Kittyhawk Inc., a commercial provider of hot isostatic pressing (HIP) services, has placed a purchase order for a new HIP vessel at its facility in Garden Grove, California. The planned investment is intended to expand processing capacity for commercial aerospace, space, defense, and other industries that rely on HIP technology to improve material performance and component integrity.
The new vessel will complement Kittyhawk’s existing HIP operations and support growing client demand across critical manufacturing sectors. The company provides HIP processing services through facilities in California and Oregon.
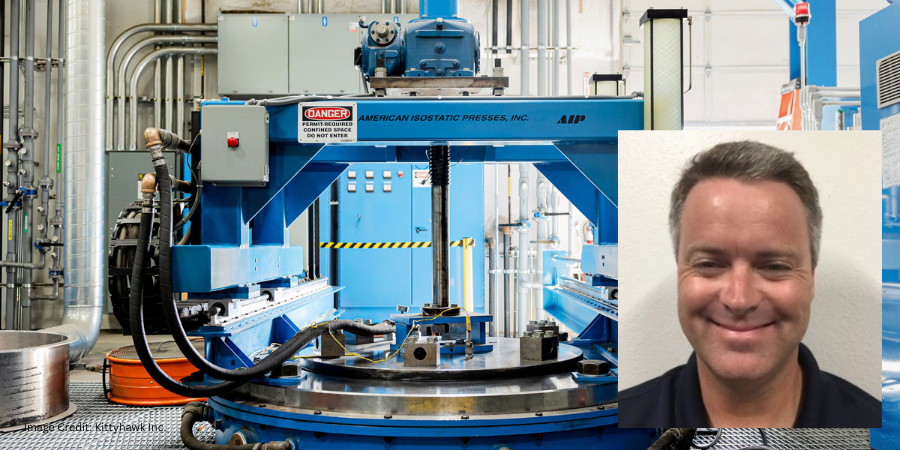
Brandon Creason CEO Kittyhawk Inc.
“This new vessel is another step in our ongoing investment in long-term growth. As demand continues to increase, we want to make sure our [clients] have access to the HIP services they need when they need them,” said Brandon Creason, CEO of Kittyhawk.
The vessel will measure 46 inches in diameter by 100 inches high. Once operational, the additional system is expected to help reduce production bottlenecks, support faster turnaround times, and meet evolving needs of clients operating in highly regulated and performance-driven markets.
Press release is available in its original form here.
We’re celebrating getting to the “fringe” of the weekend with a Heat TreatFringe Fridayinstallment: the completion of a strategic investment project at a U.S. vacuum metallurgy facility highlights ongoing efforts to expand plasma gas atomization (PGA) and advanced materials processing capabilities. The project reflects continued investment in the infrastructure behind high-performance manufacturing.
While not exactly heat treat, “Fringe Friday” deals with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing.
A strategic investment in vacuum metallurgy and advanced materials processing capabilities has been completed in the U.S., expanding capacity for plasma gas atomization and manufacturing operations serving aerospace, defense, energy, medical, and specialty materials sectors.
SECO/WARWICK concludeds Retech’s Strategic Investment Project in the U.S. | Image Credit: Retech
SECO/WARWICK and Retech marked the completion of the project during a ceremony at Retech’s facility in Buffalo, New York. Attendees of this milestone event to commemorate the expansion of Retech’s capabilities included representatives from PFR TFI, the Embassy of the Republic of Poland in Washington, D.C., and the U.S. Congress.
The event program included presentations on the growth of the SECO/WARWICK Group, the company’s operations in the United States, Retech’s technological capabilities, and the results of the investment project. Participants also toured Retech’s laboratories and technological facilities, where the Group’s U.S. company presented its processes and solutions. The investment expands Retech’s infrastructure, research, and technology base to support client needs across industrial markets.
Earl Good Managing Director Retech Systems, LLC Source: Retech
“This project is strategically important for Retech. It enables us to expand our technological capabilities, develop our laboratory resources, and respond even more effectively to the needs of [clients] operating in the most demanding industries. Buffalo is an important point on the U.S. industrial map, and Retech, as part of the SECO/WARWICK Group, combines American engineering expertise with the organization’s global potential,” emphasized Earl Good, managing director of Retech.
The project was co-financed by the Foreign Expansion Fund 2 FIZ AN. As part of the cooperation, Retech secured a long-term $10 million loan from the Fund for the development of metal powder production technology, including the development and installation of plasma gas atomizer (PGA) furnaces and the expansion of manufacturing and assembly operations. The investment was undertaken to support continued growth in advanced metallurgical technologies and related markets.
Image Credit: SECO/WARWICK Group
Press release is available in its original form here. Main image shows the shop floor at Retech’s headquarters in Buffalo, New York. Image Credit: Retech
Isostatic Toll Services (ITS) has opened a new hot isostatic pressing (HIP) facility in Ohio, expanding certified thermal processing capacity for aerospace, defense, additive manufacturing, and advanced industrial applications. The new operation adds HIP processing capability to the company’s global network, supporting clients with additional capacity, scheduling flexibility, and supply-chain resilience.
Located in Mount Vernon, Ohio, the new ITS-Ohio facility joins the company’s existing operations in Bilbao, Spain, and Mississippi. All ITS facilities operate under Nadcap accreditation and AS9100D certification, providing HIP processing services for aerospace and other high-performance components.
The Ohio facility adds large-format and high-pressure HIP capability, including systems capable of processing components up to 44″ in diameter by 100″ in height at pressures up to 25,000 PSI. The facility is equipped with HIP systems manufactured by American Isostatic Presses, Inc. (AIP), based in Columbus, Ohio.
“Our investment in Ohio reflects our commitment to supporting [clients] with certified capacity, responsive service, and direct technical engagement,” said Tyler Persaud, general manager of ITS-Ohio. “The addition of ITS-Ohio strengthens our global network and positions us to meet growing demand across aerospace, additive manufacturing, and advanced industrial markets.”
ITS-Ohio has achieved Nadcap accreditation, AS9100D certification, and client approvals, including approval from Rolls-Royce, enabling the facility to support qualification programs and production requirements.
Press release is available in its original form here. The main image shows the shop floor at the ITS-Ohio facility in Mount Vernon, Ohio. Image Credit: ITS-Ohio
Wall Colmonoy has expanded its vacuum brazing capacity with the addition of new vacuum furnaces, supporting the production of aerospace and defense components. The investment is expected to increase capacity for vacuum brazing and vacuum heat treating operations involving stainless steel and nickel-alloy heat exchanger cores and other high-temperature assemblies.
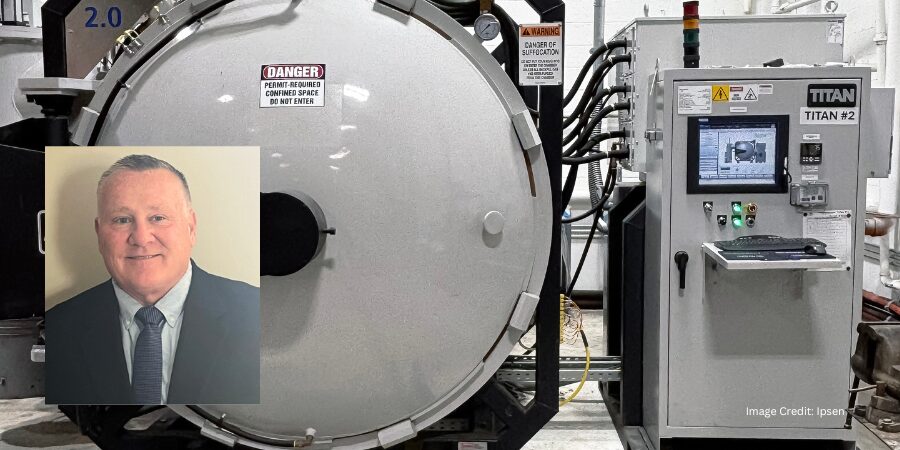
The expansion includes two TITAN H6 vacuum furnaces supplied by Ipsen. One furnace has been installed at Wall Colmonoy’s Oklahoma City facility, while a second unit is scheduled for installation at the company’s Cincinnati location this summer.
The 2-bar vacuum furnace recently installed at the Oklahoma City features a 36″ x 48″ x 36″ graphite hot zone, a 3,000-pound load capacity, a maximum operating temperature of 2400°F (1315°C), and ±10°F temperature uniformity. Designed for high-vacuum brazing, the furnace supports consistent processing of critical components while increasing capacity to meet growing demands.
John Mars Vice President / General Manager, Aerospace and Defense Division Wall Colmonoy
“Due to rapidly increasing stainless steel/nickel alloy heat exchanger core production, we needed to expand high-temperature vacuum brazing capacity,” said John Mars, vice president and general manager for Wall Colmonoy, Aerospace and Defense Division. The Oklahoma City expansion is part of a broader effort to strengthen heat treating and brazing capabilities across Wall Colmonoy’s operations.
Press release is available in its original form here.
IperionX has commissioned new powder metallurgy equipment to expand U.S. titanium component manufacturing capacity, supporting the production of near-net-shape parts for defense, aerospace, and industrial applications. The technology forms titanium preforms that can be sintered and forged into finished components, increasing production flexibility and supporting high-volume manufacturing pathways.
The company announced the commissioning of a 300-ton, six-axis SACMI powder metallurgy press at its Titanium Manufacturing Campus in South Boston, Virginia. The press triples IperionX’s existing powder metallurgy capacity and expands the range of titanium components that can be manufactured domestically using its powder metallurgy technologies.
SACMI powder press at IperionX’s titanium manufacturing campus, Virginia, and examples of complex parts that can be produced by powder metallurgy using IperionX titanium metal powder. | Image Credit: IperionX
The SACMI press provides higher compaction force, multi-axis movement, improved repeatability, and enhanced geometry control compared with conventional uniaxial pressing systems. These capabilities are intended to support programs requiring more complex component designs, tighter process control, and higher-volume production.
The press utilizes titanium powder produced through IperionX’s HAMRTM titanium process and forms neat-net-shape titanium preforms that can then be sintered and forged using the company’s HSPTTM process. Components targeted by the manufacturing platform include fasteners, gears, brackets, actuators, and other titanium parts used in defense, aerospace, industrial markets.
Anastasios (Taso) Arima CEO IperionX Source: IperionX
The six-axis press is capable of up to 24 pressing cycles per minute, equivalent to approximately 11 milion single-cavity parts annually under operation assumptions. The system is also designed to integrate with additional HSPT furnace capacity expected to arrive in June to support customer qualification, low-rate initial production, and the continued scale-up of titanium component manufacturing.
“Titanium is a critical material, but its use has often been limited by cost and supply chain challenges. By combining our U.S.-sourced titanium powder, patented HAMRTM process, powder metallurgy pressing, and HSPTTM sintering and forging, IperionX is building a more scalable platform for domestic titanium manufacturing,” said Anastasios (Taso) Arima, CEO of IperionX.
Press release is available in its original form here. For additional context, watch a short video from IperionX discussing the newly commissioned powder metallurgy press and its planned role in scaling titanium component production embedded above.
A U.S.-based aerospace manufacturer is expanding its heat treat capabilities for bearing components with the addition of vacuum heat treatment processes, including high-pressure gas quenching and low-pressure carburizing. The move supports increasing production capacity, process quality, and operational flexibility.
Image Credit: SECO/WARWICK
SECO/WARWICK has supplied a Vector vacuum furnace equipped with a 15-bar absolute high-pressure gas quenching system that has been customized to meet the client’s requirements by integrating the low-pressure carburizing (LPC) option. With a working zone of 900 mm x 900 mm x 1200 mm (36 in x 36 in x 48 in), the system is designed to process large loads, including parts with critical dimensions, while maintaining cleanliness and parameter repeatability.
The furnace configuration includes a cylindrical heating chamber that ensures temperature uniformity of ±5°C (±10°F). A convection heating system improves heat transfer at lower temperatures, while directional gas quenching enables better process control for components with more complex geometries.
Operating under vacuum conditions, the system helps limit sublimation of alloying elements from the load surface, while the gas quenching system provides a maximum quenching pressure of up to 15 bar abs. It is complemented by the LPC option, enabling precise surface hardening within a single, integrated technological cycle.
Maciej Korecki Vice President of the Vacuum Segment SECO/WARWICK Group
“In this project, the [client] was looking for a solution that would combine a large working area, a short delivery time, and an excellent price-to-performance ratio. Vector meets these expectations, and thanks to the LPC option and advanced quench control, it gives users great flexibility in processing a wide range of components,” emphasizes Maciej Korecki, vice president of the Vacuum Segment at the SECO/WARWICK Group.
The installation enhances the manufacturer’s ability to meet stringent aerospace requirements while increasing throughput for heat treated bearing components used in demanding operating environments.
Press release is available in its original form here.
Wallwork Group is doubling its hot isostatic pressing (HIP) capacity with the installation of a second HIP system to support improved component integrity and performance for aerospace applications.
The expansion at its facility in the United Kingdom supports aerospace components requiring the elimination of internal voids and improved mechanical properties, including parts produced by casting and additive manufacturing.
The new system is supplied by Quintus Technologies, a global manufacturer of high-pressure systems with operations in North America. The installation complements Wallwork’s existing thermal processing capabilities, which include vacuum heat treatment, plasma nitriding, and vacuum brazing, enabling a broader range of metallurgical services under one roof.
HIP processing subjects components to elevated temperature and isostatic gas pressure to remove internal porosity and improve structural integrity. The added capacity is expected to support increasing throughput for aerospace clients, where consistency and material performance are tightly controlled.
The expanded operation positions Wallwork to provide integrated thermal processing services to aerospace manufacturers seeking consolidated supply chains. By combining HIP with other heat treatment and surface engineering processes, the company aims to streamline processing routes and reduce handling between suppliers.
Simeon Collins Group Director Wallwork Group
Wallwork will present its expanded HIP capability and single-source aerospace support offering at FIA2026. “Farnborough 2026 is the ideal platform to show how Wallwork is investing in the future of aerospace manufacturing,” said Simeon Collins, group director of Wallwork. “Our second Quintus HIP significantly expands capacity for our [clients], while our full range of accredited thermal processing, surface engineering, and brazing services gives manufacturers a dependable single-source partner.”
Press release is available in its original form here.
Aerospace firm Velontra is leveraging metal additive manufacturing (AM) technology to support hypersonic propulsion development. Their choice of laser powder bed fusion (L-PBF) for rapid prototyping is an AM method that requires post-processing technologies — hot isostatic pressing (HIP) being key to bring these types of AM parts to their full potential.
The original source was published in Metal AM, and the following content has been adapted for our Heat TreatToday audience.
Aerospace firm Velontra is using metal additive manufacturing (AM) technology to advance hypersonic engine development, signaling continued momentum in high-performance propulsion and downstream demand for post-processing capabilities.
Velontra, a Cincinnati, Ohio-based startup, partnered with Innovative 3D Manufacturing, a rapid prototyping company in Franklin, Indiana, to produce propulsion system components using laser power bed fusion (L-PBF) technology from Renishaw. The approach enables rapid prototyping while addressing material use, dimensional tolerances, and cost constraints.
Joel Darin CTO Velontra
“Compact hypersonic propulsion systems are highly sought after by space companies, so, to remain competitive, we must develop parts quickly,” explained Joel Darin, CTO of Velontra. “In aerospace, we know that the best way to learn is by doing things, particularly if you want to be the first to launch a new technology.”
While the focus is on AM production, the resulting components require post-processing to achieve final material properties. Parts produced via L-PBF are typically subjected to stress relief and heat treatment to stabilize microstructures formed during rapid solidification. For high-temperature aerospace alloys, hot isostatic pressing (HIP) may also be applied to reduce internal porosity and improve structural integrity.
This requirement is consistent with broader industry findings for nickel-based superalloys used in propulsion systems. As noted in Dan Herring and Nikolai Alexander’s article published in Heat Treat Today’sAnnual Aerospace Heat Treating magazine (March 2026) covering IN 718 processing, powder bed fusion methods often rely on post-HIP to heal cracks and homogenize the microstructure.
To learn more about why HIP is critical for AM superalloys, read this overview of IN 718 heat treatment.Explore this look at emerging technologies to learn more about how HIP is scaling with AM.
As adoption of AM expands in aerospace applications, supporting technologies such as heat treating and HIP are expected to scale alongside it. Industry perspectives highlighted in Heat Treat Today’sMedical & Energy Heat Treat magazine (December 2025) indicate that HIP capabilities are evolving in response to increased demand from additive manufacturing and advanced materials development.
The integration of AM with post-processing underscores the role of heat treating in enabling next-generation propulsion systems, where component performance under extreme conditions remains a key requirement.
Press release is available in its original form here. Main image shows the additively manufactured afterburner casing for the hypersonic propulsion system with several components combined into one part. | Image Credit: Renishaw
RTX’sPratt & Whitney, a North American aerospace manufacturer headquartered in East Hartford, Connecticut, is investing $100 million to expand production capacity through advanced manufacturing processes, including heat treatment of forged engine components, to support increased output of commercial and military aircraft engines. The expansion is expected to strengthen supply for aerospace programs and improve throughput of critical engine parts used across global aviation fleets.
The investment will be made at the company’s facility in Rzeszów, Poland, where operations will be expanded to include additional processing capabilities and production capacity. The site supports manufacturing for several engine programs. including GTF™, F135, and F100 platforms, which serve both commercial aviation and defense applications.
Piotr Owsicki General Manager Pratt & Whitney Rzeszów
The expansion is intended to address growing global demand for aircraft engines and related components. “This investment reflects our continued commitment to increase production capacity for our [clients] and deliver more, faster,” said Piotr Owsicki, general manager of Pratt & Whitney Rzeszów. The capital project, expected to be fully operational by 2028, will enable a 30% increase in output of critical engine parts such as rotating compressor and turbine disks.
Press release is available in its original form here.
An aircraft engine manufacturer has purchased a custom-built vacuum induction melting (VIM) furnace to support the production of equiaxed (EQ) turbine blade castings for aircraft engines. The furnace enables melting in a controlled vacuum environment, with unique and intuitive control systems that help improve metallurgical consistency.
A tailor-made vacuum induction melting (VIM) furnace | Image Credit: SECO/WARWICKEarl Good Managing Director, Retech Vice President of Vacuum Metallurgy Segment, SECO/WARWICK Group
The system is a two-chamber 50 kg VIM induction furnace supplied by SECO/WARWICK, a global manufacturer of thermal processing equipment with operations in North America. It was engineered as a tailored solution with configuration and technical parameters adapted to the client’s production needs. “The furnace has a non-standard design in which the mold elevator was replaced with a special trolley that moves horizontally on rails. Thanks to this solution, the furnace fits perfectly into the available space without any impact on its performance,” said Earl Good, managing director of RETECH, a company within the SECO/WARWICK Group, and vice president of the Vacuum Metallurgy Segment at SECO/WARWICK Group.
The system includes a control platform for casting processes, temperature control, and comprehensive data acquisition, delivering the repeatability and throughput essential to the aerospace industry. Its two-chamber design and pumping system allow for continuous operation, and the furnace can be equipped with a mold heater to maintain thermal conditions for the casting mold.
The use of VIM furnaces continues across aerospace applications, where vacuum metallurgy supports the aerospace industry’s constantly changing production needs.
Press release is available in its original form here.