An electrically heated batch oven has been shipped to a leading space exploration company. The custom batch oven will be used to stress relieve titanium parts.
Wisconsin Oven Corporation is providing the stress relieving oven, which includes a powered load/unload table. The oven is designed for a maximum operating temperature of 1250°F and provides temperature uniformity of ±15°F at three set points. Uniformity was verified through a nine (9) point profile test before shipment.
The oven is designed to heat and cool loads up to 1,200 pounds per cycle. Parts are placed on a high strength grid and transferred into the 7’ wide x 10’ long x 3’ high work chamber by an automated pusher/extractor system. After processing, the load is extracted onto the load table where 6 high speed fans direct ambient air upwards across the parts for further cooling.
A top-down airflow system delivers heats air vertically down through the chamber for even distribution across the product load. This oven is capable of meeting the requirements of AMS2750G, Class 3, Instrumentation Type A.
The control system features an Allen-Bradley CompactLogix PLC, a Eurotherm programmable temperature controller with advanced auto-tune, and a Eurotherm digital recorder for precise temperature control and data logging.
Mike Grande,
Vice President
of Sales,
Wisconsin Oven
Corporation
“This custom batch oven was designed to deliver exceptional temperature uniformity…and optimized airflow distribution ensures consistent processing and superior part quality,” commented Mike Grande, vice president of Sales for Wisconsin Oven Corporation.
This stress relieving oven was fully factory tested and adjusted prior to shipment from the furnace supplier’s facility. All safety interlocks were checked for proper operation and the equipment was operated at the normal and maximum operating temperatures. This equipment is backed by Wisconsin Oven’s 3-Year WOW™ warranty.
Press release is available in its original form here.
Heat Treat Todaypublishes twelve print magazines a year and included in each is a letter from the editor. This letter is from the June 2025 Buyers Guideprint edition. In today’s letter,Karen Gantzer, editor-in-chief/associate publisher at Heat Treat Todayextols the virtue of continuous learning in the heat treatment industry.
May was a busy month. Much travel was part of the schedule — both business and pleasure. Our business trips, however, were filled with enjoyment in being with others and enrichment experienced through team building competitions and challenges to habits and disciplines. Upon reflection, it’s encouraging and empowering to be a lifelong learner.
As you know, heat treating involves heating and cooling metals under controlled conditions to enhance their strength, durability, and adaptability. Much like this process, learning as we age transforms our minds and perspectives, making us more resilient and capable of facing life’s challenges. Just as a metal alloy becomes tougher through repeated cycles of heating and cooling, our continued pursuit of knowledge — whether through new skills, experiences, or ideas — sharpens our minds and enriches our lives.
One of the opportunities to learn was through attending the Metal Treating Institute (MTI) Spring Meeting in San Juan, Puerto Rico. What a destination for a meeting — sunshine, ocean breezes, warm sand — someone had to go!
HTT Team at OX8 – Left to right: Aubrey Fort, Karen Gantzer, Doug Glenn, Ellen Porter, and Michelle Ritenour Source: OmedaBeach Olympics at MTI Spring Conference 2025 Source: MTI
It’s always a joy to catch up with friends from the industry and meet new folks as we listened to heat treaters share insights from their part of the thermal processing world. We were encouraged by coaches who shared tools to become better leaders and our competitive hunger was satisfied through Beach Olympics. All providing helpful takeaways to employ when we returned to the real world.
More Heat Treat Todaystaff attended the OX8 Conference in Chicago, hosted by Omeda, an audience engagement platform company that we work with. This event welcomed those in the publishing world. What a treat to meet others who work with words and whose goal is to increase audience engagement.
At Heat Treat Today, we believe people are happier and make better decisions when they are well informed. This conference focused on AI and how to responsibly use it along with other software tools to increase engagement for those with in-house heat treat operations. What a fun team building time! AI is a beast, but learning just a fraction of its capabilities with others was a blast.
Kenn Kington sharing how to become better leaders at MTI Spring Conference 2025 Source: MTIEllen Porter and Doug Glenn at OX8 Source: Omeda
How can you be a lifelong learner?
One learning opportunity is this month’s Heat Treat Today June issue — our annual Heat Treat Buyers Guide. Once a year we print the latest information about where you can find and learn more about heat treat equipment, products, services, and providers. It is a treasure trove of all things heat treat.
Additionally, you can continue to learn from the monthly installments of The Heat Treat Doctor (p.12), Controls Corner (p.117), and Combustion Corner (p.118), plus explore how to save money with ceramic fiber insulation by reading the conversation between Doug Glenn and Mark Rhoa of Chiz Bros (p.108).
Like heat treated materials that withstand stress, a mind that continues to learn grows more adaptable and robust, enabling us to contribute meaningfully to others. Learn all you can and enjoy the journey!
Karen Gantzer Editor in Chief/Associate Publisher Heat Treat Today
Two intensive furnace projects are poised to bring heat treating to the automotive brake rotor and marine propulsion systems industries. An FNC furnace has been completed which will process approximately 600,000 brake rotors per year for the automotive industry. An additional pit nitriding furnace has a capacity of 40,000 lbs and will be utilized for the production of large marine gears.
Brake Rotor Furnace
Mark Hemsath President Nitrex/UPC-Marathon Source: Linkedin
“In August our Team received Final Acceptance on two of the most difficult projects in Nitrex history…Our most sophisticated brake rotor semi-continuous FNC furnace is installed at a subsidiary of a major auto maker in Europe. Again, our team worked tirelessly to meet customer demands. I am so proud of our team and what they accomplished,” remarked Mark Hemsath, president of Nitrex/UPC Marathon.
The scale of the brake rotor furnace highlights its uniqueness. The furnace processes approximately 600,000 rotors per year, or about 1.6 metric tons per hour. If run continuously, output could approach nearly a million rotors annually.
The brake rotor furnace integrates a post-oxidation (ONC®) process, allowing control over both the color and oxide layer. This feature sets it apart from furnaces currently in use for brake rotors.
The standard load size of the brake rotor furnace is: 1200 mm x 1200 mm x 1800 mm, with a gross load capacity of up to 4 metric tons. Nitrex was able to offer an extended charge size to 2400 mm deep, which could raise throughput to about 2 metric tons per hour.
Brake rotor furnace Source: Nitrex
Pit Furnace
Nitrex’s Largest pit nitriding furnace Source: Nitrex
The pit furnace represented another leap forward with a capacity of 40,000 lbs. — double the weight of Nitrex’s standard largest pit furnace. Engineering efforts centered on maximizing productivity while maintaining the precision nitrided layers expected from smaller systems.
This furnace presented significant logistical challenges due to its sheer size and complexity in transport and installation.
Mark Hemsath remarked: “I am so proud of the effort our entire team exerted to meet schedules, quality demands and design improvements. Our largest ever precision Nitrider (4.5 meter diameter!) for deep-case nitriding of large gears was built on-site with no prior testing.”
The pit furnace is built to handle extremely large gears, typically for marine propulsion systems in very large ships where double-helix gears are standard. These gears, which can weigh 20,000 lbs, require 12 days to nitride, not including heating or cooling — a stark contrast to the two-hour cycle time of the semi-continuous rotor furnace, which is for high volumes in automotive settings.
The furnace stands at 4.5 meters (177 inches / 14.75 feet) in diameter and 3.5 meters deep (11.48 feet), marking one of the largest precision nitriding capacities ever built with a retort lining.
Project Highlights
These projects were collaborative, drawing expertise from across the organization.
In Canada, Janusz Szymborski came out of retirement to contribute design enhancements. Lead Designer Kamil Szczudlo and Chief Engineer Marcin Doroszko from Nitrex’s Poland facility drove the design, automation, and gas flow systems, while plant manager Robert Sokolinski coordinated production and logistics. Karl Michael Winter, vice president of Engineering in Germany, worked on advanced brake rotor layer formation.
Heat TreatToday original press release, last updated on 09/10/2025 at 6:04am.
Ask the Heat Treat Doctor® has returned to bring sage advice to Heat Treat Today readers and to answer your questions about heat treating, brazing, sintering, and other types of thermal treatments as well as questions on metallurgy, equipment, and process-related issues.
This informative piece was first released in Heat Treat Today’sSeptember 2025 People of Heat Treat print edition.
If you’ve ever experience internal cracking, surface blistering, loss of ductility, or high pressure hydrogen attack, today’s Technical Tuesday might contain just the information you need to avoid it. Read below to learn from Dan Herring as he addresses what hydrogen embrittlement is, how to avoid it, and what solutions should not be pursued in order to fix it.
The other night, The Doctor decided to relax and watch a rather whimsical movie, The Great Race (1965), directed by Blake Edwards, who is perhaps better known for directing Breakfast at Tiffany’s and The Pink Panther. It is most memorable not for the actors, nor the plot, but for the infamous pie fight involving over 4,000 pies in a scene that took more than five days to film but lasted only four minutes on the big screen. Not one actor was spared the embarrassment of being hit by (multiple) pies in the face!
So, what does THIS have to do with heat treatment, you ask? Well, try as he may to believe the subject has been explained well in the past, The Doctor has been inundated recently with questions about hydrogen embrittlement (aka hydrogen-assisted cracking). Let’s learn more.
What Is It?
Hydrogen-assisted cracking (HAC) is an embrittlement phenomenon responsible for a surprising number of part cracking issues in heat treatment and is found to be the cause of many delayed field failures, especially if the components undergo secondary operations such as plating (Figure 1).
It is generally agreed that hydrogen in atomic form will enter and diffuse through a metal surface at elevated or ambient temperatures. The simple rule to remember about hydrogen is fast in, slow out. Once absorbed, atomic hydrogen often combines to form molecular hydrogen or other hydrogen molecules (e.g., methane). As these are too large to diffuse through the metal, pressure builds at crystallographic defects (e.g., dislocations and vacancies) and/or discontinuities (e.g., voids, laps/seams, inclusion/matrix interfaces) causing minute cracks to form. Whether this absorbed hydrogen causes immediate cracking or not is a complex interaction of material strength, external stresses, and temperature.
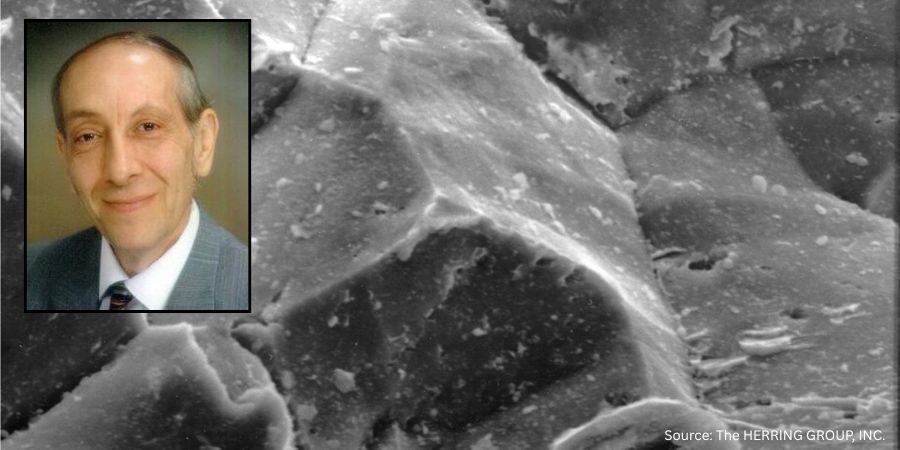
Figure 2. Intergranular fracture of a plated component (SEM image)
Most heat treaters associate hydrogen embrittlement with the plating process and the lack of a proper bake-out cycle. However, there are many other sources of hydrogen, including heat treating atmospheres; breakdown of organic lubricants left on parts; the steelmaking process (e.g., electric arc melting of damp scrap); dissociation of high-pressure hydrogen gas; arc welding (with damp electrodes); grinding (in a wet environment); and the end-use environment.
Parts undergoing electrochemical surface treatments, such as etching, pickling, phosphate coating, corrosion removal, paint stripping, and electroplating, are especially susceptible (Figure 2).
What Is The Nature and Effect of Hydrogen Attack?
Although the precise mechanism(s) is the subject of active investigation (Figure 3), the reality is that components fail due to HAC. It is generally believed that all steels above 30 HRC are vulnerable, as are materials such as copper, titanium and titanium alloys, nickel and nickel alloys, and the like. See Table A below for examples of hydrogen damage and ways to avoid it.
Figure 3a and 3b. Hydrogen embrittlement mechanism models
Since a metallurgical interaction occurs between atomic hydrogen and the atomic structure, the ability of the material to elastically deform or stretch under load is inhibited. Therefore, it becomes “brittle” under applied stress or load. As a result, the metal will break or fracture at a much lower load or stress levels than anticipated by designers. Since failures can be of a delayed nature, hydrogen embrittlement is insidious.
Table A. Problems with hydrogen damage and ways to avoid them
In general, as the strength of the steel goes up, so does its susceptibility to hydrogen embrittlement. High strength steel, such as quenched and tempered steels (e.g., 4140, 4340), or precipitation hardened steels are particularly vulnerable. It is often called the Achilles heel of high strength ferrous steels and alloys.
Nonferrous Materials and Hydrogen Embrittlement
Nonferrous materials are also not immune to attack. Tough-pitch coppers and even oxygen-free coppers are subject to a loss of (tensile) ductility when exposed to reducing atmospheres. Bright annealing in hydrogen bearing furnace atmospheres or torch/furnace brazing are typical processes that can induce embrittlement of these materials.
In copper, the process involves diffusion and subsequent reduction of cuprous oxide (Cu₂O) to produce water vapor and pure copper. An embrittled copper often can be identified by a characteristic surface blistering resulting from expansion of water vapor in voids near the surface. Purchasing oxygen-free copper is no guarantee against the occurrence of hydrogen embrittlement, but the degree of embrittlement will depend on the amount of oxygen present. For example, CDA 101 (oxygen free electronic) allows up to 5 ppm oxygen while CDA 102 (OFHC) permits up to 10 ppm. A simple bend test is often used to detect the presence of hydrogen embrittlement. Metallographic techniques can also be used to look at the near surface and for the presence of voids at grain boundaries.
Are Low Hydrogen Concentrations Also Problematic?
Of concern today is embrittlement from very small quantities of hydrogen where traditional loss-of-ductility bend tests cannot detect the condition. This atomic level embrittlement manifests itself at levels as low as 10 ppm of hydrogen — in certain plating applications it has been reported that 1 ppm of hydrogen is problematic! Although difficult to comprehend, numerous documented cases of embrittlement failures with hydrogen levels this low are known.
This type of embrittlement occurs when hydrogen is concentrated or absorbed in certain areas of metallurgical instability. This concentrating action occurs via either residual or applied stress, which tends to “sweep” through the atomic structure, moving the infiltrated hydrogen atoms along with it. These concentrated areas of atomic hydrogen can coalesce into molecular type hydrogen, resulting in the formation of high localized partial pressures of the actual gas.
How Does Hydrogen Get Out?
Hydrogen absorption need not be a permanent condition. If cracking does not occur and the environmental conditions are changed so that no hydrogen is generated on the surface of the metal, the hydrogen can re-diffuse out of the steel, and ductility is restored. Performing an embrittlement relief cycle, or hydrogen bake-out cycle (the term “bake-out” is misleading as the process involves both inward diffusion and outgassing), is a powerful method in eliminating hydrogen before damage can occur. Key variables are temperature, time at temperature, and concentration gradient (atom movement).
Contact us with your Reader Feedback!
Electroplating, for example, provides a source of hydrogen during the cleaning and pickling cycles, but by far the most significant source is cathodic inefficiency. To eliminate concerns, bake-out cycles and recommended temperatures/times are shown in ASTM B850-98 (latest revision) as a function of steel tensile strength (see Table 1 of the specification). However, in this writer’s eyes, a “bake-out” cycle of at least 24 hours at temperature is required for the effective elimination of hydrogen as a concern regardless of the tensile strength of the material. Also, caution should be exhibited to prevent over-tempering or softening of the steel, especially on a carburized, or induction hardened part.
Next time we will talk about quench and temper embrittlement, as well as embrittlement due to overheating during forging, all of which are often mistaken for hydrogen embrittlement.
References
ASTM International. 2022. ASTM B850-98 (Reapproved 2022), Standard Guide for Treatments of Steel for Reducing the Risk of Hydrogen Embrittlement. West Conshohocken, PA: ASTM International. https://www.astm.org.
Herring, D. H. 2004. “A Heat Treater’s Guide to Hydrogen Embrittlement.” Industrial Heating, October.
Herring, D. H. 2006. “The Embrittlement Phenomena in Hardened & Tempered Steels.” Industrial Heating, October.
Herring, D. H. 2014–2015. Atmosphere Heat Treatment, Volumes I & II. Troy, MI: BNP Media.
Krause, George. 2005. Steels: Processing, Structure, and Performance. Materials Park, OH: ASM International.
About the Author
Dan Herring “The Heat Treat Doctor” The HERRING GROUP, Inc.
Dan Herring has been in the industry for over 50 years and has gained vast experience in fields that include materials science, engineering, metallurgy, new product research, and many other areas. He is the author of six books and over 700 technical articles.
Join Heat TreatToday in welcoming a new group of rising industry leaders for the eighth year in a row! Heat Treat Today is honored to recognize forty young professionals in the North American heat treat industry as the 40 Under 40 Class of 2025.
The Heat TreatToday40 Under 40 initiative is an opportunity for the heat treat community to give loud applause to the ladies and gentlemen rising up as leaders in the North American heat treat industry.
We are honored to conduct this annual recognition for the eighth year.
We’re celebrating getting to the “fringe” of the weekend with a Heat TreatFringe Friday installment: a project that revolutionizes domestic steel making. Learn more about this green steel tech that plans to turn into a 500,000-tonne per year production micro-mill!
While not exactly heat treat, “Fringe Friday” deals with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing.
Hertha Metals has founded a technology with the potential to transform domestic steelmaking. The company’s proprietary technology is powered by natural gas, hydrogen, and electricity, enabling steel production from any grade of iron ore or waste oxide, in any format, including fines and lumps. Hertha’s process has been demonstrated at a continuous 1 tonne-per-day scale at their Conroe, TX facility, with plans to scale up to 9,000-tonnes, before launching a 500,000-tonne per year micro-mill.
This semi-continuous, single-step process delivers tunable iron and steelmaking. With Flex-HERS™, the proprietary technology, Hertha Metals can tap into domestic iron ore resources and produce low-emission steel using abundant natural gas. As clean hydrogen becomes more available and affordable, they plan to switch fuels — without changing the furnace, to remove the loss of stranded assets, and future-proof a path for steel production.
Hertha Metals steel production Source: Hertha Metals
The new technology:
Enables iron and steel production from low-grade ore, fines and waste oxides
Single-step production using abundant natural gas or clean hydrogen
Scalable technology to serve multiple markets
High-performance steel alloys under development
Laureen Meroueh CEO & Founder Hertha Metals Source:Linkedin
“After three short years of heads-down building, Hertha Metals is ready to show the world what we have achieved. After more than 300 years of coal-based primary steelmaking, Hertha Metals is introducing a process that is more energy efficient, more cost competitive, and more flexible with feedstock quality.
“The team at Hertha has been hard at work, developing and scaling our single-step ore-to-steelmaking technology. We have demonstrated our technology with various ore qualities and format (including fines) at a scale of 1 tonne per day of continuous clean steel production. This is the largest novel steelmaking pilot plant demonstration in the US and I am so proud of the speed at which we got here,” said CEO and founder, Laureen Meroueh.
Heat Treat Today original press release, last updated on 09/05/2025 at 5:15am.
Heat Treat Today publishes twelve print magazines annually and included in each is a letter from the publisher, Doug Glenn. This letter is from theJuly 2025 Heat Treat Super Brands print edition.
The Good Book, the Bible, upon which our nation was founded, is chock full of wisdom. Here’s one: A good name is to be more desired than great wealth; favor is better than silver and gold. That’s from Proverbs 22:1, and the first part of that verse hits at the heart of what the Heat Treat Today team is trying to accomplish this month with the inaugural edition of “Heat Treat Super Brands.” We are taking a moment to recognize the brand names that are prevalent in the North American heat treat and thermal processing market — giving a voice to the many companies in this industry who have invested endless hours building and maintaining the good name and good reputation that they’ve so diligently worked to establish.
Building a Good Name
Building a reputable brand is a long, painstaking process that is not easily accomplished but can be undone in seconds. Building and maintaining that good name is a huge investment of both time and money, and companies have a right to insist that their brand names be respected and used correctly.
Our publication tries to do that very thing, but sometimes we have slip ups for which we feel bad and do all we can to correct. I recall an instance years ago when we used the phrase “trident tube” when referring to a radiant tube. Either BJ or Ben Bernard from Surface Combustion called us and very politely reminded us that Trident™ is a trademark of Surface Combustion. We apologized and quickly corrected ourselves. Their defense of their brand name was well founded.
Countless other companies in the North American heat treat and thermal processing market have also invested blood, sweat, and tears establishing reputable brand names, trade names, and patents, all of which deserve protecting.
Spreading the Word
In the Letter from the Publisher of the April 2025 publication, I wrote, “You Can’t Sell If You Don’t Tell.” The point of that column was to remind our industry suppliers that they can have the best product, technology, or service in the industry, but if they don’t make it known, if they don’t “tell,” it will be nearly impossible to sell. The same is true when it comes to brand names. ere are hundreds of brand names in the North American heat treat market, but not all of them are well known. The only way for these names to become well known is for them to be publicized widely and frequently. The goal, of course, is to become a household name like Kleenex or Coke. In an industrial setting like ours, it is essentially impossible to become a household name, but we can shoot to become well known within the industry.
Heat Treat Today has become a relatively well-known brand in the industry. Why is that? The answer is rather straightforward — Heat Treat Today is consistently in front of thousands of in-house heat treat department personnel, as well as in commercial heat treat shops. We’re there every month with a hardcopy print magazine. We’re there every weekday with our Heat Treat Daily e-newsletter. We’re there 24/7, 365 days a year with the industry’s leading heat treating and thermal processing website, as well as industry e-newsletters and our monthly podcast, Heat Treat Radio. We’re not exactly a household name, but thanks to all of you, people have become comfortable with us because we are seen widely and frequently. That’s what it takes to be a super brand, and we’re here to help the suppliers in our industry reach that status.
This edition of Heat Treat Today that you hold in your hands is our attempt to help those industry suppliers build awareness of their brand names. Please take a minute to flip through this edition and read about some of the Super Brands included. If you are a supplier and are not included in this edition, you can be included in next year’s July edition, which we anticipate will have the same Super Brand focus.
Contact Michelle Ritenour (michelle@heattreattoday.com) if you’d like to be included.
Solar Atmospheres of Western PA is expanding with the addition of a brand-new all-metal hot zone vacuum furnace. The furnace is engineered specifically for the high-vacuum processing of critical medical components.
Solar Atmospheres’ new vacuum furnace Source: Solar AtmospheresSolar Atmospheres’ new vacuum furnace Source: Solar AtmospheresRobert Hill, FASM President Solar Atmospheres of Western PA
“This new furnace is equipped with an all-molybdenum hot zone and a finely polished stainless steel cold wall. Critical vacuum pumping will be conducted on the vacuum chamber only with the integration of two (2) isolation valves. This design has proven to produce bright clean work on the critical medical device materials that we are processing. We now have identical furnaces in our clean room working 24/7,” commented Bob Hill, president of Solar Atmospheres of Western PA.
The furnace is 24” x 24” x 36” deep with an all-metal hot zone.
Solar Atmospheres supported this expansion by doubling the size of their existing medical clean room.
Heat Treat Today original press release, last updated on 09/04/2025 at 5:09am.