A large Chinese automotive steel producer recently announced plans to expand its integrated steel production complex by installing heat treat equipment for a cold rolling mill to meet the demand for automotive grade steel in the South China and Southeast Asia markets.
Fives, a partner of steel producer Baosteel, has been contracted to supply the complete thermal part for the continuous annealing line (CAL) with a reported production capacity of 630,000 tons per year. The line’s purpose is to produce both standard steel grades and advanced high-strength steels. The company hopes to produce the line’s first coil by the end of 2021.
Fives will provide design, supply, and installation supervision of CELES induction heaters and a Stein Digiflex® furnace. Part of Fives’ equipment will be engineered and manufactured in China under the supervision of Fives’ subsidiary in Shanghai.
As part of a second expansion to their facility, a North American steel company plans to install a second electric arc furnace with the assistance of a group of companies internationally active in plant construction and mechanical engineering for the steel and nonferrous metals industry.
North American steel producer Big River Steel (BRS) recently commissioned SMS Group with the expansion of its steel plant in Osceola, Arkansas. SMS Group will supply BRS with additional mechanical equipment, electrical and automation systems, and digitalization, which the group reports will increase the plant’s annual output.
David Stickler, CEO of Big River Steel
“I have purchased several technologically advanced steel production facilities from SMS over the past twenty years and I am fully confident that SMS group will again deliver a high-quality mill that sets the standard in terms of product capability, energy efficiency and environmental sustainability,” commented David Stickler, CEO of Big River Steel.
Following this second expansion of their facility, the steel plant will house two electric arc furnaces and two twin-ladle furnaces. In addition, Big River Steel commissioned Systems Spray Cooled for the installation of furnace cooling equipment at Big River’s Osceola facility, including furnace sidewall, roof, elbow, and off-gas duct work. SMS reports that installing an additional gas cleaning system will ensure compliance with environmental legislation. A second strand, a second tunnel furnace, and a further downcoiler will also be added to the Big River Steel’s CSP® plant, which reportedly produces coils up to 1,930 millimeters wide.
Big River Steel produces high-quality steels, including tube grade sheet for pipeline construction, silicon steels for a wide variety of energy and electric motor applications, and advanced high-strength steels for the U.S. automotive industry.
The hot coils produced in the CSP® plant are processed into high-grade cold strip in the downstream coupled pickling line/tandem cold mill. The continuous galvanizing line (CGL) will receive an additional coiler. For all the newly installed plants, SMS group is going to supply the mechanical equipment and the X-Pact® electrical and automation systems, including level 3.
Big River Steel
Also in the second construction stage, the PQA® (Product Quality Analyzer) system developed by SMS group company MET/Con will be a central module of the process automation system. By capturing and evaluating all relevant production data on a continuous basis, PQA® monitors, documents and assures the product quality down to the finished cold strip along the complete production process. The system uses stored rules defined on the basis of expert knowledge to assess the coil quality in a semi-automatic procedure and, based on these assessments, takes “ship” or “block” decisions for the downstream processing of the strip or its dispatch.
This system then sends instructions for action to the operators while production continues in order to make them aware of any onset of irregularities within the production process and suggest countermeasures to be taken. This allows the operators to predictively intervene in the process before an incident becomes a problem, reducing the occurrence of failures along the production process which otherwise might have resulted in poor quality and downtimes. Over time, the system is intended to provide higher yield while increasing product quality.
Burkhard Dahmen, Chairman of the Managing Board of SMS Group
“Working closely with the management and staff of Big River Steel, we have succeeded in digitalizing a highly complex steel plant in a way that meets the targets of stable and resource-saving production,” said Burkhard Dahmen, Chairman of the Managing Board of SMS group. “We are very pleased about Big River Steel’s decision to also award us the order for the next expansion stage of the steel plant and to continue on the proven successful way with SMS group as their partner.”
The Industrial Heating Equipment Association (IHEA) recently announced the opening of registration for its annual fall seminar series.
IHEA Fall Seminar 1: Attendees receive valuable technical information at IHEA’s Fall Seminar Series.
IHEA, a voluntary trade association representing segments of the industrial heat processing equipment industry, opened registration for the IHEA Fall Seminar Series, to be held from September 24-25, 2019, in Cleveland, Ohio.
This annual series will be comprised of three seminars addressing combustion, safety standards and codes, and process heating, respectively. Attendees from all three seminars may also attend IHEA’s Tabletop Exhibition & Reception on Tuesday, September 24, to network with suppliers of thermal processing products and services.
The Combustion and Safety Standards and Codes Seminars, as well as the Tabletop Exhibition & Reception, will be held at the InterContinental Hotel Cleveland, while the Process Heating Seminar will be held at Selas Heat Technology.
IHEA’s 50th Combustion Seminar will span two full days, featuring 16 sessions designed to give round exposure to combustion technology and led by industry professionals in a non-commercial environment.
IHEA Fall Seminar 2: IHEA Fall Seminar attendee takes advantage of visiting with tabletop exhibitors during the networking reception.
The Safety Standards and Codes Seminar will also follow the two-day format. This class will be led by instructors involved with the 2019 revision of NFPA 86 – Standards for Ovens & Furnaces. The agenda will include discussion of these recent updates as well as several safety topics.
New this year, the one-day Process Heating Seminar will be held at Selas Heat Technology, a member company of IHEA. Besides live demonstrations and a facility tour, this seminar will present information about infrared and induction technologies and the industrial applications that use these heating processes.
A vacuum heat treatment provider recently installed an all-metal hot zone vacuum furnace at their Souderton, Pennsylvania, location.
Solar Atmospheres
Solar Atmospheres added a third all-metal hot zone furnace for its climate-controlled room at its facility in Souderton, Pennsylvania. The additional furnace increases Solar’s capacity for processing sensitive materials such as PH stainless, nickel-chrome based superalloys, titanium, and ferritic and austenitic stainless steels.
Vacuum levels lower than 5 x 10-6 Torr can produce clean, bright results without contamination. Solar reports that the unique placement of isolation valves, an all-metal moly/stainless steel hot zone, and a stainless steel chamber in its new furnace allow it to attain the level of cleanliness mandated by aerospace and medical markets. The furnace also incorporates Solar Manufacturing’s latest SolarVac Polaris HMI control system for complete process automation.
Jamie Jones, President, Solar Atmospheres in Eastern PA
“The increasing demands for cleanliness levels in critical aerospace and medical applications, and the growth in these markets paved the way for Solar Atmospheres to add capacity through this investment,” said Jamie Jones, President of Solar Atmospheres in Eastern PA.
A heat treat and metallurgical services company recently unveiled plans to expand two of their four facilities this summer to better process applications in the aerospace, gears, and firearms industries, among others.
AHT Burton
Advanced Heat Treat Corp. (AHT) announced building expansions for their Monroe, Michigan, and Waterloo, Iowa locations. Michigan AHT plans to increase the size of their pit to accommodate two larger nitriding units, while AHT Burton intends to add square footage for new equipment and related services, such as two recently acquired induction units.
AHT has not expanded the Michigan and Burton facilities since 2006 and 2007, respectively, and hopes to complete the projects by mid-summer. The company also recently increased the shop floor at a third facility which serves as company headquarters in Waterloo, Iowa.
Mike Woods, President, AHT
“We’re very excited about the growth AHT has seen
AHT Michigan
over the past few years,” said AHT President Mike Woods. “Because of this, we felt it was necessary to expand our facilities and invest in additional equipment to better serve our customers and capture more of the market.”
It’s a busy week here at Heat TreatToday. We are announcing the launch of the Leaders in AutomotiveHeat TreatLinkedIn Group, as well as our inaugural Leaders in AutomotiveHeat Treat monthly e-newsletter, both on the heels of the new Automotive Heat Treat special print/digital edition (click here for digital).
Leaders in AutomotiveHeat Treat LinkedIn Group (click here) provides a professional-level space where heat treaters from the automotive industry can discuss issues and ideas. Heat TreatToday will regularly provide content related to the group, keeping members current on the latest technologies, products, processes, and discussions. If you’re a heat treat leader in the automotive industry, you should be in this group.
Share the love: forward this invitation to Leaders in AutomotiveHeat Treat LinkedIn Group to any others you feel may benefit.
Go to your LinkedIn account, sign in, and search for “Leaders in Automotive Heat Treat.” Join the group and connect with other leaders in automotive heat treat.
For more information about the Leaders in AutomotiveHeat Treat monthly e-newsletter, contact Doug Glenn at doug@heattreattoday.com.
Heat TreatToday has launched Automotive Heat Treating special edition in print and digital form, the third print magazine and the second in a series of industry-specific quarterlies.
The print edition of Automotive Heat Treating entered the mail stream onJune 24 and landed in the mailboxes of6,000 automotive manufacturing suppliers andOEMs with more being distributed at Thermprocess 2019. The digital edition is available byclicking hereoron the image to the right.
In this special magazine, Heat TreatToday delivers quality content both new and original as well as a round up of past automotive-related news, technical articles, and tips, including:
“Making Sense of Trade Wars” / Understand the different types of tariffs, where they are coming from, and what effect they may have on the heat treating world.
“Heat TreatBrain Trust on Industry Innovations That Have Enhanced Automotive Heat Treating in Recent Years” /Recent, innovative, or helpful enhancements that have advanced the automotive heat treat industry.
“Nitrocarburizing for Automotive and Large-Volume Production” / Advantages and disadvantages of batch vs. continuous processing for automotive nitrocarburized parts.
“Continuous and Progressive Hardening: Frequency Selection” / Frequency selection for induction hardening equipment.
“How to Join Industry 4.0” /An edited transcript from a recent Heat TreatRadio interview unpacks how manufacturers with in-house heat treating can take their first steps into Industry 4.0.
“Carburizing Trends in the Automotive Heat Treating World” / Where we have been, where we are now, and what we can expect in the future in automotive carburizing.
“Thermomechanical Processing for Creating Bi-Metal Bearing Bushings” / The potential for creating and heat treating bi-metal bearing bushings consisting of steel 20MnCr5 and aluminum AA-6082 by closed-die-forging.
In October,Heat TreatToday will be publishing another special edition, featuring reader favorites, the 40 Under 40 Class of 2019 and 101 Heat Treat Tips. It will be sent to6,000+ industrycontacts. If you haverelated editorial content or if you would like to have your promotional message in this issue, please emaildoug@heattreattoday.comoreditor@heattreattoday.comas soon as possible.
If you haven’t done so already, you might want to join Heat TreatToday’s “Leaders in Automotive Heat Treat” LinkedIn Group.Click hereoron the image to the left to be taken there. You’ll need to sign in to LinkedIn before you can join the group.
During the day-to-day operation of heat treat departments, many habits are formed and procedures followed that sometimes are done simply because that’s the way they’ve always been done. One of the great benefits of having a community of heat treaters is to challenge those habits and look at new ways of doing things. Heat TreatToday’s101 Heat TreatTips, tips and tricks that come from some of the industry’s foremost experts, were initially published in the FNA 2018 Special Print Edition, as a way to make the benefits of that community available to as many people as possible. This special edition is available in a digital format here.
Today we continue an intermittent series of posts drawn from the 101 tips. The tips for this post can be found in the FNA edition under Vacuum Furnaces, Radiant Tubes, Combustion, and Thermocouples.
Heat TreatTip #15
Shut the Door, PLEASE.
Minimize the threat of water vapor by keeping the vacuum furnace door closed in between cycles (especially if it’s wet or humid outside) and keeping the furnace under vacuum between cycles.
Although silicon carbide radiant tubes crank out twice the heat flux of radiant tubes and last decades longer than many alloy tubes, there are SOME places where these tubes should not be used. If any of the following apply to your heat treat situation, you should avoid these tubes; if not, you might want to put them to the test. Don’t use a silicon carbide radiant tube if . . .
1. Whenever there is a high probability that the tubes will be bumped either by the load or loading mechanism.
2. Whenever there is a high probability that parts will fall on the tube you will either have to shield the tube or avoid them altogether.
We all know that today’s plan is only current at the time it was made. Our industry dictates constant change and adapting to a new plan. And what is the first change in plan? Often this involves a delay or change in your maintenance schedule. Customer orders and Production needs can dictate plans or changes to your maintenance team. Very often it is canceled maintenance schedules or planned shutdowns that can be a quick solution for production needs. However, has your production team considered the real effect of changes to your maintenance planning? Unscheduled shutdowns compared to a planned maintenance program can influence production in numerous ways: equipment reliability, customer response & equipment audits, production capacity & planning, downtime, efficiency and availability. Preventative maintenance planning and coordinated support between maintenance & production will typically result in meeting production goals while maximizing equipment reliability and efficiency.
Try not to use insulated thermocouple wire if you snag the insulation off the outerjacket along the length of the wire. This may cause the inner insulation to fail andcause low temperature readings.
Heat Treat Today is compiling the 2019 101 Heat Treat Tips list for the fall issue to be distributed at Heat Treat 2019, the biennial show from the ASM Heat Treating Society to be held in Detroit, Michigan, October 14-17, 2019. If you have a heat treat-related tip that would benefit your industry colleagues, you can submit your tip(s) to doug@heattreattoday.com or editor@heattreattoday.com.
Dan Herring is recognized as the summa wizard of heat treating. This paper, originally published in the October 2014 issue of Fastener Technology International (FTI), then reprinted in Heat Treat Today’sMarch 2019 Aerospace print edition, addresses the critical issue of strength-to-weight in aerospace fastener applications and materials.
When we deal with applications where strength-to-weight ratio is a critical consideration (Fig. 1[1]), we often turn to solutions involving the so-called “light metals”, namely aluminum, beryllium, magnesium, and titanium, to enhance engineering performance while minimizing the weight of components and structures.
It is important to remember that light metals possess other physical properties, which may be of importance in selection or service, such as the good electrical and thermal conductivity of aluminum, the machinability and noise dampening of magnesium, or the extreme corrosion resistance of titanium. Our heat treatment processes must retain and, in some cases, enhance these properties.
Aerospace Fastener Applications and Materials
There are many types of fasteners used in aerospace structural assembly, which include solid rivets, pins with collars, bolts with nuts, and blind fasteners. Other fastener types including latches, straight pins, head pins, lock pins, cotter pins, quick-release multiple piece fasteners, retaining rings, and washers are also commonplace. Aerospace fastener materials include aluminum (e.g. 2024, 6061, 7075), titanium (e.g. Ti-6Al-4V, Ti-6Al-2Sn-4Zr-2Mo), superalloys (e.g., Waspaloy, Hastalloy, Inconel 718) and in some instances steel, stainless steels, tool steels, and nickel alloys (e.g. K-Monel).
Aluminum is the most common fastener material used in the aerospace industry and in many other transportation systems as well. This is because aluminum alloys in addition to having an excellent strength-to-weight ratio can be heat-treated to achieve relatively high strength. Aluminum is easy to form and is relatively low cost. The heat treatable aluminum grades are the 2xxx, 6xxx, and 7xxx series. Aircraft manufacturers, for example, use high-strength alloy 7075 to fasten aluminum aircraft structures. This alloy has zinc and copper added for strength and machinability.
Titanium also has a number of attractive properties including low density and elastic modulus making it a good candidate material for aerospace fasteners, both of the internally and externally threaded varieties. The use of nuts with lower modulus than the male fastener is known to reduce the stress concentration effect at the first thread and improves the distribution of load over the length of the engaged threads. Titanium fasteners are used when a combination of strength and corrosion properties are important, such as when composite materials are involved.
Superalloys are used in applications requiring performance under high operating temperatures, extreme corrosion environments, demands for high creep strength and high fatigue strength, and in cryogenic applications. Superalloy fasteners are found on solid rocket motors, aircraft gas turbine engines, airframes, space shuttle structures, and the like. The superalloys fall into three basic groups: the iron-nickel-base superalloys; the nickel-base superalloys and the cobalt-base superalloys. The iron-nickel-base superalloys evolved from stainless steel technology and are generally wrought. Nickel-base and cobalt-base superalloys can be either wrought or cast. Nickel-base superalloys can be used at the very highest temperatures, just below their melting temperatures of about 2200°F to 2500°F (1205°C to 1370°C).
Heat Treatment of Aluminum Fasteners [2,3]
Aluminum alloys are classified as either heat treatable or not heat treatable, depending on whether the alloy responds to precipitation hardening, the key characteristic being that the alloying elements show greater solubility at elevated temperatures than at room temperature.
Solution Heat Treating
Table 1: Solution Heat Treatment Temperature Range and Eutectic Melting Temperature for 2xxx Alloys
Solution heat treatment involves heating the aluminum and alloys to a temperature slightly below the eutectic melting temperature. The objective of solution heat treatment is to maximize the amount of solute in solid solution. This requires heating the material close to the eutectic temperature and holding the material at temperature long enough to allow the alloy to become a homogenous solid solution. After solution heat treatment, the material is quenched to maintain the solute in supersaturated solid solution. Temperature control is crucial because the solution heat treatment and the eutectic melting temperatures are so close, especially for 2xxx series alloys (Table 1[2]).
Figure 2: A typical solution heat treatment operation for aluminum (photograph courtesy of Wisconsin Oven Corporation)
Solution heat treating problems include oxidation, incipient melting, eutectic melting, and under-heating and can be overcome by close control of process and equipment variability. Solution heat treating and quenching of these alloys is typically accomplished in large high-temperature ovens. In some applications, the oven is supported above the quench tank (Fig 2).
Quenching
The purpose of quenching is to create a supersaturated solid solution at room temperature so that the aging process can strengthen the material. The amount of precipitation occurring during quenching reduces the amount of subsequent hardening possible. This is because as solute is precipitated from solution during quenching, it is unavailable for any further precipitation reactions. This results in lower tensile strength, yield strength, ductility, and fracture toughness.
The cooling effect of quenchants has been extensively studied and the influence of quench rate on mechanical properties has been quantified. For example, it was determined that the critical quenching temperature range for 7075 aluminum alloy is 750°F to 550°F (400°C to 290°C). At quench rates exceeding 840°F/sec (450°C/s), it has been determined that maximum strength and corrosion resistance is obtained. At intermediate quench rates of 840°F/sec to 212°F/sec (450°C/s to 100°C/s), the strength obtained is lowered, but the corrosion resistance is unaffected. Between 212°F/sec and 68°F/sec (100°C/s and 20°C/s), the strength decreased rapidly, and the corrosion resistance is at a minimum. At quench rates below 68°F/sec (20°C/s), the strength decreases rapidly, but the corrosion resistance improved. However, for a given quenching medium, the cooling rate through the critical temperature range was invariant no matter the solution heat treat temperature.
Problems occurring during quenching are typically distortion or inadequate properties caused by a slow quench, resulting in precipitation during quenching and inadequate supersaturation.
Aging
The aging process for aluminum involves either natural aging or artificial aging. Natural aging involves the rapid formation of GP (Guinier-Preston) zones from the supersaturated solid solution and from quenched-in vacancies with strength increasing rapidly with properties becoming quasi-stable after approximately 4 to 5 days. These alloys will continue to exhibit changes in properties as the years go by.
Many heat treatable aluminum alloys are artificially aged after quenching. Precipitation hardening (aging) involves heating the alloyed aluminum to a temperature in the 200ºF to 450°F (95ºC to 230ºC) range. At this temperature, the supersaturated solid solution, created by quenching from solution heat-treating, begins to decompose and accelerates precipitation in heat treatable alloys. The aging curves for the alloys vary; however, generally the higher the aging temperature, the shorter the time required to attain maximum properties.
Heat Treatment of Titanium Fasteners
Titanium alloys are typically classified as pure titanium, alpha, beta, and alpha-beta alloys. There are also so-called near alpha and near beta (i.e. metastable beta) phase alloys. Under equilibrium conditions, pure titanium and alpha (α) phase have hexagonal close-packed structures up to 1620°F (882°C), above which they transform to beta (β) phase having a body-centered cubic structure up to the alloy’s melting point.
Near alpha alloys typically have a small amount (1 to 2 %) of the stabilizing beta phase present. In near beta alloys, significant additions of the beta-stabilizing phase suppress the Ms temperature below room temperature and the beta phase is retained at room temperature by rapid cooling or quenching from the alpha-beta phase. The inherent properties of all these structures are quite different.
Titanium alloys have a complex heat treatment process (Table 2[4], 3).
Table 3: Heat Treatments for Metastable Beta Titanium AlloysTable 2: Heat Treatments for Alpha-Beta Titanium AlloysFigure 3: typical vacuum furnace (Photograph Courtesy of Solar Atmospheres, Inc.)
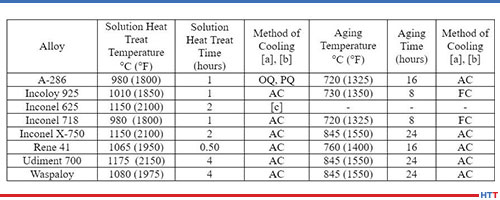
Most superalloys are hardened using a solution treating and aging process (Table 4[3]). Solution treating involves heating the alloy to a temperature in the range of 1800°F (982°C) or higher, followed by gas quenching. In most cases, superalloys are processed in a vacuum furnace (Fig. 3) and do not require a rapid quench. Pressures of two bar or less are often sufficient for quenching. This is followed by aging (age hardening) at intermediate temperatures for extended periods of time. Normally, the complete solution treat and aging cycles can be programmed into the furnace so that unloading is not required between cycles. Certain superalloys, however, require other special treatments to develop required properties.
Table 4: Typical Solution Heat Treating and Aging Cycles for Select Wrought Superalloys
Summary
Fasteners account for a significant amount of component parts in aircraft, rotocraft, and space vehicles where strength, corrosion, and weight of structural assemblies are important. Fasteners play a critical role in defining the longevity, structural integrity, and design philosophy of most metallic aerospace structures.
Notes:
Cooling nomenclature: FC = furnace cooling; AC = air cooling; RAC = rapid air cool; OQ = oil quench; PQ = gas pressure quench.
Air cooling equivalent is defined as cooling at a rate not less than 22°C/min (40°F/minute) to 595°C (1100°F) and not less than 8°C/min (15°F/minute) from 595°C to 540°C (1100°F to 1000°F). Below 540°C (1000°F) any rate may be used.
To provide adequate quenching after solution heat treatment, cool below 540°C (1000°F) rapidly enough to carbide precipitation. Oil or water quenching may be required on thick sections.
References
Leigh, Joanna, New Checklist for Nadcap Audits, Industrial Heating, November 2011.
Mackenzie, D. Scott, Heat Treating Aluminum, HOT TOPICS in Heat Treatment and Metallurgy, Vol. 2 No. 7, July 2004.
Herring, D.H., Atmosphere Heat Treatment Volume I, BNP Media Group, 2014.
Herring, D.H., Vacuum Heat Treatment, BNP Media Group, 2012.
Herring, D.H., Metallurgy of Aluminum and Aluminum Alloys Parts One and Two, white paper, 2006.
About the Author: Daniel Herring, The Heat Treat Doctor®, is a metallurgist, designer, and materials scientist who takes seriously the initiative to educate current and future generations of heat treaters in the ways of the industry. More about The Heat Treat Doctor® can be learned from his Heat Treat Consultants page. This paper was originally published in the October 2014 issue of Fastener Technology International (FTI), then reprinted in Heat Treat Today’s March 2019 Aerospace print edition. It is published here with permission from the author.
A notable provider of vacuum melting systems recently supplied two vacuum induction melting systems to the power and gas division of a power company.
Retech Systems LLC, a subsidiary of SECO/WARWICK Group, provided two vacuum induction melting (VIM) systems for Siemens Power and Gas division.
Retech’s technologies have been applied to melting, refining, casting and atomizing reactive and refractory metals, such as Titanium and its alloys, super alloys, and rare earth metals. Retech VIM furnace systems are used for applications including automotive, consumer, aerospace, and energy utilizing equiax, directionally solidified, or single-crystal investment castings.
Retech Vacuum Induction DS Furnace
One vacuum induction melting directional solidification/single crystal/equiax pitless (VIM DS/SC/EQ) combo casting furnace and one vacuum induction melting directional solidification/single crystal (DS/SC) solidification casting furnace system were installed in Siemens’ new plant. In addition to the two VIM furnace systems already supplied, two more pitless DS/SC VIMs will be supplied later this year.
Retech designs pitless DS/SC Furnaces in hopes of reducing or eliminating costs, time, disruptions to facility production, and confined space entry to pits required with the installation of the new pitless VIM furnaces at the facility.
Earl Good, VP – Global Vacuum Melting, Managing Director Retech Systems LLC
“The melting systems that Retech is delivering to Siemens, incorporate industry leading special design features such as: a reliable and maintenance friendly design ideal for faster and more flexible operation, superb process control for repeatability and high yields, as well as Retech’s new pitless mold elevator that can be utilized on Directional Solidification/Single Crystal furnaces,” said Earl Good, VP – Global Vacuum Melting, Managing Director Retech Systems LLC.