Heat treaters across North America in Georgia, North Carolina, and Ontario have requested that heat treat furnaces be used in the production of powertrain, suspension, and steering/linkage components for the automotive sector. The demand for new furnace equipment has been driven by both light weighting initiatives and a shortage of in-house heat treatment capacity.
Cast Link Belt Press source: CAN-ENG Furnaces Ltd.
CAN-ENG Furnaces International Ltd., a global furnace systems group based in Canada, has been contracted by multiple unique customers in the United States and Canada to deliver these different furnaces for the heating and heat treatment of both aluminum and steel closed die forgings. The furnace configurations -- either under construction in the company shops or in the early stages of commissioning -- include rotary hearth, chain conveyor, roller hearth, mesh belt and cast link belt.
All contracts will be in production by late Q1 2021.
Heat Treat Radio host, Doug Glenn, begins a 4-part series with Justin Rydzewski about Revision 4 of CQI-9. Having served on the 4th revision of CQI-9, this expert is full of interesting information and practical advice on how to understand and comply with CQI-9 Rev.4.
Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): Today, we’re beginning a new four-part series on the latest revisions to the CQI-9 specification. If you want to learn more about this series or related content, stick around ‘til the end of this episode.
We’re here with Justin Rydzewski who is the director of sales and marketing at Controls Service, Inc. in lovely Livonia, Michigan. At least, this time of year it’s still lovely, right?
Justin Rydzewski (JR): Yes, we’ve got a few weeks left, I think.
DG: Justin is involved with the new revision of CQI-9. First off, I want to welcome you. Thank you so much for joining us on Heat Treat Radio. If you wouldn’t mind, let’s give listeners/readers just a sense of who you are and what your qualifications are to talk about CQI-9 and a little bit about Controls Service.
JR: I am the director of sales and market development for Controls Service. I got my start with this company around 2009/2010 working just as a sales rep, making phone calls and quoting work. Around 2010, the then president of the company was making a presentation to the AIAG, the Automotive Industry Action Group, the organization that publishes CQI-9, regarding their standard CQI-9. We had some questions and concerns, and so they allowed us an audience. After our presentation, they inquired whether or not we’d be interested in assisting them with drafting the third edition. We obviously said yes. I indirectly helped support at that point, and then when the third edition was released, we started working on the next one almost right away. After the third was rolled out, it wasn’t too long before the fourth edition meetings started, and then I began participating in a support role, and finally as a full blown participant at the end. The fourth edition took about 8 or 9 years to complete. It’s was an involved process, but it was fun. I learned a lot, and I’m proud of what we’ve been able to kick out.
As far as Controls Service is concerned, we’re an accredited calibration laboratory. We provide various on-site calibration and pyrometry testing services within the metro Detroit area, northern Illinois, Indiana, and Ohio.
DG: According to your website, the company is an ISO/IEC 17025 accredited provider of process control systems, calibration, maintenance, and services. Just to be clear, you were, in fact, fully engaged in this Revision 4. It wasn’t that you were standing on the sidelines; you were on the committee doing the work.
CQI-9 4th Edition vs. CQI-9 3rd edition (photo source: Control Services Inc.)
JR: Yes, I, myself. The president of the company was heavily involved with the third edition, so he was firsthand in the trenches on that one. My participation was directly hands-on with the fourth edition.
DG: The point is, you can speak with a good bit of authority, and that’s great. You’ve hit on it, but give us information again on CQI-9. Give us a brief history. When did it start? Who owns it? Maintains its update? To whom does it apply? And what’s its scope?
JR: The best way I know to describe it, because perhaps the most widely known pyrometry specification is AMS2750, is CQI-9 is the automotive equivalent of AMS2750. There are obviously some differences between the two documents, but, in a nutshell, that’s the comparison. It is a document supported by the AIAG, the Automotive Industry Action Group. They oversee the publication of it, the drafting of it, and supervise the whole thing through that process. CQI-9 is the number. Officially, I think it’s called the Special Process Heat Treat System Assessment and that kind of gets the nomenclature of CQI-9 that applies to automotive heat treaters, or any performing heat treat work within the automotive industry; and several processes fall into that category. It can be from commercial heat to in-house heat treat, to organizations like mine that support. It applies to anyone participating in that effort of heat treat.
DG: Let’s talk about Rev 4. You said as soon as “3” was out, you started on “4” and it took 8 – 9 years to get done with “4.” What was the main reason why you needed to abandon “3,” if you will?
JR: They schedule these things out to be rewritten on a routine basis. Like most specifications, they are reviewed on some established interval of time. When the third edition came out, the biggest difference between the second edition of CQI-9 and the third edition was that the third edition removed all references to AMS2750. When 2750 was in the document, it created a world of confusion, and the guidance and errata sheets that followed were just so numerous that they made it a somewhat difficult document to adhere to. One of the ideas we brought to the table was that maybe we should just remove all reference to it [2750] and write our own specification. So, the third edition removed the 2750 references. In doing so, it ended up being a very well written document. It was effective. The OEMs – your GMs, Fords, FCAs – were happy with the results of the document. The prolonged active interval of that document allowed us to collect a lot of really good data about what was working, what wasn’t, what was confusing, and where additional clarity was needed. The more data we collected, the more confident we were that the fourth edition would truly make a stride toward being a more effective document. It was longer than what we would have probably prepared for – in terms of that interval of review – but I think, all in all, the result shows for itself that it is better than it was.
Click here to read the Expert Analysis Article to hear more voices on this CQI-9 Revision 4.
DG: You would say this Rev 4 is a major revision? Or is it just minor?
JR: The way the drafting process works is that you get all this feedback from the industry and review it. Everyone who participates in that work group brings their notes about things they noticed or things that they would like to see different; then we compile all of those notes together, review it, and establish a charter that drives every effort thereafter. The major items on our charter was to increase clarity and guidance, simplify, and make it easier for the end user to adapt. Largely, the changes within the fourth edition are towards that primary focus of our charter.
There are a lot of things in there that are different, but the difference there was merely to try to make it more clear: adjust syntax of a sentence, use a different choice of words, etc. One of the things I’ve learned in this process is that this document, while it might be clear as day in English, when it translates to German, it’s not. Or, when it translates to a different language, whatever the language, it’s not as clear; so, when you find out what it says in the other language, you say, “Hey, that’s not what we meant to say. We’ve got to think of another way to say it.” Largely, the changes are to increase clarity, but there are some real big changes in that effort. Like the heat treat assessment questions. The formatting was completely revamped, we changed that up dramatically, expanded it in some instances, and removed some that were redundant in terms of requirements.
So, there are some big changes, but, for the most part, it was an effort to enhance the clarity. It’s not a complete rewrite, but it is a different document.
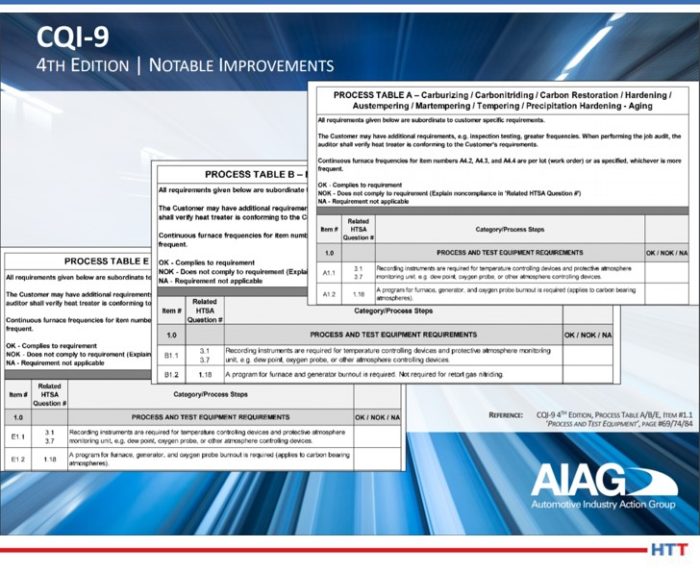
DG: Substantial enough that people need to pay attention. You and I have talked in the past about the addition of a number of process tables. Wasn’t there a lot added there?
JR: There was one process table added to the primary document and it was Process Table I, which is regarding hot stamping. Process Table I technically existed in the third edition of the document. It was issued as an errata sheet in 2014, three years after the third edition, but it was never part of the primary document, so issuing it as an errata sheet had its complications. Not only did you have to make sure that the end user was aware of the document requirements, they had to be aware that there was an errata sheet also available to them, and this complicated things. It was very frequent for me to be out in my travels and talk to customers that were performing hot stamping that would say, “Well, it’s tough to tell what requirements in CQI-9 apply to us because we don’t have a process table.” Well, yes you do, actually; it’s an errata sheet. That caused frustration because, again, most people want to adhere to the requirements– they just want to know what the requirements are. When they don’t, it’s frustrating.
DG: For those who might not know, or have not been baptized into CQI-9 in the past, what are the major sections? Can you break it down into the three or four major sections and a very, very brief description of those sections?
JR: It is structured very similar to the way of AMS2750 in that regard. You have four sections that divvy up a pyrometry section: thermocouples, instrumentation, system accuracy testing and temperature uniformity survey. But, unlike AMS2750, CQI-9 is a system assessment, it is a process, it is a heat treat management system. It encompasses more than just pyrometry. Where AMS2750 is a pyrometry specification, CQI-9 is a process specification; it encompasses everything. It also includes your heat treat system assessment, which is three sections of questions regarding your heat treat operation, then you have your pyrometry which is those four sections I mentioned. Then you have your process tables. Your process tables drive all of your requirements for your particular operation, in terms of frequencies and tolerances.
Process tables from Rollout Webinar (Source: Rollout Webinar PowerPoint)
DG: Let’s jump into the section that, I think, you would probably say you’re most comfortable with- the pyrometry section. You mentioned in that section there are four subsections. Let’s run down through those. I’d like to do two things. First, let’s just talk about, very briefly, what are the major changes in each of those four sections and then let’s come back and revisit each of those sections with maybe some very practical advice. Let’s talk thermocouples first; that’s the first section.
JR: The thermocouple section had a fair amount of changes made to that portion of the document, but again, they were mostly for the clarity aspect of things. I would say, from a significant standpoint, one of the things that we had in the third edition that was rather confusing was in regards to grace periods. The only area in which a grace period was stated within the third edition was within the thermocouple section, which is funny because it doesn’t apply to thermocouples, in terms of CQI-9. It applies to instrumentation and system accuracy tests, and so that portion was removed and placed into a more appropriate area within the document.
Another aspect of it was the requirement for the calibration report to include an accreditation symbol. It was already a requirement that if the thermocouples were calibrated by an outside provider or third party, that they had to be accredited. But one of the areas that that doesn’t address is that if I am an accredited calibration laboratory, and my scope includes instrument calibration, whether it be for measure or source, it doesn’t necessarily mean that I’m accredited to perform a thermocouple calibration. So, instead of trying to overcomplicate the document and write something that says that the calibration that I’m performing on the thermocouple has to be included on my scope and create something more difficult than it has to be, we decided to just establish that the accreditation symbol needed to be included on the report. Also, as an accredited lab, I can’t place that symbol on a report for calibrations that aren’t part of my scope. It kind of allows that portion of the industry to self-police a little bit. That was one of the more significant changes.
Another one was that we made some adjustments to the usage side of things. There was a requirement – in lieu of tracking uses of nonexpendable thermocouples – which allowed you could to put a nonexpendable thermocouple in use for a duration of time, and you could have unlimited uses essentially for that duration, and then you could remove it from service at that point. However, that duration of time was absent of some critical information, that being, for usage of the elevated temperatures. In the usage table, it was 90 uses for over 1800 degrees and 180 for under 1800 degrees, and you had 6 months for a placement interval. That didn’t necessarily convey what we were trying to do, so we added some usage in there for the nonexpendable for over that 1800 degree mark.
We also included RTDs. I come across them, but just because of the temperature range that most of the processes within the automotive heat treat world are operating RTDs are necessarily applicable. But, they exist and a common approach that I would come across at least, was “well, they’re not included, so I don’t have to do anything.” So, we just included them to wipe that off the board, and now we know that any sort of temperature sensor is critical to address, if that portion of the process is temperature critical.
We added some caveats around resident thermocouples and their usage, which, in the previous one, were only allowed for comparative method SAT. We added some caveats for requirements when they’re used for probe methods within the realm of CQI-9.
DG: Before we go on to the next section which will be calibration, let’s back up just for a half a second. You and your team actually did a rollout webinar. Can you briefly tell the listeners where they can find a little more thorough description of the rollout on this thing, because we’re not going to cover all the details here, obviously.
Rollout Webinar PowerPoint Cover Image. Get the webinar here.
JR: Yes. It would be really tough to dive into everything; some of the changes are so insignificant, that it’s not worthy of discussion, really. The AIG’s website has a page assigned to automotive heat treat and on that page they have some links to different content that we produced for that rollout presentation back in mid-September. There is also a page 3 of the document itself which outlines the majority of the changes, (at least the significant ones), made within the fourth edition. So there is a list, 3 ½ pages long, of the different changes made. There are summaries of those changes that exist in several different places, but one of them being the document itself.
DG: Did you not do a webinar? Is there a webinar? Can people actually see the webinar?
JR: I’ve not seen the webinar posted yet, I’ve not checked in a little while, but the intent was to post a version of that webinar.
DG: In our transcript of this podcast, we will look for it first off, and if we find it, we will put a link to it when we put this online. So if you’re listening and you want to see that webinar, if it’s out there, we’ll put the link in.
OK, let’s move on then, Justin, to the second of the four pyrometry sections which is calibration. What were the major changes?
JR: Again with reporting, the reporting requirements for calibration are updated; they are different. There are some minor revisions to the requirements for the calibration report. Those sort of things can be easily overlooked, so I wouldn’t ignore that. They are different. The biggest, perhaps most significant difference within the instrumentation section is that in June 2023, all control monitoring recording instrumentation must be digital. It is very similar to the approach taken by 2750 in removal of analog instrumentation, CQI-9 as well, is going to follow suit there, as well. [Listen to the AMS2750F episode with this update here.]
DG: I think AMS is by 2022, so you guys are an extra year, but nonetheless, you’ve got to start getting away from analog over to digital.
JR: For the most part, that’s the biggest change within the instrumentation section.
DG: Let’s move on to system accuracy tests.
JR: Within system accuracy tests, again reporting requirements are updated. They include some new requirements there. The illustrations within the system accuracy test section have all been updated and revamped. I believe the old ones, that were in the third edition, were very similar in nature to the illustrations that were included in AMS2750 C, so they were well overdue for an update. We cleaned those up. We removed nonessential information just to make it clear what it is we’re actually discussing there.
Also, we established grace periods that are specific to each method of system accuracy test. There are three different accepted methods for SAT within CQI-9- probe method A, probe method B, and a comparative method, and we established grace periods for each of those individually so that it’s clear and not an assumed grace period.
DG: And grace periods being, for example, “Well, the due date falls on a holiday, how many days afterwards do I have?” That type of thing?
JR: Yes. If my system accuracy tests were due on a Friday, let’s say they’re due on the 1st, technically. I don’t lose my compliance on that system from a system accuracy test standpoint for x period of days after the fact. It’s to allow for, like you said, a weekend coming up, a holiday coming up. You can still maintain your compliance interval without having to shut everything down and start fresh. A practical application would be, say you order some test thermocouples and they’re delayed. So now, all of a sudden, you don’t have the test materials that you need to perform the task, or your instrument that you sent out for calibration got delayed and it’s not back yet. Those uncontrollable sort of events don’t prevent you from operating.
DG: The final section under pyrometry would be temperature uniformity surveys. Any major changes there?
JR: There were a few. First, the reporting requirements are now different; they’ve been updated. They include some new things. Perhaps most notable is the requirement for when you perform a test on a semi-continuous or continuous system to indicate the soak time required versus soak time achieved. That has to be included on the report. Technically, it probably should have been there for the third edition as well, since one of the requirements is that you have to have obtained your desired soak time. This just calls it out to the forefront and makes it a bit clear. That information of the report makes assessing that aspect of things a bit more simple.
We added a specific grace period for temperature uniformity surveys so that it’s clear, it’s not assumptive. Where I’ve seen it most often is within the hot stamping world. You have a single stack furnace with multiple individually controlled chambers that are all separated by insulation or wall or some sort of means of differentiating them, so that they’re all essentially individual furnace cavities. We added in some clarity to say that it’s not good enough just to test one of those chambers, you need to test all of them, because they all can be different.
[blockquote author=”Justin Rydzewski ” style=”1″]Perhaps the most significant change within the temperature uniformity survey section is to the alternative temperature uniformity survey testing methods.[/blockquote]
Perhaps the most significant change within the temperature uniformity survey section is to the alternative temperature uniformity survey testing methods. In instances when I can’t perform a survey with sensors being trailed in, or I can’t send a data pack sort of unit or a PhoenixTM unit through that furnace system itself to collect the data, for systems like that, in the third edition, there were three or four paragraphs of information about what you could do. It was not entirely clear what other aspects of the section applied, what reporting was required, what sort of procedures needed to exist, and so you found a lot of variance in that testing practice. A lot of times, I’d have customers that say, “I don’t know how to perform a TUS on it, or I don’t think that I can, or it’s not practical, so I guess I don’t have to do anything.” And that’s not proper. It wasn’t clear that these surveys applied in instances where you couldn’t do the other, like a traditional TUS. So that whole entire section got rewritten from ground up to include a structure that is very similar to the other aspects of that TUS section, structured in the same way, in terms of data collection, when you need to perform the tests, these alternative tests like property surveys and whatnot, the procedure that needs to exist, what needs to be included in the procedure, and what needs to be included in the reporting. Basically, just more clear guidance so that in those instances where a survey can’t be performed, the heat treater at least has a degree of confidence that what it is they are going to be doing is going to be up to snuff, that it’s going to pass muster with their auditor.
DG: I want to go back and go all through those four sections again and ask you the same basic question for each of those four sections. When your company, or companies like yours, walk into a prep for an audit situation, what are the things that you’re seeing, practically, on the thermocouple end of things, the calibration end of things, the SAT and the TUS? Let’s start with the thermocouple: When you walk in, what do you most often see and what do you tell people?
JR: When I first walk into a facility, one of the first things I’m looking for is how the flow down of information is conducted. How are they approaching the flow down of information? Because, in order for me to assess whether or not you’re compliant with the document, I need certain bits of information. And it’s not just me, anyone would need it. As I go through a plant, and I’m looking for information on thermocouples, I want to know when the thermocouple was installed, I want to know if it was calibrated, what’s the number of the calibration certificate that it ties back into, what’s the location of that thermocouple and where it’s installed, what’s its purpose? I can tell you that often it happens where I ask, “What’s this thermocouple?” “Well, that’s my control thermocouple.” “Are you sure?” “Yes, I’m sure.” Then, when you go to remove it, it turns out to be the high limit. There are these little things where people ask, “Well, what’s it matter if one is a control or one is the high limit?” Especially if they’re both in the same well and it’s a dual element sort of thermocouple. It’s important for a multitude of reasons. If you don’t know that basic sort of information, or you don’t find that information to be important, what other information won’t you find important? It becomes like a mentality aspect of things. I like seeing that sort of information available and ready, that you don’t have to go digging for it. So, that’s the first thing I look for any time I walk in a plant. More often than not, I find that aspect of things can be lacking, from a documentation standpoint, from an availability of documentation standpoint, or “Can I see the calibration certificate for this specific thermocouple?” and I get, “Well, here are all of my certificates.” “Well, which one applies to that thermocouple?”
Justin Rydzewski explains the importance in knowing your thermocouple system inside and out from an auditing perspective. (Photo source: Pelican Wire)
What I also try to convey is that the more difficult that you make this for me – for someone who’s coming out to audit you or to perform this assessment to check on you – the more difficult you make it, the harder they’re going to start scratching. You want this to be easy. You want to convey confidence. You want to convey the repeatability of things. I can’t stress enough strong documentation and great documentation systems for easy recall, like availability of information at the actual thermocouple itself is such a nice convenience, and when someone sees that, it conveys confidence. Outside of just a basic compliance issue, it’s that support system for thermocouples, because everything starts there. All of it starts there. Even from the basic things like knowing what it is you have there, from a thermocouple aspect.
With one of my closer customers in our first interaction together, he called and asked for a 30” long thermocouple and to just make sure that it’s type K. “Well, I need just a little bit more information than that. What else can you tell me about it?” “That’s all I have. Just get me one.” “Well, I have a binder on my desk that’s an inch and a half thick and every thermocouple in there just about matches your description. I need more. Should I just flip a page and pick one?” There are a lot of variants that can exist there and when you introduce variants, you have an opportunity to introduce variance in your performance of that system.
So, consistency, repeatability, and assuring those things on a perpetual basis is critical. Things like insertion depth, length, diameter, type, calibration, where you have it calibrated. All of those things should be documented and standardized and that documentation should be readily available to anyone who needs it so that you can ensure that you’re replacing like with like, what was there before, if it was compliant, and what you replace it with is also compliant. The performance that you had on that system on day 1 versus day 180, you want to be able to assess that variance in performance, not based on the variables that have changed, like are they new thermocouples, are they in new locations; you want to assess it in terms of those other exterior factors. That’s why you call out thermocouples instrumentation and the like within pyrometry and CQI-9. Those things, to me, are really important, and they’re the first things that give that indicator of what things are going to be like as I go through a job site initially.
DG: Anything else under thermocouples, or should we move on to calibration?
JR: That pretty much covers it. From a thermocouple standpoint, just ensuring that you have solid documentation surrounding those things. It can be an overlooked piece of equipment, but they are so incredibly critical.
[blockquote author=”Justin Rydzewski ” style=”1″]From a thermocouple standpoint, just ensuring that you have solid documentation surrounding those things. It can be an overlooked piece of equipment, but they are so incredibly critical.[/blockquote]
DG: Right. And be able to easily access it and instill confidence in the auditor so that they know you know what’s going on.
Let’s move on to calibration then. When you walk into some place and you’re going to check their calibration processes and whatnot, what do you see usually?
JR: Especially when a new edition comes out, or a newer revision of a pyrometry specification, the first thing that I typically go there with is – again, similar to the thermocouple side of things – I want to look at documentation. If I have a new Rev, the first thing I’m going to ask is what are the new requirements for reporting? I want to know what was on the report yesterday and what needs to be different tomorrow, so that I can make sure from a documentation standpoint, I’m going to be covered, because that’s what I’m going to put in front of someone. That’s the thing they’re going to evaluate initially. And so, I want to make sure that this first impression is solid and that it checks every box that it’s supposed to. I’ll review all of the reporting requirements initially, just to make sure my reporting is going to pass muster with an audit. And I will scrutinize that thing up and down to the Nth degree, just to make sure that I’ve got it to a point where I’m comfortable with it. That’s where I typically start.
Again, similar to thermocouples, I want to make sure that I have a solid support system for my facility in terms of instrumentation. I know what instruments I have there, I know what’s required of all of them, I know where I want them calibrated, I know how I want them calibrated, I know where they operate, all of those sorts of things. I find often, especially on new job sites, an instrument and they’ll have offset in there. “Well, what’s this offset for?” “I don’t know.” “OK. What was it the last time you had calibrations? Has this changed? Is this a value that changes?” “I couldn’t tell you.” And sometimes, the level of offset there, it’s possible for it to be at a level that is not compliant with the document without that documentation to support it, without something calling out what it’s there for, what the intended purpose is of it. Anytime you have that “I don’t know” answer, or “It’s in someone else’s hands,” let’s say the provider of pyrometry services that are out there perform the calibration, they’re not aware that they have to go through some sort of approval process to change offset, pay the instruments out, I’m going to pump in some offset, and there you go. In the worlds of CQI-9, and especially within AMS, you can’t do that.
There is a right way to go about doing things, and a ladder of things to climb before you can just go ahead and jump. Having a solid foundation of understanding of your instruments, documenting the details of those instruments, and having that readily available. If you have that, the likelihood that you’re going to be compliant and have a favorable audit in terms of your instrumentation, is going to be so much higher than if you don’t. So, strong support system. Strong documentation as well.
DG: Let’s move on to the system accuracy tests.
JR: The system accuracy test is often something that we encourage our customers to take on themselves because it’s not an overly complicated process, by and large. From a third edition to fourth edition, again my first stop is at reporting. I want to make sure whatever it is the data I need to collect is going to be there at the end of the day and is going to be presented in a manner where anyone can understand at glance. I don’t have to have a training session on how to understand my reporting. I want it to be very clear, very forthright in terms of information that it’s clear. And then understanding the differences between the acceptable methods.
Probe method A in CQI-9 is most like the comparison method within AMS2750 where you have a test instrument system alongside your process instrument system and doing a comparative in terms of the calculated difference there. Understanding the math and the order of operations out there is essential. It is so easy to mess that up or forget how to do it properly. One of the benefits of the illustration within the fourth edition is that we made a very concerted effort to make sure that the means in which that math is performed is clear, and how it’s reported is clear, so that there’s no too much confusion. The goal here isn’t, “Aha, gotcha! You don’t know how to do an SAT.” The goal is that you do an SAT and that you do it in a manner that produces you with a level of confidence that you’re okay and that everything is going to have the best likelihood or repeatability and coming out as expected.
Understanding the math is also critical. The only real thing of note in the third edition that wasn’t explicitly called out, that in the fourth edition is explicitly called out, is that the SATs only apply to the control and monitoring and recording thermocouples; it does not apply to thermocouples that are dedicated to the purpose of over-temp protection. That can be a nice break for most users who were thinking that they had to do it in the previous edition.
For the most part I see that the act of actually performing it— again, that flow down of information becomes critical. If I know how long my thermocouple is, the process thermocouple is at that process thermocouple. Say, for instance, it’s identified on a tag at the thermocouple and it says it’s 40”. If I go insert my test thermocouple and it goes in 20” and I feel like I’ve bottomed out, the only indicator that I would have that I’ve not bottomed out my thermocouple and I’ve lined my measuring junctions, would be that measurement at the thermocouple, would be an indication of how long it’s supposed to be or an awareness of how long it’s supposed to be. If I don’t have that, and I drop my test thermocouple in and it feels like it bottomed out. Cool, they’re lined up. They could be dramatically different. In that case, I would go ahead and guess that you would notice that instantly as you’re failing that SAT, but an inch or two inches can make a significant difference in misalignment of junctions. Having an awareness of insertion depth of your process thermocouple, length of process thermocouple, and what’s required for insertion depth on your test thermocouple is critical to perform in that test and it’s something I see lacking often when I’m out in the field assessing how my customers are performing the tests in-house.
DG: And finally, let’s talk about what you’re seeing when you walk into a shop for temperature uniformity surveys.
JR: Uniformity surveys, again, the first thing I’m doing is assessing the reporting requirements to make sure everything is up to snuff, because that’s your first impression you’re going to convey to everyone. The requirements within the fourth edition are of note, that would require something to be done differently, for the most part, you’re going to be find them to be very similar. The thing that I’m looking for most is the repeatability of that test. How like is one test to the next one? What is your means of collecting data and what is your response plan when that data is unfavorable? Having that predetermined, so that you’re not doing in on the fly, can be incredibly helpful and it adds to expedite that process of getting good tests out of there.
[blockquote author=”Justin Rydzewski” style=”1″]How like is one test to the next one? What is your means of collecting data and what is your response plan when that data is unfavorable? Having that predetermined, so that you’re not doing in on the fly, can be incredibly helpful.[/blockquote]
One of things I’ve always recommended my customers doing is that before you perform that survey, have some sort of pre-survey list that you go through of tasks that you want to verify before that test is run, just to make sure that you’re collecting all the data that you need to collect before you perform it. In an instance where that test data is unfavorable, you can go back and take a look at it and compare it against previous tests performed and not have to be concerned about whether or not this test was performed differently than the one prior.
Consistency is the key. And again, strong documentation systems. Understanding what the operating temperature ranges are for each system, where your sensors are placed, how they’re traversed, where they’re installed at if it’s a continuous furnace. There are so many variables to performing that test, having a handle on them is incredibly important. Otherwise, the test data performed on day X compared to on day Y is a meaningless comparison, and you want that value to be there, to be able to compare them, so that you can see where performance has varied or where it’s different, and have something pointing at where you need to go investigate.
DG: Justin Rydzewski of Controls Service up in Livonia, MI, thank you very much. I think this is going to be our first. We’re going to have either three or four of these podcasts. I think next time, we’ll either deal with heat treat assessments or we’ll talk about the process tables some.
CQI-9 compliance demands adherence to the standards for the purpose of excellence in automotive heat treating. Poorly maintained quench oil can cost heat treaters in many areas.
In this Heat TreatToday Technical Tuesday feature, Greg Steiger, senior key account manager at Idemitsu Lubricants America, shares how costly quench oil issues can be addressed through proper adherence to the CQI-9 quench oil testing protocols. Let us know if you’d like to see more Original Content features by emailing editor@heattreattoday.com.
Greg Steiger Sr. Key Account Manager Idemitsu Lubricants America
Introduction
A poorly maintained quench oil can cost a heat treater in more ways than simply the cost of having to replace the oil. The costs can quickly expand to include those associated with poor quality. For example, costs associated with part rejects, or rework and downstream costs for shot blasting, or third-party inspection are often the cause of poor quench oil maintenance. Dirty or poorly maintained oils can affect part cleanliness, surface hardness, and surface finish. For instance, it is well known that a heavily oxidized oil may create surface stains that must be shot blasted to remove. High molecular weight sludge or excessive water can create surface hardness issues. Many of these issues can be addressed through proper adherence to the quench oil testing protocols established by CQI-9.
How can CQI-9 help?
CQI-9 is designed as a tool to help heat treaters produce consistent parts. Using a CQI-9 compliant quench oil analysis can also be a very powerful tool in a heat treaters tool kit. Just as the level of carburization is influenced by the carbon potential of a carburizing atmosphere, the cooling speed of the oil influences microstructure formation and microstructure composition along with mechanical properties such as hardness as well as tensile and yield strength. Furthermore, the cooling speed is dependent upon the viscosity of the oil, the amount of sludge, moisture level, and oxidation of the oil. All of these are tested on a regular basis under the requirements of CQI-9, ISO TS 16949, and most quality systems adopted by modern heat treaters. All of the tested parameters required under CQI-9 will be addressed individually later in this paper.
What is CQI-9?
The member companies of the Automotive Industry Action Group (AIAG) encompassing automotive manufacturers and their Tier I suppliers have enacted an industry heat treating standard called CQI-91. This standard was originally a standalone standard designed and adhered to primarily by North American OEMs and Tier I suppliers as a quality tool to create consistent documented processes within the heat treating industry with the goal of producing consistent reproducible results. Since that first implementation of CQI-9, the standard has now been incorporated into the ISO TS 16949 standard and is now adhered to by most automotive OEMs and their Tier I suppliers. The full range of management responsibilities, material handling, and equipment operations of the CQI-9 standard is beyond the scope of this paper. Instead we will be discussing the used quench oil analysis requirements of CQI-9, why the tests are required, and how heat treaters need a CQI-9 compliant quench oil analysis to properly care for their quench oils.
Utilizing a compliant CQI-9 analysis and the supplier provided operating parameters for the CQI-9 required tests is the first step in the proper care of a quench oil.
CQI-9 Compliant Analysis
Most quench oil suppliers provide a quench oil analysis. Although the quench oil supplier may provide a quench oil analysis, for the analysis to be CQI-9 compliant the analysis must contain the following tests or their equivalent:
Water content; ASTM D6304
Suspended solids; ASTM D4055
Viscosity; ILASD509
Total acid value; ASTM D664
Flash point; ASTM D92
Cooling curve; JIS K2242
The frequency of the above testing must be a minimum of semiannually. A more frequent sampling interval does not violate CQI-9. In fact, the more often a quench oil is analyzed, the easier it is to use the quench oil analysis as a tool in the proper care of a quench oil. It is important to note that the CQI-9 standard does not prescribe specific test methods be used in the above testing; however, they must be performed to a traceable standard. The CQI-9 standard only states that the above values, along with a cooling curve, must be reported. The following sections will describe each test in a CQI-9 compliant analysis.
Water Content
Everyone knows water in a quench oil can be have catastrophic safety and performance consequences. However how much water is too much? That is a question that is difficult to answer. The answer depends on a variety of factors such as the quench oil used and all of the variables associated with a furnace atmosphere. A general rule of thumb when it comes to water levels is to keep the water level below 200PPM. At levels above 200PPM of water, uneven cooling begins to occur.2 It is important to remember a quench oil is not a pure homogenous fluid. Samples taken at various places throughout the quench tank will be similar but will also have differences. These differences will include water and solids levels. Therefore, in areas where the water content exceeds the 200PPM level, uneven cooling will begin. Parts coming into contact with this “localized” quench oil with high water can potentially begin to crack, have a high surface hardness, or have staining problems. Yet parts in other areas of the load continue to behave normally. For this reason, and also because water is much heavier than oil, it is imperative the oil be under agitation. In addition to the potential uneven cooling issues high water may create, a high level of water can also influence the rate of oxidation in an oil.
Suspended Solids
Because solids are typically denser and more viscous than liquids they do not have the same heat transfer properties as a liquid. Due to the inequality of heat transfer capacities between liquids and solids, it is very important to keep the solids level, especially high molecular weight sludge, at a minimum. Sludge reacts in an opposite manner of water. Where water can increase quench speed, high molecular weight sludge will decrease quench speed through uneven cooling.2 The result of the uneven cooling from sludge is typically seen in soft surface microstructures or soft surface hardness. Also, like water, sludge is heavier than oil and the lack of homogeneity in the oil means having proper agitation is paramount when sampling.
Viscosity
Changes in viscosity can lead to both faster quench rates and slower quench rates. As the quench oil is used in the quench process, it undergoes thermal degradation.3 This degradation process can be seen when the oil becomes thinner or less viscous. During this process, a small portion of the base oil and a small amount of the quench oil additives undergo a process called thermal cracking. In this process, heavier molecules are broken into smaller molecules through the use of heat. This thermal cracking creates lighter less viscous oil from heavier oils. The newer lighter viscosity of the quench oil can potentially lead to changes in the quench speed of the oil. These changes can have an impact on the microstructure, case depth, core hardness, and surface hardness on the quenched parts.
As an oil is subjected to the high temperatures of a quenching operation, oxidation is a natural occurrence in the oil. As the oil oxidizes it will begin to increase in viscosity until it reaches the point of forming an insoluble sludge. Therefore, an increase in viscosity typically means the oil is oxidizing. Just as an oil that becomes thinner and less viscous may have a change in cooling properties, an oil that becomes thicker and more viscous may see a change in cooling performance. A thicker oxidized quench oil may affect surface hardness, microstructure, case depth, and core hardness. In severe cases of oxidation staining may result. Such stains typically require post quench and temper processing such as shot blasting.
Total Acid Value
The Total Acid Value, or TAV, is a measure of the level of oxidation in a quench oil. The amount of oxygen in a quench oil cannot be measured without a sophisticated laboratory analysis. However, the formation of organic acids within a quench oil can be easily determined via a titration method. It is well understood that these organic acids are the precursors in a chain of chemical reactions that will eventually form sludge. As the TAV increases so will the levels of oxidation, and in turn, the amount of sludge will also increase. Consequently, as the TAV increases, the amount of staining due to oxidation may increase. The cooling properties of the oil may decrease due to the increased sludge formation as well. Figure #1 shows an example of how the acid value increases the viscosity of a quench oil due to the formation of polymeric sludge in the quench oil.2
Figure #1. Acid number vs kinematic viscosity for Daphne Hi Temp A
Flash point
The flash point of a quench oil is another check to ensure the safety of the quench oil user. As oil thermally cracks, the heavier base oils become not only lighter in viscosity, but their flash points also decrease. If left unchecked, the decrease in flash point could result in a higher risk of fire. In addition to serving as a watchdog against the results of excessive thermal cracking, a flash point is also a safeguard against human error and adding the wrong quench oil to a quench tank. High temperature oils typically have a higher flash point than conventional oils. An increase in flash point, along with no change in TAV, and an increase in viscosity could indicate a contamination issue between oils has occurred.
Cooling curve
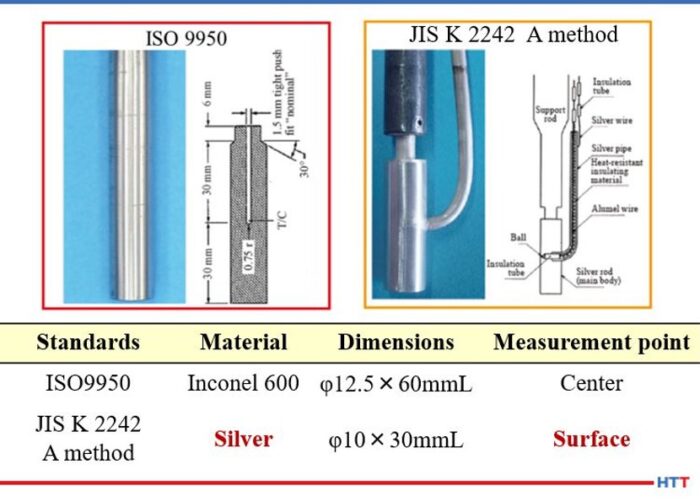
There are many different methods of running a cooling curve. Many Asian suppliers of quench oil will use the Japanese Industrial Standard (JIS) K 2242. European suppliers will use the ISO 9950 and North American suppliers rely on the ASTM D 6200 method. All of these standards measure the same basic property, the ability of an oil to reach martensite formation. However, they differ in one basic item. The JIS K-2242 and methods used in China and France use a 99.99% silver probe that is smaller than the size of the Inconel probe used in the ASTM and ISO methods of Europe and North America. Because of this difference, it is important to note that cooling curves and cooling rates between the methods should not be compared. Figure # 2 shows the comparison between the two probes and their dimensions.
Figure # 2. ASTM D-6200/ ISO- 9950 and JIS K 2242 quenchometer probes^2 ISO/ASTM Inconel probe 12.5mm x 60mm. JIS K 2242 Silver probe 10mm x 30 mm
In addition to comparing the cooling curve against the standard for the quench oil used, the Grossman H value should also be calculated and used as an indicator of cooling performance. Unlike the old GM nickel ball test that tracked the time to cool a 12mm nickel ball to 352°C, the Grossman H value measures the severity of the quench6.
In using the Grossman H value, the lower the value, the slower and less severe the quench. For use as a rough guide in comparing the quench speed in seconds to the Grossman H value measured in cm-1 the table below can be used.
Table #1
For example, air has an approximate H value of 0.01 cm-1 and water has an approximate H value of 0.4 cm-1 compared to oil with an approximate H value of ___ cm-1
The calculation used to determine the Grossman H factor has historically been:
H=h/2k
Where h is the heat transfer coefficient of the part when measured at the surface of the part and k is the thermal conductivity of the steel. Typically the heat transfer coefficient is measured at 705°C. A steel’s thermal conductivity does not typically change according to alloy composition or temperature. Therefore, the Grossman H value is proportional to the heat transfer coefficient of the part.
Interpreting a CQI-9 quench oil analysis
Table #2
Discussion
In examining the test parameters for CQI-9, it becomes apparent that many of the test results should be compared with other test results. For example an increase in the amount of sludge or solids should also increase the viscosity of the quench oil. As the sludge increases, the level of oxidation increases, and therefore, the level of organic acids formed in the quench oil should be increasing the TAV. Finally, as the sludge increases, the cooling property of the quench oil should decline as indicated in the lower H value.
Figure #3. Total Acid Value (TAV) and Grossman H value
Likewise, as the flash point decreases the amount of thermal cracking is increasing, which should reduce the viscosity and thereby increase the H value and the overall cooling speed of the quench oil. Conversely, if the test parameters are not working in concert with each other, there may be other issues going on within the quench oil. For instance, an increase in the water content can be detected before the increased water levels begin the oxidation process thereby increasing the TAV. Or a viscosity change without a change in other parameters could be an addition of the wrong quench oil to the quench tank. The graph below for Idemitsu Daphne Hi Temp A helps illustrate this point.
Figure #4. Graph for Idemitsu Daphne Hi Temp A demonstrating viscosity change
In the graph above, it can be seen when the water H value increases and the viscosity remains stable, the likely explanation is an increase in water. When both the H value and viscosity decrease, additive consumption is the most likely reason. Likewise, when the viscosity increases and the H value decreases, the formation of sludge from oxidation is the culprit.
Having test parameters that work in conjunction with each other is only beneficial if sample frequencies are often enough. While CQI-9 only stipulates a semi-annual sampling frequency, the conditions of a quench tank can change in very short order. There are the obvious changes when water is added to the tank. However, many of the changes are more subtle, and left unchecked over time can create potential costly solutions such as a partial dump and recharge of the quench tank, poor part quality, or an increase in downstream processing such as shot blasting. For this reason, many quench oil suppliers request a minimum of quarterly sampling. In addition, if a sample is missed on a quarterly sample frequency, there is still time to sample the quench tank and remain in compliance with CQI-9.
Conclusion
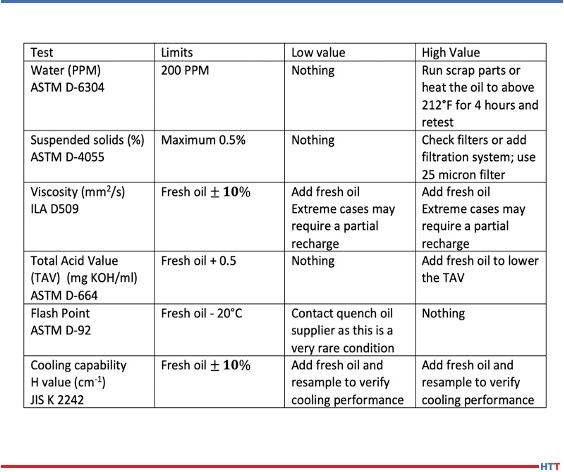
Over time the condition of a quench oil will change and corrective measures will be needed to bring the quench oil back into the suggested supplier’s operating parameters. The chart below helps understand what some of the methods need to be.
With proper care and maintenance, a quench oil can last a very long time. A conventional oil should last 10 to 15 years or longer while a marquench oil should last seven to 10 years. The proper care of a quench is simple and straight forward. A quality quench oil should not need the use of additives to improve oxidation resistance or quench speed. Simply adding enough fresh virgin oil to replace the oil that is being dragged out through normal operations should replenish the oxidation protection and quench speed to within the normal operating parameters. The table below offers recommendations for treating out of normal operating parameters for the required CQI-9 tests.
Recommendations for treating out of normal operating parameters for the required CQI-9 tests
Most heat treaters make weekly quench oil additions to their quench tanks. The most popular type of filtration system is a kidney loop style where the quench oil is constantly filtered. There are two basic types of these systems. They differ in the number of filters used. For a single filter system, a 25 micron filter is sufficient for quench oil filtration. In a two-stage filtration system, a 50 micron filter is typically used in the first stage and a 25 micron filter is used in the second stage. In a two-stage filter, the cheaper 50 micron filter will be replaced more often than the 25 micron filter in the second stage.
Utilizing a compliant CQI-9 analysis and the supplier provided operating parameters for the CQI-9 required tests is the first step in the proper care of a quench oil. The next basic steps are ensuring there is enough fresh quench oil available for regular additions to replace the oil that is lost through drag out and proper filtration of the quench oil in a constant kidney loop type of a system. With these steps in place, a quench oil will offer consistent performance for years and will be one less concern heat treaters face in the operation of their furnaces.
References:
Automotive Industry Action Group, “CQI9 “Special Process: Heat Treatment System Assessment;” AIAG version 3, 10/2011.
M.A. Grossman and M. Asimov. Hardenability and Quenching. 1940 Iron Age Vol. 107 No.17 Pp 25-29.
About the Author:
Greg Steiger is the senior key account manager of Idemitsu Lubricants America for quench products. Previous to this position, Steiger served in a variety of technical service, research and development, and sales marketing roles for Chemtool, Inc., Witco Chemical Company, Inc., D.A. Stuart Company, and Safety-Kleen, Inc. He obtained a BSc in Chemistry from the University of Illinois at Chicago and is currently pursuing a Master’s Degree in Materials Engineering at Auburn University. He is also a member of ASM International.
An internationally recognized processor of safety critical automotive fasteners has purchased an industry standard 6000 lb/hr mesh belt furnace to be used in the design and commission of products.
The system includes a computerized loading system, controlled atmosphere mesh belt hardening furnace, oil quench system, post quench system, mesh belt tempering furnace, soluble oil system, and CAN-ENG’s PET™ SCADA System.
Dr. Arnd Köfler Chief Technology Officer (CTO) thyssenkrupp Steel Europe AG
thyssenkrupp Steel Europe AG, a global manufacturer in high-grade flat steel, has ordered a walking beam furnace. The furnace is designed for heating slabs and will be located at their plant in Duisburg, Germany. This furnace replaces an old reheating furnace. The scope of the contract includes engineering and the largely turnkey delivery of all equipment as well as the erection and commissioning including training.
The new furnace is designed to produce premium sheets, which will service the automotive industry. With a capacity of 380 t/h, it will be integrated in the existing hot rolling mill infrastructure. Additionally, it will be used for heating slabs made of alloyed or unalloyed steel and charged in one and/or two rows. Finally, the furnace features a combustion air pre-heating system to significantly reduce the energy consumption of the overall production. In the long term, it will assist the thyssenkrupp group with achieving their climate related emissions targets.
“The new plant [read: furnace] is scheduled to start operating in mid-2022,” commented Dr. Arnd Köfler, Chief Technology Officer at thyssenkrupp Steel.
Further, “The new plant [read: furnace] will ensure the high surface quality requirements of the automotive industry,” said Antonio Catalano, Executive Vice President of the Tenova Downstream BU, “and support our customer’s forward strategy.”
Tenova, with the companies Tenova LOI Thermprocess and Tenova Italimpianti involved in the project, will design and supply the entire walking beam furnace plant including the charging roller table and the charging machine as well as the related electrical, measuring and control systems. In addition, a sophisticated automation system developed by Tenova LOI Thermprocess will enhance the control and energy efficiency of the furnace.
The production start of the walking beam furnace is scheduled for July 2022.
A leading global Tier 1 manufacturer of lightweight forged suspension components has contracted to expand their North American capabilities. They will produce high-quality lightweight forged aluminum components for passenger vehicles.
Image from Can-Eng Furnaces International Ltd.
Can-Eng Furnaces International Ltd. (CAN-ENG) will manufacture the system, which is comprised of a pre-forging aluminum heating furnace, water quench, and continuous aging furnace and will be integrated into an automated forging cell that includes specialized material handling components and advance controls. This space-saving, multi-level compact design is for modern automated cells where a reduced footprint of equipment is required while processing parts of varying sizes and cycle times.
Several other elements include a customized air flow system -- which is used to produce a large operating range while maintaining rigid uniformity requirements -- and a continuous aging system. This system automatically conveys forgings through using a custom designed material handling system, which includes the accumulation of finished parts without direct operator intervention, thereby reducing manpower requirements.
Despite the precariousness that has defined the majority of 2020 thus far, the aerospace and automotive industries have not let that uncertainty deter them from releasing two major revisions that directly affect the heat-treating industry. Both, the 4th Edition of CQI-9 and AMS2750F were released at the end of June (AMS2750F: Expert Analysis).
In this Technical Tuesday feature, Heat Treat Today reached out to the AIAG CQI-9 Heat Treat Technical Committee with questions about the newest edition and how it might affect the automotive heat treat industry. Specifically, we were interested in the significant changes within the 4th Edition and how organizations can best prepare to implement them.
Several CQI-9 Technical Committee members responded and provided us with some outstanding expert analysis in this Original Content article. Those CQI-9 committee members included: Rick Metcalf, Materials Engineering – Valvetrain PMT, General Motors Company; Medina Kaknjo, STA Global Core Technical Expert/Global Purchasing, Ford Motor Company;Ed Rahe, Heat Treatment Engineer – Metals Group, Fiat Chrysler Automobiles; Jake Sloan, Product Development Manager, AmeriTi Manufacturing [formerly of FCA]; James Hawthorne, current CQI-9 chairperson, Corporate Heat Treat Specialist, Acument Global Technologies; Bob Ferry, Vice President – Engineering & Quality, FPM Heat Treating, John Vander Woude, Metallurgist – Automotive Division, Benteler Automotive Group; and Justin Rydzewski, Director of Sales & Market Development, Controls Service, Inc.
CQI-9 4th Edition vs. CQI-9 3rd edition (photo source: Control Services Inc.)
The Automotive Industry Action Group (AIAG), the organization responsible for the development of CQI-9, cites the Special Process: Heat Treat System Assessment 4th Edition (CQI-9) as a comprehensive assessment, “… covering the most common heat treat processes employed by the automotive industry, intended to provide a common approach to a heat treat management system for automotive production and service part organizations.” Authoring the 4th Edition of CQI-9 was a collaborative effort, supported by a diverse group of individuals from AIAG member companies representing Tier 1 suppliers, heat treaters (both captive and commercial), and critical service providers within the heat treat industry. However, the force driving CQI-9 forward are the OEM’s – Ford Motor Company, General Motors, and Fiat Chrysler Automobiles (FCA).
It’s been nine years since the 3rd edition was released. Justin Rydzewski explains the timing, “The 3rd Edition was a really good document. It was effective and it served its purpose very well. The prolonged life of the 3rdEdition allowed us to collect a tremendous amount of data and feedback about the document– strengths, weaknesses, etc. This data allowed us to identify, with greater accuracy, where updates and changes were truly needed. Lastly, because CQI-9 is an international document, we spent a great amount of effort ensuring the clarity we were adding to the 4th Edition was not going to be lost when translated to other languages. As a result of this development process, we feel confident that the 4th Edition will be an even more effective heat treat system assessment tool than its predecessor.”
What do you believe to be the most notable change in the 4th Edition of CQI-9?
Justin Rydzewski and his colleagues agree on the importance of the digital changes, “Requiring all instrumentation to be digital by June 2023 (3 years after release of the document) is a very notable change. For operations heavily invested in analog instruments and paper chart recorders, this change could potentially result in a significant interruption to operations; especially in the absence of proper planning. However, we are hopeful the change will be a welcomed one as the advantages associated with digital instrumentation are far too great and numerous to ignore any longer.”
Rick Metcalf Materials Engineering – Valvetrain PMT General Motors Company
Rick Metcalf concurs, “I agree with Justin’s comments on digitizing the process controls. This allows for better off-shift monitoring of the process and provides the OEM with a greater confidence in the supplier’s ability to control the process. This is one of the most notable improvements to the 4th edition.”
Medina Kaknjo, Ed Rahe, and Jake Sloan also cited digitization as an important notable change.
The Heat Treat System Assessment (HTSA) question formatting update is another feature that is encouraging to both Kaknjo and Sloan. Kaknjo shares, “The first notable change users will notice is the new format of the document which now requires the assessor to assess every single requirement and rate it.”
Sloan further explains, “I fall in line with Medina [Kaknjo]. The formatting update is great, especially coming from the OEM side that needs to rely heavily on self-surveys. I believe it makes communication between the heat treater and Customer much easier. Not only does it require each requirement to be evaluated by the assessor, but I think it gives them a much better opportunity to give a full response. Hopefully, this will cut-out a lot of the back-and-forth that can happen when the person reviewing the survey was not onsite for the assessment.”
Medina Kaknjo STA Global Core Technical Expert/Global Purchasing Ford Motor Company
Bob Ferry also cited the reformatting of the HTSA questions as a notable change adding, “This effort allowed us to review each question and break down the long question paragraphs of the 3rd Edition. Now, in the 4th Edition, the requirements for each question are listed separately. With this new approach, the Auditee will not miss important requirements which, in the previous edition, may have been buried in a lengthy paragraph.
The alternative temperature uniformity survey (TUS) testing method revisions were tops for James Hawthorne. “The expansion of the Alternative TUS Testing Methods (P3.4.8) is one of the most notable improvements. The requirements now account for proper procedures and reporting for both property surveys and site developed testing methods. These improvements will allow the heat treater to develop a structured, repeatable, and documented solution based on the requirements of this section.”
John Vander Woude sees the addition of Process Table I – Hot Stamping as one of the most notable changes to CQI-9. “I was involved in creating Process Table I a few years ago, but it was released between revisions and seemed like the stepchild Process Table. So, personally, it is nice to see it incorporated in the 4th Edition.”
What change/update in the 4th Edition of CQI-9 do you think will be appreciated most?
James Hawthorne Corporate Heat Treat Specialist, Acument Global Technologies
Metcalf highlights the allowances for exceptions in the Process Tables: “I believe that the most appreciated change to the 4th Edition of CQI-9 is the increased allowance for exceptions to the requirements of Section 4 of the Process Tables. This will allow suppliers of large components to reduce the number of components required to be sectioned daily. However, this does require Customer approval and, ultimately, the OEM. These exceptions offer the heat treater the ability to reduce some of their inspections, provided the supplier can show the process is statistically capable.”
Qualities of clarity, fluidity, and guidance were mentioned multiple times as “most appreciated.”
Hawthorne shares, “I personally appreciate how fluid the document is now. The effort that was put into ensuring the flow of the document works across the different sections is a great benefit to the heat treat community. As heat treaters read and implement the applicable changes to their organizations, these changes will be appreciated by them as well.”
“The 3rd Edition of the document was already very good. But, I think the most appreciated change will be the even greater amount of guidance and the improved clarity of requirements within the document,” says Rahe.
Ed Rahe Heat Treatment Engineer – Metals Group Fiat Chrysler Automobiles
Vander Woude writes, “I think the most appreciated change will be the guidance portion of the element questions. This provides clarity, definition, and better understand to some questions that could be quite useful to many users.
Ferry’s appreciation lies in the pyrometry section, “The improved clarity of the requirements along with explanations, definitions of terms, and examples in the Pyrometry section.”
Kaknjo states, “I think the most appreciated change will be that document is now more user friendly as it is easier to use and follow due to the formatting changes that are done on this revision.
Rydzewski not only commends the formatting improvements for clarity and guidance, but also gives kudos to the reference illustrations. “I think the improvements to the formatting of the Heat Treat System Assessment Section 1-3 questions will be greatly appreciated. Question ‘Requirements’ and ‘Guidance’ are now cited separately.” He continues, noting that this change make it “much easier to effectively capture each requirement and to determine the expectations of each question specifically in terms of objective evidence. . . . [also] nearly every reference illustration in the document was updated/improved. Personally, I think they all look fantastic.”
What is something in the 4th Edition of CQI-9 that an organization should make sure they don’t overlook or misinterpret?
Rahe and Ferry both mentioned the importance of the Process Tables. Rahe states, “An organization should not overlook the specific requirements of the various Process Tables. They are an excellent “cookbook” type guide designed to produce best in class heat treated parts for OEM’s.”
Bob Ferry Vice President Engineering & Quality – FPM Heat Treating
“There was more attention put on the quenching section of the Process Tables with added requirements for quench media process controls including quench delay times, liquid quench controls, and gas quench controls. The intent is not only to control furnace temperatures but to also control cooling rates for consistency of quench and heat-treated product,” says Ferry.
Kaknjo advises, “An organization should not overlook that AIAG CQI-9 HTSA requirements are subordinate to Customer-specific requirements. This is not new for revision 4, but something that often gets overlooked.”
Jake Sloan Product Development Manager AmeriTi Manufacturing
Sloan cautions not to overlook the pyrometry section. “I would say do not overlook the new pyrometry section. The requirements have not only been improved, but it is also a great reference for when it comes to how to comply. Also, as Medina was saying, this document is subordinate to Customer requirements, which works both ways. This document allows exceptions to be given but, remember, there must be approval from up the supply chain.”
Socrates said, “The beginning of wisdom is the definition of terms.” Rydzewski shares this mindset as he highlights utilizing the glossary. “The ‘Glossary of Terms’ in CQI-9 is an outstanding resource that should NOT be overlooked or undervalued. In my opinion, the real key to mastering CQI-9 starts with ‘definition.’ When there is not a firm understanding of the terms being used, confusion and/or compliance issues are almost certain. So, for the 4th Edition, our team dedicated a significant amount of time and effort to enhancing the clarity and guidance provided by the ‘Glossary of Terms.’”
John Vander Woude, Metallurgist Automotive Division Benteler Automotive Group
Vander Woude concurs, saying, “Like previous edition, this edition not only focuses on heat treatment, but also on many areas that support heat treatment. Overlooking areas such as maintenance, training, document control, and testing (to name a few) may lead to difficulties ensuring compliance.”
“The examples in SAT section that are below the illustrations should not be overlooked. These examples provide guidance of what to measure and how to calculate. Use these examples and compare to your current reporting, it will help ensure compliance for your organization,” relays Hawthorne.
What advice would you offer an organization preparing to implement the 4th Edition of CQI-9?
What is the consensus of the experts when it comes to implementing this 4th edition? Read it. Digest it. Use it. It’s a powerful tool that has been a game changer to the automotive industry. Here are the experts’ final recommendations.
Ed Rahe: “My advice would be to read the document thoroughly and take advantage of the many, many years of heat treatment experience that are captured as best practices in this document. The knowledge base of those involved in the creation of this document is really quite impressive.”
Justin Rydzewski Director of Sales & Market Development Controls Service, Inc.
Justin Rydzewski: “Buy the document, read it carefully, and make notes. Big changes are going to standout, capturing those willbe easy. But, by and large, most changes made were minor or were merely intended to add clarity or guidance. Comparatively, these sorts of changes can be easily missed. And, invest in training where necessary. Now is a perfect time to do so. Invest in yourself and your team. If your organization outsources pyrometry services, lean on your service provider for guidance and expertise. Allow them to help. This is where the true value of a good partnership can be measured.”
[blocktext align=”left”]”The best advice I can give is to read the document. Several items were modified to make it easier to interpret and implement CQI-9.” – Rick Metcalf, Materials Engineering – Valvetrain PMT, General Motors Company [/blocktext]
Medina Kaknjo: “My advice would be to use the document as opportunity, as a tool of summary of best practices, lessons learned of many industry leaders to prevent heat treat process related issues that are often associated with significant cost.”
John Vander Woude: “Don’t underestimate the document. With the reformatting and “break out” of sub-requirements for many questions, I think organizations will find they are not compliant in areas they once thought they were compliant. The 4th Edition forces added scrutiny to questions that were often overlooked. Specifically, where many “shall” statements were once made within the same question in the 3rd Edition. In the 4th Edition, these “shall” statements are now separated and denoted individually. This approach makes it much easier to capture and provide appropriate objective evidence for each requirement.”
Rick Metcalf: The best advice I can give is to read the document. Several items were modified to make it easier to interpret and implement CQI-9. We also included more illustrations and a greater glossary in the 4thEdition to make it easier to interpret requirements and implement CQI-9.
Jake Sloan: “Like most people are saying, definitely read the document in its entirety so that your company has a full understanding of the requirements. Also, like Medina said, treat the document as a guide to improve on or maintain best practices. It is a great tool for doing internal reviews so that things don’t slip by the wayside between required assessments. Take advantage of the new format to give clear evidence of compliance instead of just treating it as a checkbox.”
Bob Ferry: “Read the Pyrometry section and make a list of the requirements that apply to your operation from thermocouples to instruments to periodic testing requirements. Set up your system for periodic testing and documented evidence, and then perform a complete CQI-9 HTSA Audit to identify and correct any shortcomings.”
James Hawthorne: “Use the Process Tables, Glossary, and the Job Audit as intended to ensure compliance while documenting your effective evidence in to the HTSA. Each section of this document is an invaluable tool that will help the heat treater remain compliant and effectively provide the objective evidence required.”
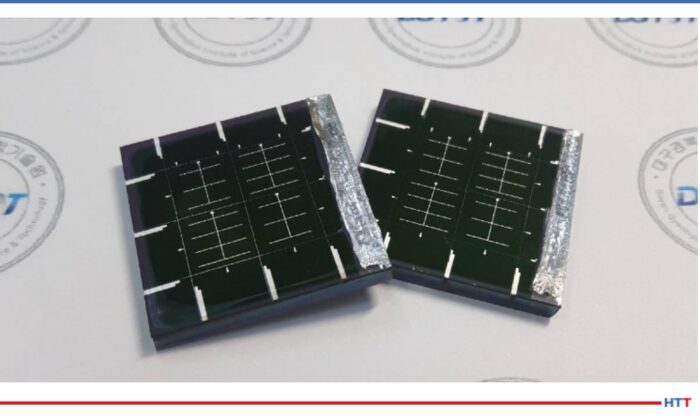
Solar Panels (photo source: InterestingEngineering.com)
Sometimes our editors find items that are not exactly "heat treat" but do deal with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing. To celebrate getting to the "fringe" of the weekend, Heat Treat Today presents today's Heat Treat Fringe Friday Best of the Web article on efficient alloy-based solar panels. These solar panels are free of toxic metals and can be implemented in producing electronic devices, buildings, and vehicles.
Check out how scientists from Daegu Gyeongbuk Institute of Science and Technology in South Korea were able to overcome issues of underperformance in this article by Interesting Engineering: "Efficient Alloy-Based Solar Panels Created Free of Toxic Metals."
An excerpt: "'Thin-film solar cells using bronze (Cu-Sn) and brass (Cu-Zn) as base materials are composed of non-toxic earth-abundant materials, and have been studied worldwide because of their low cost, high durability, and sustainability,' said Kang[...] While theoretically they are said to perform as well as top market products, in reality, they severely underperform[...] The scientists looked for a way to bypass these flaws and produce the best quality CZTSSe (copper, zinc, tin, sulfur, and selenium) thin films. They came up with the ingenious solution..."
A U.S. manufacturer in high pressure technology has delivered the world’s fastest fan-driven hot isostatic press (HIP) to Italy’s PRES-X, a start-up established to meet the post-production needs of 3D printed metal components. Its industry focus is on aerospace, space, defense, racing, automotive, packaging, and medical device markets.
Additionally, this HIP model is specifically designed for the additive manufacturing (AM) industry. Installation of the press makes PRES-X the first company worldwide to deploy the fan-driven HIP that was designed for this application.
The maker of the fan-driven HIP, Quintus Technologies, notes that the model, QIH 60 M URC®, has capabilities which make it possible to eliminate several operations in the AM production line, and thus create a more cost-effective process. A cooling rate of 1500K/minute can be achieved while minimizing thermal distortion and non-uniform grain growth, producing 3D printed parts with optimal material properties.
Andrea Scanavini CEO and Founder PRES-X (photo source: https://www.tctmagazine.com/)
“Our vision is to become the innovation leader within HIP,” comments Andrea Scanavini, CEO and founder of PRES-X. “The QIH 60’s innovative capabilities have already prompted customers to review their parts production methods, even in application areas that have long used more traditional techniques. This is allowing us to see new project starts and growth in orders and revenue despite a very challenging global market situation.”
Gallos Metal Solutions Inc., Milwaukee, WI (GALLOS) recently received a high capacity mesh belt heat treatment furnace line. The company specializes in continuous mesh belt atmosphere heat treatment, and this new line will be used primarily for demanding processing including carbonitriding and carburizing, while still allowing for neutral heat treatment with a production capacity up to 4000 lbs/hr.
This furnace line is part of GALLOS’ massive plant expansion and modernization project, which has more than doubled the existing plant square footage, increased capacity, and added automation. The benefits of the system -- including increased usable hearth area for high-volume processing while running products requiring carbon diffusion and lighter belt loading -- are aligned to the expansion-oriented plant plans.
Custom Engineered Continuous Atmosphere Heat Treating System (photo source: Can-Eng.com)
The supplier, Can-Eng Furnaces International, Ltd. (CAN-ENG), lists some the additional features of this furnace: a computerized controlled automated bin dumping and vibratory part feeder system, dunk and spray pre-washer, protective atmosphere controlled mesh belt hardening system, oil quench, dunk and spray post wash system, forced recirculation temper furnace, in-line post cooling system, and CAN-ENG’s PETTM Level 2 SCADA system.
GALLOS is a family-owned commercial heat treating company which is involved in the automotive, agricultural, aerospace, and medical industries.






 Heat treaters across North America in Georgia, North Carolina, and Ontario have requested that heat treat furnaces be used in the production of powertrain, suspension, and steering/linkage components for the automotive sector. The demand for new furnace equipment has been driven by both light weighting initiatives and a shortage of in-house heat treatment capacity.
Heat treaters across North America in Georgia, North Carolina, and Ontario have requested that heat treat furnaces be used in the production of powertrain, suspension, and steering/linkage components for the automotive sector. The demand for new furnace equipment has been driven by both light weighting initiatives and a shortage of in-house heat treatment capacity.