu subestación para identificar posibles problemas en tu suministro de energía, así como tiempos críticos
La energía eléctrica es la fuente principal en un proceso de inducción; las fuentes de alimentación transforman y potencializan este recurso para crear campos electrónicos lo suficientemente fuertes para generar el calor en la pieza.
Por ende, es importante descartar con evidencia que el problema en cual nos encontramos no se debe a una falla del sistema eléctrico del cual nuestro sistema de inducción forma parte. De igual manera entender cómo se comporta nuestro sistema eléctrico nos puede ayudar a generar patrones de comportamiento que puedan determinar la solución en momentos específicos en los que se lleguen a presentar.
6. Trabaja de forma metódica documentando tus movimientos y realiza un paso a la vez
Los sistemas de inducción pueden ser muy intimidantes si no has tenido experiencia previa, y, al igual que con cualquier elemento o situación, es importante abordar de manera lógica el problema analizando el modo de la falla, identificando las partes principales que interactúan en ese preciso momento, y, a partir de este análisis, documentar y realizar pequeños pasos, uno a la vez, ya que, de no ser así, es muy probable que pierdas todo el trabajo realizado y la situación empeore.
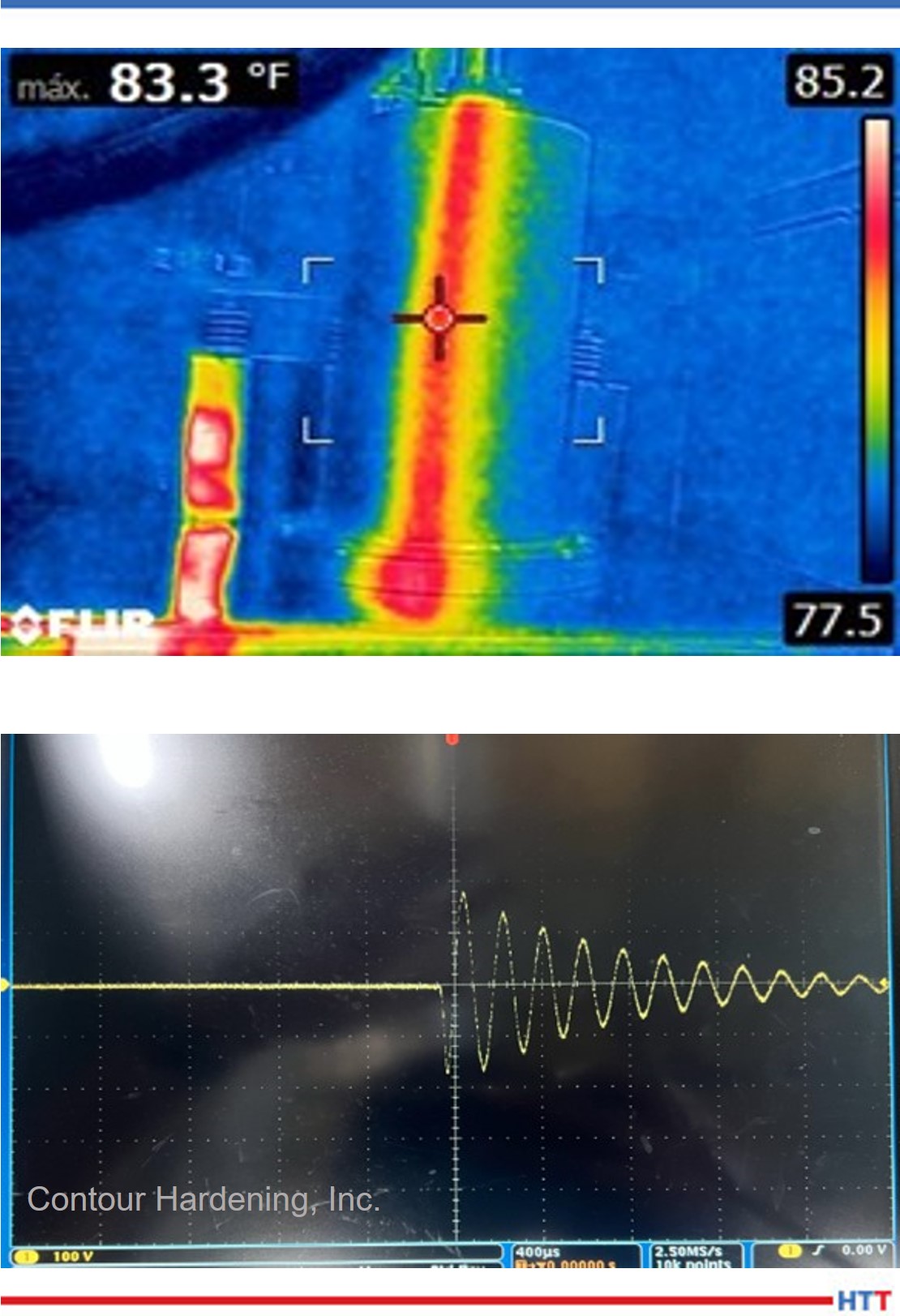
Figura 5. Antes y durante un arco eléctrico dentro de la línea de transmisión Source: Contour Hardening, Inc.
Si los movimientos no son exitosos, siempre puedes regresar a tu punto de partida e intentar otro acercamiento. La idea consiste en que el modo de la falla se mantenga estable sin importar los movimientos realizados hasta que se resuelva el problema. De esta manera lograrás contener la falla; de otra manera podrías estar dañando otros elementos sin darte cuenta.
Es muy importante entender que los procesos son secuencias que anteceden y preceden a nuevos eventos; si entiendes el proceso y, una vez resuelto el problema, ahora tienes una nueva falla, es importante analizar si esta falla es la continuación del proceso ya que, de ser así, es posible que te encuentres frente al caso de un evento que está desencadenado una serie de fallas y se haga necesario practicar un análisis más profundo. La idea general es llegar a la raíz del problema y mitigar el riesgo.
7. Intenta cualquier posibilidad relacionada con el proceso sin importar que la relación entre ésta y el problema no sea directa
Un pensamiento lógico puede resolver la mayoría de las fallas técnicas de un sistema, pero, para fallas excepcionales, es necesario utilizar la imaginación y agotar todos los recursos posibles ya que el área de interés más insignificante o el lugar menos pensado puede ser la clave para resolver un problema.
8. Conoce tus fuentes de alimentación
Uno de los factores claves en cualquier equipo de inducción son sus fuentes de alimentación. Las fuentes de alimentación son equipos que no requieren un mantenimiento tan arduo en comparación con otros sistemas en la industria, pero, de no presentarse las condiciones mínimas de mantenimiento, pueden generar altas pérdidas para la organización.
Figura 6. Diagrama de flujo del proceso eléctrico en una fuente de alimentación Source: Contour Hardening, Inc.
En los casos en los que el problema se encuentra en las fuentes de alimentación, es vital que se siga el mismo proceso metódico previamente descrito. Entender cómo funciona el proceso de transformación de la energía te dará una ventaja, al igual que conocer los componentes empleados o el tipo de tecnología utilizado en el proceso de rectificación, en la inversión (estado sólido o tubos de electrones) y en el circuito resonante. Generalmente las fuentes de alimentación siguen el siguiente patrón de transformación (Figura 6).
9. Identifica las partes críticas de tu equipo de inducción y prepara un inventario de éstas
Figura 7. Daño en una bobina de inducción Contour Hardening, Inc.
Usualmente los componentes que forman parte de las fuentes de alimentación son difíciles de conseguir dependiendo de la antigüedad de tu equipo, y con la reciente crisis de microchips en el mercado, existen tiempos de entrega muy largos para los elementos de control y automatización; de igual manera, los precios de los mismos se han disparado. Por ende, es vital que exista una lista de partes críticas y un inventario de éstas.
Adicionalmente a los elementos descritos, las bobinas de inducción suelen ser elementos muy característicos e importantes en el proceso de inducción. Éstas bobinas son elementos complejos que han sido diseñados exclusivamente para la pieza, por lo que su fabricación puede tomar varias semanas, y es importante tomar las precauciones necesarias para mantener un movimiento de mantenimiento constante.
10. Realiza mediciones preventivas al sistema para generar un patrón de comportamiento
Figura 8. Ejemplo de posibles mediciones Contour Hardening, Inc.
Cuando el sistema se encuentre trabajando en óptimas condiciones, genera un plan de medición el cual te permita recopilar información de puntos específi cos dentro del sistema. Una vez que se vuelva a presentar una nueva falla puedes comparar las mediciones de falla contra las del buen funcionamiento. Algunos ejemplos de mediciones pueden ser:
Temperatura
Voltaje
Corriente eléctrica
Resistencia y capacitancia
Formas de onda
En resumen
Una metodología de trabajo ordenada y documentada, un buen catálogo de piezas de recambio, junto con las herramientas de trabajo necesarias, pueden ser elementos clave para entender un problema y, lo que es más importante, resolverlo de forma eficaz.
Es vital que los profesionales se capaciten de manera constante para mejorar los tiempos de paro debido a fallas en los sistemas de inducción. La capacitación relacionada con procesos metalúrgicos sería una buena forma de complementar tus habilidades de resolución de problemas permitiéndote interpretar las características de los sistemas de inducción, al igual que de los elementos que los componen.
Bibliografía
Valery Rudnev and George Totten, ed., ASM Handbook Volume 4C: Induction Heating and Heat Treatment, (Materials Park, OH: ASM International Heat Treating Society, 2014), 581- 583
Sobre el autor: Alberto C. Ramirez es ingeniero en Mecatrónica egresado del Instituto Tecnológico Nacional de México Campus León con una maestría en Administración de Tecnologías de la Información por el Instituto Tecnológico de Monterrey. Cuenta con más de 8 años de experiencia en fuentes de alimentación, gestión de proyectos, mantenimiento y automatización. Actualmente se desempeña como ingeniero de fuentes de alimentación y automatización en Contour Indianapolis. Alberto inició su carrera en la fi lial de Contour en México y debido a su dedicación forma parte del staff en los Estados Unidos.
He is also an honoree from Heat TreatToday's 40 Under 40 Class of 2021.
Nikola Tesla said, “If you want to find the secrets of the universe, think in terms of energy, frequency, and vibration.” These three components are evident in getting to know the inner workings of an induction system. When it comes to troubleshooting such a system at in-house heat treat departments, this 10 step guide will help heat treat operators understand the secrets of induction and solve common problems that may arise.
This original content article was first written by Alberto Ramirez, engineer of Power Supply and Automation at Contour Hardening, Inc. and an honoree from Heat Treat Today’s 40 Under 40 Class of 2021, for Heat Treat Today's May 2023 Sustainable Heat Treat Technologiesprint edition.
Alberto Ramirez Power Supply and Automation Engineer Contour Hardening, Inc.
Contact us with your Reader Feedback!
Metals can be heated by the process of electromagnetic induction, whereby an alternative magnetic field near the surface of a metallic (or electrically conductive) workpiece induces eddy current (and thus heat) within the workpiece. Induction systems can be complex systems that aim to heat treat specific parts or sections of a mechanical component; depending on the degree of complexity of the part to be treated, it will be the challenge of a professional to detect any problem.
1. Familiarize Yourself with the Process
Figure 1. Induction hardening process Source: Contour Hardening, Inc.
The induction process involves many characteristics such as: position of the piece within the induction coil, load positions, cooling positions, cycle times, applied electric power, and others. It is important that the professional can identify the failure and the particular situation at the moment in which it is occurring.
On some occasions, the failures are not evident and therefore it is essential to analyze the part that has been treated. This analysis can be key to understanding situations such as poor depth due to electrical power or decrease in output frequency, among other possible scenarios.
In addition to the analysis of the piece, it is vital to inspect the “crime scene,” since many of the induction systems — given the nature of the process and the danger involved in handling high electrical potentials — are usually highly automated and the work stations are difficult for staff to access. A good work strategy consists of carefully observing the general conditions of the equipment to determine where the problem will begin to be solved.
2. Identify Main Components and Certain Security Mechanisms of Your Induction System
Understanding the interrelationship of the system is important to comprehend which element performs a certain action, as well as the communication channels between them. Once this knowledge is generated, a failure can be associated with a particular component. Induction systems are usually made up of the elements in Figure 2.
Figure 2. Induction system components Source: Contour Hardening, Inc.
As we mentioned before, the process involves high electrical potentials, and for this reason, the nature of the power supplies involves power electronic devices such as electrical capacitors, which store energy. Therefore, it is important to electrically discharge the system before beginning to inspect a piece of equipment.
3. Have the Necessary Tools Ready To Carry Out a Good Analysis of the Problem
Figure 3. Capacitors Source: Contour Hardening, Inc.
Like any technical problem, the use of a mechanical tool is essential when carrying out some type of project, but for the diagnosis of failure in induction equipment it is important to have:
Oscilloscope
Function generator
Ammeter
Digital and analog multimeter
High voltage probes
Without these elements it is exceedingly difficult to reach a reliable diagnosis, and the possibility of finding the fault is minimal. Therefore, having these meters in good condition and above all, calibrated, gives a clearer perspective of the problem.
4. Verify that the Process Sensors, Power Monitors, and Induction Coils Are Working Properly
There are different meters that collect information about the process. This information can mostly be viewed through the HMI (human machine interface). On many occasions, a good way to begin to understand the problem is by collecting the information on the process. If these meters do not work correctly, they can lead you to wrong conclusions.
Verify the energy meters are working correctly, as well as your input and output signals.
Induction coils are a key element in the induction process since, according to their geometry, they generate the appropriate magnetic fields to achieve the expected metallurgical results. If there are water leaks or the electrical transmission elements are loose or dirty, it could be the root cause of the problem. It is important to start troubleshooting once this circuit is ruled out.
Figure 4. Energy parameters example Source: Contour Hardening, Inc.
5. Carry Out Studies of Constant Energy in Your Substation To Identify Possible Problems in Your Energy Supply, Including Critical Times
Electrical energy is the main source in an induction process, power supplies transform and potentiate this resource to create electronic fields strong enough to generate heat in the piece.
Therefore, it is important to find evidence that rules out failures of the electrical system that the induction system is a part of. In the same way, understanding how our electrical system behaves can help us generate behavior patterns that can determine the solution at specific times when it may arise.
6. Document Your Work Methodically and Take One Step at a Time
Induction systems can be very intimidating if you have not had previous experience, and, like any element or situation, it is important to logically approach the problem by analyzing the failure mode, identifying the main parts that interact at that specific moment. From there, document and take small steps, one at a time. If you don’t, it is very likely you will lose all the work you have done, and the situation will get worse.
Figure 5. Before and after of an arc at the transmission line Source: Contour Hardening, Inc.
If the moves are unsuccessful, you can always return to your starting point and try another approach. The idea is that the failure mode remains the same no matter what moves you make until the problem is resolved. In this way you will have the failure contained, otherwise you could be damaging other elements without realizing it.
It is very important to understand that the processes are sequences that precede and proceed new events. If you understand the process and solve a problem, but now have a new failure, it is important to analyze if this failure is the continuation of the process. If so, it is possible that you find yourself in a case where an event is triggering a series of failures. Therefore, a more in-depth analysis must be carried out. The idea to generate is to get to the root cause and mitigate the risk.
7. Try Any Possibility Related to the Process Regardless of Whether the Relationship Between It and the Problem Is Not Direct
Logical thinking can solve most of the technical failures of a system. For exceptional failures, however, it is necessary to use your imagination and exhaust all possible resources, since the smallest area of interest or the least thoughtful place can be the key to solving a problem.
8. Get To Know Your Power Supplies
One of the key factors in any induction equipment is its power supplies. Power supplies are equipment that do not require such arduous maintenance compared to other systems in the industry, but if the minimum maintenance conditions are not present, they can generate high losses for the organization.
Figure 6. Flow diagram of the energy process at the power supply Source: Contour Hardening, Inc.
In cases where the problem is the power supplies, it is vital that the same methodical process previously described is followed. Understanding how the energy transformation process works will give you an advantage, as will knowing the elements that compose them or the type of technology used in the rectification process, in the inversion (solid state or electron tubes) and in the resonant circuit. Generally, power supplies follow the transformation in Figure 6.
9. Identify the Critical Parts of Your Induction Equipment and Prepare an Inventory
Figure 7. Coil damage Contour Hardening, Inc.
Usually, the elements that belong to the power supplies are difficult to obtain depending on the age of your equipment. With the recent microchip crisis in the market, control and automation elements have very long delivery times or the prices are very high. Therefore, it is vital that there is a list of critical parts and an inventory of these.
In addition to the elements described, induction coils are usually very characteristic and important elements in the induction process. These coils are complex elements that have been designed exclusively for the piece, so their manufacture can take several weeks, and the necessary precautions must be taken to maintain a constant maintenance movement.
10. Perform Preventative Measurements to the System To Generate a Pattern of Behavior
Figure 8. Possible examples of measurements Contour Hardening, Inc.
When the system is working in optimal conditions, generate a measurement plan which allows you to generate information on specific points within the system. Once a new failure occurs again you can compare the measurements of failure against those of good performance. Some examples of measurements can be:
Temperature
Voltage
Current
Resistance and capacitance
Waveforms
Summary
An orderly and documented work methodology, a good spare parts catalog, and the necessary work tools can be key elements to understand a problem and, more importantly, to solve it effectively.
It is vital that professionals are in continuous training in order to decrease downtime due to failures in induction systems. Training related to metallurgical processes would be a good way to complement your resolution skills by being able to interpret the characteristics of induction systems with the elements that compose it.
References
Valery Rudnev and George Totten, ed., ASM Handbook Volume 4C: Induction Heating and Heat Treatment, (Materials Park, OH: ASM International Heat Treating Society, 2014), 581- 583.
About the Author: Alberto C. Ramirez graduated from the National Technical Institute of Mexico as a mechatronics engineer. He earned his master’s degree in information technology administration from Monterrey Institute of Technology. With more than eight years of experience in power supplies, project management, maintenance, and automation, he currently works as a Power Supply and Automation Engineer at Contour Indianapolis. Alberto began his career at the Contour subsidiary in Mexico and due to his dedication, he is part of the staff in the United States. He is also an honoree from Heat TreatToday's 40 Under 40 Class of 2021.
Welcome to another episode of Heat Treat Radio, a periodic podcast where Heat Treat Radio host, Doug Glenn, discusses cutting-edge topics with industry-leading personalities. Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript. To see a complete list of other Heat Treat Radio episodes, click here.
Audio: Eliminating Human Error in Heat Treat: Contour CEO, Ben Crawford
In this conversation, Heat Treat Radio host Doug Glenn engages new Contour Hardening CEO Ben Crawford, in a wide-ranging conversation about his background and vision for moving Contour Hardening into the future. According to Mr. Crawford, 100% product inspection is in the future and a heavy emphasis on automation and the removal of human error will be the focus of the company moving forward. Find out more about Contour’s plans for expansion both geographically and with the addition of nitriding as a process capability.
Click the play button below to listen.
Transcript: Eliminating Human Error in Heat Treat: Contour CEO, Ben Crawford
Doug Glenn (DG): So 100% automated inspection is on its way, that according to Contour Hardening CEO and president Ben Crawford, who is our guest today on Heat Treat Radio. Welcome to this episode, which was recorded when Mr. Crawford was just one year into being the new president and CEO of the company.
Ben Crawford, CEO and President of Contour Hardening
Ben Crawford (BC): I am currently the president and CEO of Contour Hardening and Realpower. I started about a year ago. I’ve been in industry of heat treat for about 30 years. I’ve worked for Bodycote, Bluewater Thermal Solutions, Paulo Heat Treating, and now Contour Hardening, which has give me a lot of exposure to how publicly traded companies think, private equity thinks, and family businesses think. One of the great things that I’ve been able to gain over the 30 years is what’s important to each type of investment, from family to public.
DG: Most recently you were at Bluewater, I believe.
BC: In December of 2012, the business sold and it was broken apart. Approximately six plants went to Bodycote, (all the southeast plants), and the balance went to a private equity group up in New York called Aterian Investment Partners. I stayed on for exactly one year, October of 2013, and we each went our separate ways. Then I worked with the Gasbarre group for a couple of years, and then I joined Paulo, and now recently Contour Hardening.
DG: Tell me a bit about Contour and specifically what excites you about it.
BC: Most importantly, this is going to be the first time in 30 years that I’ve had a job in my own hometown, so that’s pretty exciting. What’s exciting about Contour is I’ve done business with them throughout the years. They’ve been solely an induction heat treat provider. They’ve also built equipment for the market. But what makes them different is I see Contour as more of an engineering company than a heat treat company. The team there has a lot of engineers from mechanical, electrical, controls engineers, and in a company of our size, being privately held, we have four metallurgists on staff, so we consistently look for ways to problem-solve, find new ways to take part applications, and I think the most significant thing that really separates Contour is that our team is very focused on providing results to how that part is going to move during the treatment process and that’s really what separates us. We inspect green parts as they come in and heat treated parts as they are going out, and in all of my 30 years, I’ve never been with any heat treat company that has ever done that and has really focused on dimensional control stability and telling the customer how their part’s going to react in heat treatment. So very much more of an engineering company than just a “me too” heat treater. There are a lot of people who put parts in ovens, process the parts, and send them back out. We’re very much different. I think that as soon as you walk through our facility through the front door and go through our quality lab and out to the shop floor, it is a significant experience in how we manage the heat treat facility and the entire engineering department.
DG: You mentioned that one of the great advantages for this job was that it was in your hometown. We ought to probably make sure that our readers know where you guys are located. You’re in the Midwest, yes?
BC: Yes, we are located in Indianapolis, Indiana, so we’re in the heart of the Midwest, particularly the heart of the automotive sector. Most of our business today is focused on automotive, and we’ll talk about plans for diversification coming up. We also have a plant in Silao, Mexico, that is in the very centerpoint of all of Mexico, again focused on automotive processing today.
DG: After asking Ben who owned the company, he mentioned that the management team was looking to execute a buyout in the near future. That being the case, I asked him to tell us who was on that management team.
BC: Contour’s executive team is myself; Neil Merrell, who is the Vice President of the company; Tim Chaplin, who runs all the commercial sales marketing for us; Donald Smith, who takes on strategic directives for the entire company; and Sam Spenia, who is the Chief Financial Officer. We make up the core team.
Tim Chaplin, Commercial Director, Contour
Donald Smith, Strategic Initiatives Director, Contour
Sam Spenia, CFO, Contour
DG: You mentioned diversification. Why don’t you give the readers a sense of what your current mix of business is, or has been recently, and then what you’re doing to diversify.
BC: Today, we’re predominantly about 90% automotive. Over the past year, we engaged the core group for strategic planning and we took a hard look at our business, a 5 year outlook, and worked backwards. A couple of key things that we noticed is that we wanted to change our end markets. We wanted to get into more aerospace AG business, so one of the things we’ve done to focus on that is that we’ve got our first nitride installation coming up next month. We’re currently working on AS90/100 and we have our first commitments and purchase orders to process parts for Rolls-Royce and their supply base, so we’re very excited to become an important supplier for Rolls-Royce in the Indianapolis market. The reason that is very strategic is because today Rolls-Royce parts leave the Indianapolis market, so we’re able to fulfill a void for gas nitriding while keeping the parts right here in Indianapolis.
DG: Ben then wanted to discuss the geographic diversification of the company. But before he did, I asked him to elaborate a bit on the company’s move into nitriding. Tell us a little about the expansion into adding on nitriding. That is new to Contour, correct?
BC: Yes, and we’re very excited about it. The reason why we chose nitride is one, it is an expansion in the entire heat treat market. Nitride is growing because it is low distortion, low temperatures, the product comes out clean, you can control the types of depth and cases required by the customer. It fits very well with what our induction provides. We are very precise in what we provide for induction services. Again, minimal distortion, we can provide clean parts. It compliments what we’re doing today so that is why it was very important for us to focus on nitriding because they compliment each other and we had a lot of requests in the market for customers asking us to expand into nitriding. This was simply because we’re very focused on the engineering part of it–the dimensional control, providing outlook of what’s going to happen to that part before we ever process the part, and that’s been very important to customers in their designing of products and then working with us as we develop the process in the part.
DG: Tell us a little about your investment in the nitriding effort. How much? What are you doing? Where’s it going to be? Where do you see it in 3–5 years?
Research & Development
BC: We have partnered with Gasbarre and we’re very excited about this partnership. We will receive the unit in approximately 2–3 weeks, and it’s going to be installed in Indianapolis, Indiana. The reason why it’s going to Indianapolis, Indiana is that is where our core engineering team is, our research development team and three of the four metallurgists are located there. We have planned for 6 units in Indianapolis and 3 units in Silao, Mexico. The reason we planned for 9 units, and this is in a period of approximately 5 years, is that we have demand from our customers. The unfortunate part of this is that we’re not going to be able to build these fast enough to meet the demand of what our customers require and the expectation, but it is very exciting. We’re going to become a very dominant player in the nitride market and we’ll be a very dominant player in the induction market. So we will do two things very well–induction and nitride, and that’s what’s pretty exciting about it.
DG: Next we will talk about Contour’s geographic diversification as well as take a peek into Ben’s future plans for Contour, and some very interesting comments about cybersecurity, the current labor market, and Contour’s drive to eliminate process variability.
Besides the process diversification, which includes the addition of nitriding to their process mix, Ben also indicated that Contour was planning on diversifying geographically.
BC: We currently have several geographic expansions that we’re working on. Today we’ve got a potential opportunity in the Southeast and the Southwest and we hope both those expansions come to fruition over the next year. What we’ve been able to do is partner with other commercial heat treat companies that today don’t offer induction or nitride services. We can fulfill that void, expand the market together and expand Contour’s presence nationally, which we’re very focused on.
DG: Do you want to say anything more about the potential expansions into the Southeast or Southwest, or is it too early to comment on that?
Production Line
BC: I think it’s a little bit too early. The goal is to expand in these facilities, then over a 3, 4, 5 year period, to buy out these owners. These are owners that want basically transition plans. They may not want out today, they don’t want to give up full ownership, but if we acquire them over a 5 year period, this allows them to do two things–one, remain active in the business, but then have a buyer for the business when they’re all done let’s say in 5 years.
DG: I thought you were doing green field type stuff, but it sounds like you’re doing acquisitions.
BC: Yes, basically it’s going to be a brown field, so we’re going to go right inside other heat treat companies that have space on the floor today. That way we don’t have to invest in all of the infrastructure, all the costs that aren’t necessary, so that we’re leveraging people that have done it, know the market, and we’re going to bring some knowledge to the market of past clients and potential clients and clients that we are doing business with today. That’s the whole vision–to leverage what is already being done, and basically it’s cost avoidance. These commercial heat treat shops already have the infrastructure in place to get us up and running very fast, and we would build the induction equipment and be up and running pretty quick.
DG: As you’re moving forward now, looking at Contour over the next 3–5 years, two questions: One, what excites you most? What are you the most optimistic about? And secondly, what keeps you up at night?
BC: The most exciting thing that we’ve been able to address at Contour in the next year, and really moving forward, is that we’re very focused on automation. We have defined automation in several categories, but it’s the use of robotics, it’s the use of data acquisition, and it’s the use of how do we eliminate variation. We’ve installed two robots. One is a fully integrated cell where we have no operators interacting in the cell today. So we’ve been able to one, minimize labor content, which is very, very important in the market to remain competitive. But I think the most significant change that I see in the market today is we have to reduce variation. Customers expect that. So anytime we have operators interacting with the machine and making decisions and recording information, there is that risk or chance of making a mistake, and that is what this entire cell has done. We’ve eliminated all of those mistakes. The machine processes the parts, 100% inspects the parts, sends it through tempering, takes a look at it again, and then the part is repackaged and returned right to the customer. So every part coming off that line is 100% inspected and all of the data is automatically gathered. We have installed an MES (manufacturing excellence system) that communicates with the PLCs at the unit, grabs that information, and then uploads it into our ERP. I think the whole automation part, from the robotics to the data acquisition in the type of systems that we’re using to analyze the data, is so important and if companies aren’t doing those things today, it’s going to make it very tough on them to work with sophisticated customers in the entire global market. That’s one of the things we’ve been very, very successful at in this past year, gaining new business simply on how we’re managing data because customers want that variation eliminated.
Robotics
The things that keep me up at night relate just to this: When you have “spill” sometimes, let’s say in particular automotive, where product gets out of containment and gets shipped and there are some quality suspect parts released, with our new lines that we’re installing, we’re not doing sample testing anymore, the parts are being 100% inspected in-line as we’re processing live. So it gives me much more comfort to sleep at night knowing that I’m not inspecting 5%, 10% or whatever the requirement might be. The parts today on the new lines are 100% inspected, so we’re very, very focused on what we call automated inspections that we want to move our entire company to all of the products 100% tested, which is very, very different from most companies in the automotive field. Today at Contour, we process. And if you think about this for an induction company, between both facilities today, 40–50,000 parts per day and within the next year, every one of those parts will be 100% tested automatically, using technology software robotics before they leave our facility. So that provides a great deal of comfort, one, to me, and really is a very competitive position in the marketplace that our customers really like. It attracts them to do business with us and it creates a lot of interesting discussions.
DG: You had mentioned about automation and data collection. That sparked in my mind the question about the “customer experience” and whether or not you guys are doing anything along the line, or moving in any direction, towards allowing customers to monitor jobs as they’re going through the shop. I don’t know that there are too many commercial heat treaters that do that now, but I’m just curious, with internet 4.0 and all that good stuff, I know it’s possible. Any thoughts or comments on that?
BC: That’s a terrific question, and I’m glad you brought this up. Over the past year, Contour reinvented ourselves–new logo, new marketing, new message, new go-to-market strategy in everything that we’re doing. So as part of this entire upgrade, customers will have a portal access, and that will happen this year, which we are very excited about. They’re going to be able to request documentation from shippers to certifications, and they’re going to be able to have real time monitoring of their product in the shop. The number one question that every heat treater gets when a call is made from the customer is “where are my parts, and when am I going to get them?” So they’re going to have the visibility in our system in their portal to know when they’re going to get their parts and if they have any questions about that, they can instantly email and have a live chat, or they can give us a call. So we’re very excited about this, and this will be come live in 2019. Again, it’s the use of technology and automation, and we’re very, very excited. That’s really what’s going to be a different factor for Contour, positioning us as the engineering company.
DG: Now, you’re not putting internet cameras on the shop floor or in the CEO’s office are you, so that they can see if you guys are actually working?
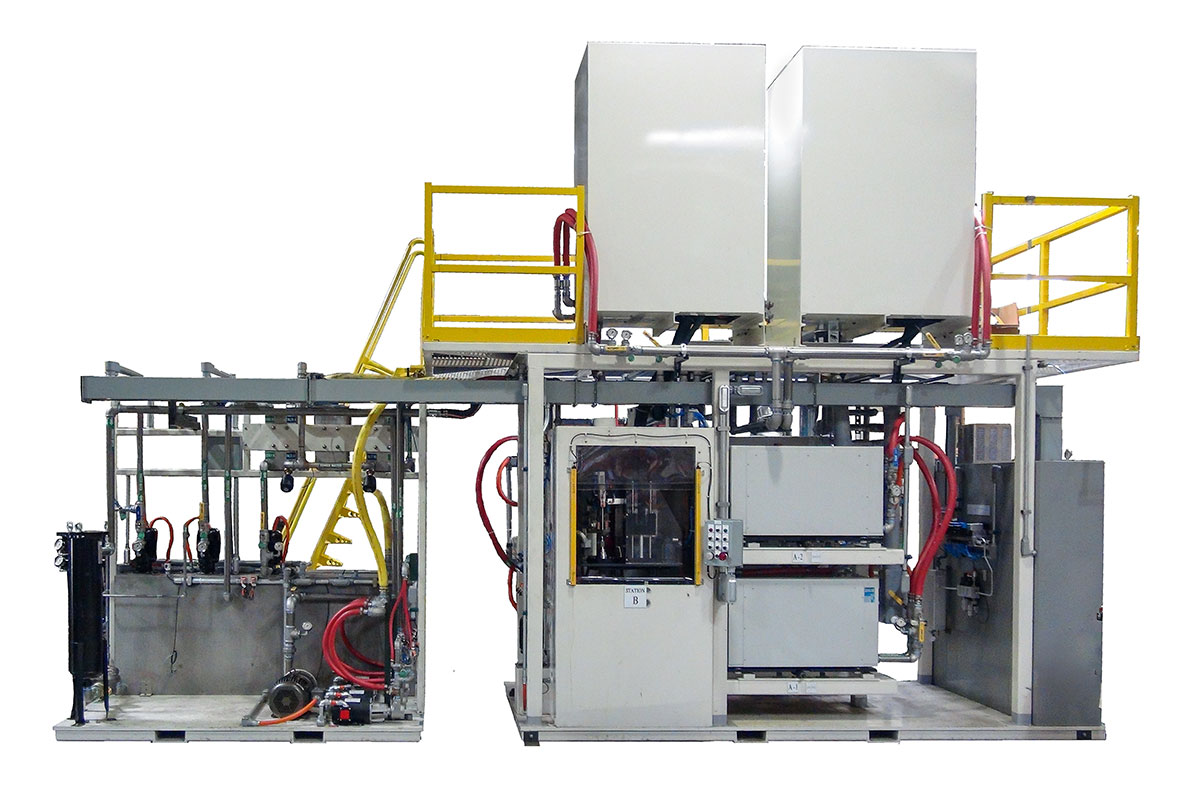
Thermal Processing Machine
BC: Unfortunately, we already have them, right? The only reason why I say that is we do capture product coming into our shop right off the truck, product going onto the truck, and we capture the live recording of all the robots and what’s happening. What’s most important, and the reason why we do also have cameras throughout the shop, is for safety. When events happen, we want to be able to look into what the problem was, what the issue was, and eliminate any safety hazards. That’s the most important use of cameras, really, the safety and the quality of the product, the two most important things of what we do every day.
DG: Speaking of internet 4.0 and the internet of things and industry 4.0–cybersecurity. Any issues you guys have had or any concerns that you currently have?
BC: We’ve had a lot of concerns. So much so, where we have people infiltrating our emails and sending fake emails for wire transfers, information, and emails distributed to the team, that we have engaged a local company here in Indianapolis, and they are completely in charge of our cybersecurity, again a new upgrade that we weren’t doing. We are very focused on the whole cybersecurity issue. We’re going to stick with what we do best, and that’s the engineering design of heat treat applications, and we’ve engaged this company and they are just absolutely amazing in the whole security aspect. You ask me what keeps me up at night–cybersecurity is one of them. What you don’t want is one of these fraudulent emails going out and somehow they hold you hostage for your families or whatever, so we are very focused on taking care of our employees, providing this very safe work environment, not only in the shop but while they’re at home, and they don’t have to worry about these invasions of their own personal space and security. We are spending a lot of money and this is the whole internet of things that you’ve been asking about that we’re very focused on.
DG: The other broad-based pressing question is labor–labor market, tightness of the labor market. Any comments about that?
BC: Labor market is getting nothing but more and more difficult, particularly the unskilled labor. Skilled labor you can attract, you just have to present a quality of life. We’re very focused on employee engagement. We have a person that we hired 6 months ago that that’s their main responsibility is employee engagement. So we’re doing a lot of things for our employees, but most importantly, the reason for the whole automation effort is that unskilled labor base is so hard to attract. Our future picture, where we’re going to go in 5 years, is we won’t have any unskilled labor. It will be skilled labor from engineers walking around the machines, tuning them, making sure everything is going well, making adjustments to the robotics. We’ll have skilled material handlers moving products in and out of cells. But we want to be a fully automated company with very highly skilled, technical people interacting with the parts and the equipment where over the next 5 years we will be higher skilled people. That’s going to be the most significant change at Contour and that’s probably the biggest thing that excites me, that we’ll have a lot more control over the quality, and again, the entire variation in the process. That’s what customers want us to focus on. That’s the enemy. Any time you have variation in your business, that’s your enemy and that’s what we’re very focused on.
Doug Glenn, Heat Treat Today publisher and Heat Treat Radio host.
To listen to more Heat Treat Radio episodes, click here.
15 Quick Heat Treat News Items to Keep You Current
Heat TreatToday offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry.
Personnel and Company Chatter
D. Scott MacKenzie, PhD., Senior Research Scientist–Metallurgy at Houghton International, was elected by the International Federation of Heat Treating and Surface Engineering (IFHTSE) to serve as president for a two-year term. Dr. MacKenzie has been the ASM representative to IFHTSE Executive Committee since 2015 and was awarded ASM Fellow in 2007; he has also published over 150 publications and books, mainly in the field of heat treating and quenching.
A new generation of leadership takes over at Michigan-based, flat-rolled steel distributor Grand Steel Products Inc. Jim Barnett, retiring as president and COO, announced that his son, Michael Barnett, has assumed those roles, having started with the company in 2006 and overseeing growth through the purchase of an operations building in 2008, purchase and installation of a slitting line in 2011, and office renovations and additions in 2014. Michael also assisted in the formation of Barnett Industrial Properties and Grand Steel Transport, where he is a Partner. This year, Jim and Michael also added a new company within the same property of Grand Steel Products’ by adding Steel Testing Laboratory (STL).
ASM International recently announced that member John Storm, president and CEO of Contour Hardening Inc. (CHI), passed away on May 13, 2018, at the age of 63. "John helped pioneer work with dual frequency induction hardening to strengthen gears and shafts by creating a uniform hardened case pattern. In 1986 . . . he ventured out to co-found CHI with the goal of supplying the industry with innovative induction hardening systems. . . He holds over 200 U.S. and International patents on a variety of processes and applications."
The Aluminum Extruders Council (AEC) announced that R. Scott Kelley, president and CEO of Service Center Metals in Prince George, Virginia, was elected to serve as chairman of the Aluminum Extruders Council. Mr. Kelley has been a member of the AEC Board of Directors since 2013 when he served as an Independent Extruder Director until he was elected to the Executive Committee in 2016 as Vice Chairman of the Council.
Gervais Jacques, Managing Director--Atlantic at Rio Tinto Aluminum, has been appointed Chair of the International Aluminium Institute (IAI). As IAI Chair he succeeds Hilde Merete Aasheim, executive vice president of Hydro's Aluminum Metal business, at the end of her two-year tenure.
Mary Pernacciaro has been named Director of Quality Management Systems at Illinois-baesd ADVANCED Heat Treating Inc, overseeing maintenance and improvements within the company’s quality systems.
Gerdau S.A. recently announced that Chia Yuan Wang, currently the Supply Chain Vice-President in North America, was appointed as the new president for its North American Long Steel Operation, succeeding the CEO of Gerdau, Gustavo Werneck, who was temporarily serving in the position during the last three months. Wang has almost 30 years of experience at Gerdau and held several positions in Brazil, Canada, China, and the United States.
Germany’s leading engine manufacturer, MTU Aero Engines AG, recently announced the formation of a separate department, Additive Manufacturing, to explore conceptual designs of applications and constructions from a bionics viewpoint, push the development of the production technology forward, and industrialize the entire process chain. Dr. Jürgen Kraus has assembled a team of around 30 professionals from various technical disciplines: design engineers, structural mechanics engineers, process specialists, and operations scheduling experts.
GE Additive recently released an update to its Concept Laser M2 cusing and M2 cusing Multilaser machines to provide aerospace, automotive, medical customers with an increased level of productivity and reliability. The upgrades include a new gas flow system and a higher build chamber with a z-axis of 350 mm and newly designed heating.
D Scott MacKenzie, Ph.D.
Jim Barnett, Michael Barnett, Grand Steel Products Inc.
John Storm
R. Scott Kelley
Gervais Jacques.
Mary Pernacciaro
Chia Yuan Wang
Dr. Jürgen Kraus
GE Additive
Equipment Chatter
A two-zone walk-in temperature humidity cycling room was recently shipped by Tenney Environmental announced the shipment of a two- zone walk-in temperature humidity cycling room to replicate negative pressure housing conditions to test door locks during the design phase. In addition, Tenney announced shipment of a vacuum temperature space simulation system for the manufacturer of laser guidance modules for satellites and other space equipment that is used to assure precise locations of equipment while they are docking together.
A manufacturer of recreational vehicles recently received shipment of a gas-fired aluminum stack melting and holding furnace from Lindberg/MPH to provide additional melting capacity and efficiency for a new die casting machine installation. Lindbergh/MPH also recently announced shipment of a box furnace with retort to a laboratory in Canada to be used to test parts in a hydrogen atmosphere. The temperature range is 212°F to approximately 2200°F and the customer will run it at a maximum temperature of 1922°F.
A natural gas-fired enhanced duty walk-in furnace was recently manufactured for a transportation technology company by Wisconsin Oven Company to be used for heat treating baskets of aluminum parts. The heat-treating equipment has a maximum temperature rating of 600°F (315°C) and has sufficient capacity to heat 1,312 pounds (5,952 kg) of aluminum from 70°F (21°C) to 482°F (250°C) within 120 minutes when loaded into an ambient oven. Wisconsin Oven Company also manufactured a custom electrically heated enhanced duty walk-in oven for an aerospace parts manufacturer to be used for curing composites. The maximum operating temperature of this composite curing oven is 500°F.
An order for advanced tubes has been received by Sandvik Materials Technology from a company related to the energy segment.
Tenney Environmental, two-zone walk-in temperature humidity cycling room
Tenney Environmental, vacuum temperature space simulation system
Lindberg/MPH, gas-fired aluminum stack melting and holding furnace
The Buehler Wilson® Reference Block Laboratory in Binghamton, New York, has achieved accreditation to ISO/IEC 17025 by A2LA (American Association for Laboratory Accreditation) for Rockwell, Knoop, Vickers, and Brinell hardness test blocks and indenters. A2LA is in full conformance with the standards of the International Organization for Standardization (ISO) and the International Electro-Technical Commission (IEC), including ISO/IEC 17025. Buehler markets the reference blocks along with the Wilson hardness testers and DiaMet software globally.
The world’s largest independent Pratt & Whitney Canada authorized PT6A Designated Overhaul Facility (DOF) with distribution rights on certain engine models, StandardAero, is celebrating its second anniversary as a chosen supplier of PT6A engine maintenance to business aircraft manufacturers Textron Aviation.
Heat TreatToday is pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to the editor at editor@heattreattoday.com.