Super IQ® Gas Carburizing furnace from SECO/WARWICK Group
REX Heat Treat, a commercial heat treater specializing in the aerospace market, has bought and installed a hybrid model -- conventional and vacuum -- furnace system from a European supplier. This technology will allow the company to improve their through-hardening and carburizing capabilities alongside their legacy harden and temper furnaces, while using their existing loader, baskets and washing system.
REX Heat Treat has become the first company to install and commission this hybrid model called Super IQ® Gas Carburizing furnace from SECO/WARWICK Group. Designed to eliminate endogas, the furnace allows clean processing and can even achieve higher temperature carburizing to speed cycles and improve yields in certain steels in a clean and cool manner.
Jonathan Rex, General Manager, Rex Heat Treat (photo source: LinkedIn)
“The technological advances," says Johnathan Rex, general manager at REX Heat Treat, "allow us to run at higher temperatures, vacuum carburize, and clean harden with no decarburizing effects. The fact that our existing systems fit perfectly with this new addition helps to minimize the overall investment and accelerate successful integration. We expect the Super IQ to reduce operating costs, improve safety, and enable more environmentally friendly processing."
A North American based aerospace manufacturer will receive a continuous vacuum (CV) furnace with 10 bar pressure quench capabilities. The 4 position, 4 zone furnace is rated to 2400°F, and will work well in processing medium to high volume parts.
The supplier, Gasbarre Thermal Processing, shares that the independent load and quench modules allow the heat module to hold temperature and vacuum, creating a pure environment. The extended heating element coverage is conducive for thorough temperature uniformity, and then only the workload is cooled in the isolated cooling chamber. Quick transference from the heat module to the cool module as well as fast quench capabilities will aid processing of medium to high volume parts.
A manufacturer of aerospace products will be receiving a new heat treating oven for processing parts in a reduced oxygen atmosphere, utilizing nitrogen. The oven is electrically heated, and will be operational at temperatures exceeding 1,000°F.
The electrically heated standard draw batch oven (SDB Series) is provided by Wisconsin Oven. The maximum continuous operating temperature of this electrically heated oven is 1,400°F and has the capability to operate at 230° F above ambient. The thermocouple uniformity survey (TUS) qualified temperature range is 800°F to 1,400°F.
Wisconsin Electric Oven (photo source: siovens.com)
Qualified work zone dimensions are 24” wide x 24” high x 48” deep. Overall chamber dimensions are 36” wide x 36” high x 60” deep. The construction of the walls and ceiling feature the “CAN” style construction with heavy plate exterior (1/2” thick oven front) and includes 4” of ceramic blanket, backed with 4” of 6-pound density, industrial board style insulation for a total wall thickness of 8". The interior ductwork and liner utilize 18 gauge 309 stainless steel.
(photo source: Kennedy Space Center on unplash.com)
A roller hearth tube annealing furnace was recently installed and commissioned at an aerospace and defense products manufacturer. This manufacturer fabricates the most critical precision tubular products, and the high temperature roller hearth furnace quench anneals superalloy tubing for their drawing operation.
(photo source: Abbott Furnace Company)
Additionally, the electrically heated furnace is atmosphere tight and is operated with an argon protective atmosphere. The high-speed roll drive quickly transfers the tubing from the furnace to the water-spray quench.
The furnace, provided by Abbott Furnace Company, allows the manufacturer to increase production, processing a greater number of tubes between tubing draws. “On a daily production basis," says Mr. George Ray, chairman of the manufacturing company, "the Abbott Furnace is 300% more efficient than the previous furnace.” He indicates that with the +/- 5 F furnace temperature uniformity and the uniform water spray, the new furnace also provides better uniformity of hardness than the retired furnace.
Peters’ Heat Treating, Inc., a 40-year-old heat treating company that specializes in a variety of high tech heat treating processes, moved its headquarters into a newly expanded Meadville, Pennsylvania facility located in the western part of the state.
Ribbon Cutting with the Owners: Doug and Jackie Peters (founders), Diana Wilkosz (VP), and Andy Wilkosz (President) (photo source: Peters' Heat Treating, Inc.)
Additionally, Peters' Heat Treating also announced two new lines of business: aluminum alloy processing and stainless steel black oxide.Vice President Diana Wilkosz shared in a recent interview, "We added these two new lines because of the growing demands from the automotive, aerospace, energy, and defense industries. We are also working on Nadcap certifications."
The company specializes in vacuum processing, atmosphere heat treating/integral batch quench processing, laser heat treating, aluminum alloy processing, carburizing, scale free aging/stress relieving, cryogenics, black oxide coating, induction processing, nitriding/FNC and the proprietary Nitreg nitriding processes.
After being in their original facility for 40 years, this expansion, that covers 32,000 square foot of manufacturing space, has provided them the opportunity to expand and update their vacuum line, provide room to add new vacuum furnaces, as well as increase their product offerings and continue to grow the now 60-employee business.
“We are excited to consolidate our services and knowledge in a way that maintains our history and dedication to the local community and industry while providing us the runway for a successful future,” said Andy Wilkosz, newly named president in 2019 and son-in-law of founders Doug and Jackie Peters. “These current times are challenging, but we know our business and the country will persevere.”
In addition to Peters' Heat Treating, the family also co-ownsLaser Hard, a robotic laser heat treating company.
“It’s been a pleasure to be a part of the local community and to help companies grow,” Doug Peters said. “Probably the thing I’m most proud of is the great people I’ve had the opportunity to work with. I’ve watched them buy houses and have children, and now their kids are having children.”
AMS2750F, a rewrite of the specification that covers pyrometric requirements for equipment used for the thermal processing of metallic materials, was released at the end of June. For this Technical Tuesday feature, Heat Treat Today asked a few experts in the aerospace industry to share their insights of this much anticipated revision that helps to better clarify issues with the previous revision. Specifically, Heat Treat Today wanted to know what they perceived to be the top 2-3 most important changes in revision F; what companies should do to prepare for these changes; and additional thoughts about the revision as it relates to aerospace heat treating.
Andrew Bassett was on the subteam for AMS2750F as well as the previous revision AMS2750E and has been a member of AMEC and SAE Committee B since 2006. He shares some “inside baseball” background about this four year process, “The AMS2750F subteam utilized the Nadcap Pyrometry Reference Guide, the Nadcap Heat Treat Audit Advisories that pertained to Pyrometry, and the collective experience from the sub-team which dealt with the previous revision issues and problems. The AMS2750F sub-team had a broad range of backgrounds, with representatives from Boeing, Safran, Arconic, GeoCorp Inc, Nadcap-PRI, and Aerospace Testing & Pyrometry.”
What do you believe to be important changes in revision F?
Jason Schulze, Director of Technical Services; Special Process – Metallurgy, Conrad Kacsik Instrument Systems, Inc.
Jason Schulze comments on offsets saying, “Offsets have often been a confusing subject throughout the years. How they are applied, removed and documented has caused confusion and has been a source of Nadcap findings. With the changes to the offsets section of AMS2750 in the new revision, these issues will be greatly reduced. Offsets have now been split into two categories; correction offsets and modification offsets. It will be important for suppliers to understand and implement the new requirements as well as use the same verbiage as this will hopefully alleviate further confusion.”
Andrew Bassett, President, Aerospace Testing and Pyrometry
Andrew agrees this is an important change regarding the offsets and further clarifies, “A “Modification Offset” is when an instrument is purposely, either through electronic means or manual means, shifts the accuracy away from the nominal temperature. This is typically done to “center a temperature uniformity” that may be skewed in one direction or another. The modification offset, when used properly, will shift the temperature uniformity more towards the set point of the thermal processing equipment. A “Correction Offset” is used to bring the instrument back to the nominal temperature. As always, a well defined procedure will be required on how the “Correction Offset” and “Modification Offset” will be introduced into your system.”
“One of the biggest changes that caused a lot of controversy was the restricted re-use of expendable test thermocouples,” Andrew notes. “The AMS2750F subteam provided studies and data that showed that there was considerable drift of certain types of base metals thermocouples, especially when it came to Type “K” thermocouples. The previous revision of AMS-2750 already had restrictions on these types, but after providing data of the drift of these thermocouples, the team felt further restrictions were required for Expendable Base Metal SAT & TUS Sensors. Section 3.1.7.3 describes the limitations of these type thermocouples. Types “M”, “T”, “K” & “E” shall be limited to 3 months or five uses, whichever occurs first between 500F and 1200F (260C and 650C) and is limited to single use above 1200F (650C). Types “J” and “N” shall be limited to 3 months or ten uses, whichever occurs first between 500F and 1200F (260C and 650C) and is limited to single use above 1200F (650C).”
Peter Sherwin, Global Business Development Manager for Heat Treat, Eurotherm by Schneider Electric
Peter Sherwin comments on instrumentation, “From an instrument perspective our no.1 focus is the instrument accuracy specification. This has not changed for Field Test or Control and Recording Instruments (now in Table 7), however the impact of the decimal place for digital recorders could cause some issues for less precise instrumentation. In 3.2.3.1 All control, recording and overtemp instruments shall be digital 2 years after release of AMS2750F – this was not a surprise, and today’s overall cost (paper, pens, storage etc.) of paper chart recorders cannot match their digital counterparts. Digital time synchronization (3.2.3.19) is also sensible to ensure you have an accurate time record across a number of Furnaces/Ovens and charts – we are used to this for other regulations (e.g. FDA 21 CFR Part 11) and offer a SNTP/Time Synchronization feature in our Recorders.”
Jim Oakes, President, Super Systems, Inc.
Jim Oakes shared his pleasure with section 3.2.3.12, “I was happy to see the document address integrated recording/controlling data. It states in section 3.2.3.12when the control and recording system is integrated such that the digitally displayed control value and digitally recorded value are generated from the same measurement circuit and cannot be different, it is only necessary to document a single displayed/recorded value for the control reading. This is happening through direct communications, so what you see on the controller is what you are recording electronically. This saves a step and eliminates the need for additional documentation.”
Doug Shuler, Lead Auditor, Owner, Pyro Consulting LLC
Doug Shuler cites the auditor advising piece, “The top of the list has to be the overall progress we made by incorporating auditor advisories and pyrometry reference guide FQS into the body of the specification so users don’t have to ask themselves “What did I miss.”
How should companies prepare for these changes?
Jason Schulze’s advice to companies focuses on training, “Companies should receive concise training regarding the revisions within AMS2750F, including administrative and technical. As with any training, continuous courses may be necessary to ensure comprehension. I recommend performing a characteristic accountability for each and every requirement stated within AMS2750F.”
Peter Sherwin encourages companies to ready instrumentation for the standards, “Recent feedback from the MTI indicated that 3rd party audits to the new standard would probably start next year. However, if you are in the market for a new instrument then it only makes sense to ensure this meets the requirements of the updated standard.”
Doug Shuler sees the benefit of analysis, “Users should prepare by performing an internal or perhaps an external gap analysis to establish where their pyrometry system is today, and what has to be changed going forward. Users don’t have to wait until AMS2750F and AC7102/8 Rev A are released and in effect before making changes. The key is that if a user has an audit before the revised Nadcap Checklist AC7102/8 Rev A becomes the law of the land, they will have to declare compliance to AMS2750E or AMS2750F in full and will be held to that revision’s requirements. Once AC7102/8 Rev A takes effect (best guess after January 1, 2021) all audits will be done to AMS2750F.”
Andrew Bassett recommends, “First and foremost, get a copy of AMS2750F and start the review process. Since the document was a complete re-write, there is no change summary or change bars to point the supplier in the direction of what has changed. Spend time creating a matrix of the previous requirements (AMS2750E) and comparing to the new requirements (AMS2750F). I would suggest breaking this matrix down into four main sections: Thermocouples, Calibrations, System Accuracy Testing, and Temperature Uniformity Surveys. This will allow suppliers to work on each section without getting overwhelmed by the entirety of the specification. Currently at the time of writing this, there is no formal implementation requirement for AMS2750F. Typically this will either be dictated by the suppliers’ customers, or in the case of Nadcap, they will issue a “Supplier Advisory” as to when their expectation for implementation will be.”
Final Thoughts
Planning for the future will serve companies well for the long term encourages Doug Shuler, “With a number of significant changes, nearing a complete rewrite, now is a good time to take a look at your internal procedures that may have become fragmented over the years and streamline them to the new revision. Auditing for Nadcap for over 10 years has shown me one thing for sure. Those companies that have a thermocouple procedure, a calibration procedure, a SAT procedure, an alternate SAT procedure, a TUS procedure, and maybe even multiple TUS procedures for different kinds of furnaces (Air, Vacuum, Atmosphere, etc.) usually have a more difficult time with audits because the SAT procedure also addresses thermocouples, but doesn’t address correction factors because that’s in the instrument calibration procedure… See where this is going? Consider writing one pyrometry procedure with sections in it just like the specification. Then, the SAT section can refer to the thermocouple section for test thermocouples and to the instrument section for test instruments, etc. It’s like re-writing AMS2750, but customized for your facility, your equipment, and your practices. In the end, remember that the pyrometry portion of your Nadcap audit follows my P.I.E. acronym. Procedures that Include all requirements and Evidence to show compliance.”
Paying close attention to the right data solution will alleviate potential headaches when dealing with both the new AMS2750F revision and the CQI9 (V.4 update) says Peter Sherwin, “Many commercial heat treaters will also have to cope with the update to CQI9 Version 4 at the same time! According to the MTI, your ‘end’ customers may request you perform your self-audit to the new standard from this point forward. There is a bit more time allocated to move to digital (3 years), but my advice would be to take advantage of digital solutions sooner rather than later. The right data solution should save you money over time compared to the paper alternative.”
Finally, amidst all the new changes AMS 2750F has offered, Jim Oakes assures, “…the pyrometric requirements that most of us are used to will still be very familiar as this document becomes the new standard.”
“High-pressure gas quenching (HPGQ) attempts to reduce temperature nonuniformities by reducing the cooling rate; however, this is generally not sufficient to eliminate shape change. Shape change can be predicted by heat treatment simulation software, but it is difficult to reproduce the exact same cooling conditions in the vessel for each batch. Therefore, the distortion of the components will not be consistent from batch to batch.”
Read the case study to see one response to this issue in this original content from Heat Treat Today by Justin Sims, lead engineer at DANTE Solutions.
This article first appeared in the latest edition (March 2020) of Heat Treat Today’s Aerospace Heat Treating magazine.
Distortion is generally described by a size change and a shape change. In heat treatment of steels, size change is unavoidable and is mainly due to the volumetric difference between the starting microstructural phase and the final microstructural phase. Shape change of steel parts from heat treatment is due to nonuniform thermal and nonuniform microstructural strains as a result of nonuniform cooling or heating, alloy segregation, poor support of the component while at high temperature, thermal expansion or contraction restrictions, or residual stresses from prior forming operations. Nonuniform cooling or heating can be as fundamental as the temperature gradient from the part surface to its core, or as complex as the flow of fluid around a component feature. Both can result in nonuniform strains, resulting in a shape change. If the stresses causing these strains exceed the yield strength of the material, then permanent shape change will occur. Size change can be anticipated and is predictable, while shape change, or distortion, is usually unanticipated and more difficult to predict.[1-2]
Justin Sims, Lead Engineer, DANTE Solutions
Most thermal processes try to control these nonuniformities using methods of low complexity such as part orientation and rack design. Quenching systems, for example, are generally designed to remove as much thermal energy from the work pieces as possible and to do this as quickly as possible. High-pressure gas quenching (HPGQ) attempts to reduce temperature nonuniformities by reducing the cooling rate; however, this is generally not sufficient to eliminate shape change. Shape change can be predicted by heat treatment simulation software, but it is difficult to reproduce the exact same cooling conditions in the vessel for each batch. Therefore, the distortion of the components will not be consistent from batch to batch.
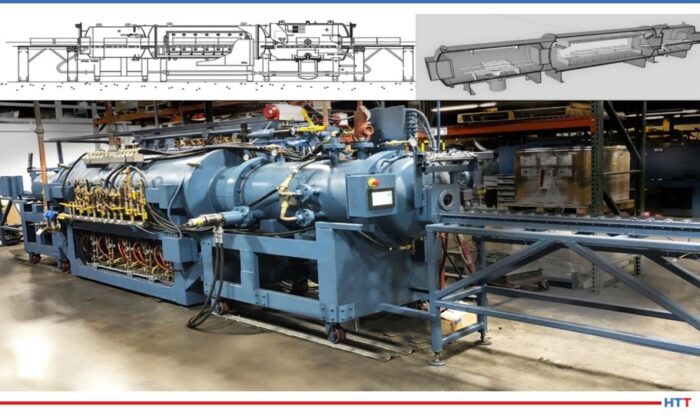
In response to this issue, a prototype gas quenching unit capable of controlling the temperature of the quench gas entering the quench chamber was devised. With the DANTE Controlled Gas Quench (DCGQ) unit, it is possible to have control of the thermal and transformation gradients in the component by controlling the temperature of the incoming quench gas, thereby significantly reducing, or eliminating entirely, the shape change caused by quenching. In doing so, the size change can easily be predicted by heat treatment simulation software, and post-hardening finishing operations can be reduced or eliminated. This process is ideal for thin parts or components with significant cross-sectional changes. Atmosphere Engineering (now part of United Process Controls) in Milwaukee, Wisconsin constructed the unit and provided the logic to control it. All experiments with the unit were conducted at Akron Steel Treating Company in Akron, Ohio. The project was funded by the U.S. Army Defense Directorate (ADD).
Figure 1 (left) shows the front of the unit, while Figure 1 (middle) shows the back of the unit. The back of the unit contains the human machine interface (HMI), shown in Figure 1 (right), where process parameters can be modified and DCGQ recipes entered. The prototype unit has a working zone of nine cubic ft. and is capable of quenching loads up to 100 lbs. at one atmosphere of pressure.
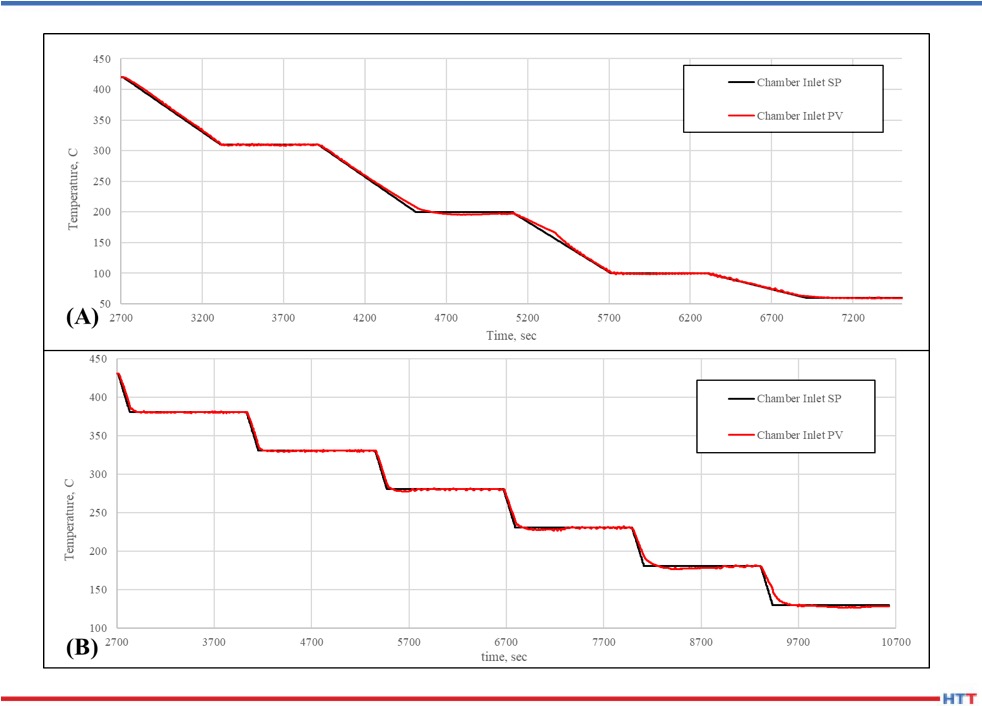
Figure 2. Comparison of quench gas temperature entering the quench chamber versus the recipe setpoint temperature for two different DCGQ process recipes
The ability of the unit to maintain continuity between the recipe setpoint temperature and the actual temperature entering the quench chamber is absolutely paramount. Figure 2 shows two schedules, one aggressive and one conservative, comparing the recipe setpoint (Chamber Inlet SP) to the actual quench gas temperature (Chamber Inlet PV). Figure 2 also shows that the prototype unit has good control of the quench gas temperature between 752°F (400°C) and room temperature, the martensite transformation range for most high hardenable steel alloys. There is some deviation between the two temperatures below 392°F (200°C) for the aggressive schedule as the setpoint reaches its set temperature, due to the relatively small temperature difference between the quench gas and the shop air. This small temperature difference makes it slightly difficult for the air-to-air heat exchanger used in the design to keep up with the rapid drop in temperature, but overall there is very good control of the quench gas temperature.
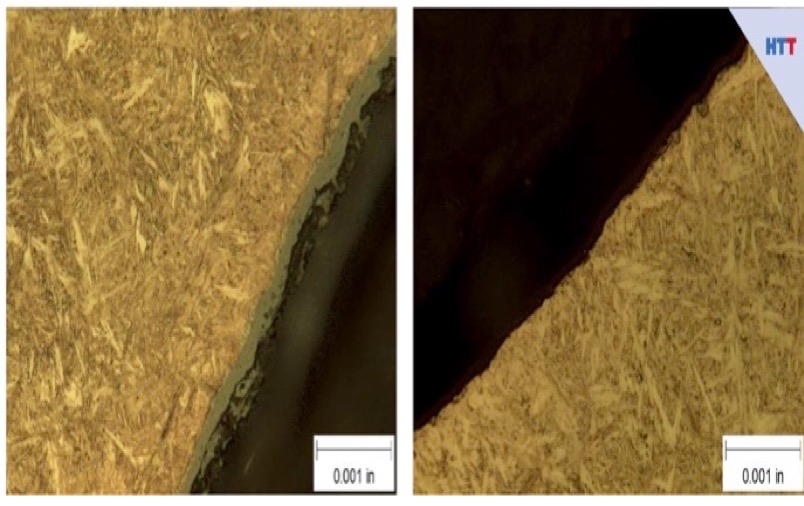
Figure 3. Micrograph of DCGQ (left) and HPGQ (right) processed coupons, mag. 1000X There is a copper layer on the surface of the DCGQ processed coupon.
Microstructural examination was conducted on Ferrium C64 coupons processed using the DCGQ process and coupons processedusing a 2-bar HPGQ. C64 was chosen for this study due to its extremely high hardenability and its high tempering temperature. Figure 3 compares the microstructures of the two processes at a magnification of 1000X, and no significant difference is detected. The DCGQ coupons required two hours to complete the transformation, whereas the HPGQ coupons transformed in a few minutes. There is no indication that the slow rate of transformation damaged the microstructure or mechanical properties in any way. Tensile and Charpy properties were equivalent between the two processes.
Distortion coupons, thick disks with eccentric bores, were designed and manufactured with the goal of evaluating the distortion response when subjected to a DCGQ process, and then compared to coupons subjected to a standard 2-bar HPGQ operation. All coupons were manufactured from the same Ferrium C64 bar stock. All coupons were cryogenically treated and tempered at 595°C for eight hours after quenching.
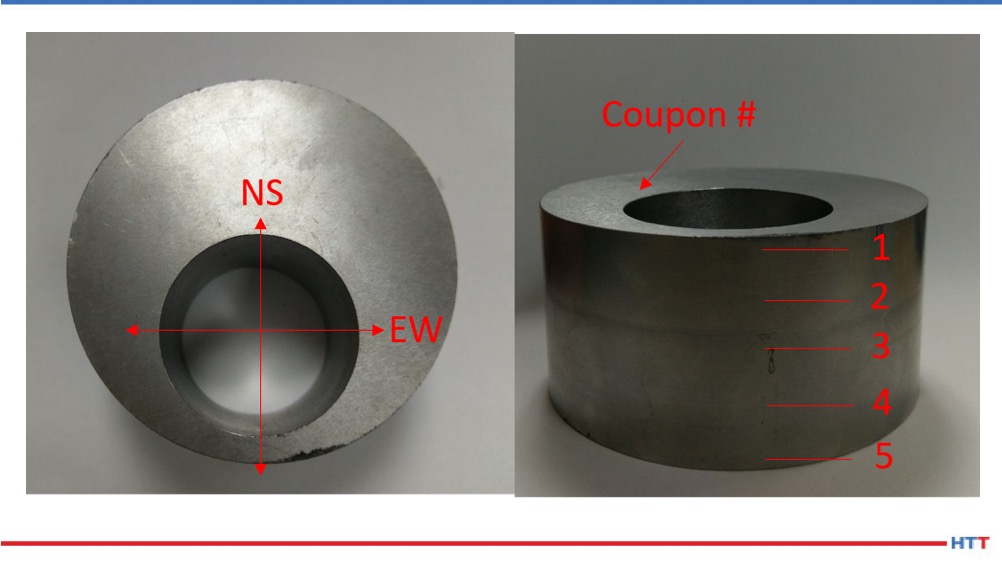
Figure 4. Nomenclature and locations used for out-of-round measurements on the distortion coupon
Figure 4 shows a distortion coupon with the nomenclature and locations used for measuring the out-of-round distortion of the eccentric bore. Due to the uneven mass distribution, the north-south direction will generally be larger than the east-west direction. Five measurements were then made along the axis of the coupon using a Fowler Bore Gauge.
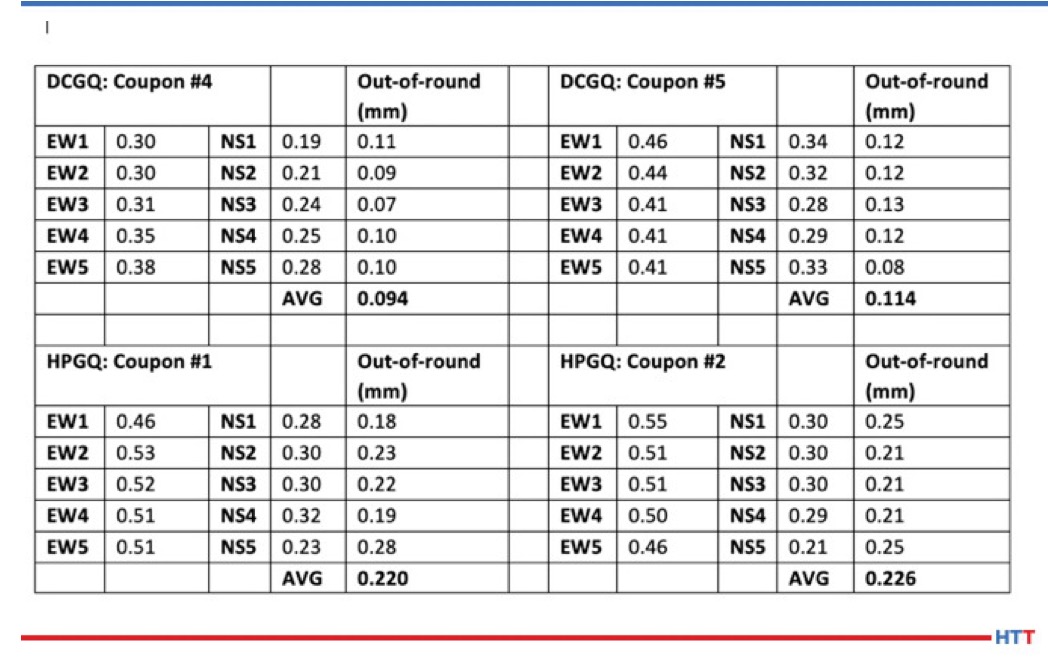
Table 1. Out-of-round distortion measurements of the distortion coupon for a DCGQ and HPGQ process
Table 1 shows the results from four coupons; two hardened using the DCGQ process and two processed using the standard 2 bar HPGQ for C64. The individual measurements (EW1, NS5, etc.) are relative and are dependent on the reference value used for the bore gauge. The individual measurements give an indication of the variation in distortion in the axial direction. The out-of-round measurements are actual values, as they are the difference between the actual measurements. The DCGQ process gave significantly less distortion than the HPGQ process.
While the values reported show a 50% reduction in out-of-round distortion for the DCGQ process, a larger gain could have been realized if two other conditions were addressed. First, the coupon for DCGQ was placed directly into a 1832°F (1000°C) preheated furnace since the prototype unit does not have austenitizing capabilities. Controlled heating, just like controlled cooling, should be utilized to realize the full potential of this process. Second, the DCGQ schedule was designed for another coupon geometry that was processed together with these distortion coupons. Therefore, the schedule was not optimum for this coupon geometry.
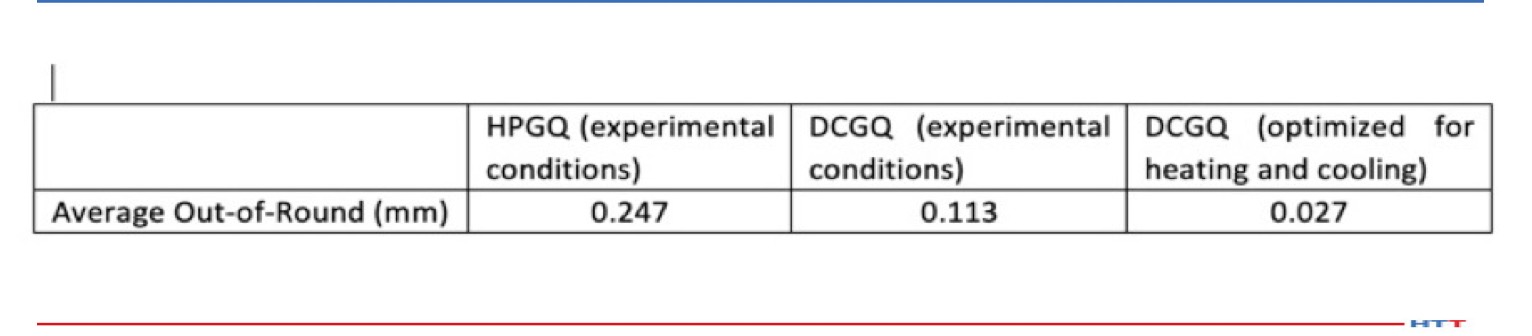
Table 2. DANTE simulation results comparing HPGQ and DCGQ using the experimental conditions and a DCGQ with optimized heating and cooling schedulesMARCH 2020
Table 2 compares the DCGQ simulation results in which the two processes executed on the experimental coupons were compared to an optimized process, including controlled heating and cooling schedules designed for this coupon. The optimized schedule predicts an order of magnitude reduction in out-of-round distortion. Comparison of the measurements from the HPGQ and DCGQ experiments in Table 1 to the model predictions in Table 2 shows that the model predictions agree closely with the experimental results.
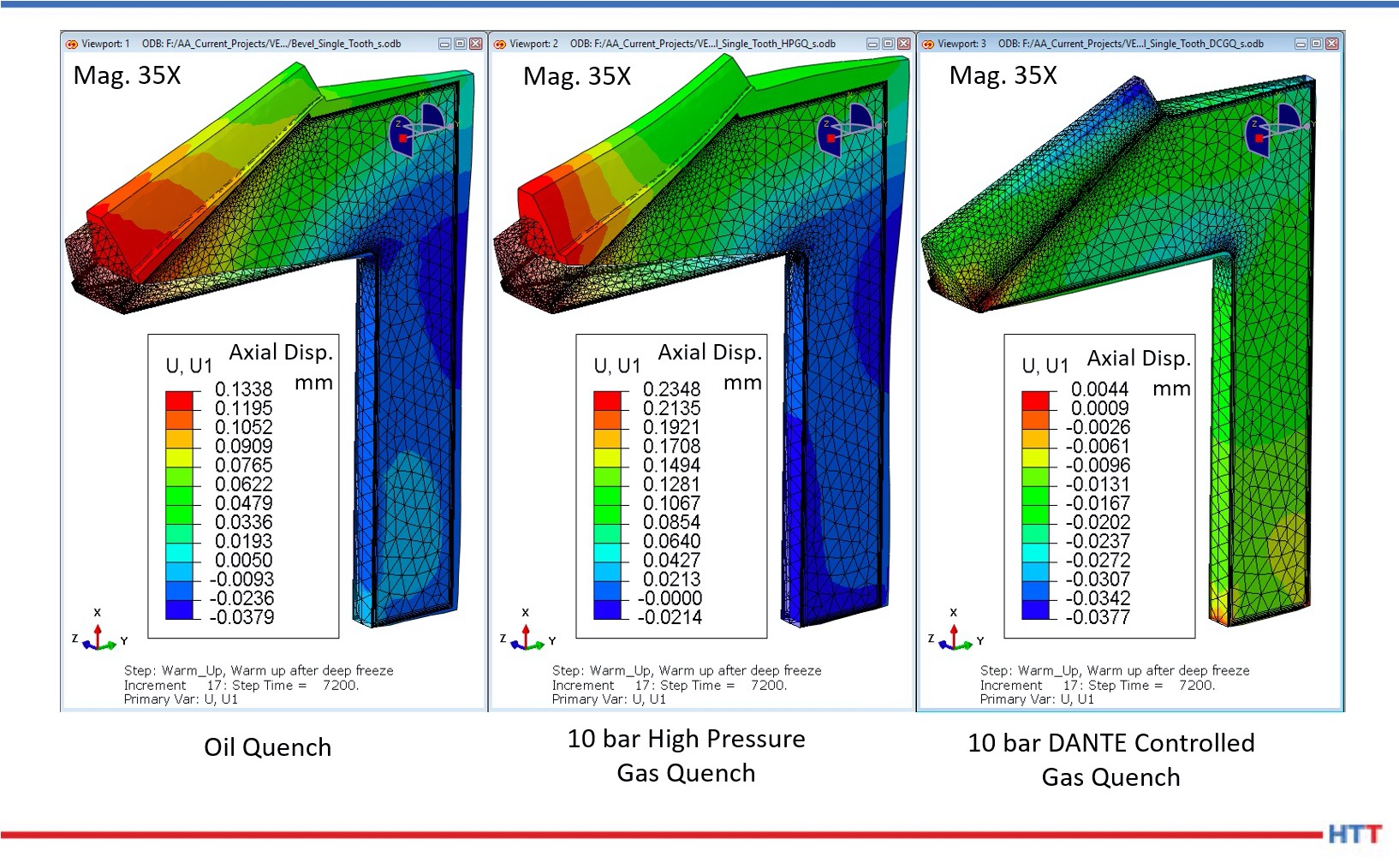
Simulating the application of the DCGQ process to a gear geometry, the predicted warpage of a bevel gear was examined. The simulation looked at the differences between an oil quench, 10 bar HPGQ, and a 10 bar DCGQ process. From Figure 5, it is clear that the HPGQ process is predicted to produce the most distortion. Even though the 10 bar gas quench has a slower cooling rate than the oil quench, less distortion is not guaranteed since a slower rate does not guarantee a more uniform phase transformation.[3] In this case, both heating and cooling were controlled for the DCGQ simulation.
Figure 5. Comparison of oil quench, HPGQ, and DCGQ processes for a bevel gear
In summary, a prototype gas quenching unit has been constructed with the ability to accurately control the temperature of the quench gas entering the quench chamber. Experimental results have shown that mechanical properties and microstructure are equivalent between the DCGQ process and a 2-bar HPGQ process for Ferrium C64. Thick disks with eccentric bores were machined and then heat treated using DCGQ and HPGQ. It was shown that the DCGQ process reduced distortion in these disks by 50%. Simulation using DANTE then showed that the distortion could be reduced further if controlled heating and cooling are used. Finally, a comparison was made between an oil quench, HPGQ, and DCGQ processes for a bevel gear. This comparison showed that the HPGQ process was predicted to cause the most distortion. HTT
References
[1] Prabhudev, K.H., Handbook of Heat Treatment of Steels, Tata McGraw-Hill Publishing, 1988, p.111-114
[3] Sims, Justin, Li Zhichao (Charlie), Ferguson B. Lynn, Causes of Distortion during High Pressure Gas Quenching Process of Steel Parts, Proceedings of the 30th ASM Heat Treating Society Conference, ASM International, 2019, p.228-236
About the Author: As an analyst of steel heat treat processes and an expert modeler of quench hardening processes, Justin Sims was the lead engineer for designing and building the DANTE Controlled Gas Quenching (DCGQ) prototype unit. This system was developed to minimize distortion of quenched parts made of high hardenability steels, while still achieving the required properties and performance.
An international aerospace manufacturer orders two furnaces for its factories in the USA and Singapore. While both are single-chamber vacuum furnaces, they will serve different functions. One will be used for the heat treatment of exotic electrical steels, and the second will be used for annealing parts produced by 3D printing technology.
The furnace purchased for the heat treatment of exotic electrical steels has diffusion vacuum levels and a horizontal chamber. The chamber has the workload size of 24” x 24” x 36” and a 1300 lb. hearth capacity. Additionally, each furnace has a single-chamber, high pressure gas quench heat treat system adaptable to a wide variety of thermal processing applications including annealing, brazing, hardening, LPC and LPN, normalizing, solution heat treating, sintering and tempering.
Two SECO?WARWICK Vector Furnaces (photo source: SECO/WARWICK)
Each of the furnaces were bought from SECO/WARWICK Vector furnaces lines. This is the manufacturer's first purchase for a US installation from this supplier. The Vector furnaces lines are used in multiple applications within the aerospace sector, including heat treating turbine blades and landing gear, as well as in the aerospace aftermarket to maintain fleets of aircraft.
Maciej Korecki, Vice President of Vacuum Business Segment, SECO/WARWICK (photo source: SECO/WARWICK.com)
“SECO/WARWICK Group," commented Maciej Korecki, Vice President of Vacuum Business Segment at SECO/WARWICK, "has delivered hundreds of Vector heat treat systems worldwide, many of which are in steady use supporting the aircraft industry. We offer Vector with either a horizontal or vertical chamber depending on part configuration and the process needs of the customer, and we support each customer all over the world with a dedicated team of aftermarket professionals to keep them running at peak efficiency.”
Vector 3D builds upon the single-chamber vacuum furnace technology to combine the advantages of gas quenching capabilities with the growing requirements of the additive manufacturing market. The result allows customers to perform processes such as sintering, debinding, stress-relieving, aging or solution heat treatment, which are essential for the metal 3D printing sector. It has numerous applications in such industries as aerospace, automotive, medical and energy.
In the following original content from Heat Treat Today, Thermo-Calc Software's Adam Hope, PhD, materials scientist, and Paul Mason, president, delve into how modeling and simulation tools can help heat treaters make well-informed decisions.
This article first appeared in the latest edition (March 2020) of Heat Treat Today’sAerospace Heat Treating magazine.
Consistency in material properties and performance is critical to the aerospace industry, and small variations in material chemistry or process windows can have a large impact on the final parts performance. The ability to predict and adjust for these variations can reduce scrap and part re-work. Metallurgists and process engineers responsible for heat treatments must adapt their process when input variables change, such as material chemistry. They are routinely faced with questions such as:
Paul Mason President Thermo-Calc Software
*How will heat to heat variations affect the final part performance?
*What heat treatment should be given to a part that has been built via a novel approach such as additive manufacturing?
*How should one optimize a heat treatment schedule for a new alloy?
*When the data required to make these decisions does not exist, what are the options?
Experiments can generate this data, but this is costly and time-consuming. Handbooks might have data for known alloys, but this is often only for the nominal composition and may not be suitable for material processed under a novel route. Modeling and simulation tools can help fill this knowledge gap and help inform better decisions.
Integrated Computational Materials Engineering and CALPHAD
Adam Hope, PhD Materials Scientist Thermo-Calc Software
The publication by the National Academies in 2008 on Integrated Computational Materials Engineering (ICME)[1] outlined an approach to designing products, the materials they are comprised of, and their associated materials processing methods, by linking materials models at multiple length scales. The report highlighted the need for a better understanding of how processes produce material structures, how those structures give rise to material properties, and how to select materials for a given application, describing the need for using multiscale materials modeling to capture the process, structures, properties, and performance of a material.
Computational thermodynamics, and specifically CALPHAD (CALculation of PHase Diagrams)[2], enables the prediction of the thermodynamic properties and phase stability of an alloy under stable and metastable conditions. The CALPHAD approach captures the underlying composition and temperature dependence of properties and can also be extended to model atomic mobilities and diffusivities in a similar way. By combining thermodynamic and mobility data, kinetic reactions during solidification and subsequent heat treatment processes can be simulated. Computational thermodynamics and CALPHAD- based tools are an important component of an ICME framework because, through the use of such simulations, it is possible to vary alloy compositions and predict optimal solidification processes and solution heat treatment temperature ranges without performing many time-consuming and costly experiments.
Predicting Heat Treatments for Additively Manufactured Parts
Many additive manufacturing processes subject the material to rapid solidification with multiple subsequent reheat cycles. The effect of these thermal cycles on material properties is not always known and typically does not result in the properties that a similar cast or wrought metal would have. Additionally, many additively manufactured parts are built using conventional alloys which have been engineered for cast or wrought processes. In some cases these alloys are not suitable for additive processing, and problems such as deleterious phases forming during a post-build, stress-relief heat treatment, designed for conventionally treated alloys, may result.
Additive processes are typically associated with rapid cooling rates and large thermal gradients. This can give rise to the following:
High levels of residual stress in the final part
Microsegregation during solidification of each layer, which leads to local inhomogeneities in alloy composition
In the case of additive manufacturing, these separate heat treatments are often combined, and stress relief heat treatments designed for cast or wrought material may not be suitable for additively processed materials for two reasons:
The chemical inhomogeneities arising from rapid cooling can influence precipitation behavior, and some deleterious precipitates may precipitate more quickly than expected.
The multiple heating cycles of subsequent layers may have already started some precipitation reactions, making stress relief more difficult without first homogenizing these precipitates.
Zhang et al.[3] have studied laser powder bed builds of Alloy 625 and found that after applying an industry recommended stress relief heat treatment, delta phase can precipitate in the segregated regions much faster than in the wrought material. The formation of delta phase is extremely detrimental to material properties. They attributed this to increased Nb and Mo concentrations found in the interdendritic regions in the as-built microstructure.
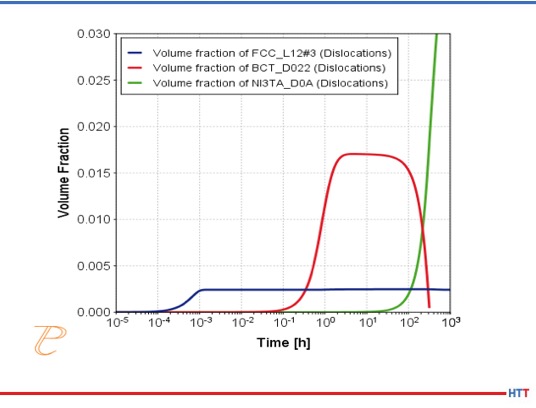
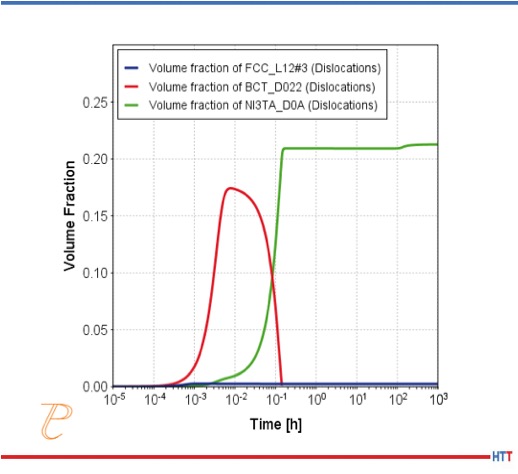
To understand this further, the authors first simulated the extent of this segregation using the Scheil-Gulliver model for solidification in Thermo-Calc[4] in conjunction with the diffusion module, DICTRA[4]. They then used the Precipitation module, TC-PRISMA to predict the precipitation kinetics of the deleterious delta phase for nominal feedstock compositions, as well as the compositions measured at dendrite boundaries. Both simulations, shown in Figures 1a and 1b, predict that a stable MC carbide forms, followed by some gamma double prime. Delta phase then forms at the expense of the gamma double prime. However the gamma double prime and delta phase both precipitate much more quickly in the segregated interdendritic region, due to the increased Nb and Mo. Delta phase is predicted to start forming around 1 hour, compared with 10 hours for the wrought material.
Figure 1. TC-PRISMA Precipitation simulations using nominal IN625 powder compositions (top) and segregated compositions (bottom) measured at the dendrite boundaries. Recalculated based on Reference 3.
While these calculations give insight to the reason why the conventional stress-relief heat treatment is not suitable, additional simulations can be made to identify a suitable temperature and time to both homogenize and stress-relieve the part, while avoiding deleterious phases. The authors of the study determined a post-build homogenization treatment was required to avoid deleterious delta phase precipitation.
Gas Carburizing Highly-Alloyed Steels
Highly-alloyed stainless steels can be gas carburized to increase the surface hardness, as well as improve the overall mechanical characteristics of the surface. However, an increase in chromium-rich carbides such as M23C6 or M7C3 can result in the decrease of chromium in the solid solution which leads to a reduction in corrosion resistance. Balancing these properties can be time consuming through trial and error experimentation, but CALPHAD-based tools can be used to identify suitable alloy compositions and heat treat windows, which are optimal for the application needs prior to testing in the laboratory.
Turpin et al. 5 made such a study, combining both experimental work and theoretical simulations to investigate carbon diffusion and phase transformations during gas carburization of high alloyed martensitic stainless steels. First, using thermodynamic calculations performed with Thermo-Calc 4 they determined the optimal balance between the carbide formation and chromium content of the alloy for corrosion resistance. They concluded:
At 1750°F (955°C), which corresponds to the austenitization temperature of their alloy, M23C6 and then M7C3 will be the first carbides to precipitate in the austenite phase as the amount of carbon content in the alloy is increased.
If the amount of carbon exceeds 3.8 wt% then M3C carbides are predicted to be stable. M3C carbides have a structure similar to cementite and preferentially precipitate at the grain boundaries which weaken the microstructure. Therefore, to avoid these phases, the overall content of carbon in the steel must be below this amount at the end of the carburizing process.
Above 1.7 wt% C, the mole fraction (an indicator of the volume fraction) of M7C3 carbides exceeds 20%, and the chromium content of the alloy associated with these carbides is 65 wt%. Therefore, there is a correspondingly strong depletion of chromium from the matrix.
To balance the desire for adding carbon into the matrix phase to obtain hardness with depleting the matrix of carbon, it was determined that the optimal amount of carbon in the matrix phase should not exceed 1 wt%. Thus, the thermodynamic calculations were used to establish a limit, without yet any consideration of the kinetics or time.
The second stage of the study then considered the diffusional reactions in the multi-component system during i) the carbon enrichment step and ii) the diffusion step of the gas carburizing process, and to determine how the composition and the amount of each phase vary with time and distance from the gas/solid interface and the carbon profile of the alloy as a function of time and distance. These calculations were made using the diffusion simulation software, DICTRA 4.
Consider the carbon enrichment step first. In DICTRA, several boundary conditions can be used for such a simulation, and in this work the carbon flux was determined experimentally using thermogravimetric measurements. During the diffusion step, the N2-CH4 mixture is replaced with pure N2, and the carbon flux at the surface of the samples is zero. To simulate this step using DICTRA, a zero carbon flux was applied as the boundary condition for two hours.
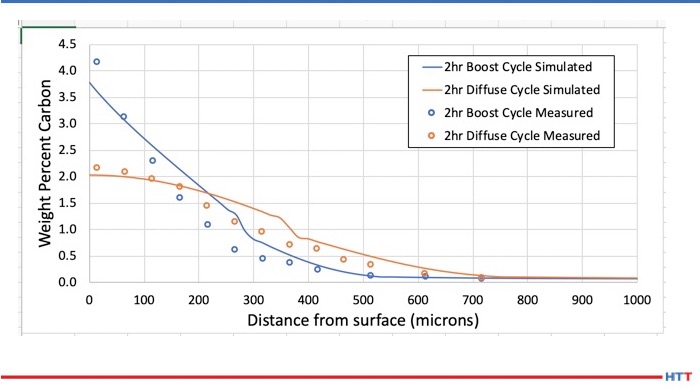
Figure 2 shows a simulated carbon profile for Fe-13Cr-5Co-3Ni-2Mo-0.07C, which is found to be in good agreement with the experimental values reported by Turpin et al. The authors concluded from this study that the carbon profile can be calculated and followed at any time if the boundary condition evolution at the gas-solid interface is known during the carburizing treatment.
Figure 2. DICTRA carbon diffusion profiles for Fe-13Cr-5Co-3Ni-2Mo-0.07C. Recalculated based on Reference 5.
Predicting β-transus Temperatures in Ti-Alloys
Many Titanium alloys respond well to heat treatments, through which the microstructure can be manipulated to optimize properties for a particular application. For example, some microstructures are better for high temperature creep, and some are better for fatigue strength. This is primarily achieved by controlling the nature and amount of α and β phases in the microstructure.
At high temperatures, titanium alloys are primarily β phase. At the β-transus temperature, the α phase becomes stable and can start to form. The β-transus temperature can change as a function of alloy chemistry. Knowing the β-transus temperature is critical to determining the nature and amount of α phase that will form during a heat treatment or thermal cycle.
Many alloying elements in Ti alloys have a strong effect on β-transus temperature. Knowing the actual β-transus for a specific chemistry is critical to determining suitable heat treating windows to obtain a specific set of material properties. However, even within a particular alloy specification, there can still be small compositional variations that have a significant effect on the β-transus. Thermo-Calc [4]can be used to calculate this if the exact chemistry is known, or to determine the potential distribution of β-transus temperatures for a given chemistry range.
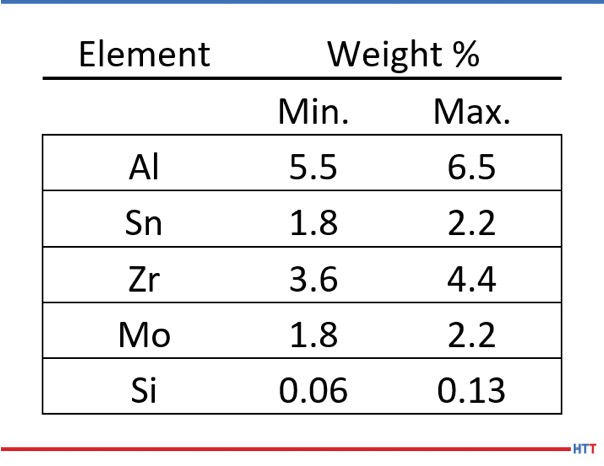
Table 1 -- Composition specification for major elements in Ti-6-2-4-2 Alloy
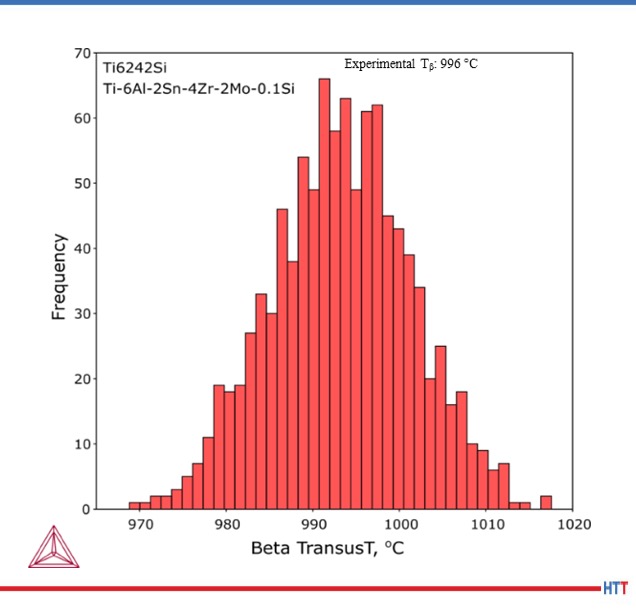
Table 1 shows the composition ranges for the major elements in Ti6-2-4-2Si (AMS 4919). Figure 3 shows the calculated distribution of β-transus temperatures in the composition specification of Ti6-2-4-2. Over 40 degrees variation is possible for compositions that lie within the specification and the calculations show good agreement with the experimentally measured values of 995°C ± 15°C (1823°F ± 27°F).[6]
Figure 3. Variation in Beta transus temperature for 1000 possible compositions within Ti-6-2-4-2 specification
Summary
In the 100th Column of the Heat Treat Doctor [7],Dan Herring, stated that heat treating can best be defined as “the controlled application of time, temperature and atmosphere to produce a predictable change in the internal structure (i.e. the microstructure) of a material.” However, variability arising from composition differences in materials can sometimes be challenging for heat treaters. The examples shown here have illustrated how modeling and simulation tools such as those based on the CALPHAD approach can be used to predict variability arising due to material composition. HTT
References
[1] National Research Council. 2008. “Integrated Computational Materials Engineering: A Transformational Discipline for Improved Competitiveness and National Security.” Washington, DC: The National Academies Press.
[2] Kaufman, L and Bernstein, H. Computer Calculation of Phase Diagram. New York: Academic Press Inc, 1970.
[3] Zhang, Fan, et al. “Effect of heat treatment on the microstructural evolution of a nickel-based superalloy additive-manufactured by laser powder bed fusion.” Acta Materialia 152 (2018) pp 200-214.
[4] Andersson, J O, et al. “Thermo-Calc and DICTRA, Computational tools for materials science.” Elsevier, CALPHAD, Vol. 26, (2002) pp. 273-312.
[5] Turpin, T, et al. “Carbon diffusion and phase transformations during gas carburizing of high-alloyed stainless steels: experimental study and theoretical modeling.” Met. Trans. A, Vol. 36A, (2005) pp 2751-2760.
[6] TIMET datasheet for TIMETAL® 6-2-4-2, TMC-0157 (2000).
[7] Herring, D “What is Heat Treating and Why Do We Do It?” Industrial Heating Magazine BNP Media (2011).
About the authors:Paul Mason is the president and Adam Hope, PhD is a materials scientist for Thermo-Calc Software, whose products assist academia, government, and industry to make calculations which predict or assist in the understanding of complex multicomponent alloys and non-metallic systems, as well as processes of industrial and scientific relevance.
For more information, contact Paul or Adam at info@thermocalc.com or (724) 731 0074
Nadcap is a ubiquitous topic in the aerospace industry. In this original Heat Treat Todaycolumn, veteran heat treating partner, Todd Wenzel, of Throughput/Bluestreak, shares his opinion of the accrediting of Nadcap parts.
This article first appeared in the latest edition (March 2020) of Heat TreatToday’sAerospace Heat Treating magazine.
Todd Wenzel, president of Throughput Consulting, Inc.
First of all, I want to admit that I am not a quality manager, nor have I played one on TV, nor did I stay at a Holiday Inn Express last night. I just want to convey what I have seen in the heat treating realm regarding Nadcap accreditation. I also want to state upfront that if your company plans on aggressively pursuing aerospace part processing, it is always preferable to have your AS9100 and Nadcap accreditations in place.
My basic point to convey is that, in my humble opinion, it is not always necessary to have a Nadcap accreditation to actually process aerospace parts. Why would I make such a “treasonous” quality claim? Let me share two real examples that I have witnessed, and perhaps you have also witnessed.
Example 1
I have worked directly with many heat treating companies over the past 15+ years. Many have a Nadcap accreditation, many are in the process of obtaining it, and many that do not have it. My first example is an experience one well-respected heat treater had when setting up a new facility in a new location that would be physically positioned to tap into Nadcap work. They established this new facility and began the process of obtaining their AS9100 and Nadcap accreditation, none of which is inexpensive, as you are well aware.
Simultaneously, they started to market and talk to prospective customers about this new resource they would have for their aerospace parts. They eventually discovered that even though they had a stellar reputation in the industry, and their commitment to obtaining AS9100 and Nadcap was well documented, they found it extremely difficult, and even impossible, to move these prospective customers away from their current heat treat supplier(s) who were NOT Nadcap certified. WHAT, how could that be?!
Photo source: TAV Vacuum Furnaces
Well, it turns out these non-Nadcap heat treaters were “grandfathered” into the manufacturer’s supply chain. They had been processing parts before Nadcap “requirements” and had sufficient quality control to produce the required results. I’m sure there was also a cost component here since the grandfathered heat treaters did not have the added expense of obtaining and maintaining a Nadcap accreditation. Plus, there was the inherent corporate inertia to not want to change unless forced into a change, in this case suppliers.
So, what did the Nadcap accreditation do for this heat treater, completely set up to serve the aerospace industry? Bupkis.
Example 2
In this second example, there is again a well-respected heat treater who has an AS9100 accreditation, but not Nadcap. They leverage their software-based quality management system like very few other heat treaters. Nearly every piece of data they need for an audit is literally one or two mouse clicks away. They fly through audits 50%-75% faster than other heat treaters, many without any findings, and every auditor who has the opportunity to work with them is astounded at the MES/QMS system they rely upon to produce these results.
Along comes a very well-known aerospace manufacturer who is looking for other heat treating suppliers. They show up for their normal audit, and what they find is not what they were expecting. Remember, this heat treater does NOT have a Nadcap accreditation, which is supposed to be a “requirement” for processing any aerospace parts.
Their audit went much faster than normal, and they passed with zero findings, which is almost unheard of for this manufacturer of flight-critical parts. The auditor said this company is in the top tier of heat treaters he had worked with and was “blown away” by the QMS system that provided them with the flexibility to drive customer-specific production control right down to every step performed on the shop floor. Plus, all of the supporting documentation of calibrations, training, document revisions, and much more was easily available to back up the processing history.
The auditor also said that the founder of this aerospace company always emphasized that they should NOT exclude potential suppliers that are not Nadcap or AS9100; they just need to have a fully vetted quality system. Obviously, this heat treater’s MES/QMS system met that standard in spades!
Conclusion
I am NOT implying there is no value to having AS9100 or Nadcap accreditations, but what I am saying is that as long as you have a well-vetted QMS system, you should not avoid marketing your company to process aerospace parts.
Obviously, you would need specific thermal processing equipment to do so; but, a well-vetted MES/QMS system that is designed to give your company the quality “leverage” you need to compete in the aerospace market is, in many respects, the main resource you need to expand your business into aerospace and beyond.
About the Author: From its inception in 2004, Todd Wenzel has served as president of Throughput Consulting, Inc., an enterprise software consultancy serving the metal treating industry.