Heat TreatToday offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 14 news items, including OTTO JUNKER‘s induction furnace installation supporting low-carbon foundry operations, IperionX‘s collaboration with Carver Pump Company to strengthen domestic titanium manufacturing, Solar Atmospheres of Michigan earning its Nadcap 18-month Merit Status for heat treating and brazing, and more!
Equipment
1. OTTO JUNKER has equipped Eisengießerei Th. Schultz with a MONOMELT coreless induction furnace, replacing a cupola and converting the foundry to electric melting. The system significantly cuts energy use and CO₂ emissions while demonstrating how induction technology is helping foundries transition to more efficient, low-carbon production.
2. A global drivetrain technology leader has selected NUTEC Bickley to supply a CQI-9–compliant isothermal annealing line for automotive component production. The new equipment strengthens heat treat quality and consistency, reflecting the industry’s continued investment in advanced thermal processing to support higher-performance drivetrains.
3. Newton Heat Treating has completed a major equipment upgrade, replacing steam accumulators that had been in service for 20 years in its uphill quenching/cold stabilization operation. The upgrade directly impacts the company’s aerospace processing capabilities, with many parts destined for optical components in space applications undergoing this critical heat treatment process.
4. Kaiser Aluminum Corp., a producer of heat treated, flat-rolled aluminum products, has completed a $25 million expansion and upgrade of its Trentwood rolling mill in Spokane Valley. This marks the latest phase of the company’s long-term strategy to increase heat treatment throughput for aerospace, automotive, and general engineering markets.
5. ArcelorMittal is advancing a major expansion in electrical steel production that includes a preparation line, a continuous annealing and varnishing line, and a slitting line — developments that reflect ongoing job growth and investment in industrial heat treating processes worldwide.
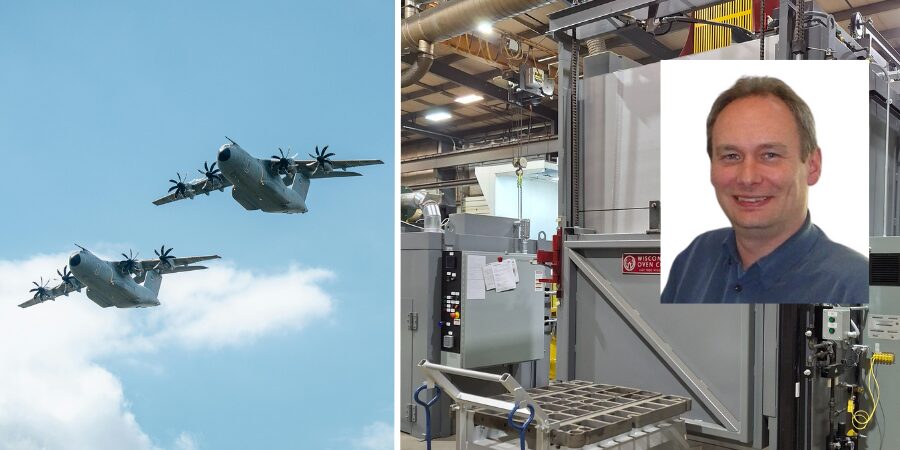
6. A United States military base will receive an electrically heated draw batch oven from Wisconsin Oven Corporation for use in heat treating aerospace components. The industrial oven was engineered to meet critical safety requirements and the stringent demands of aerospace heat treating.
7. JSW Vijayanagar Metallics, a subsidiary of JSW Steel, has commissioned a new 350-ton RH (Ruhrstahl Heraeus) unit, the world’s first operational combination of an RH Ladle Rocker technology with Fast Vessel Exchange from SMS Group. This represents a major advancement in secondary metallurgy and plant efficiency.
8. PROENERGY has ordered four Ipsen vacuum furnaces for its new Houston location, expanding heat treating capacity to support growing demand for fast-start gas turbines and lifecycle maintenance services. The investment strengthens PROENERGY’s ability to manufacture, repair, and overhaul high-quality turbine components while reducing lead times.
Deslagging of the meltExample of a customized isothermal annealing furnace by NUTEC Bickley, engineered for the auto manufacturing industryUpgraded Newton steam accumulatorsThe expanded horizontal heat treat furnace at Kaiser’s Spokane Valley plant
Entry zone to ArcelorMittal’s continuous annealing and varnishing lineElectrically heated draw batch oven to heat various steel parts for aerospace componentsFirst heat of the 350-ton RH plant, equipped with a Ladle Rocker and Fast Vessel ExchangeLine of Ipsen TITAN furnaces
Company & Personnel
9. SMS Group’s South Africa-based Metix brand and Magmec signed a memorandum of understanding to develop a magnesium metal production facility in the United Arab Emirates utilizing advanced reduction furnace technology. The facility will be designed to process magnesium oxide originating from feed sources such as dolomite or brine. The partnership aims to establish a regional, sustainable supply of magnesium for strategic industrial users.
10. Carlos Carrasco has joined the SECO/WARWICK USA sales team as regional manager for Mexico, bringing more than 11 years of experience with the company as a sales representative. In his new role, he will support customers across the region in addressing their heat treatment challenges.
11. IperionX is working with Carver Pump Company to advance domestic titanium manufacturing and thermal processing capabilities in a recent commitment to reduce long lead times for critical pump components used for naval shipbuilding. This addresses supply chain constraints that have slowed ship construction and maintenance. By shortening production timelines, the initiative supports improved fleet readiness while reinforcing domestic manufacturing capacity for mission-critical naval systems.
Metix and Magmec representatives at the signing of an MOU to advance a magnesium metal production facilityCarlos Carrasco taking on the new regional manager for Mexico role at SECO/WARWICK USA
Kudos
12. Solar Atmospheres of Michigan has earned Nadcap 18-month Merit Status for heat treating and brazing, marking a significant quality milestone, bringing every Solar Atmospheres facility nationwide to merit standing. The achievement reflects three consecutive years of audits with zero major findings, underscoring the company’s disciplined process control and commitment to specification compliance while serving industries including aerospace, defense, and medical manufacturing.
13. Tenova hosted Indonesia’s Vice Minister of Industry, Faisol Riza, at its global headquarters to showcase sustainable steelmaking technologies, following an initiative led by Indonesian steel producer PT Tata Metal Lestari. The visit highlighted collaboration among Tenova, TML, and the Indonesian government to advance low-emission steel production, energy efficiency, and industrial innovation.
14. Bodycote has achieved Nadcap accreditation for heat treating, vacuum brazing, and TIG welding at its new 55,000-square-foot facility in Fairfield, Ohio. The milestone strengthens Bodycote’s North American presence and expands capacity to meet growing demand for high-specification thermal processing in aerospace, defense, and industrial manufacturing sectors.
Solar Atmospheres heat treating facilityIndonesian Vice Minister of Industry, Faisol Riza, and delegation with Tenova leadership team at Tenova headquartersBodycote’s 55,000-square-foot Nadap-accredited facility in Fairfield, Ohio
In this episode of Heat TreatRadio, Tony Busch of Control Concepts, Christina Clowes of I Squared R, and Dr. Stephen Feldbauer of Abbott Furnace Company join host Doug Glenn to discuss a new transformer-free approach to electrically heated furnaces. The group walks through how SCR power controllers paired directly with silicon carbide heating elements can reduce system cost, simplify design, and improve control accuracy. They also explore the global adoption of zero-cross technology and its growing relevance in North America.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Introduction (0:45)
Doug Glenn: We’re going to be talking about a relatively new combination of two fairly well-known technologies that will help some people save money. Those two technologies are SCR power controllers and silicon carbide heating elements. It’s actually kind of a little case study. If you’ve got an electrically heated furnace, this would be one you’ll want to stay and hear.
Clockwise from top left: Doug Glenn (host), Christina Clowes of I²R Elements Company, Tony Busch of Control Concepts, and Dr. Stephen Feldbauer of Abbott Furnace Company
Our first guest is Tony Busch from Control Concepts. Tony Busch is the North American sales manager for Control Concepts. Next is Christina Clowes, the vice president over at I²R Elements Company. Our final guest is Dr. Stephen Feldbauer, the director of research and development at Abbott Furnace Company.
A Furnace with a New Configuration (1:45)
Doug Glenn: To get a sense of this furnace that we’re talking about, can you describe the situation and this new configuration of power controls for the heating elements?
Steve Feldbauer: What I can say is that this was a new piece of equipment to replace an old technology for a new facility.
Okay, so they were going to move to a new facility and they said, “Hey, we don’t want this old stuff. Let’s look at just buying a new furnace for this application.”
This is for the casting industry. The molds go into the furnace and traverse through; the furnace preheats them so that operators can then pull them out and fill them with metal. So it’s a continuous furnace for mold preheating application for the casting industry.
It was exciting! We had an electrically heated furnace, and then began talking with Tony and Christina. Control Concepts had this concept, no pun intended: Traditionally, design of an electrically heated furnace above a certain temperature (1850 degrees), we use silicon carbide heating elements and — due to resistance changes over time — we have to put transformers in there that allow us to keep upping the voltage and maintain heating capability. Control Concepts said, “Hey, we can take innovate technology and save some money, make things a little easier, and get rid of the transformers.”
And we really had a great outcome.
Doug Glenn: This is a foundry industry application, the preheating of molds, and this is a continuous furnace. You guys, Abbott, obviously won that bid to supply that furnace. I’m sure it was a competitive situation, so congratulations.
TraditionalSCR and Silicon Carbide Heating Element Configuration (4:40)
Doug Glenn: So Tony, one of the great features of this Abbott furnace that helped them win this order was this relatively new configuration of the power supplies. as Steve was saying. Tell us a little bit more about the SCRs and the silicon carbide heating elements.
Tony Busch: I think it’s important to understand where we came from and where we are now with this new technology.
In the past, at least in North America, silicon carbide heating elements produce a high temperature, a high current. To help that happen and so you do not have a big, thick gauge wires, a transformer would be added to the design very close to the furnace. This reduces the conductor size. That transformer often was a multi-tap transformer. From a SCR power controller standpoint, you would be controlling the power on the primary side of the transformer, let’s say 480 volt stepping down into 60-70, whatever volts are required for the application. To use a transformer with a power controller, you need phase angle power control.
This is how it has been done in the past with phase angle firing varying every half cycle into the primary of a transformer.
The New Setup (06:09)
Example of SCR power controller units attached directly to industrial furnace. Source: Control Concepts
Doug Glenn: What is the new configuration?
Tony Busch: With the new scheme, we are removing the transformer. Now you have an SCR power controller firing directly into the silicon carbide heating elements.
To do this, you will have to have slightly bigger power controllers, but you’re completely eliminating the transformer and you’re going directly into it. To take it a step further, we use a special firing mode called Fast Zero Cross. This mode satisfies the heating elements.
We are maintaining a very smooth watt density output to the heating elements. You can control it and the power feedback if you need to, which is essentially your unit of measure to control the power, which can be in KW versus voltage or current.
Doug Glenn: That’s on the power side. Control side of things. That’s basically the new arrangement: removal of the transformer; direct feed into the heating element, with some advantages. Christina, how about the heating element? Can you tell us a little bit about the heating element in this situation?
Christina Clowes: This is not a unique heating element in this particular case, because the same heating element configuration probably would’ve been used even if you were using a multi-tap transformer based system.
The key to the operation here is the very rapid switching of full sine waves through the heating elements, where you’re proportioning the “on-to-off” cycles, electrical cycles, so rapidly that the heating element does not have time to respond to the very high instantaneous loadings during each “on” cycle.
For example, in the U.S., typically you are looking at a power supply that’s at 60 hertz, 60 cycles per second. One electrical cycle is one 60th per second, or 16.66 milliseconds. In that case, if you were regulating the outputs from the heating elements to 50%, you would have one cycle on, followed by one cycle off, and that being repeated continually.
The heating element during that one cycle, that 16.66 milliseconds, does not have enough time to respond firmly to that very high loading. As a result, the RMS voltage, the natural average voltage over time, governs the load into the heating elements. So, you can design around systems based on 480 volts but regulate the RMS output on the controller to whatever the heating element needs to generate the amount of power that’s needed by the process.
The control is the key to this operation.
Doug Glenn: Is it possible to use a standard or any type of heating element or do you need a special silicon carbide type?
Christina Clowes: It is not a special silicon carbide. We designed this particular application around the needs of the process, the operating temperature, the specific loading required for the process. But it is a different control methodology that’s really the key.
New Technology for North American (10:22)
Doug Glenn: While this technology is somewhat new in North America, it is actually not new on a global context. Can you address this?
Christina Clowes: In Europe, this kind of zero-cross base system has been commonplace for quite some years; also in Asia. The difference in North America is, I think, tradition, more than anything else. People have been used to using phase angle control for silicon carbide heating elements. That’s kind of where this technology grew out from, and people have stuck with that because it works. But this new technology though gives an opportunity to save money and space, while achieving the same result.
Doug Glenn: So for the North American market, this is somewhat new. But it is a proven technology. It’s not a new technology that we are still trying to get our hands around. It’s been done globally, which is an important point.
Cost Savings for the Customer (11:45)
Doug Glenn: With respect to cost savings for the customer, can you describe the capital expenditures, operating costs, and even maintenance costs?
Steve Feldbauer: We know that by eliminating the transformer, there’s the substantial costings. The SCR is doing the change in the voltage and controlling and eliminating that need for the transformer.
By eliminating that piece of equipment, you’re seeing upwards of anywhere between a 50 to 75% cost savings per heating zone. That’s a big number. There’s a wide range in that cost savings depending on the size of the heating zone, the size of the furnace, and the number of heating zones. That is a substantial saving.
In addition, the customer sees savings in shipping costs. In this case, removing the transformer reduced the size of the furnace by 2,100 pounds. That goes directly into your shipping cost.
Customers also see a lot less downtime because every time that you would want to change the tap in a traditional furnace, you have to power the furnace down, which interrupts production. There’s a knowledge base needed to know when and how to change the tap. But with this new technology, the furnace just continually operates.
There is also space savings. That transformer takes up space, which limits where we can put in things. For example, for the last line on a continuous furnace with a belt, the placement of the belt is dictated by where we put the transformers because the transformers typically go up underneath the hot box. Without the transformer, we now have flexibility and design.
So, we save in a number of different areas.
Maintenance of the SCR (14:24)
Doug Glenn: Maintenance wise, are the SCRs easier to maintain?
Steve Feldbauer: There is not much maintenance required for the SCRs. Once you put them in and they are set up, our customers really do not have to touch them unless they have to replace them. As far as tuning them and similar maintenance, there’s really not a lot that goes into them. Especially since now, you’re also not changing voltages. There’s not a lot of variability in the system. It’s set up and it just sits there and controls itself.
Advantages for the Customer (17:45)
Doug Glenn: What are the advantages for the customer?
Steve Feldbauer: There are many advantages in terms of cost, maintenance, and the ease in usage. There’s also less training, because you’re not teaching someone when or how to change a tap. This is a marked change in how you look at electrical furnace control in North America. This is something that is widely used throughout the rest of the world, so it’s not a new technology, but it’s new and innovative to North America. If you can optimize and streamline the process, why wouldn’t you?
Upgraded Features: Digitization and Data (18:58)
Doug Glenn: I also understand there are upgraded features because you’ve moved to an SCR and into a digital world with being able to get data back out of the furnace and understand the operation of the system because of the digitalization of it. Do you want to address that?
Tony Busch: By having a digital SCR power controller, you can connect up to your network, whether it’s Ethernet IP or Modbus TCP. You are able to collect all of that data. From that data, you are able to do things such as monitor the KW per hour. If you’re starting your process, and you want to know how much power was consumed during that particular time period, you can reset your KW per hour. Then you can find out how much you consumed when you are done and evaluate your efficiencies. All of that is recorded within the power controller. It’s essentially an industrial grade power meter built in.
Also, now that you are directly coupled with the silicon carbide heating elements, you have a very accurate load resistance monitoring capability. You are able to analyze the resistance and determine the health of your silicon carbide heating elements.
You can also plot a resistance curve. So you would know that if tolerance drifts 10, 20, 30%, you may be looking at a predictive maintenance situation where you look at your heating elements at some point and monitor the load currents. For a three-phase setup, if you notice that one of the phases is unbalanced, you may want to evaluate and determine the cause. You are able to be alerted without manually getting in there with a multimeter and doing your own research.
Christina Clowes: Compared to phase angle firing, which has been historically the most commonly used in North America, switching to a zero-cross system, a full sine wave based system, the SCRs turn on and off at zero volts potential.
To learn more about how SCR power controllers support tighter control when directly coupled with heating elements, you can click the image above to read this in-depth technical article co-written by Tony Busch.
As a result, that doesn’t produce any transient spikes that create a harmonic overlay, so there’s no electrical noise being generated. Utility companies do penalize their customers for generating electrical noise on their supplies.
In addition, because you have false sine waves, you have unity power factor, essentially. There’s no poor apparent power factor, which you have with a phase angle firing because you’re chopping the sine wave and conducting only part of the sine wave.
When you have purely resistive load, in the case of a Star Bar element, there’s no reactance, inductance, or capacitance. But because of the way that a phase angle SCR fires, it appears that there’s a power factor and people pay for energy that they are not consuming. This is more efficient way of driving an element system with a better handle over the energy that you’re consuming.
Doug Glenn: Is it more difficult to engineer these systems?
Christina Clowes: The exciting or interesting part is introducing new technology to people that actually helps them and provides real benefits. The total cost of the system is simplified and reduced, which makes it far more attractive for Star Bar-based systems to be sold into applications.
Doug Glenn: Right, right. Okay. Tony, how about you? What was interesting and challenging?
Tony Busch: Sure, yes. Christina touched on it a little bit. It would be that power factor in harmonics — being able to show the ability and not be penalized from your utilities for power factor and potential harmonics. Those questions come up, you know, pretty much anytime you’re using an electric furnace and SCR power controllers, but it’s much more easy to demonstrate to customers that you’re not going to see any of those issues. And I’ve seen our electric bill. When you’re running phase angle, you get these big old penalties that come up on there. It’s nice to be to pass that savings onto the customers with this new application.
Doug Glenn: Yeah. Yeah, that’s interesting. And Steve, I saved you for last because you were the ones that really had to interface with the customer. What was interesting or challenging for you guys?
Steve Feldbauer: I’ll tell you what, it was exciting for us to be able to provide new technology — new to North America — that number one makes it simpler for the customer to use.
You know, one of the challenges is always trying to teach people, “when do I need to change a tap or is there really some other problem?” Well, this eliminates that. Now we’re helping them to be able to operate the furnace more efficiently. And, you know, they don’t require all of the training.
We’re also able to pass on some cost savings because we aren’t buying that transformer. We’re able to have some leeway internally for design and construction. So all the way around, it’s a win-win, right? For the customer, for us, and for the industry, in general. Because now we’re able to move the heating technology forward.
Sustainability Benefits of the SCR Power Controller (26:31)
Doug Glenn: Yeah. I probably should have asked this question before, but there’s always a lot of talk about sustainability and greenness. Are there advantages here on this system?
Steve Feldbauer: Tony, you want to talk about it? I’m sure you can address the harmonics and different things that actually help out.
Tony Busch: Most definitely. From a power controller standpoint, the efficiency is right around 99.9%; you’re not really getting any losses through the power controller. And now you’re talking about being full wave firing, so you’re not trimming back that sine wave, you’re eliminating all those other harmonics. You should see a benefit from all of your equipment, if they ever experience that as well as, and your utility bill, not seeing that power factor.
Doug Glenn: Yeah. So basically I guess that’s it. The simple answer is if you’re reducing your energy bill, then obviously we’re using less energy and that’s probably less of a carbon footprint depending on where your electricity’s coming from. Well guys, thanks very much. This is a very interesting, great partnership between the three companies, obviously for the benefit of customers. Appreciate you working for the benefit of a customer and for spending a little bit of time with us here today.
About the Guests
Tony Busch North American Sales Manager Control Concept
Tony Busch is Control Concept’s North American Sales Manager. Currently in his 15th year with Control Concepts, he has experience in assembly, testing, troubleshooting, field service and an expert understanding of application engineering of SCR power controllers. Tony has a bachelor’s degree in electrical construction from Dunwoody College of Technology which he now applies the electrical concepts to power controllers and their related applications.
Christina Clowes Corporate Vice President and Director I Squared R Elements Co., Inc.
Christina Clowes is the Corporate Vice President and a Director of I Squared R Elements Co., Inc., located in Akron, NY. She has been at I Squared R for the past 9 years and a little over 40 years in the thermal processing industry, focusing on new product and application development.
Dr. Stephen Feldbauer Director of Research and Development Abbott Furnace Company
Dr. Stephen Feldbauer received his Ph.D. in 1995 from Carnegie Mellon University in Materials Science and Engineering. He joined Abbott Furnace Company in 2002 where he is currently the Director of Research and Development. Dr. Feldbauer is also a Senior Adjunct Faculty member in Engineering at the Pennsylvania State University. He is the author of numerous articles, publications, and has been awarded eight patents in both the USA and Europe. He is an active member of the MPIF, the American Welding Society’s C3 Committee on Brazing, and a co-chair of the Markets committee of NAATBatt International.
In today’s News from Abroad installment, we highlight several major global developments — from digital furnace upgrades at a steel producer to new aluminum smelter plans and modernization projects at rolling mills and galvanizing lines.
Heat TreatTodaypartners with two international publications to deliver the latest news, tech tips, and cutting-edge articles that will serve our audience — manufacturers with in-house heat treat. Furnaces International, a Quartz Business Media publication, primarily serves the English-speaking globe, and heat processing, a Vulkan-Verlag GmbH publication, serves mostly the European and Asian heat treat markets.
Digital Upgrade to Strengthen Furnace Control at SSAB’s Finnish Site
The modernisation will be rolled out over a twelve-month period without interrupting production.
“SSAB has selected Fives to modernise the control system of the reheating furnaces at its Raahe site in Finland…SSAB will implement the latest-generation Level 2 control system. The thermal optimiser, Virtuo-R, proposed by Fives, will automate furnace control with precise regulation, significantly reducing manual intervention and ensuring consistent results.”
“Smart Monitoring…will consolidate operational data…through intuitive dashboards. The system will provide real-time performance indicators, enable proactive process and quality monitoring, detect anomalies, and anticipate maintenance needs to enhance both performance and reliability.”
With an expected projected timeline of three to four years, the completed plant is expected to operate for up to 50 years.
“RUSAL has signed a memorandum of understanding with Ethiopian Investment Holdings (EIH) to initiate a large-scale aluminium smelter plant in Ethiopia. The facility is estimated to have an annual production capacity of 500,000 Mt, positioning Ethiopia as a competitive supplier for both regional and global markets. The project is designed to meet growing domestic demand, support industrial development, and significantly reduce foreign currency outflows currently spent on aluminium imports.”
Manufacturing the gearbox in SMS group’s workshop. Source: SMS Group
“For Gulf Aluminium Rolling Mill B.S.C. (GARMCO), a leading aluminum producer based in Manama, Kingdom of Bahrain, SMS group has successfully upgraded the motors and drives in the one-stand reversing hot rolling mill, originally built by a third-party rolling mill supplier…The novel drive system, built to deliver 20 percent higher torque compared to the mill’s original design capacity, has restored GARMCO’s hot rolling mill to full operational capacity and positioned it as a future-ready facility capable of advancing research and development in aluminum hot rolling.”
“The equipment is tailored to meet the rigorous demands of GARMCO’s operations, which include the production of aluminum coils, tread plates, slit coils, and foils for diverse industrial applications such as packaging and heat exchange systems.”
New Hot-Dip Galvanizing Line for Ultra-High-Tensile Steel
Bird’s-eye view of the JFE Steel West Japan Works in the Fukuyama district. Source: Primetals Technologies
“Japanese leading steel producer JFE Steel Corporation has placed an order with Primetals Technologies for a new continuous galvanizing line (CGL) at the West Japan Works in the Fukuyama district.
“With alloying capabilities, the new CGL is designed to support the automotive industry’s production of ultra-high-tensile steel sheets, which are crucial for reducing vehicle weight, meeting stricter environmental regulations, and enhancing collision safety standards.”
IperionX continues to advance domestic titanium manufacturing and thermal processing capabilities in a recent commitment to reduce long lead times for critical pump components used for naval shipbuilding. This addresses supply chain constraints that have slowed ship construction and maintenance. By shortening production timelines, the initiative supports improved fleet readiness while reinforcing domestic manufacturing capacity for mission-critical naval systems.
The effort is being demonstrated through a project with Carver Pump Company, a U.S.-based manufacturer of mission-critical pumps for naval applications. Carver Pump has placed an initial purchase order with IperionX for prototype titanium components. Leveraging domestically produced titanium metal powder and integrated in-house manufacturing, the project will focus on producing and testing cost-competitive replacements for traditionally cast pump components.
Titanium components are essential in naval pump systems due to their high strength-to-weight ratio, corrosion resistance, and ability to withstand extreme marine environments. However, traditionally cast titanium parts often face supply chain bottlenecks, with lead times exceeding 12 months, contributing to equipment and vessel downtime.
Anastasios (Taso) Arima CEO IperionX Source: IperionX
IperionX’s approach is designed to deliver step-change improvements in production efficiency. Each titanium component is expected to be produced in less than one week using the company’s low-cost domestically produced titanium metal powder and advanced manufacturing capabilities, significantly reducing reliance on conventional casting routes.
“Transitioning from lead times measured in years to timelines measured in days allows us to better support on-time naval shipbuilding and sustainment, directly enhancing fleet readiness,” said Anastasios (Taso) Arima, CEO of IperionX.
The purchase order covers the development of four prototype pump impellers, with manufacturing anticipated to be complete in May 2026. Successful completion of the prototyping and testing phase could lead to larger-scale production agreements supporting additional naval components.
Press release is available in its original form here.
In this Technical Tuesday installment, Dr. Edward Rolinski and Dan Herring, respectively known as “Doctor Glow” and The Heat Treat Doctor®, explore how anodic plasma nitriding for titanium alloys avoids the damaging effects of conventional cathodic nitriding while improving wear resistance, corrosion resistance, and component reliability for aerospace and medical applications.
This informative piece was first released inHeat Treat Today’sNovember 2025 Annual Vacuum Heat Treating print edition.
Traditional plasma/ion nitriding is a well-established technology. However, it has issues that can be overcome by the newer anodic plasma nitriding method. This article introduces the idea of using anodic plasma nitriding for titanium and titanium alloys to avoid the damaging effect of conventional (cathodic) plasma nitriding. Read how this approach could provide harder, defect-free layers that improve wear, corrosion resistance, and overall component reliability for aerospace and medical critical parts.
What Is Anodic Nitriding?
Anodic nitriding is a type of plasma nitriding process in which the component parts being treated are placed at an anodic (positive) potential instead of the usual cathodic (negative) potential. Unlike conventional plasma (cathodic glow discharge) nitriding, where the component is bombarded by high-energy positive ions, anodic nitriding involves low-energy electron bombardment of the component’s surface.
Anodic nitriding is particularly effective for materials with very high negative Standard Free Energy of nitride formation (e.g., titanium, zirconium) as it helps avoid or reduce the edge effect, a well-known problem in cathodic nitriding that leads to uneven ion bombardment and hardening on corners and edges.
Background: Plasma Nitriding Complexities
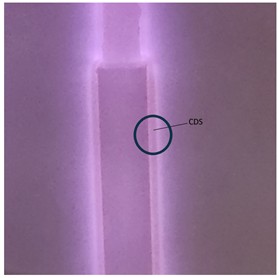
Glow-discharge plasma nitriding is applied to a wide range of materials, including cast irons, carbon steels, stainless steels, nickel, titanium alloys, and powder metal (Roliński 2014). The plasma nitriding and nitrocarburizing processes allow for the formation of surface layers known to have superior tribological properties (Roliński 2014). However, coverage of the parts with the glow discharge is not always uniform, especially when complex geometry loads are processed (see Figure 1).
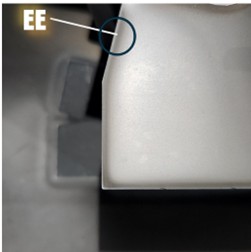
Figure 1. Small dark spots (see circled area) indicate CDS during pulse plasma nitriding. Note: Non-uniform glow discharge at the top of the part. Source: Roliński and HerringFigure 2. Load of stainless-steel parts after pulse plasma nitriding. Note: Edge effect (EE) around the part. Source: Roliński and Herring
Glow-discharge plasma nitriding is a thermochemical treatment involving high-energy particles. Ions of nitrogen or other gas species accelerate and gain energy in the cathodic dark space (CDS) around the workpiece — which is the cathode in a direct current electrode setup. They activate the surface first by sputtering to remove any native oxides present. The sputtering treatment also results in the generation of a substantial quantity of solid particles, generated from the part itself, including metal atoms that levitate near the surface of the part (Merlino and Goree 2004; Roliński 2005). In processing titanium, for example, this affects both adsorption and diffusion at the surface creating conditions that degrade layer quality (Hubbard, et al. 2010). A negative impact of this “dusty” plasma on the uniformity of the nitrided layer in complex-geometry workpieces has been reported (Ossowski, et al. 2016).
In addition, it is well known that there is a so-called corner/edge effect (EE) observed during plasma nitriding related to uneven circulation of these dust particles around the cathode (see Figure 2). In extreme situations, especially when complex geometry parts are treated, the EE caused by a non-uniform distribution of the electric field on corners, cavities, etc., results in excessive and non-uniform distribution of these plasma deposits (PD). In this way, the EE amplifies the already-present problem of redeposition, leading to the formation of various microdefects and uneven nitrided layer thickness (Merlino and Goree 2004; Roliński 2005, 2024; Ossowski, et al. 2016).
Figure 3. Titanium component after gas nitriding in ammonia | Source: Roliński and Herring
Plasma nitriding of titanium is usually performed at 680–1100°C (1256–2012°F). Negative aspects of using cathodic polarization on titanium include plasma/ion bombardment resulting in surface damage due primarily to micro arcing and contamination of the surface with the deposited compounds and their uneven distribution due to EE (Merlino and Goree 2004; Roliński 2005, 2014, 2024; Ossowski, et al. 2016). Although arcing has been eliminated by applying pulse plasma techniques, sputtering can only be controlled in a limited way, especially when complex geometry parts are nitrided. Therefore, gas nitriding in ammonia has been used occasionally for hardening titanium parts. A resulting golden appearance representing the presence of TiN nitride is produced on the surface (see Figure 3).
Anodic Nitriding of Titanium Alloys
Research has been conducted on anodic plasma nitriding of steels (Zlatanovic 1986; Michalski 1993; Kenĕz 2018). Ammonia or active nitrogen species generated in the plasma can nitride the anode just as they do the cathode. The active species causing nitriding are active nitrogen atoms and highly reactive NH radicals (NH*) formed in near plasma. NH radicals (aka imidogen radicals) are chemical species with a nitrogen-hydrogen bond along with an unpaired electron. For titanium, hydrogen must be excluded in many situations because it reacts with titanium to form stable hydrides that embrittle the product (Roliński 2015).
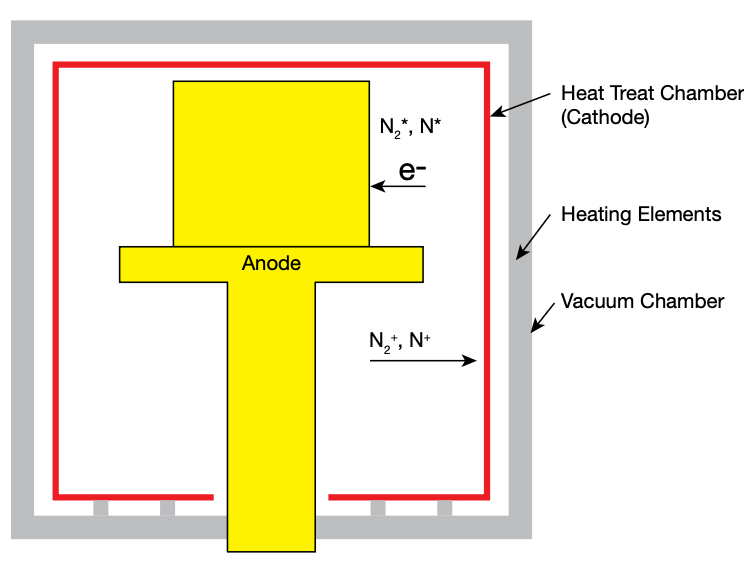
The standard free enthalpy of formation of titanium nitrides has an exceptionally large negative value, which means that titanium nitride will form in a spontaneous way when the titanium anode reacts with excited nitrogen nearby (Roliński 2015). Switching the treated components from cathodic to anodic polarization offers several notable advantages. A glow discharge in pure nitrogen or argon generates only positive ions that are accelerated toward the cathode/workpiece. Because these gas mixtures lack negative ions, only electrons from the anodic glow strike the anode/workpiece. This results in activation of the surface without negative aspects of the collisions of the heavier particles, such as N2+ (i.e., a nitrogen molecular ion with a +1 charge), causing excessive sputtering. At the same time, charge-free particles of nitrogen, such as N2* and N*, react with the anode and are chemisorbed at the surface at sufficiently high temperature, leading eventually to formation of the diffusion layer.
It is believed that the anodic-nitriding process may have positive effects in treating precision parts made of titanium and other alloys for use in both the aerospace and medical industries. This method will allow treatment at the lowest possible temperature due to activation of the surface with the electrons from anodic polarization. The texture, appearance, and defect-free surface will produce a superior part and will enhance the performance of many of those components. This will be important when corrosion or optical properties of the surface play a significant role.
Anodic nitriding of titanium can be accomplished within a conventional plasma nitriding system, provided that the central anode is appropriately designed and positioned. This anode or portion of it must be made of titanium to prevent evaporation and transfer of any impurities to the parts.
Applications
Figure 4. Schematic representation of the anodic plasma nitriding apparatus. Note the gold color characteristic for titanium nitride TiN present on the titanium fixturing and parts, all being identified as “anode.” | Source: Roliński and Herring
Titanium alloys are popular in orthopedics due to their bone-like elasticity, strength, and biocompatibility (Roliński 2015; Froes 2015). Surface engineering processes like anodic nitriding can play a significant role in extending the performance of orthopedic devices several times beyond their normal life expectancy.
Super elastic intermetallic materials, such as 60NiTi, are used in rolling element bearings due to their resistance to corrosion and shock (Pohrelyuk, et al. 2015; Corte, et al. 2015). They are typically prone to rolling contact fatigue (RCF) degradation. Any surface defects present in those components, such as local concentration of impurities or micro-cracks, will result in premature failure. Anodic plasma nitriding can be potentially used to harden the surfaces of bearing components made from these alloys by forming a hard, defect-free layer, which may improve their RCF properties.
It is expected that parts made of titanium or other alloys with the smooth surface subjected to the anodic nitriding will be microdefects-free, enabling their broad applications in medical field, aerospace industry, and optical and semiconductor devices.
References
Corte, Ch. Della, M. K. Stanford, and T. R. Jett. 2015. “Rolling Contact Fatigue of Superelastic Intermetallic Materials (SIM) for Use as Resilient Corrosion Resistant Bearings.” Tribology Letters 26: 1–10.
Froes, F. H., ed. 2015. Titanium: Physical Metallurgy, Processing and Applications. Materials Park, OH: ASM International.
Hubbard, P., J. G. Partridge, E. D. Doyle, D. G. McCulloch, M. B. Taylor, and S. J. Dowey. 2010. “Investigation of Mass Transfer within an Industrial Plasma Nitriding System I: The Role of Surface Deposits.” Surface and Coatings Technology 204: 1145–50.
Kenĕz, L., N. Kutasi, E. Filep, L. Jakab-Furkas, and L. Ferencz. 2018. “Anodic Plasma Nitriding in Hollow Cathode (HCAPN).” HTM Journal of Heat Treatment and Materials 73 (2): 96–105.
Merlino, R. L., and J. A. Goree. 2004. “Dusty Plasmas in the Laboratory, Industry, and Space.” Physics Today, July, 32–38.
Michalski, J. 1993. “Ion Nitriding of Armco Iron in Various Glow Discharge Regions.” Surface and Coatings Technology 59 (1–3): 321–24. https://doi.org/10.1016/0257-8972(93)90105-W.
Ossowski, Maciej, Tomasz Borowski, Michal Tarnowski, and Tadeusz Wierzon. 2016. “Cathodic Cage Plasma Nitriding of Ti6Al4V.” Materials Science (Medžiagotyra) 22 (1).
Pohrelyuk, I., V. Fedirko, O. Tkachuk, and R. Poskurnyak. 2015. “Corrosion Resistance of Ti-6Al-4V Alloy with Oxidized Nitride Coatings in Ringer’s Solution.” Inzynieria Powierzchni (Surface Engineering) 1: 38–46.
Roliński, E. 2014. “Plasma Assisted Nitriding and Nitrocarburizing of Steel and Other Ferrous Alloys.” In Thermochemical Surface Engineering of Steels, edited by E. J. Mittemeijer and M. A. J. Somers, 413–57. Woodhead Publishing Series in Metals and Surface Engineering 62. Cambridge, UK; Waltham, MA; and Kidlington, UK: Woodhead Publishing.
Roliński, E. 2015. “Nitriding of Titanium Alloys.” In ASM Handbook, Volume 4E: Heat Treating of Nonferrous Alloys, edited by G. E. Totten and D. S. McKenzie, 604–21. Materials Park, OH: ASM International.
Roliński, Edward. 2024. “Practical Aspects of Sputtering and Its Role in Industrial Plasma Nitriding.” In ASM Handbook Online, Volume 5: Surface Engineering. Materials Park, OH: ASM International. https://doi.org/10.31399/asm.hb.v5.a0007039.
Roliński, E., J. Arner, and G. Sharp. 2005. “Negative Effects of Reactive Sputtering in an Industrial Plasma Nitriding.” Journal of Materials Engineering and Performance 14 (3): 343–50.
Zlatanovic, M., A. Kunosic, and B. Tomčik. 1986. “New Development in Anode Plasma Nitriding.” In Proceedings of the International Conference on Ion Nitriding, Cleveland, OH, September 15–17, edited by T. Spalvins, 47–51. Cleveland, OH: NASA Lewis Research Center.
About The Authors:
Dr. Edward Rolinski “Doctor Glow”
Dr. Edward Rolinski, affectionately known as “Doctor Glow,” is a distinguished senior scientist having spearheaded research on plasma/ion nitriding since the 1970s. He holds advanced degrees in manufacturing technology and metallurgy, including a PhD and Doctor of Science. His focus has been on plasma nitriding processes, especially involving titanium alloys and powder metallurgy. Over his career, Dr. Rolinski authored numerous influential technical chapters and articles, including for ASTM International and the ASM Handbook, and is a prolific contributor to industry publications. After decades of leadership and innovation in surface engineering and heat treating, he is now a consultant in the heat-treating industry.
Dan Herring (The Heat Treat Doctor®) The HERRING GROUP, Inc.
Dan Herring, who is most well known as The Heat Treat Doctor®, has been in the industry for over 50 years. He spent the first 25 years in heat treating prior to launching his consulting business, The HERRING GROUP, in 1995. His vast experience in the field includes materials science, engineering, metallurgy, equipment design, process and application specialist, and new product research. He is the author of six books and over 700 technical articles.
For more information: Contact Dan at dherring@heat-treat-doctor.com.
En esta entrega de Martes Técnico, el Dr. Edward Rolinski y Dan Herring, conocidos respectivamente como “Doctor Glow” y The Heat Treat Doctor®, exploran cómo el nitrurado por plasma anódico para aleaciones de titanio evita los efectos dañinos del nitrurado catódico convencional mientras mejora la resistencia al desgaste, la resistencia a la corrosión y la confiabilidad de los componentes para aplicaciones aeroespaciales y médicas.
Este artículo informativo se publicó por primera vez en Heat Treat Today’sNovember 2025 Annual Vacuum Heat Treating print edition.
La nitruración tradicional por plasma/iónica es una tecnología consolidada. Sin embargo, presenta problemas que pueden solucionarse con el nuevo método de nitruración anódica por plasma. Este artículo presenta la idea de utilizar la nitruración anódica por plasma para titanio y aleaciones de titanio, evitando así los efectos perjudiciales de la nitruración catódica por plasma convencional. Descubra cómo este enfoque podría proporcionar capas más duras y sin defectos que mejoran el desgaste, la resistencia a la corrosión y la fiabilidad general de los componentes para piezas críticas de la industria aeroespacial y médica.
Qué es la nitruración anódica?
La nitruración anódica es un tipo de proceso de nitruración por plasma en el que las piezas tratadas se ubican en un potencial anódico (positivo) en lugar del potencial catódico (negativo) habitual. A diferencia de la nitruración por plasma convencional (descarga catódica), donde el componente se bombardea con iones positivos de alta energía, la nitruración anódica implica el bombardeo de electrones de baja energía sobre la superficie del componente.
La nitruración anódica es particularmente efectiva para materiales con una alta energía libre estándar negativa de formación de nitruros (p. ej., titanio, circonio), ya que ayuda a evitar o reducir el efecto de borde, un problema bien conocido en la nitruración catódica que provoca un bombardeo iónico desigual y endurecimiento en esquinas y bordes.
Antecedentes: Complejidades de la nitruración por plasma
La nitruración por plasma con descarga luminiscente se aplica a una amplia gama de materiales, como fundiciones, aceros al carbono, aceros inoxidables, níquel, aleaciones de titanio y pulvimetalurgia (Roliński, 2014). Los procesos de nitruración por plasma y nitrocarburación permiten la formación de capas superficiales con propiedades tribológicas superiores (Roliński, 2014). Sin embargo, la cobertura de las piezas con la descarga luminosa no siempre es uniforme, especialmente cuando se procesan cargas de geometría compleja (véase la Figura 1).
Figura 1. Pequeñas manchas oscuras (ver el área rodeada por el círculo) indican CDS durante la nitruración por plasma pulsado. Nota: Descarga luminiscente no uniforme en la parte superior de la pieza. Source: Roliński and HerringFigura 2. Carga de piezas de acero inoxidable tras la nitruración por plasma pulsado. Nota: Efecto de borde (EE) alrededor de la pieza. Source: Roliński and Herring
La nitruración por plasma de baja descarga es un tratamiento termoquímico que utiliza partículas de alta energía. Los iones de nitrógeno u otras especies gaseosas se aceleran y ganan energía en el espacio oscuro de Crookes (CDS) alrededor de la pieza, que es el cátodo en una configuración de electrodos de corriente directa. Primero activan la superficie mediante pulverización catódica (sputtering) para eliminar cualquier óxido nativo presente. El tratamiento de pulverización catódica también genera una cantidad sustancial de partículas sólidas, generadas por la propia pieza, incluyendo átomos metálicos que flotan cerca de la superficie (Merlino y Goree, 2004; Roliński, 2005). En el procesamiento del titanio, por ejemplo, esto afecta tanto la adsorción como la difusión en la superficie, creando condiciones que degradan la calidad de la capa (Hubbard, et al., 2010). Se ha descrito un impacto negativo de este plasma “polvoriento” en la uniformidad de la capa nitrurada en piezas de geometría compleja (Ossowski et al., 2016).
Además, es bien sabido que durante la nitruración por plasma se observa el denominado efecto esquina/borde (EE), relacionado con la circulación desigual de estas partículas de polvo alrededor del cátodo (véase la Figura 2). En situaciones extremas, especialmente al tratar piezas de geometría compleja, el EE, causado por una distribución desigual del campo eléctrico en esquinas, cavidades, etc., da lugar a una distribución excesiva y desigual de estos depósitos de plasma (PD). De esta manera, el EE agrava el problema ya existente de la redeposición, lo que provoca la formación de diversos microdefectos y un espesor desigual de la capa nitrurada (Merlino y Goree, 2004; Roliński, 2005, 2024; Ossowski et al., 2016).
Figura 3. Componente de titanio después de nitruración gaseosa en amoníaco. Source: Roliński and Herring
La nitruración por plasma del titanio se realiza habitualmente a 680–1100 °C (1256–2012 °F). Entre los aspectos negativos del uso de la polarización catódica en titanio se incluyen el bombardeo de plasma/iónico, que provoca daños superficiales debido principalmente a micro-arcos y la contaminación de la superficie con los compuestos depositados, así como su distribución desigual debido al EE (Merlino y Goree, 2004; Roliński, 2005, 2014, 2024; Ossowski et al., 2016). Aunque el arco eléctrico se ha eliminado mediante la aplicación de técnicas de plasma pulsado, la pulverización catódica solo se puede controlar de forma limitada, especialmente cuando se nitruran piezas de geometría compleja. Por lo tanto, la nitruración gaseosa en amoníaco se ha utilizado ocasionalmente para endurecer piezas de titanio. Se produce un aspecto dorado resultante en la superficie que indica la presencia del nitruro TiN (véase la Figura 3).
Nitruración anódica de aleaciones de titanio
Se han realizado investigaciones sobre la nitruración anódica de aceros por plasma (Zlatanovic 1986; Michalski 1993; Kenĕz 2018). El amoníaco o las especies de nitrógeno activo generadas en el plasma pueden nitrurar el ánodo al igual que al cátodo. Las especies activas que causan la nitruración son átomos de nitrógeno activo y radicales NH altamente reactivos (NH*) formados en el plasma cercano. Los radicales NH (también conocidos como radicales imidógenos) son especies químicas con un enlace nitrógeno-hidrógeno junto con un electrón desapareado. En el caso del titanio, el hidrógeno debe excluirse en muchas situaciones, ya que reacciona con el titanio para formar hidruros estables que fragilizan el producto (Roliński, 2015).
La entalpía libre estándar de formación de nitruros de titanio tiene un valor negativo excepcionalmente alto, lo que significa que el nitruro de titanio se formará espontáneamente cuando el ánodo de titanio reaccione con nitrógeno excitado cercano (Roliński, 2015). Cambiar de polarización catódica a anódica de los componentes tratados ofrece varias ventajas notables. Una descarga luminosa en nitrógeno puro o argón genera únicamente iones positivos que se aceleran hacia el cátodo/pieza de trabajo. Dado que estas mezclas de gases carecen de iones negativos, solo los electrones de la luminiscencia anódica inciden en el ánodo/pieza de trabajo. Esto produce la activación de la superficie sin los efectos negativos de las colisiones de partículas más pesadas, como N₂+ (es decir, un ion molecular de nitrógeno con carga +1), lo que provoca una pulverización catódica excesiva. Al mismo tiempo, partículas de nitrógeno sin carga, como N₂* y N*, reaccionan con el ánodo por quimisorción en la superficie a una temperatura suficientemente alta, lo que finalmente conduce a la formación de la capa de difusión.
Se cree que el proceso de nitruración anódica puede tener efectos positivos en el tratamiento de piezas de precisión de titanio y otras aleaciones para su uso en las industrias aeroespacial y médica. Este método permitirá el tratamiento a la temperatura más baja posible gracias a la activación de la superficie con los electrones de la polarización anódica. La textura, la apariencia y una superficie sin defectos producirán una pieza superior y mejorarán el rendimiento de muchos de esos componentes. Esto será importante cuando la corrosión o las propiedades ópticas de la superficie sean importantes.
La nitruración anódica del titanio puede lograrse mediante un sistema convencional de nitruración por plasma, siempre que el ánodo central esté diseñado y ubicado adecuadamente. Este ánodo, o parte del mismo, debe estar hecho de titanio para evitar la evaporación y la transferencia de impurezas a las piezas.
Aplicaciones
Figura 4. Representación esquemática del aparato de nitruración por plasma anódico. Observe el color dorado característico del nitruro de titanio (TiN) presente en los accesorios y piezas de titanio, todos identificados como “ánodo”. Source: Roliński and Herring
Las aleaciones de titanio son populares en ortopedia debido a su elasticidad, resistencia y biocompatibilidad similares a las del hueso (Roliński 2015; Froes 2015). Los procesos de ingeniería de superficies, como la nitruración anódica, pueden desempeñar un papel importante a la hora de prolongar el rendimiento de los dispositivos ortopédicos varias veces más allá de su vida útil normal.
Los materiales intermetálicos superelásticos, como el 60NiTi, se utilizan en elementos de rodamientos debido a su resistencia a la corrosión y al impacto (Pohrelyuk et al., 2015; Corte et al., 2015). Suelen ser propensos a la degradación por fatiga de contacto rodante (RCF). Cualquier defecto superficial presente en estos componentes, como la concentración local de impurezas o microfisuras, provocará un fallo prematuro. La nitruración por plasma anódico puede utilizarse para endurecer las superficies de los componentes de rodamientos fabricados con estas aleaciones, formando una capa dura y sin defectos, lo que puede mejorar sus propiedades ante el RCF.
Se espera que las piezas de titanio u otras aleaciones con la superficie sometida a nitruración anódica estén libres de micro-defectos, lo que permite su amplia aplicación en el campo médico, la industria aeroespacial y los dispositivos ópticos y semiconductores.
Referencias
Corte, Ch. Della, M. K. Stanford, and T. R. Jett. 2015. “Rolling Contact Fatigue of Superelastic Intermetallic Materials (SIM) for Use as Resilient Corrosion Resistant Bearings.” Tribology Letters 26: 1–10.
Froes, F. H., ed. 2015. Titanium: Physical Metallurgy, Processing and Applications. Materials Park, OH: ASM International.
Hubbard, P., J. G. Partridge, E. D. Doyle, D. G. McCulloch, M. B. Taylor, and S. J. Dowey. 2010. “Investigation of Mass Transfer within an Industrial Plasma Nitriding System I: The Role of Surface Deposits.” Surface and Coatings Technology 204: 1145–50.
Kenĕz, L., N. Kutasi, E. Filep, L. Jakab-Furkas, and L. Ferencz. 2018. “Anodic Plasma Nitriding in Hollow Cathode (HCAPN).” HTM Journal of Heat Treatment and Materials 73 (2): 96–105.
Merlino, R. L., and J. A. Goree. 2004. “Dusty Plasmas in the Laboratory, Industry, and Space.” Physics Today, July, 32–38.
Michalski, J. 1993. “Ion Nitriding of Armco Iron in Various Glow Discharge Regions.” Surface and Coatings Technology 59 (1–3): 321–24. https://doi.org/10.1016/0257-8972(93)90105-W.
Ossowski, Maciej, Tomasz Borowski, Michal Tarnowski, and Tadeusz Wierzon. 2016. “Cathodic Cage Plasma Nitriding of Ti6Al4V.” Materials Science (Medžiagotyra) 22 (1).
Pohrelyuk, I., V. Fedirko, O. Tkachuk, and R. Poskurnyak. 2015. “Corrosion Resistance of Ti-6Al-4V Alloy with Oxidized Nitride Coatings in Ringer’s Solution.” Inzynieria Powierzchni (Surface Engineering) 1: 38–46.
Roliński, E. 2014. “Plasma Assisted Nitriding and Nitrocarburizing of Steel and Other Ferrous Alloys.” In Thermochemical Surface Engineering of Steels, edited by E. J. Mittemeijer and M. A. J. Somers, 413–57. Woodhead Publishing Series in Metals and Surface Engineering 62. Cambridge, UK; Waltham, MA; and Kidlington, UK: Woodhead Publishing.
Roliński, E. 2015. “Nitriding of Titanium Alloys.” In ASM Handbook, Volume 4E: Heat Treating of Nonferrous Alloys, edited by G. E. Totten and D. S. McKenzie, 604–21. Materials Park, OH: ASM International.
Roliński, Edward. 2024. “Practical Aspects of Sputtering and Its Role in Industrial Plasma Nitriding.” In ASM Handbook Online, Volume 5: Surface Engineering. Materials Park, OH: ASM International. https://doi.org/10.31399/asm.hb.v5.a0007039.
Roliński, E., J. Arner, and G. Sharp. 2005. “Negative Effects of Reactive Sputtering in an Industrial Plasma Nitriding.” Journal of Materials Engineering and Performance 14 (3): 343–50.
Zlatanovic, M., A. Kunosic, and B. Tomčik. 1986. “New Development in Anode Plasma Nitriding.” In Proceedings of the International Conference on Ion Nitriding, Cleveland, OH, September 15–17, edited by T. Spalvins, 47–51. Cleveland, OH: NASA Lewis Research Center.
About The Authors:
Dr. Edward Rolinski “Doctor Glow”
El Dr. Edward Rolinski, conocido afectuosamente como “Doctor Glow”, es un distinguido científico sénior que ha liderado la investigación sobre nitruración por plasma/iones desde la década de 1970. Posee títulos avanzados en tecnología de fabricación y metalurgia, incluyendo un doctorado en Ciencias. Se ha centrado en los procesos de nitruración por plasma, especialmente en aleaciones de titanio y pulvimetalurgia. A lo largo de su carrera, el Dr. Rolinski ha sido autor de numerosos capítulos y artículos técnicos influyentes, incluyendo para ASTM International y el Manual ASM, y es un prolífico colaborador en publicaciones del sector. Tras décadas de liderazgo e innovación en ingeniería de superficies y tratamiento térmico, ahora es un consultor en la industria del tratamiento térmico.
Dan Herring (The Heat Treat Doctor®) The HERRING GROUP, Inc.
Dan Herring, conocido como The Heat Treat Doctor®, lleva más de 50 años en la industria. Dedicó sus primeros 25 años al tratamiento térmico antes de fundar su empresa de consultoría, The HERRING GROUP, en 1995. Su amplia experiencia en el campo abarca la ciencia de los materiales, la ingeniería, la metalurgia, el diseño de equipos, la especialización en procesos y aplicaciones, y la investigación de nuevos productos. Es autor de seis libros y más de 700 artículos técnicos.
Para más información: Contacte con Dan en dherring@heat-treat-doctor.com.
Heat Treat Todaypublishes twelve print magazines a year and included in each is a letter from the editor. This letter is from the October 2025 Ferrous & Nonferrous Heat Treatments/Mill Processingprint edition. In today’s letter,Bethany Leone, managing editor at Heat Treat Today, shares her insights on where artificial intelligence stands in the heat treating industry nine months into 2025.
In January 2025, the heat treat industry was envisioning operational improvements thanks to leaps in artificial intelligence (AI) developments. Now, nine months later, are we still searching for AI?
Managed by AI
Daniel Llaguno, President of NUTEC Bickley
For many industry players, AI has started in the office before the furnace. This can look like creating manuals, writing emails, and reading contracts to interpret legal language.
Daniel Llaguno, president of NUTEC Bickley, calls this the early stages of AI adoption. His company has leveraged AI for onboarding and training new employees — a low-risk, high-value application.
Like many suppliers, they are exploring how AI could eventually reshape furnace development, likely on an open-loop system first (versus a closed-loop where AI receives furnace information and immediately sends back direction to the furnace controls on how to respond).
The Furnace Floor
Jason Orosz, President of Global Heat Treating Services
The next step is already visible: integrate AI into existing IIoT platforms that manage floor operations. Platforms that you may already have considered are QMULUS by NITREX, PdMetrics by Ipsen, and Edge Process Management (EPM Data) by Eurotherm, a Watlow company. These are just a sampling of advanced management systems on the marketplace, and ones that are at different stages of incorporating AI and machine learning for process optimization.
QMULUS has already deployed across all North American Heat Treating Services locations, according to Jason Orosz, president of Global Heat Treating Services. He says AI has been useful in “helping with analysis, troubleshooting, and quality control” — themes you will hear repeatedly in early AI applications.
Evolving To Meet Expectations
Michael Mouilleseaux, General Manager of Erie Steel, Ltd
What should AI integration into furnace operations look like? Michael Mouilleseaux, general manager at Erie Steel, has commented that heat treat AI should help the industry shed its “black magic” reputation. He envisions advanced analysis that could, for example, “correlate intergranular oxidation (IGO) results with furnace integrity checks (i.e., leaks), eventually establishing hard limits for allowable leak rates.”
Still, obstacles remain. “I think it’s going to be a while before commercial heat treaters can relinquish furnace control over to an AI,” Orosz added, specifically commenting on maintaining furnace parameters. This makes sense due to the need for commercial heat treaters to conform to client specifications. Rather, he says in-house heat treat operations “are likely going to be the first movers in that area since they can make their own rules.” For readers of this publication — who primarily are coming from these types of operations — that should be an encouragement: you have a key role to innovate.
Lee Rothleutner, Manager of Materials R&D, The Timken Company
One other key factor for this integration to occur within operations comes with acknowledging the heavy digital capacity that AI requires. Lee Rothleutner, manager of Materials R&D at The Timken Company, commented on this very point, writing to me that for high-quality digital data, the heat treat industry needs to commit not just to the investment but to maintaining a robust data collection and storage infrastructure. He also foresees one pathway of AI integration beyond preventative maintenance, noting, “AI applications can extend to process optimization, quality control, and energy efficiency improvements.”
What To Do Now
For successful integration of AI technology, the common denominator is that management teams are being encouraged to constantly try new ways to innovate with AI.
The first thing you need to do is open an email and send me your AI integration story. Just kidding. (Not really.)
Finally, if you are attending ASM Heat Treat 2025 this month, bring your AI to the table … literally, if you have a booth. Showcase what you’ve been doing at your location or become a part of the conversation. Lee Rothleutner, quoted above, will be participating in a panel discussion on this very topic in the afternoon of Tuesday, October 21.
The Heat TreatToday booth is #944. Not everyone is accustomed to the rapid pace of tech adoption; we want to help one another understand the risks and potential that AI brings, and your stories are critical. I look forward to talking with you.
References
Glenn, Doug, and Llaguno, Daniel. 2025. Interview by Heat Treat Today. Private recording, February.
Loepke, Mike. 2025. “Digitalization Propels Heat Treating to Industry of the Future.” Heat Treat Today 7 (8).
A United States military base will receive an electrically heated draw batch oven for use in heat treating aerospace components. The industrial oven was engineered to meet critical safety requirements and the stringent demands of aerospace heat treating.
Electrically heated draw batch oven to heat various steel parts for aerospace components. Source: Wisconsin Oven CorporationDoug Christiansen, Senior Application Engineer of Wisconsin Oven Corporation
Manufactured by Wisconsin Oven Corporation, the system features combination-style airflow that delivers both horizontal and vertical upward heat flow to ensure optimal heating rates and consistent temperature distribution across the product. Temperature uniformity has been verified through a Class 1 Temperature Uniformity Survey (TUS) conducted in accordance with pyrometry specification AMS 2750H, with achieved uniformity of ±5°F at 200°F, 700°F, and 1200°F.
“This draw batch oven was designed with additional safety features for operators, tight uniformity, and compliance standards required by the U.S. Military. The temperature uniformity survey was performed prior to shipment to verify compliance with AMS 2750H Class 1 requirements,” said Doug Christiansen, senior application engineer.
The oven features “can” style construction with a heavy plate exterior and six inches of high-temperature insulation for durability and thermal efficiency. A custom portable load/unload cart allows operators to stage the load before heating and remove it for cooling.
The UL508A-certified control panel includes a Eurotherm 3504 programmable temperature controller with advanced auto-tune and Ethernet communication. It also features a high-limit instrument to prevent over-temperature conditions, along with low-voltage calibration TC jack plugs and a variable frequency drive for the recirculation blower.
Press release is available in its original form here.
ArcelorMittal is advancing a major expansion in electrical steel production that includes a preparation line, a continuous annealing and varnishing line, and a slitting line — developments that reflect ongoing job growth and investment in industrial heat treating processes worldwide. The project has already mobilized more than 300 external contractors, with 175 employees now dedicated to the new lines and staffing expected to reach approximately 200 as the next phase of work progresses. Phase 2, currently underway, includes construction of an annealing-pickling line and a reversible rolling mill, with all five planned production lines scheduled to be operational by 2027.
Entry zone of the continuous annealing and varnishing line Source: ArcelorMittal FranceBruno Ribo Managing Director ArcelorMittal France
ArcelorMittal France announced that the first three lines of its new electrical steel production unit at the Mardyck industrial site will enter into operation by the end of 2025. The project, representing a €500 million investment and described as the largest undertaken by the Group in Europe over the past decade, marks a significant expansion in the production of electrical steels, complementing the company’s existing output at Saint-Chély-d’Apcher and bringing the company’s total European output to approximately 295,000 metric tons annually.
Bruno Ribo, managing director of ArcelorMittal France, emphasized the significance of the development for both the site’s workforce and the broader market. “Creating new production lines is an exceptional experience in the life of an industrial site. It is just as exceptional for our employees who have been involved in the development of the lines, from the project phase to the operational phase. I, like them, will be very moved to see the first of the 155,000 tons of electrical steel that we will eventually deliver annually roll off the lines,” he said.
Annealing and varnishing line control cabin Source: ArcelorMittal France
The electrical steels produced at Mardyck — ultra-thin rolled steels engineered for specific magnetic and mechanical properties — are used in all types of electric motors. ArcelorMittal notes that the new unit will support the electrification of applications in both industrial and automotive sectors. As global demand grows for these specialty steels, capacity developments of this scale create benchmarks for manufacturers across regions, including North America, as companies assess long-term sourcing strategies and material availability for high-efficiency motor components and transformer systems.
The project is supported in part by a €25 million contribution from the French State under the France 2030 program.
Press release is available in its original form here.
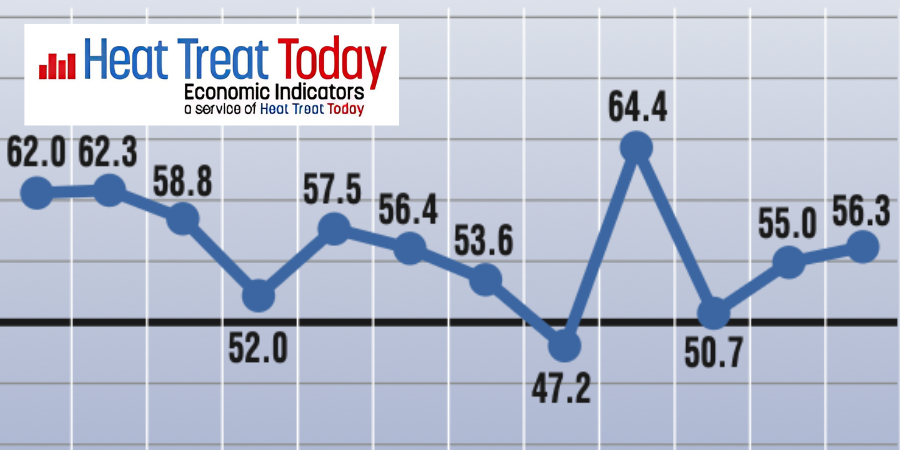
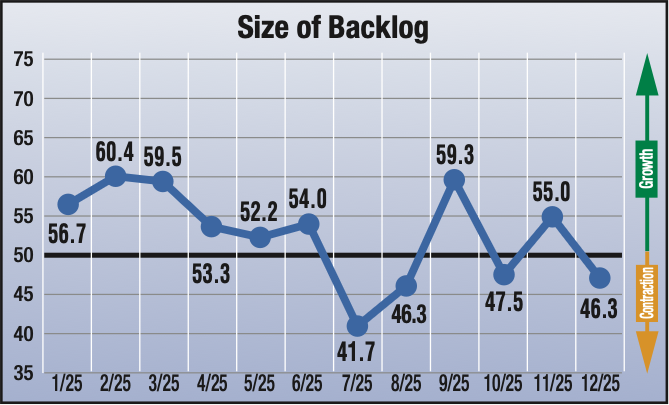
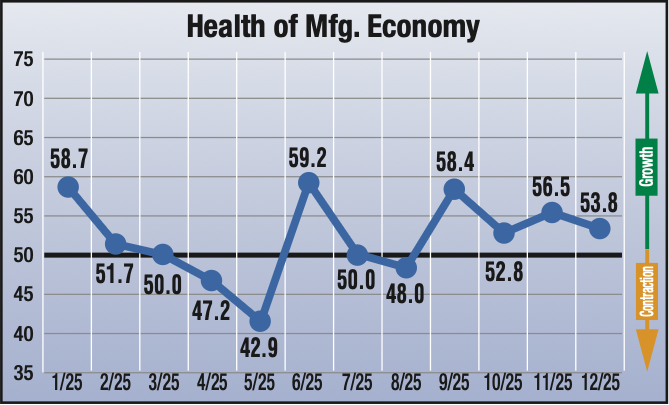
Heat Treat Today has gathered the four heat treat industry-specific economic indicators for December 2025. The December results suggest more limited growth than what was predicted in November of 2025.
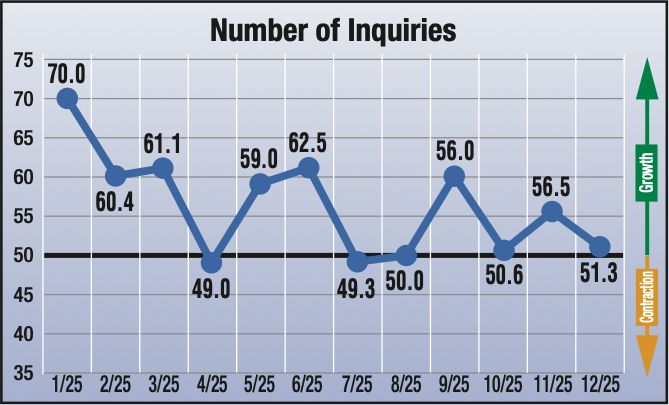
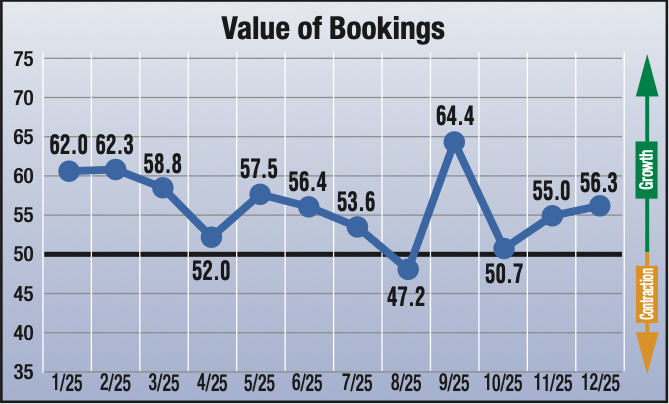
December’s indices showed modest expansion with mixed momentum across different indicators. The Inquiries stayed moderately positive at 51.3 (from 56.5 in November). Bookings are encouraging at 56.3 (up from 55 in November). The Backlog index is in contraction territory at 46.3 (from 55 in November). Finally, the Health of the Manufacturing Economy index showed moderate growth at 53.8 (from 56.5 in November).
The data suggests cautious optimism but warrants close monitoring of inquiry trends and backlog levels in coming months.
The results from this month’s survey (December) are as follows: numbers above 50 indicate growth, numbers below 50 indicate contraction, and the number 50 indicates no change:
Anticipated change in Number of Inquiries from November to December:51.3
Anticipated change in Value of Bookings from November to December: 56.3
Anticipated change in Size of Backlog from November to December: 46.3
Anticipated change in Health of the Manufacturing Economy from November to December: 53.8
Data for December 2025
The four index numbers are reported monthly by Heat Treat Today and made available on the website.
Heat TreatToday’sEconomic Indicatorsmeasure and report on four heat treat industry indices. Each month, approximately 800 individuals who classify themselves as suppliers to the North American heat treat industry receive the survey. Above are the results. Data started being collected in June 2023. If you would like to participate in the monthly survey, please click here to subscribe.