Let’s discover new tricks and old tips on how to best serve air and atmosphere furnace systems. In this series, Heat Treat Today compiles top tips from experts around the industry for optimal furnace maintenance, inspection, combustion, data recording, testing, and more. Part 3, today's tips, examines AI and record keeping. Look back to Part 1 here for tips on seals and leaks and Part 2 here for burners and combustion tips.
This Technical Tuesday article is compiled from tips in Heat Treat Today's February Air & Atmosphere Furnace Systems print edition. If you have any tips of your own about air and atmosphere furnaces, our editors would be interested in sharing them online at www.heattreattoday.com. Email Bethany Leone at bethany@heattreattoday.com with your own ideas!
1. Use AI To Simplify Your Maintenance
Contact us with your Reader Feedback!
"cloud view of heat treating operation" Source: NITREX
Simplify your maintenance! Today, using artificial intelligence (AI) software allows the “Cloud” to do the hard work. NITREX has introduced QMULUS, a web-based software solution, with each of its nitriding systems, which examines key parameters to determine if your furnace is having any issues. Gas flows, amperage, motors, and cycles are all monitored for health factors. But QMULUS is so much more than that. It also analyzes input usages and calculates the cost of each run; logs all data relevant to running processes more efficiently; and provides an easy and seamless cloud view of heat treating operations.
This is a very simple tip that is often overlooked when customers are focused on meeting production goals instead of the maintenance of their equipment. It is critical to record the operating settings of their furnace systems when parts are coming out at their best, or simply before issues arise. When something goes awry in the process and troubleshooting is required, service technicians hear all too often that there is no record of what the ideal or correct setpoints are for various systems. Nearly every item on a modern heat treating furnace (or in its control panel) has a setpoint or position that can be recorded or physically marked. Now, clearly some items are more critical than others when it comes to air and atmosphere settings. Below are a few items you’ll want to have setpoint/positioning records of before they require troubleshooting:
Flowmeter setpoints (at the furnace and generator)
Blower/pump/motor VFD setpoints (primarily frequency setpoints and ramp rates)
Manual or actuated damper positions on flues
Regulator setpoint (from pressure gauge or in-line test port)
High/low pressure switch setpoints
Any air/gas/atmosphere ratios for various recipe steps
Burnout frequency and duration (if applicable)
An added incentive to record these settings is the preventative maintenance benefit. The best way to avoid supply chain issues and delivery delays is to fix a problem before it grows into a bigger issue. When a setpoint/setting is correct but product quality begins changing, it is a warning sign that consumables may be approaching end of life (such as nickel catalyst in endothermic gas generators) or components require maintenance (such as air inlet filter replacements).
Let’s discover new tricks and old tips on how to best serve air and atmosphere furnace systems. In this series, Heat Treat Today compiles top tips from experts around the industry for optimal furnace maintenance, inspection, combustion, data recording, testing, and more. Part 2, today's tips, examines burner and flame safety. Look back to Part 1 here for tips on seals and leaks.
This Technical Tuesday article is compiled from tips in Heat Treat Today's February Air & Atmosphere Furnace Systems print edition. If you have any tips of your own about air and atmosphere furnaces, our editors would be interested in sharing them online at www.heattreattoday.com. Email Bethany Leone at bethany@heattreattoday.com with your own ideas!
1. Operating with a Multiple Burner System
Contact us with your Reader Feedback!
If a furnace or oven has a multiple burner combustion system with only one valve train, a multi-burner combustion safeguard should be used. This ensures that if one burner fails, they all go out.
Source: Bruce Yates, "Ten Tips for Safeguarding Combustion Processes"
#multiburner #combustion #safety
2. Regularly Inspect Retort Alloys
Source: Nitrex
Retort alloys must be inspected on a regular basis. Hot spots can be identified by bulges. Plastic deformation occurs due to overheating, causing the hotter section to bulge because it is surrounded by stronger metal. Inspect your retorts or radiant tubes for deformations. In addition, constant thermal cycling can cause problems with some alloys. Look for cracks in welds or near welds. Some leak detection methods can also detect alloy issues or overheating.
Localized overheating could indicate a problem with the burner or the heating element. Early detection and correction can save you a lot of money on expensive alloys.
Flame supervision may be defined as the detection of the presence or absence of flame. If a flame is present during the intended combustion period, the supervisory system will allow a fuel flow to feed combustion. If the absence of flame is detected, the fuel valves are de-energized.
This basic definition does not consider the hazard potential during startup or ignition, however. A dangerous combustible mixture within a furnace or oven consists of the accumulation of combustibles (gas) mixed with air, in proportions that will result in rapid or uncontrolled combustion (an explosion). It depends on the quantity of gas and the air-to-fuel ratio at the moment of ignition.
Source: Bruce Yates, "Ten Tips for Safeguarding Combustion Processes"
#flamedetection #combustion #valves
4. Remember that Flame Safety Starts with Purging
The sequence for flame safety starts with purging the furnace or oven. Purge time should allow for four air changes.
Fuel valves can — and do — leak gas. The purpose of purging is to remove combustible gases from the combustion chamber before introducing an ignition source. The four air changes in the combustion chamber are based on a worst-case scenario that includes having a burner chamber that is completely filled with gas.
Once airflow for purge is verified, the proof-of-valve closure is confined and safety limits are proven. Then the purge timer — which may or may not be integral to the combustion safeguard — determines the period of time required to evacuate the combustion chamber.
Source: Bruce Yates, "Ten Tips for Safeguarding Combustion Processes"
Since February 2021, Heat Treat Today has had the privilege of publishing the Combustion Corner. In each of these columns, John Clarke, technical director at Helios ElectricCorporation, shares his expertise on all things combustion. In this Technical Tuesday, we're taking a moment to review more of the key points from John's columns. As always, we hope this review helps you to be more well informed, and to make better decisions and be happier. Enjoy these five summaries of the second half of the Combustion Corner columns. To view each installment, click the blue heading below.
Process consistency and energy savings are inextricably linked. To lower operating costs and increase process consistency, John Clarke suggests asking three questions: What temperature is my furnace or oven, really? Do I have excessive safety factors built into my process to compensate for not knowing the temperature at the core of the part being heat treated? How much fuel can I save with a shorter cycle?
Reducing natural gas consumption is not the only way heat treaters can save money. Verifying internal furnace pressure, rebuilding door jams, and taking the time to consider if excess air is reducing combustion efficiency are all as good as cashing a check. Maintaining a consistently uniform furnace temperature saves more money than the energy conserved from using less fuel.
"To not invest money on worthwhile projects makes as much sense as not depositing your paycheck."
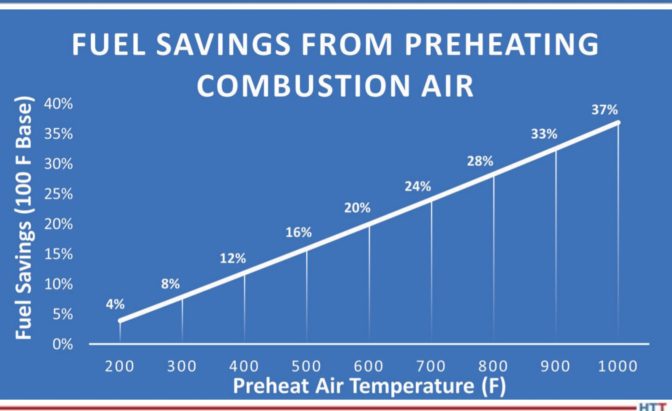
The biggest question mark in a heat treater’s mind is often, “What will natural gas prices be in the future?” Since we cannot know the answer to that question, what are some things heat treaters can do to prepare for unpredictable natural gas prices? Burner recuperation, using the waste heating exiting the furnace to preheat combustion air, is a tried-and-true method for reducing consumption. Before trying burner recuperation, the following questions need to be asked: How much will it cost? How much can be saved? Can the existing furnace accept the higher flame temperatures?
In this installment of the Combustion Corner, John Clarke takes some time to reassure the heat treating industry of two key facts about the United States' natural gas market:
40% of the electricity in the U.S. is generated using natural gas.
U.S production of natural gas was at al all-time high in 2021 and is rising. The U.S. is the largest producer of natural gas in the world.
With these two facts in mind, John postulates that the U.S. can be sure of a reliable supply of natural gas in the future, but, given the price differential between European and U.S. markets, American heat treaters are likely to see an increase in price per mmBTU.
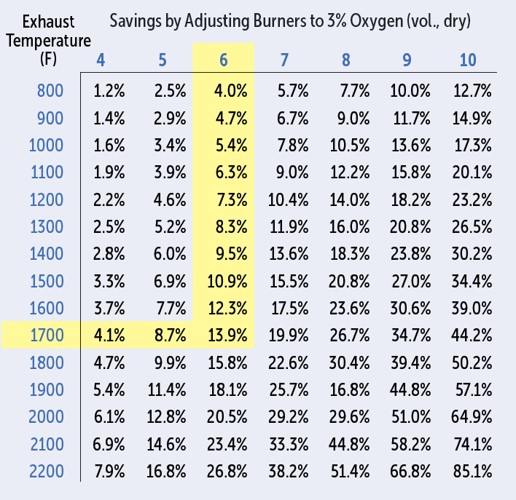
Saving money is the same as making money. Adjusting the oxygen levels of flue products measured with a handheld combustion analyzer to operate at an optimal percentage may yield more savings than you think. Reducing a non-recuperated burner from 6% oxygen to 3% oxygen garners $17,792 extra a year for the heat treater. A quick solution with a hefty payback rate.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Since February 2021, Heat Treat Today has had the privilege of publishing the Combustion Corner. In each of these columns, John Clarke, technical director at Helios ElectricCorporation, shares his expertise on all things combustion. In this Technical Tuesday, we're taking a moment to review some of the key points from John's columns. As always, we hope this review helps you to be more well informed, and to make better decisions and be happier. Enjoy these seven summaries of the first half of the Combustion Corner columns. To view each installment, click the blue heading below.
In his inaugural column with us, John Clarke sets up the Combustion Corner column series with a look at the basics of natural gas. What do heat treaters need to know about natural gas supply and demand, availability, pricing, and consumption. Plus, the risks heat treaters should consider when making decisions about maintenance and equipment acquisition.
Excess air is the percent of total air supplied that is more than what is required for stoichiometric or perfect combustion. In heat treating systems, excess air plays many roles, both positive and negative. The perfect mixture of oxygen and gas can be elusive. When it comes to saving money and improving safety, carefully monitoring excess air in fuel-fired systems pays dividends.
Maintain regular inspection and maintenance schedules
Combustion safety is the number one priority for all heat treaters. But, what factors should be considered when all safety considerations are in place? After all, many fire protection standards are designed to protect life and property (as they should be), but not the bottom line. The next priorities for heat treaters are: reduce burner failure and therefore reduce downtime, consider component failure rates when designing or purchasing a system, and maintain regular inspection and maintenance schedules.
Downtime is costly. In order to prevent downtime, heat treaters need to “plan the fix” before the fix is necessary.
Planning the fix entails more than an annual inspection. One way to address shut-down-causing errors before they happen is to carefully examine gas pressure switches; switch contact ratings, location, pressure ratings, and protection of the switch from “bad actors” in the fuel gas are all things to consider.
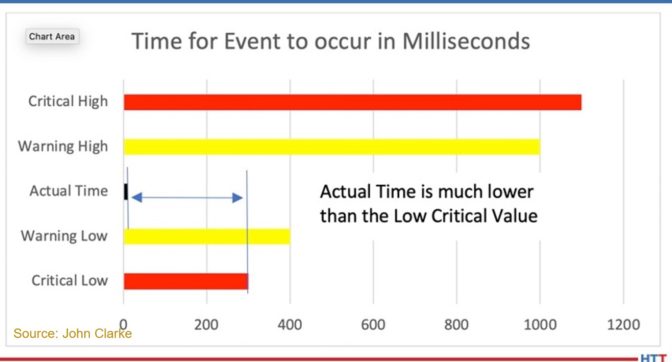
Pressure switches are either on or off. How can heat treaters use pressure switches to detect a possible failure before it occurs? The simple answer: the methods to analyzing time before shutdown is the heat treater’s crystal ball. Creating predetermined warning bands (time limits, which the pressure switch should not exceed or fall below) and monitoring switch response times within these predetermined times by PLC can give a glimpse into future shutdowns.
The NFPA allows for two arrangements of safety shutoff valves: the simple double block and the double block and vent. Both of these arrangements are appropriate as the last line of defense against a safety issue. How can heat treaters bring safety shutoff valves into compliance with NFPA 86? In this installment of the Combustion Corner, John Clarke clarifies how to comply with this common standard and lists some important considerations for choosing between a simple double block and a double block and vent arrangement.
In this column and the following columns in the series, John revisited the topic of natural gas. Reducing natural gas consumption is the best way to reduce cost. How can heat treaters do this? John suggests that we "optimize our processes, reduce unnecessary air, and contain heat within the furnace and/or capture the energy that leaves our system to preheat work or combustion air."
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Heat treaters know the importance of keeping current with advancing technologies when it comes to combustion. But tragedy can strike if the necessary standards and training aren't in place.
Written by Robert Sanderson P.E., director of business development at Rockford Combustion Solutions, Heat Treat Today is pleased to bring this Original Content article to you this Technical Tuesday.
Error, group does not exist! Check your syntax! (ID: 9)
Robert Sanderson P.E. Director of Business Development Rockford Combustion Solutions (Source: Rockford Combustion Solutions)
When you hear about large-scale combustion explosions and loss of human life, you wonder how such a tragedy could happen. And, yet, the number one cause of industrial fuel and combustion system explosions is human error. Therefore, the most critical element of every combustion safety system is not a pressure gauge or shut-off valve, but rather knowledgeable, well-trained operators.
Case History
On June 18, 2007, one of two boilers at a manufacturing plant in Tennessee exploded, causing extensive damage to the facility and surrounding area, and seriously injuring one employee. The 2000-built high-pressure firetube boiler was operating concurrently with a second high-pressure boiler to handle the steam demand of plant operations.
Tennessee state officials concluded that there were a number of factors that contributed to the accident: lack of standard training and boiler operation procedures, inadequate boiler attendance and record keeping, inadequate and improper boiler maintenance, and inoperative and improper operating controls and safety devices. As part of its recommendations, officials stated, the plant “should develop procedures for the training and certification of all boiler operators.”
National Fire Protection Association Standards
Training is so critical that the National Fire Protection Association (NFPA) requires that “all operating, maintenance, and supervisory personnel shall receive regularly scheduled retraining and testing.”
The NFPA publishes multiple prescriptive sets of standards to help keep your staff and combustion equipment safe, and each of these standards stress the value of operator training. Among these standards are:
NFPA 54 — National Fuel Gas Code
NFPA 85 — Boiler and Combustion Systems Hazards (> 12.5 MMBtu/hr)
NFPA 86 — Standard for Ovens and Furnaces
NFPA standards apply to new installations and modifications of existing equipment, and some insurance underwriters apply the current standards retroactively. Operations that use heat are nearly limitless, but larger, common combustion applications include pulp and paper processing, tempered glass production, tire manufacturing, paint/drywall/shingle manufacturing, power plants, coating operations, ethanol and asphalt production, wastewater and sewage treatment, plastic bottle manufacturing, college campuses and breweries to list just a few. Understanding and enforcing applicable NFPA standards is paramount to the safety of every business using a combustion or heat treatment system.
Each NFPA standard has hundreds of pages covering the necessities for safe design, installation, operations, and maintenance of the respective equipment. This article gives a cursory overview of NFPA 54, 85 and 86, and provides guidelines to obtain safety training. When it comes to fuel-fired equipment operation, training is literally a life and death issue.
Consider this: The National Board of Boiler and Pressure Vessel Inspectors and the NFPA have identified that 83% of boiler/pressure vessel accidents, 69% of injuries and 60% of recorded deaths were a direct result of human oversight or lack of knowledge. Poor training also leads to production outages that cost millions of dollars in business interruption, supply chain delays, lost orders and competitiveness. Many companies only learn the value of combustion system training after an accident or expensive shutdown has occurred.
NFPA 54 — National Fuel Gas Code
Also known as ANSI Z223.1, the NFPA 54 standard details minimum safety requirements for the installation of gas piping systems, appliances and equipment supplied with LP-gas, natural gas or manufactured gas. Basically, NFPA 54 addresses the "how’s" and "why’s" of:
Piping system design, materials, and components
Piping sizing
Installing pipes, outlets, and inside concealed spaces
Inspection, testing and purging procedures
Installation and venting of appliances.
NFPA 54 is specific; it does not apply to natural gas systems operating at pressures above 125 psi, propane systems operating over 50 psi, gas/air mixes within the flammable range at pressures over 10 psi, and several other types of systems.
Checking pressure gauges on combustion equipment. (Source: iStockphotos.com)
NFPA 85 — Boiler and Combustion Systems Hazards
NFPA 85 gives those involved with large boiler installations and combustion systems the information they need for fire safety compliance, from system design and installation to inspection. Specifically, the standard addresses single burner boilers, multiple burner boilers, stokers, and atmospheric fluidized bed boilers with a fuel input rating of 12.5 million Btu/hr or greater. It also covers pulverized fuel systems at any heat input rate, fired or unfired steam generators, and other combustion turbine exhaust systems.
NFPA 85 offers guidelines as to the strength of a structure, operation and maintenance procedures, combustion and draft control equipment, safety interlocks, alarms, trips, and other related controls that are essential to safe equipment operation.
NFPA 86 — Industrial Ovens and Furnaces
NFPA 86 outlines the safe operation of Class A, Class B, Class C and Class D ovens, dryers, furnaces, thermal oxidizers, and many other heated enclosures used for processing materials. NFPA 86 guidelines set standards as to how industrial furnaces and ovens are to be designed and operated in order to promote safety, with each class of operation organized into four main categories: location and construction, heating systems, operational requirements, and safety equipment. Beyond these basic categories, each class may have unique conditions addressed for distinct hazards, such solvents or special atmospheres.
NFPA 86 specifically states that personnel who operate, maintain, or supervise the oven or furnace shall be thoroughly instructed and trained in their job functions, demonstrate an understanding of safe operation procedures, be kept current with changes in the equipment and operating procedures, and shall receive regular refresher training.
Training your staff to understand and comply with NFPA 54, 85 and 86 standards will minimize the risk of a catastrophic event. In addition, training enhances overall productivity and helps cut costs. For example, having in-house staff with the skills to recognize defects will lead to better fuel efficiency, fewer interruptions, and the avoidance of outages and downtime. And of course, training is a compliance requirement to be completed on an annual basis.
There are four common ways for your staff to obtain training, all of which can meet requirements to varying degrees.
First, attend a combustion workshop. Doing so will offer a more in-depth experience for your staff since workshops typically include hands-on training and face-to-face instruction. Also, you’ll be able to network with combustion safety and design engineers during breaks and lunches. Workshops normally award attendees with the documentation needed to supply proof of completion. They are held on-site at a training facility, or the instructor may go to the customer’s site to train staff on the plant’s fuel-fired systems and what ancillary equipment is required to support its operation.
Second, in this age of COVID-19, utilize online or remote training programs for a smart choice. Pre-recorded webinars are available 24/7, so attendees can learn at their own pace and convenience. Remote live workshops can be broadcast on Zoom, Cisco, Webex or other digital platforms. This lets attendees interact with the instructor and participate in simulations, so they’ll be equipped with the knowledge & skills required to operate combustion systems without leaving their office.
Third, take OEM instruction. NFPA 86 requires manufacturers to provide instruction upon installation of new ovens, dryers, thermal oxidizers, furnaces and boilers. However, OEMs are not required to return to installation sites to educate operators on the newest changes in national and international regulations, or in equipment design. While the OEM’s initial training may suffice to get the new equipment up-and-running, it is not enough to guarantee ongoing safety. If process changes have been made after installation, the original OEM training may be out of date.
Fourth, develop your own program. This endeavor entails an investment in time, research, continuous improvement, and the participation of dedicated team leaders. If you take this path, you’ll likely need to hire outside experts to ensure that the training curriculum encompasses all NFPA requirements including general safety, operation of equipment, and the latest code protocols.
Valve Inspection (Source: iStockphotos.com)
Conclusion: Training is Essential
Human error is the largest cause of industrial fuel and combustion system accidents, explosions, fires and outages. Fuel-fired equipment incidents can be extremely dangerous and necessitate special attention, engineering know-how, experience and especially, training. Understanding and complying with national codes, along with establishing a safety culture, will save lives and improve the competitiveness of any company using fuel-fired equipment.
About the Author: Robert Sanderson is the Director of Business Development at Rockford Systems dba Rockford Combustion Solutions and is a registered Professional Engineer with over 25 years of combustion safety industry experience. Mr. Sanderson has expanded the business to provide standard and custom combustion safety solutions, ventless valve trains, safety inspections, and training.







 Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com