Vacuum furnaces performing hardening have been in use for over 50 years, yet many heat treaters may not be taking full advantage of newer, more advanced analysis tools and methods. Controlling the cooling pressure can dramatically improve toughness and tool life, but only if applied with precision. In this Technical Tuesday installment, Paulo Duarte, technical director at Treatnorte, explores the science behind gas quenching, the role of step cooling, and why measuring and adjusting cooling curves is critical for consistent, high-performance results.
This informative piece was first released in Heat Treat Today’s March 2026 Annual Aerospace Heat Treating print edition.
Introduction
It has been a long time since the invention of the vacuum hardening process, yet innovation in this field continues. In recent years, industrial furnaces capable of operating with higher cooling gas pressures — up to 15 bar now commonly offered on the market — have become standard. But do we truly know how to make the best use of such high pressures?
Pressures up to 10 bar were first applied to cool small parts made from cold-work tool steels, such as sheet metal stamping tools. However, such high pressures can lead to cracking in larger hot-work steel dies when cooled directly. Step cooling was introduced as a solution: start with a fast initial cooling at higher temperatures to avoid carbide formation, then gradually lower pressure stages during the final cooling phase to reduce distortion and minimize the risk of crack appearance.
Despite this empirical knowledge, the question remains: do we really understand what we are doing? Are we routinely measuring cooling rates to determine where they stand on the CCT diagram, predicting microstructure and properties, and adjusting quenching parameters accordingly? And are we certain about which pressures to use for producing high-performance, demanding tools?
Cooling in Vacuum Furnaces
Quenching is one of the most critical steps in the hardening cycle. It transforms austenite into the optimal final microstructure, avoiding the formation of coarse carbides and pearlitic constituents during cooling. This ensures the finest possible microstructure.
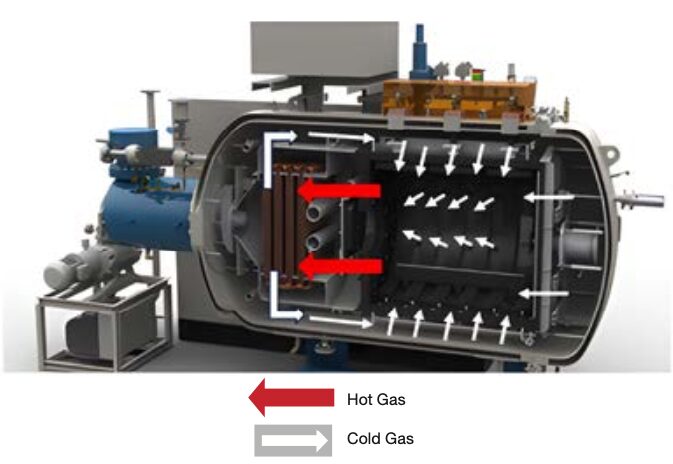
In vacuum furnaces, this is typically achieved by injecting cooling gas through nozzles directed at the surface of the parts located in the furnace hot zone. During cooling, the gas circulates through the chamber, being drawn through furnace ports into contact with the heat exchanger tubes. A turbine then blows the cooled gas back into the hot zone where the load is located (Figure 1).
The higher the programmed cooling pressure, the greater the volume of gas passing through the nozzles over the same period of time. This increases the heat transfer from the parts to the cooling gas, resulting in a faster cooling rate.
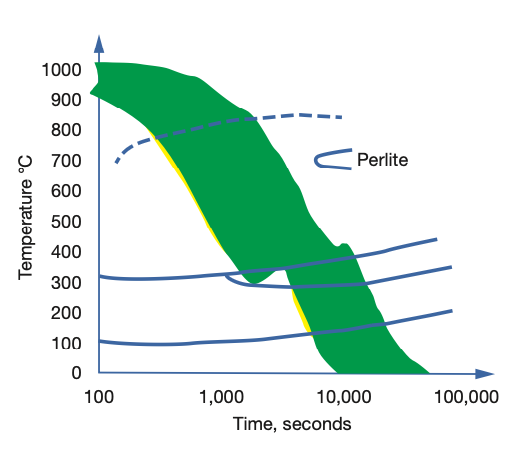
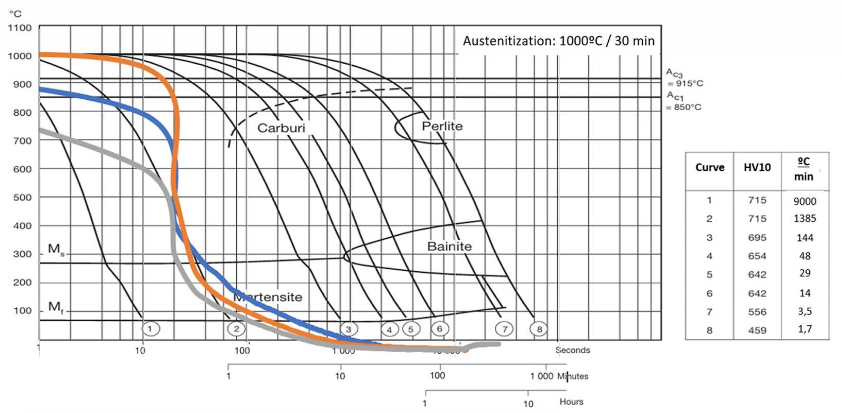
By measuring successive cooling curves for different loads, specifically for single hot-work steel tools weighing over 500 kg, surface cooling rates pass through the bainitic–martensitic domain (the green area of the CCT diagram shown in Figure 2). Thinner parts tend to cool closer to the martensitic end at the Ms-Bs intersection, while larger tools tend to approach the pearlitic nose.
These observations highlight the importance of adjusting cooling pressure to produce the desired microstructure and account for the different cooling behaviors of large, medium, and small parts.
Investigative Approach: Testing Furnace Data Against CCT Diagrams
Measuring part temperatures during cooling began over 20 years ago, using thermocouples and data loggers, and comparing the results to steel continuous cooling transformation (CCT) diagrams. Most vacuum furnaces do not include this capability as standard, and when available as optional software, many companies choose not to invest in it. In 2005, it was discovered what few in the industry knew at the time: hardening hot-work tool steels in industrial vacuum furnaces often results in a bainitic–martensitic microstructure. This phenomenon is now more widely recognized, with published cooling curves overlaid on CCT diagrams for larger tools becoming more available.
Even so, open discussion remains rare, partly because many heat treaters are reluctant to present this evidence to academia, fearing criticism that their results do not match the fully martensitic microstructure taught at universities. This is not a debate about right or wrong, but rather an opportunity for research and improvement in heat treatment practices worldwide.
After initial testing with a 600 mm × 600 mm × 900 mm French-made single-chamber furnace, trials continued with a larger 900 mm × 900 mm × 1,800 mm German-made vacuum furnace. These tests began by measuring both surface and core temperatures for repeated cycles with small and large charges ranging from small cold-work tools to hot-work tool steel parts weighing 500–1,500 kg. Leading vacuum furnace manufacturers in North America and Europe have developed technologies capable of successfully heat treating small, medium, and large tools, resulting in microstructures that often contain both bainite and martensite. This is, in fact, an inherent characteristic of the technology. Such tools have performed well in service for decades. That said, heat treaters using higher cooling pressures have seen improved tool life significantly, while also increasing the risk of treatment failures if the pressure is too high.
In the last 10 years, properties and microstructure analyses have shown that variations in cooling rate can significantly change the microstructure and toughness of the part even within the same bainitic–martensitic domain of the CCT diagram.
With the emergence of Industry 4.0 and 5.0, along with digitalization and AI, systematic research into heat treatment processes combined with quenching deformation simulation can lead to better selection of cooling pressures. This is a critical parameter in controlling the hardening process, and it has a direct impact on part toughness and service performance. Metaltec Solutions introduced one of the first software tools aimed at improving vacuum heat treatment through Industry 4.0 concepts in 2017. This technology represents a step toward greater awareness and precision in tool steel hardening, helping heat treaters program their cycles for optimal performance in demanding applications.
Regulating Pressure in Vacuum Hardening Furnaces
To obtain the best possible microstructures, gas quenching must be programmed in the furnace so that the cooling rate is kept as close as possible to the martensitic end, i.e., at the Ms-Bs intersection, of the CCT diagram, avoiding the formation of coarse and undesirable microconstituents in the steel. This is achieved by selecting the highest permissible cooling pressure that still prevents cracking or excessive deformation. While small parts can withstand direct high-pressure cooling, larger tools require a reduction in cooling pressure.
Preliminary Pressure Comparison
For optimal quenching of large parts, the cooling pressure should not remain constant throughout the entire cooling cycle. Instead, high pressure should be applied during the initial cooling stage to prevent coarse carbides and pearlite formation and then reduced when the surface temperature reaches approximately 550°C (1022°F). This creates a martempering stage at lower pressures, reducing the risk of distortion and cracking.
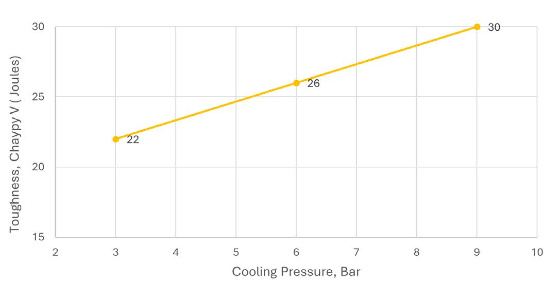
variation) part surface toughness | Image Credit: Metaltec Solutions
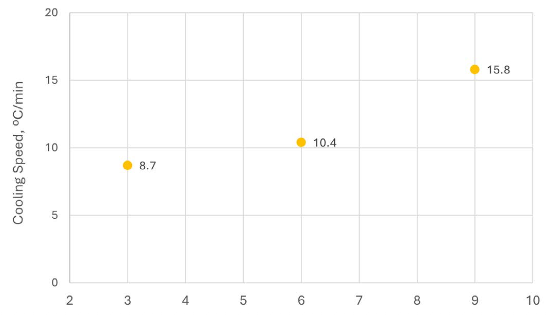
block surface toughness | Image Credit: Metaltec Solutions
If we measure the toughness of steel pieces quenched at different cooling pressures, then tempered together to achieve a typical 46–48 HRC hardness (in hot work tool steel), we find that higher cooling pressures result in greater toughness. Using older furnace pressures (around 3 bar) yields lower toughness, whereas increasing cooling pressure can improve toughness by approximately 60% (Figure 3a). This translates into longer tool life, since high-pressure-quenched tools better absorb stress, delaying the initiation and propagation of cracks. These benefits result from higher cooling rates (Figure 3b) and the corresponding finer microstructures achieved.
Although quenching at 3, 6, and 9 bar passes through the same transformation domain on the CCT curve, differences in the resulting internal steel structure, whether coarser or finer, are clearly observable.
True Toughness and Speed
Looking in more detail at the above findings, we can observe that when parts are cooled in a 900 mm × 900 mm × 1,800 mm vacuum furnace, the gas temperature drops below the Ms temperature (for typical hot work tool steels) in less than one minute. The gas temperature then remains near room temperature during the subsequent cooling of the parts (Figure 4a).
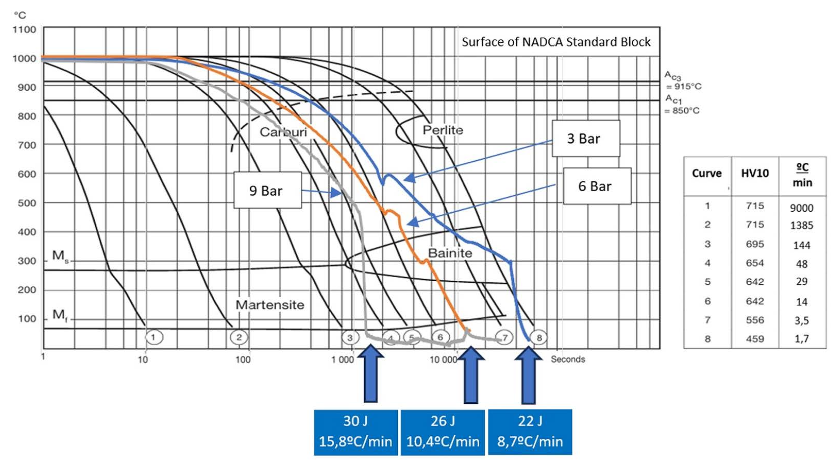
The parts, however, take considerably longer to cool down to the furnace unloading temperature, depending on the cooling pressure applied. When analyzing the cooling of large dies using the NADCA block as the standard size for comparison, the surface cooling curves vary according to the applied pressure, falling into the bainitic–martensitic domain for 3, 6, and 9 bar cooling pressures.
From this data, it can be seen that hardness is not significantly affected by using 3, 6, or 9 bar cooling pressures, even though the higher pressures produce cooling rates up to twice as fast as the slower ones. Toughness, however, is largely influenced by the way the cooling curves pass through the bainitic–martensitic domain, whether crossing the Bs and Ms intersection closer to the martensitic end (9 bar), near the center (6 bar), or closer to the pearlitic nose (3 bar).
Tuning Pressure and Time
These results show that, within the typical cooling rates of vacuum hardening (Figure 2), toughness varies significantly with cooling pressure, corresponding to finely tuned cooling speeds ranging from approximately 9 to 16°C/min (48 to 61°F/min) between 800°C and 500°C (932°F and 1472°F). This highlights the need to use the highest possible cooling pressures to achieve excellent properties while avoiding direct high-pressure cooling of large parts by applying step cooling with an initial fast cooling phase, followed by reduced pressure.
How Microstructure Drives Toughness
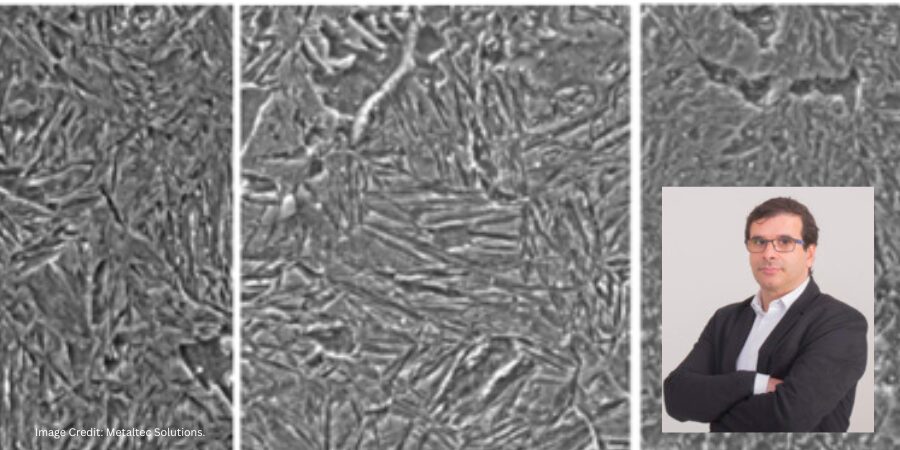
The reason for achieving better properties at higher cooling pressures lies in the resulting microstructure, as shown in Figure 5. Fine bainite and martensitic needles, formed through faster cooling rates, are responsible for the higher toughness observed. When lower cooling pressures are used, the cooling rate decreases, leading to coarser needle sizes (Figres 5a–c) and, consequently, lower toughness values.
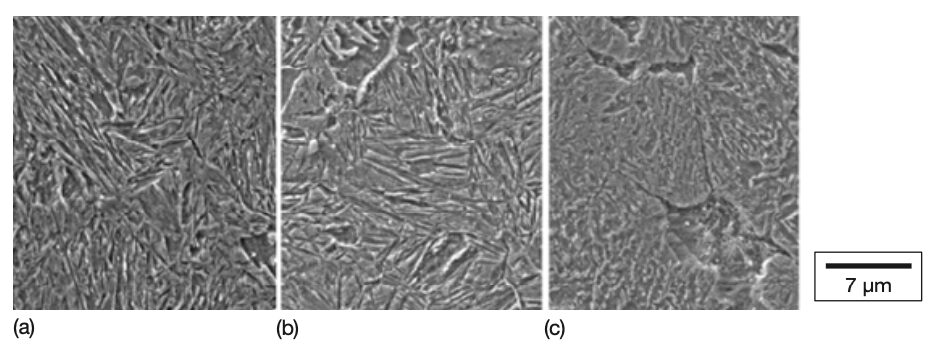
Figure 5a-c. Microstructures obtained after quenching Orvar Supreme (premium H13 steel): a) 100°C/min; b) 12°C/min; c) 3°C/min (or, a) 180°F/min; b) 22°F/min; c) 5°F/min) | Image Credit: Metaltec Solutions
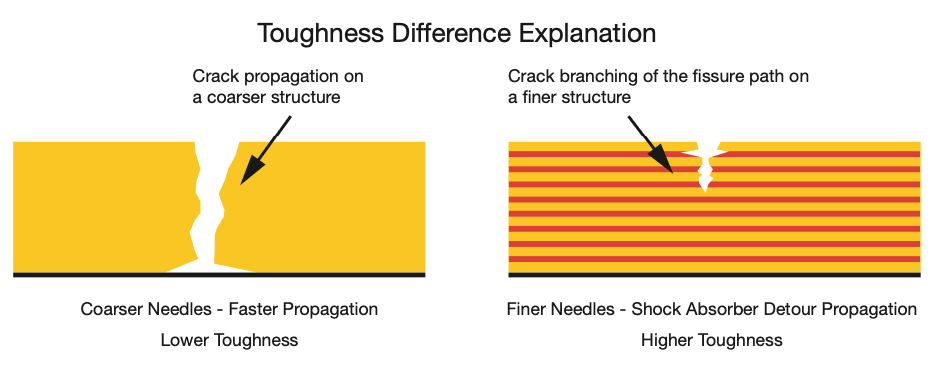
This can be explained by Figure 6. In a coarser microstructure, cracks can propagate more easily because there are fewer obstacles to their advance. In finer microstructures, the higher density of needles forces cracks to deviate repeatedly from their path due to the branching effect, altering the directions of crack propagation. This “shock absorber” effect — caused by the frequent detours a crack experiences when traveling through a greater number of fine needles — is the reason for the toughness improvement observed when higher cooling pressures are used to achieve faster cooling rates.
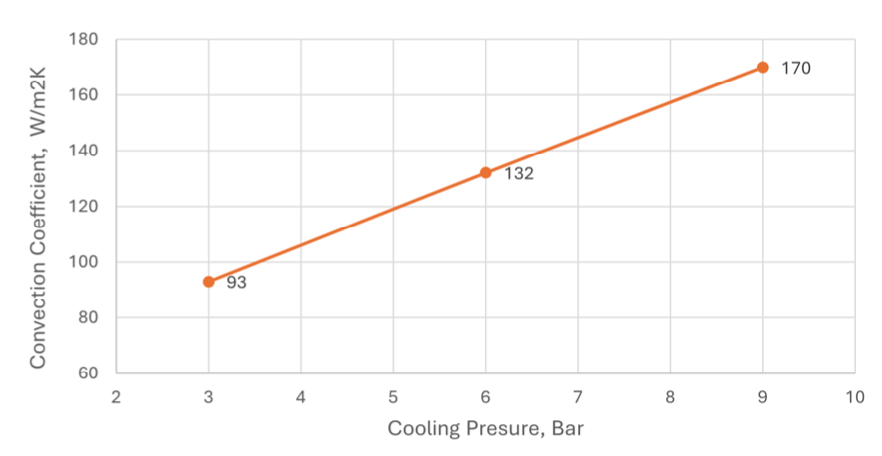
Figure 7. Convection coefficients for a 900 mm × 900 mm × 1,800 mm vacuum hardening furnace according to the pressure being used | Image Credit: Metaltec Solutions
Each furnace behaves differently, from one furnace builder to another and also depending on the level of maintenance of a furnace. So a similar furnace to the one used for obtaining cooling curves and corresponding toughness values (Figure 4b) was used to obtain the convection coefficients (Figure 7). We can see a strong correlation between convection coefficient, pressure, and final toughness obtained, indicating that these features must be carefully adjusted to reach optimal part properties and longer service life.
Conclusion
Properly applying cooling pressures, through direct high-pressure cooling for small loads or step cooling for larger tools, can significantly increase part toughness and extend tool life. The key lies in understanding how cooling curves interact with the bainitic–martensitic microstructure and adjusting pressure according to part size, geometry, and furnace characteristics.
By measuring temperatures, analyzing microstructures, and fine-tuning cooling cycles, heat treat operators can achieve consistent, high-performance results, as demonstrated with the above studies on tool steels. Faster, well-controlled cooling typically produces finer bainitic–martensitic microstructures which results in a part with “shock absorber” qualities.
Ultimately, maximizing cooling pressure, not just for minimal distortion, creates more durable tools, reduces downtime, and strengthens competitiveness through part performance.
About The Author:

Technical Director
Treatnorte
Paulo Duarte is an independent researcher and consultant on heat treat technologies, also working as technical director at Treatnorte. His education and expertise in metallurgy have culminated in several articles and patents. Previously, he was the project manager at Metalsolvus and also had been the technical manager and heat treatment manager within bohler-uddeholm group for the Portuguese market. Currently, Paulo focuses on helping heat treaters by providing innovative, more efficient, and profitable heat treatment services to companies.
For more information: Contact Paulo Duarte at pauloduarte@treatnote.pt.