Tempering or Annealing, Which Heat Treatment Works for You?
![]() What process holds a soft spot in your heart? Tempering or annealing? For Valentine's Day, turn up the heat -- errr heat treatments -- with this look at the differences in tempering and annealing! Heat Treat Today has resources for you to spark some thought and learning on these processes.
What process holds a soft spot in your heart? Tempering or annealing? For Valentine's Day, turn up the heat -- errr heat treatments -- with this look at the differences in tempering and annealing! Heat Treat Today has resources for you to spark some thought and learning on these processes.
Sentiments and strong feelings can certainly be heightened this Valentine's Day. While tempering and annealing may not lend themselves easily to the holiday, we hope you enjoy a bit of a nod to the day in our headings below. Make use of the Reader Feedback button, too, and keep us in the loop with questions and comments on what heat treatment you love.
Problem with Annealing? Get to the Heart of the Issue
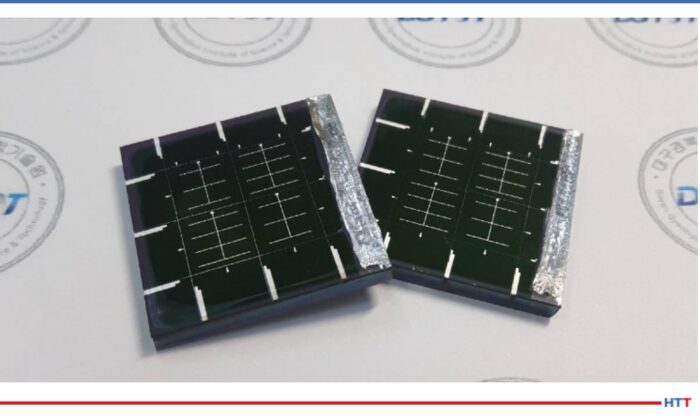
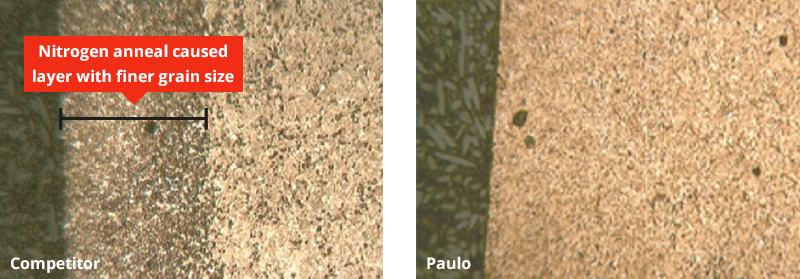
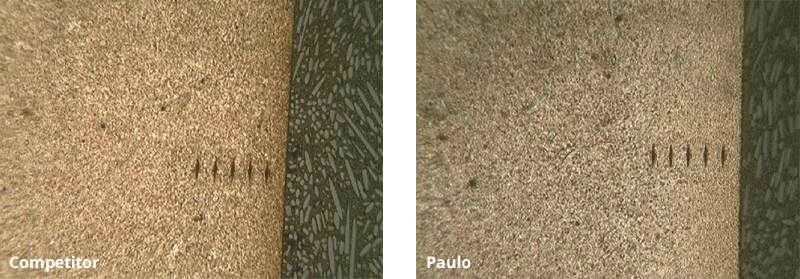
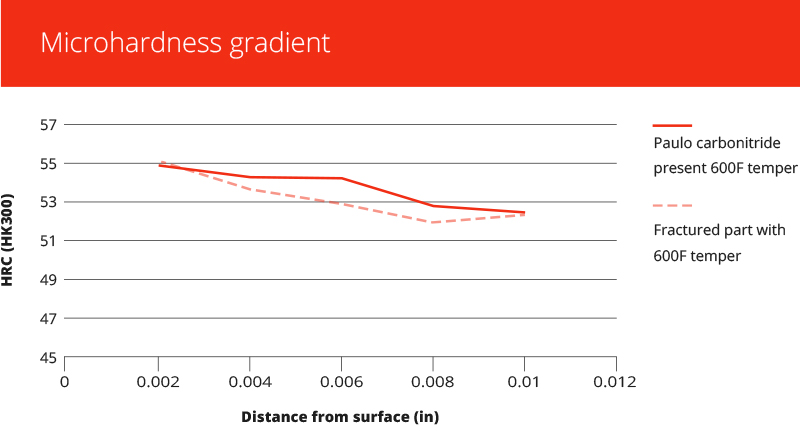
An automotive parts manufacturer was running into problems with cracking parts. The variable valve timing plates were returning from heat treatment with this problem. To determine why those parts were cracking after the annealing process, an investigation was launched by metallurgists at Paulo.
The presence of nitrogen combining with the aluminum already present in the particular steel being used was forming aluminum nitrides. What could be done? Read more in the case study article below to find out a workable solution that allowed the annealing to create a crack-free product.
"Part Failure Investigation & Resolution, a Case Study"
Induction, Rapid Air, Oven and Furnace Tempering: Which One do You Love?

This article gives some perspectives, from experts in the field, on what kinds of tempering are available and for what the processes are used.
Hear from Bill Stuehr of Induction Tooling, Mike Zaharof of Inductoheat, and Mike Grande of Wisconsin Oven with some basics and background information on tempering. Those reasons alone make this resource helpful with information like this: "tempering at higher temperatures results in lower hardness and increased ductility," says Mike Grande, vice president of sales at Wisconsin Oven. "Tempering at lower temperatures provides a harder steel that is less ductile."
More specific in-depth study is presented as well. The Larson-Miller equation is considered, and the importance of temperature uniformity is emphasized. Read more of the perspectives: "Tempering: 4 Perspectives — Which makes sense for you?"
Cast or Wrought Radiant Tubes in Annealing Furnaces - is Cheaper Really What to Fall For?
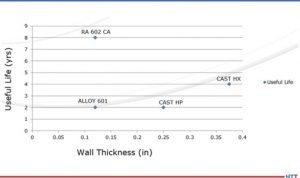
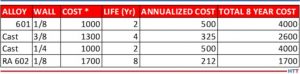
Marc Glasser, director of Metallurgical Services at Rolled Alloys, takes a look at radiant tubes. He particularly discusses the cast tubes and wrought tubes. For use in continuous annealing furnaces, there are several factors contributing to choice of radiant tube type.
Marc says, "Justification for the higher cost wrought alloy needs to take into consideration initial fabricated tube cost, actual tube life, AND the lost production of each anticipated downtime cycle as these downtime costs are often much more than material costs." He probes into areas that may not be considered when thinking of all the costs involved. Read more of his article "Radiant Tubes: Exploring Your Options."
Tempering Furnaces: Improvements are Thrilling
The expert behind this piece shows the importance of tempering, particularly in automotive fastener production. Tim Donofrio, vice president of sales at CAN-ENG Furnaces International Limited examines what's working in the tempering furnaces. The products are meeting and exceeding expectations.
Highly efficient, continuous soft handling mesh belt heat treatment systems are getting the job done. Read more about the advances in tempering furnaces by clicking here: "Mesh Belt Heat Treatment System Advancements for Automotive Fastener Production."
Additional Resource To Catch Your Eye
To wrap up this Technical Tuesday post on tempering and annealing, head over to this additional resource to round out the scope of each process. "What is the Difference: Tempering VS. Annealing" gives a summary perspective on the heat treatments discussed above.
 Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com

Tempering or Annealing, Which Heat Treatment Works for You? Read More »