After 15 years of collaboration, a new CAB furnace designed for production of heat exchangers for delivery vehicles, trucks, and cars is set to begin operating in Monterrey Mexico.
This 15-year collaboration between SECO/WARWICK and their Asian partner began in 2010 when the two began working together on solutions for heat exchanger production for trucks, passenger cars, and new energy technologies. The new CAB line that will operate in Mexico is equipped with a thermal degreasing furnace, preheating chambers, a radiation furnace, a deicing furnace, a final cooling chamber, and an advanced control system. These features are designed to meet the requirements of the automotive industry, as well as ensure long-term and reliable operation.
Liu Yedong Managing Director SECO/WARWICK China.Piotr Skarbiński Vice President of Aluminum and CAB Products Segment SECO/WARWICK
“We can say that this is the jubilee 15th order, exactly on the 15th anniversary of our cooperation beginning,” said Piotr Skarbiński, vice president of the Aluminum and CAB Products Segment at SECO/WARWICK Group.
“The CAB line with a 1,400 mm wide belt ensures excellent temperature uniformity across the entire width, which translate into the final product quality,”Liu Yedong, managing director of SECO/WARWICK China added.
Press release is available in its original form here.
A major automaker announced a $20 billion investment in United States-based manufacturing.
Hyundai‘s investment, which the automaker described as a pledge to increase localized production in the United States, will create over 1,000 jobs. As part of the pledge, the company will open a $5.8 billion steel plant in Louisiana.
This near-shoring move by Hyundai is one among many automakers who are currently planning major U.S. investments, including Stellantis, which promised $5 billion to U.S manufacturing and Honda, which is expected to produce new Civic hybrids in Indiana.
Press release is available in its original from here.
A continuous line for protective atmosphere brazing has been contracted by a company involved in the research, development, and production of precision metal parts for the automotive industry. The EV/CAB line is intended for the production of large-sized electric vehicle battery coolers.
Piotr Skarbiński Vice President of Aluminum and CAB Products Segment SECO/WARWICK
The EV/CAB line, manufactured and delivered by SECO/WARWICK, will help the company in their manufacture of automotive heat exchangers and is the first for the company, which has production plants in the US as well as Singapore, Malaysia, Thailand, Germany, and China.
“CAB continuous furnaces use a variable speed drive (to transport products) with a stainless-steel mesh conveyor belt. The controlled atmosphere brazing process heats the product to the brazing temperature, while maintaining a uniform product temperature in a protective nitrogen atmosphere devoid of oxygen,” said Piotr Skarbiński, vice president of the Aluminum Process and CAB Business Segment at SECO/WARWICK. “Societal awareness related to the need to care for the natural environment is growing globally, and consistent legal changes in this direction are causing the electromobility sector to grow.”
The CAB line ordered involves a hybrid gas-electric heating method and consists of a 1.6 m wide furnace TTBB chamber, radiation preheating chamber, radiation brazing furnace, cooling chamber with air jacket, final cooling chamber and control system. The furnace is fully electric; however, at the client’s request, space was provided for the installation of gas-powered heating, which provides the flexibility for future savings. Radiation CAB furnaces provide continuous brazing of products with similar dimensions and features. The temperature is distributed evenly over the entire length of the belt due to several independent heating zones.
In addition to manufacturing electric vehicle battery coolers, the company produces precision metal parts for the computer and telecommunications industries.
Press release is available in its original from here.
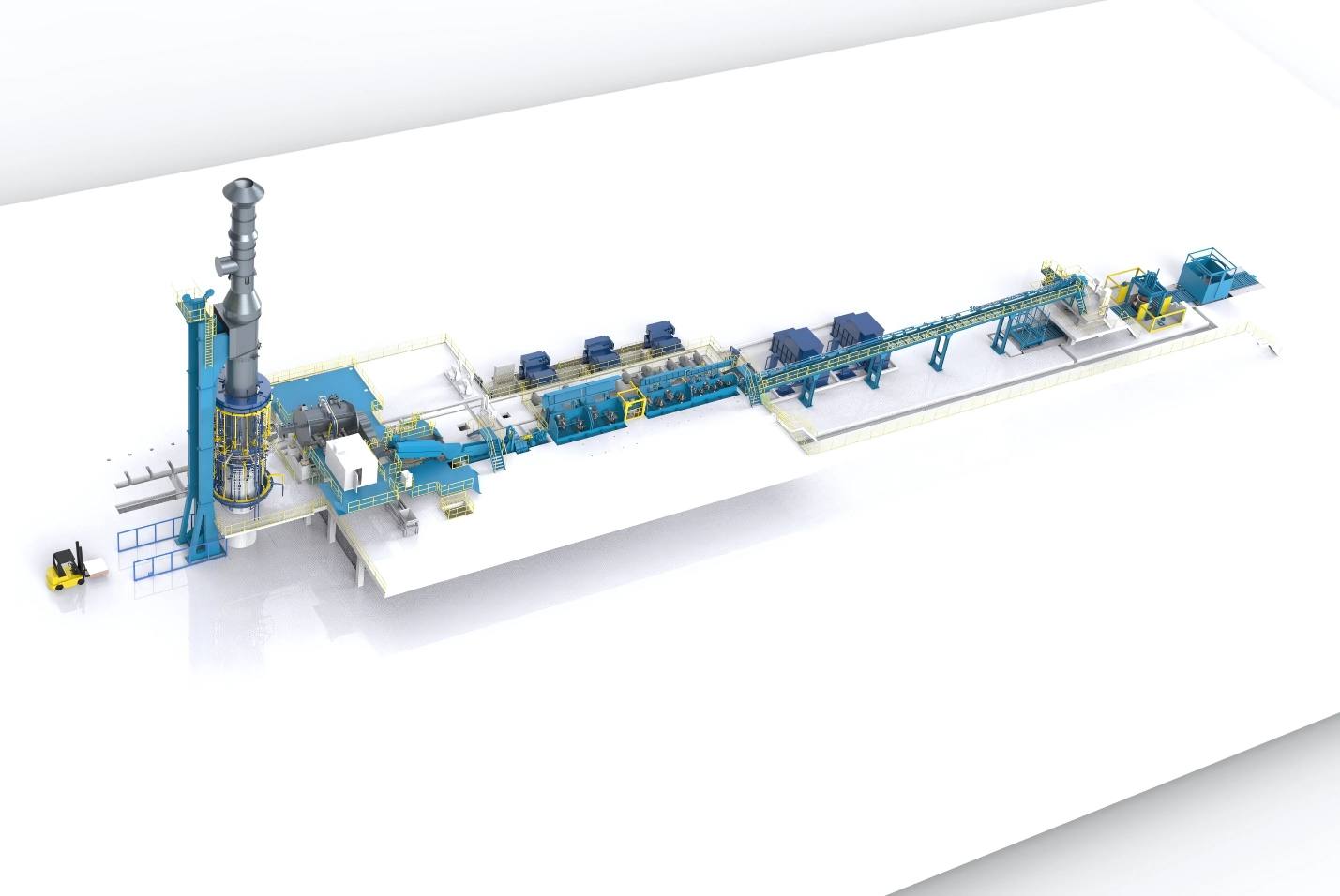
Conticon, a steel-wire manufacturer, is expanding production capabilities at its North American plant by installing a CONTIROD® CR3700 line to address the growing demand for high-quality copper rod for the automotive and telecommunications industries. The line, which includes a furnace plant, casting machine, rolling plant, and cooling line, is a fully integrated casting and rolling process that turns copper cathodes and clean copper scrap into material for conductors, boosts the capacity of the existing plant.
The company, a joint venture between Grupo Condumex and Xignux, a manufacturer of electrolytic tough pitch (ETP) copper rod, commissioned SMS group to provide and complete the installation of the CONTIROD® line at its plant in Celaya-Villagrán, Mexico, boosting the current line, which has an annual capacity of approximately 230,000 tons. With an additional 320,000 tons from the new line, the total theoretical capacity is approximately 550,000 tons per year. The line is the only manufacturing process for cast wire rod that utilizes a Hazelett twin-belt casting machine, which physically precludes porosity in the casting bar’s core.
Impression of a comparable CONTIROD® CR3700 line with a capacity of 60 tons per hour
SMS, which has a long-standing relationship Condumex, Inc, dating back to the installation of the first line in 1984, is providing the company with a complete CONTIROD® line, encompassing both process and electrical equipment to enhance production at the Conticon facility. The new line covers every stage of production, including the charging device, furnace plant, casting machine, rolling plant, and cooling line, as well as the coil forming and handling systems. This comprehensive solution not only increases productivity thanks to its ease of maintenance and operation but also enhances process control and operator safety. The new CONTIROD® CR3700 line has a capacity of 48 tons per hour.
The new line offers sustainability benefits, including reductions of 55 percent for electrical energy consumption and 30 percent for natural gas. These efficiencies are achieved through advanced design and process integration and optimized thermal heat utilization, thus minimizing energy waste and enhancing the system’s overall efficiency. The technology package also features process control systems that ensure precise operation, further contributing to energy savings.
Press release is available in its original form here.
An auto parts manufacturer that specializes in the production of radiators and air conditioning systems recently ordered a fully electric furnace for brazing aluminum in a protective atmosphere. The EV/CAB line is designed for the production of tubular and plate-fin heat exchangers with uniform temperature distribution across the 1300 mm wide belt.
Piotr Skarbiński Vice President of Aluminum and CAB Products Segment SECO/WARWICK
SECO/WARWICK designed the uniform temperature distribution feature in the equipment to meet the company’s quality requirements of the finished products. The CAB line on order, the first this manufacturer has acquired from SECO/WARWICK, provides the continuous brazing of products with similar dimensions and features. The temperature is evenly distributed over the entire width of the belt due to several independent heating zones, resulting in long-term operation under industrial conditions.
“Uniform temperature distribution across the entire belt, regardless of how wide it is, is an important consideration influencing the final effect of the production,” said Piotr Skarbiński, vice president of the Aluminum Process and CAB Business Segment at SECO/WARWICK. “Our furnaces provide an optimal brazing temperature profile and a very clean atmosphere necessary to maintain high process quality. In China, we sell CAB lines for manufacturers of electric vehicle battery coolers, as well as for manufacturers of other heat exchangers. The furnaces on order by this partner are powered by electricity, making them ecological and free of CO2 emissions.”
Press release is available in its original form here.
In today’s News from Abroad installment, we highlight processing and initiatives that aim to improve operations and improve sustainability. Read more about a method used in the production of parts with complex geometries; a venture to create the world’s first fossil-free, ore-based steel with renewable electricity and green hydrogen; and a production plant that will generate around 9,000 tons of green hydrogen a year to be used for the production of carbon-reduced steel.
Heat TreatTodaypartners with two international publications to deliver the latest news, tech tips, and cutting-edge articles that will serve our audience – manufacturers with in-house heat treat. Furnaces International, a Quartz Business Media publication, primarily serves the English-speaking globe, and heat-processing, a Vulkan-Verlag GmbH publication, serves mostly the European and Asian heat treat markets.
Press Hardening Prevents Part Deformation
Press hardening neccessary due to part deformation during the rapid cooling phase induced by quenching
Source: Thermi-Lyon
“Press hardening serves a very specific purpose: to prevent part deformation during the rapid cooling phase induced by quenching. This process improves the performance of steels by giving them a martensitic structure without the need for reworking. Designed for high volume production of parts with complex geometries, press hardening is both highly effective and economical….
This process was initially developed for automotive manufacturers, to process large series of parts with complex geometries. In fact, this method is perfectly suited to the processing of large numbers of parts on a production line: since the cooling cycle is automatically programmed, it can be repeated ad infinitum. What’s more, the circulation of quenching fluid around the part held in the press results in uniform, controlled cooling that can easily be reproduced many times over.”
An electricity-based process gas heater for the hydrogen-based direct reduction process developed by HYBRIT (Hydrogen Breakthrough Ironmaking Technology)
Source: Kanthal
“Launched in 2016 as a joint venture owned by SSAB, LKAB, and Vattenfall, with support from the Swedish Energy Agency, HYBRIT aims to create the world’s first fossil-free, ore-based steel with renewable electricity and green hydrogen.
This involves shifting from coal-powered blast furnaces that use coal as a reduction medium to a direct reduction process using hydrogen produced via renewable energy. The first HYBRIT pilot plant in Luleå, Sweden, began operations in 2020, with commercial-scale production targeted by 2027.
Kanthal is proud to have contributed to HYBRIT’s groundbreaking journey by developing an electricity-based process gas heater for the hydrogen-based direct reduction process under the name Prothal®. This project showcased the feasibility of fossil-free industrial heating solutions and laid the groundwork for scaling up these technologies to meet the steel industry’s future needs.”
Largest Green Hydrogen Production Facility Underway
From left: Andrea Prevedello, Global Director Project Management of Green Hydrogen, at ANDRITZ; Walther Hartl, Project Manager of Electrolysis, at ANDRITZ; Sami Pelkonen, Executive Vice President of Green Hydrogen, at ANDRITZ; Gerd Baresch, Managing Director of the Technical Division, SZFG; Thorsten Hinrichs, Head of Pipeline Infrastructure, SZFG
Source: Andritz Group
“On February 12, 2025, the cornerstone was laid for one of the largest production plants for green hydrogen in the whole of Europe.
[Beginning in] 2026, the plant will generate around 9,000 tons of green hydrogen a year to be used for the production of carbon-reduced steel. This will mark the start of the industrial use of hydrogen in SALCOS®-Salzgitter low CO2 steelmaking. SALCOS® is aiming for virtually carbon-free steel production. The 100 MW electrolysis plant will be supplied on an EPC basis by the international technology company ANDRITZ, using the pressurized alkaline electrolysis technology of HydrogenPro.”
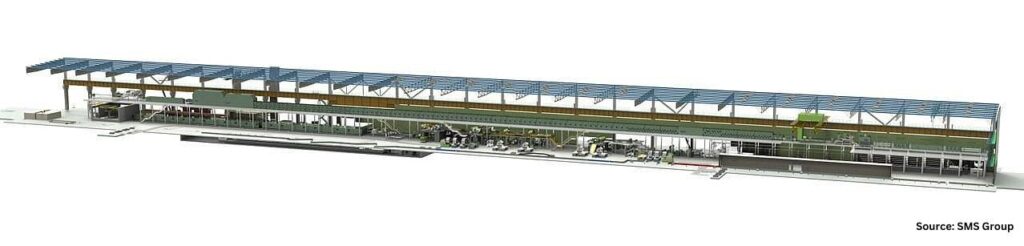
A new annealing and isolating line has been supplied to thyssenkrupp Steel for the production of high-grade NGO (non-grain-oriented electrical steel strip). This strip processing line comprises a precise heat treatment in which the structure of the cold-rolled strip is recrystallized during the annealing process, followed by the application of an insulating layer to ensure optimal electrical properties. This is particularly important for the materials used in motors and generators installed in electric vehicles.
The new processing line, supplied by the project partner, SMS Group, has an annual capacity of 200,000 tons and is designed to process electrical steel strip in widths of up is now in operation. SMS technology enables the production of electrical sheet for energy-efficient applications, for example electromobility. The technological core of the line is the combined heat treatment and coating process.
With this line, the modernization of thyssenkrupp‘s Bochum location is nearly complete, allowing the steel producer to better serve its clients in the automotive, energy, and other manufacturing sectors. The new plant will allow the manufacture of up to 0.2 mm thin electrical sheet with particularly homogeneous mechanical and magnetic properties, specially designed to meet the requirements of highly efficient motors used primarily in electric vehicles. The finishing line is scheduled to go on stream in 2026.
“This facility not only represents a huge step forward in our production capacities,” said Dr. Harald Espenhahn from thyssenkrupp Steel Europe, “it enables us to manufacture high-quality NGO steels that allow our customers to meet the changing demands of the market and to develop products with increased energy efficiency.”
3D model of the new annealing and insulating line for the production of non-grain-oriented (NGO) steel at thyssenkrupp Steel Europe’s Bochum site
Main image: The team from thyssenkrupp Steel Europe and SMS Group preparing to start up the pioneering plant technology for the manufacture of high-grade electrical sheet / L to R: Engin Karakurt, Chairman of the Works Council of thyssenkrupp Steel in Bochum; Dr. Harald Espenhahn, Head of Technology and Environmental Management, thyssenkrupp Steel; Andy Rohe, Head of Downstream Operations, thyssenkrupp Steel; Thomas Eiskirch, Mayor of Bochum; Dr. Marie Jaroni, Chief Transformation Officer at thyssenkrupp Steel; Markus Kovac, Head of the Bochum Plant Area, thyssenkrupp Steel
Press releases are available in their original form here and here.
Aalberts N.V. has reached an agreement to acquire 100% of shares of Paulo Products Company (Paulo), expanding the company’s geographical footprint in the U.S. The acquisition will bolster the Dutch company’s capabilities to provide heat treating, brazing, and metal finishing operations for the North American automotive, aerospace, defense, and energy sectors.
Stéphane Simonetta CEO Aalberts N.V.
Pending regulatory approval, the management team of Paulo, which operates five heat treatment facilities in the USA and one in Mexico, will work with the management of Aalberts Surface Technologies in North America. The transaction is expected to be finalized in the second quarter of 2025 and generate an annual revenue of approximately USD 105 million with 522 employees.
“We are excited about the growth potential in the different end markets and are looking forward to welcoming Paulo’s employees to Aalberts,” said Stéphane Simonetta, CEO of Aalberts N.V. “This strategic acquisition will further enhance our proximity in North America and Mexico as per our ‘thrive 2030’ strategy. Together, our leadership position will enable us to serve our customers with short lead times, high quality and full-service capabilities.”
The press release is available in its original form here.
A North American manufacturer has bolstered its heat treatment capabilities for annealing steel parts after induction hardening. The two-zone belt conveyor furnace shipped to the facility ensures precise temperature control, energy efficiency, and compliance with AIAG specification CQI-9.
“The customer chose to enhance the operating efficiency of the oven with the E-Pack™ Energy Efficiency Package. Depending on utility rates, operating temperature, and weekly usage, customers may achieve significant annual energy savings with this upgrade,” said Tom Trueman, senior application engineer for Wisconsin Oven Corporation.
Tom Trueman Senior Applications Engineer Wisconsin Oven Corporation
Wisconsin Oven Corporation designed the conveyor furnace with the capacity to heat 2,400 pounds of steel per hour from 70° to 350°F with a maximum temperature rating of 500°F and the ability to anneal the components after induction hardening. The recirculation system features a top-down airflow design with a 32,000 CFM blower, with each of the two zones utilizing 16,000 CFM. The temperature for both zones is controlled by a Watlow F4T digital recorder/controller, which provides Ethernet communication capabilities and PID temperature control with adaptive tuning. As a factor in its CQI-9 compliance, a temperature uniformity survey was conducted, documenting uniformity of ±10°F at 350°F with verified part soak.
To maximize energy efficiency, the oven has been upgraded with an E-Pack™ Energy Efficiency Package, which includes 2” thicker insulation in the walls, floor, and roof, as well as variable frequency drives on the recirculation blowers.
The press release is available in its original form here.
A leading automotive manufacturer is updating its heat treating operations with Endothermic gas generators to enhance the carburizing process. The company, which produces engine parts that require high durability and wear resistance, is modernizing the facility’s aging, gas-heated generators with a more efficient, cost effective and sustainable solution.
Daniel Panny Head of Sales in Europe UPC-Marathon Source: UPC-Marathon
To support the company’s modernization initiatives, UPC-Marathon, a Nitrex company, is supplying five advanced, electrically heated EndoFlex L Endothermic gas generators designed specifically for carburizing, a heat treat process that hardens surfaces by introducing carbon into the material. The facility’s production had been caught in a bottleneck due to the age of the gas-heated generators, which were consuming excessive natural gas and contributing to CO₂ emissions.
UPC-Marathon’s EndoFlex L endothermic gas generator system Source: UPC-Marathon
“The partnership extends beyond this project,” said Daniel Panny, head of Sales Europe at UPC-Marathon. “Building on the success of past collaborations, where we upgraded legacy generators with the EndoInjector gas injection system to enhance and stabilize endothermic gas delivery, the customer selected the EndoFlex L for this major overhaul..”
Set for commissioning early next year, the Endothermic gas generators will play a key role in the manufacturer’s modernization strategy, supporting its long-term economic and environmental objectives.
The press release is available in its original form here.