Maciej Korecki Vice President of the Vacuum Furnace Segment SECO/WARWICK (source: SECO/WARWICK)
An international arms and military equipment manufacturer in Brazil needed to quickly expand and was recently able to receive a new vacuum furnace to meet their manufacturing demands.
The solution was provided by the parent company to North American SECO/VACUUM, SECO/WARWICK. Their furnace, the VECTOR®, is a single-chamber vacuum furnace that uses gas quenching and can be used for multiple metal heat treatment applications and processes. In this configuration, equipped with a round graphite heating chamber, it may be used for most standard processes including hardening, tempering, annealing, solutionizing, brazing and sintering.
"A situation where we have a product almost ready to be collected is rare. This time, the customer was indeed looking for a standard solution," said Maciej Korecki, vice president of the Vacuum Furnace Segment at the SECO/WARWICK Group.
Gregg Bixler Assistant Plant Manager Elmira Heat Treating, Inc.
The scope of a heat treat controls upgrade at Elmira Heat Treating, Inc. included a new control system for a vacuum furnace. This upgrade will help the company continue their vacuum services alongside their different process offerings, including carburizing, hardening, and nitriding.
The 9220 from Super Systems, Inc. (SSI) is a robust vacuum furnace recipe based controller which is the command center for control, I/O, and redundant data logging for the processes performed on the equipment. The instrument was integrated into their existing plant-wide SuperDATA SCADA package for plant wide visibility, historical load tracking and recipe selection based on shop order part numbers.
Jim Oakes President Super Systems, Inc.
Gregg Bixler, assistant plant manager at Elmira, is familiar with SSI products in their batch IQ, temper, car bottom, and nitriding furnaces, as well as the company's SuperDATA and Load Entry software. “SSI has been great to work with, from installation and training to ongoing support. We have been using their equipment for years and the reliability, traceability and efficiency that it has given us has really streamlined our operation,” says Bixler
"We have been working with Elmira for years," says Jim Oakes, president of SSI. "Thanks to that ongoing relationship, SSI has an in-depth understanding of their needs. We look forward to continuing to provide Elmira with products that allow them to be a top-tier heat treat provider for their customers."
Canada’s Burloak Technologies will use hot isostatic press (HIP) technologies to push the limits of additive manufacturing (AM) to deliver new levels of mechanical performance and strength properties in parts for mission-critical applications. Providing rapid cooling under pressure will minimize thermal distortion and non-uniform grain growth in components, producing finished parts with optimal material properties and allowing Burloak to significantly increase production.
Peter Adams Founder and Chief Innovation Officer Burloak
As a full-service additive manufacturer, Burloak works with innovative companies in the space, aerospace, automotive, and industrial markets to rapidly transition their most challenging part designs to be additively manufactured at scale. The High Pressure Heat Treatment™ (HPHT™) capability of the new QIH 60 M URC™ HIP from Quintus Technologies facilitates this rapid transition. Combining high pressure, heat treatment, and cooling in a single process makes it possible to remove several operations from the AM production line, generating significant savings in both cost and time. Additionally, the press’s highly customizable cooling cycle can be programmed to stop at a specific temperature while maintaining the desired pressure set point.
The press's capability to rapidly cool under pressure, "is critical for Burloak as a full-service supplier for all customers, and, in particular, for the development of high-strength flight components," comments Peter Adams, founder and Chief Innovation Officer at Burloak. "Without this in-house capability, outsourcing this process would slow down our project timelines, add complexity to our processes, and risk damaging critical customer components as they would need to be shipped internationally."
The model QIH 60 press features a hot zone of 16.14 x 39.37 inches (410 x 1,000 mm), an area large enough to process any component printed on most powder bed machines, Mr. Adams notes. It operates at a maximum temperature of 2,552°F (1,400°C) and maximum pressure of 207 MPa (30,000 psi).
"We are very pleased to be chosen as their strategic partner in furthering the development of additive manufacturing," says Jan Söderström, CEO of Quintus Technologies, "and we look forward to sharing our applications expertise through our Quintus Care program."
AMS2750F? What are the new changes? How do you implement them? This informative article from Heat TreatToday's Aerospace 2021 issue will help you navigate through the uncertainty of these changes to ensure successful compliance.
This Technical Tuesday is an original content contribution from Jason Schulze, the director of technical services at Conrad Kacsik Instrument Systems, Inc. Check out other technical articles here.
Jason Schulze Director of Technical Services Conrad Kacsik Instrument Systems, Inc.
Introduction
AMS2750F has been released for approximately 7 months now. This specification applies to manufacturers and suppliers who heat treat aerospace material. AMS2750F is typically communicated via industry standards such as SAE/AMS specifications as well as customer purchase orders and part prints. This specification gets even more complex when you apply Nadcap heat treat accreditation to the equation as Nadcap has a checklist dedicated to AMS2750, which, as of January 2021, has yet to be released.
In this article we will examine some of the changes within AMS2750F as well as discuss the implementation process for suppliers.
AMS2750F Changes
General Changes
AMS2750F now has 25 tables, where there were previously 11. These tables are no longer at the end of the specification (like most SAE/AMS specifications); they are now placed throughout the specification adjacent to paragraphs to which the rewrite team thought they applied. The challenge with this is that all aspects of AMS2750 are interconnected. For example, one change in the qualified operating range of a furnace will directly affect other areas, such as instrument calibration and the temperature at which an SAT is performed.
Previously, temperature values were expressed in whole numbers. They are now expressed to the tenth of a degree (X.X°F). With this change, I would recommend suppliers follow suit in their own pyrometry procedures and associated documents: think of it as comparing apples to apples.
Scope and Definitions
The definitions section is important, especially to those who are new to AMS2750F who may be working to interpret some of the verbiage within the specification. The specification has increased the number of definitions from 79 to 87. A good example of these definition changes is the comparison of expendable thermocouples versus nonexpendable thermocouples.
EXPENDABLE SENSOR: Sensors where any portion of the thermal elements are exposed to the thermal process equipment environment.
NONEXPENDABLE SENSOR: Sensors having no portion of the thermal elements exposed to the thermal process equipment environment.
This example is especially important because it is such a major change from the previous revision of AMS2750. The definitions section within AMS2750F should be utilized often by suppliers to ensure comprehension and conformance.
Thermocouples
As simple as thermocouple technology is, there are many requirements within AMS2750F governing thermocouple usage, error, replacement, etc. Previously, AMS2750 did not address resistance temperature devices (RTDs). It now requires RTDs be nonexpendable, noble metal, and ASTM E1137 or IEC60751 (Grade A).
I do not see this next change as anything major, because what I’m witnessing in my consulting all around the US and Mexico are that suppliers already conform. Thermocouple hot junctions (the tips of the thermocouple measuring temperature) are made by either twisting, welding, or a combination of both.
In my experience, it is rare to see a thermocouple supplier/manufacturer issue a thermocouple certification that is nonconforming. Whenever there are issues with thermocouples, it is typically because the supplier did not communicate the correct information. With that, thermocouple error should be considered and communicated correctly.
Thermocouple permitted error has changed to the following:
Type R & S: ±1.0°F or ±0.1%
Type B: ±1.0°F or ±0.25%
Base metal: ±2.0°F or ±0.4%
AMS2750E permitted ±4.0°F or 0.75% for TUS, load and furnace thermocouples.
Exceptions:
Note 11: For temperatures <32°F or <0°C for Types E and T only, calibration accuracy shall meet the following:
Type E: -328 to 32°F, ±3.0°F or ±1.0 % for either, whichever is greater
Type T: -328 to 32°F, ±1.8°F or ±1.5 % for either, whichever is greater
Note 13: When correction factors are used, type B load sensors shall meet calibration accuracy of ±2.7°F or ±0.5% and types R and S load sensors shall meet calibration accuracy of ±2.7°F or ±0.25%
AMS2750 has always required that the results of an SAT and TUS must reflect corrected temperatures. This would mean when expressing the final ± readings of a TUS, those readings must be identified as corrected values. The challenge may come when you need a correction factor from a thermocouple certification where there is not a temperature value for the test. AMS2750F now addresses this situation:
PARA 3.1.4.8 - Interpolation of correction factors between two known calibration points is permitted using the linear method.
PARA 3.1.4.9 - Alternatively, the correction factor of the nearest calibration point shall be used.
PARA 3.1.4.10 - Whichever method is used shall be defined and applied consistently.
Each supplier must decide what method they will utilize and document this. Know your customer requirements; some customers may not permit certain methods.
Sensor usage has changed dramatically, especially for expendable test sensors. These thermocouples are now limited to a single use above 1200°F regardless of the type. Between 500°F and 1200°F, Type K may be used five times or three months, whichever occurs first and for Type N, 10 times or three months, whichever comes first. Below 500°F, Type K may be used for three months with no limit to the number of uses, and Type N may be used for six months, with no limit to the number of uses. I can understand how this may seem like a lot to understand and filter through, but I can assure you, we will get used to it as we did with AMS2750E.
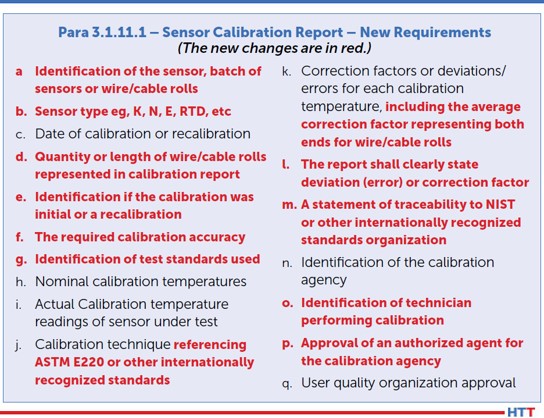
Thermocouple certification requirements have also changed. I do not foresee any issue with this as what is listed is, for the most part, already on existing thermocouple certifications. I would advise suppliers to check the requirement in bullet point “E.” (Figure 1)
Figure 1
Instrumentation
There were several major changes within the instrumentation section. The first one is readability of furnace recording and field test instruments. Previously, readability for all furnace and field test instruments was 1.0°F; it is now 0.1°F, or to the tenth of a degree. Suppliers may find this challenging to meet as not all field test instruments on the market are capable of this. An easy way to test yours is to either source or read the value on your field test instrument at 999°F. Then, increase the temperature to 1000°F.
On some units, when a temperature is reading/sourced below 1000°F, it will show to the tenth of a degree, but when increased above a tenth of a degree, the value in the tenths place will be removed and only whole numbers will be shown. If this is the case, you will need to purchase a new field test instrument which displays values to the tenth of a degree regardless of whether values go above 1000°F.
The second major change is timers or digital clocks on recording devices. This change makes sense, as most thermal cycles used to achieve metallurgical transformation are time-dependent and have specific tolerances that apply. AMS2750F now requires that these timing devices must be accurate to within ±1 minute per hour. There is a caveat which states that as an alternative, suppliers may have a synchronized system linked to NIST via internet system which is verified monthly and will support the ±1 minute per hour requirement. With that, a new paragraph, regarding stopwatch calibration and accuracy requirements, has been inserted adjacent to the recording device timing calibration requirements.
The third change, simple and straight forward, is that the instrument number or furnace number must be stated on the calibration sticker.
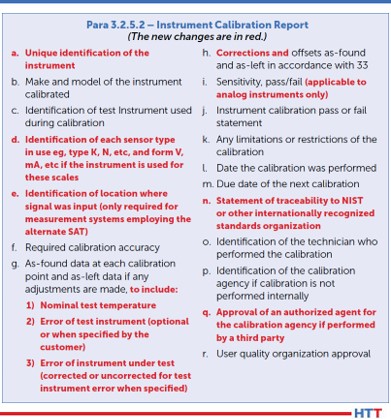
Additionally, changes have been made to what is required on an instrument calibration report. (Figure 2)
Figure 2
System Accuracy Testing (SAT)
There are several changes within the SAT section that should get attention. One which may continue to be overlooked is whenever an SAT cannot be performed (not that one fails), but if no product was run and the furnace was locked out, the SAT could be performed with the first production run (AMS2750E, para 3.4.2.4). This is no longer an option. AMS2750F now states that, in this situation, the SAT must be performed prior to putting the furnace back into service (or prior to production).
Furnaces that have multiple qualified operating ranges (i.e., CL2 from 1000°F to 1600°F and CL5 from 1601°F to 2000°F) must have the SAT performed in each range, at least annually. This means that if you typically run production at 1550°F and SATs are run at the same time, at least annually, an SAT must be processed above 1600°F to catch the CL5 range.
The alternate SAT process was the source of much confusion when revision E was released. Previously, single use thermocouples (i.e., load thermocouples) did not require an SAT per AMS2750D, para 3.4.1.2. When AMS2750E introduced the alternate SAT, the wording was so poor it caused suppliers to misunderstand the requirement, and subsequent audits yielded quite a few related findings. I have written previous articles explaining the alternate SAT process in detail, so I will not be going into this topic too deeply. For information, please visit www.heattreattoday.com and search Jason Schulze.
The changes within the alternate SAT section primarily amount to clarification and incorporation of what was previously in Nadcap’s pyrometry reference guide. That being said, there really isn’t much to speak of in this section for existing Nadcap suppliers, but one item to point out is how the wording has changed. Previously, it applied to single use sensors or sensors which were replaced more frequently than the SAT frequency requirement. This has been changed to state that the alternate SAT applies to load sensors used only once. Nadcap heat treat auditor advisory HT-20-010 has clarified this further. If load sensors are used more than once, the alternate SAT does not apply, and the comparison SAT must be used.
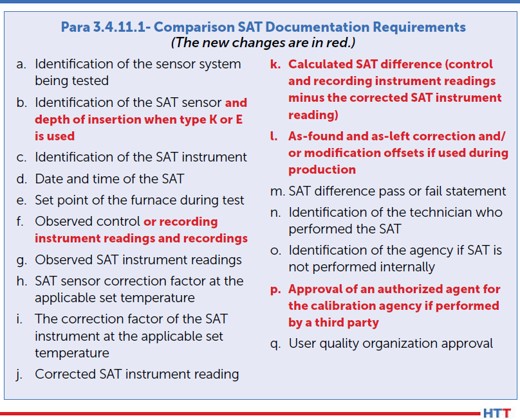
There were some minor changes to what is required on the comparison SAT report. (Figure 3)
Figure 3
Documentation related to the alternate SAT as well as the SAT waiver have been introduced. These should be examined closely by those suppliers to whom it may apply.
Temperature Uniformity Surveys (TUS)
Among many of the changes in this section, there is one that is not stated outright but is based on verbiage changes within Tables 18 and 19 of revision F regarding frequency. In AMS2750E, Tables 8 and 9, the statement reads “Initial TUS Interval” and “Extended Periodic TUS Interval.” Due to the wording, it was assumed that if four passing consecutive TUSs were needed before going to a reduced frequency, the initial TUS would count as part of the four needed. The modified wording in Tables 18 and 19 of AMS2750F now reads “Normal Periodic Test Interval” and “Extended Periodic Test Interval.” With this change in verbiage, the initial TUS does not count toward the needed consecutive tests to reduce TUS frequencies.
If a supplier uses vacuum furnaces for thermal processes and both partial pressure and low vacuum is used, a TUS must be performed annually in the partial pressure range using the gas applied during production. This is a rather simple change, although it is important to recognize that partial pressure gases, depending on certain variables, can affect the uniformity in the area in which the gas enters the furnace.
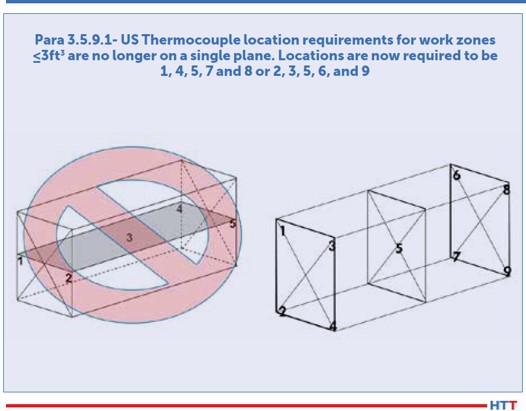
Thermocouple location for work zone volumes less than three cubic feet has changed. AMS2750E/Nadcap previously required that the five TUS thermocouples be placed on a single plane. AMS2750F has revised this to require each test thermocouple be placed diagonally opposite of each other. Using Figure 4, this could mean suppliers may choose locations 1, 4, 5, 7, and 8 or 2, 3, 5, 6, and 9.
Suppliers familiar with GE’s P10TF3 specification will recognize this next change as it was a GE requirement long before SAE/AMS introduced it into AMS2750F. Previously, data collection during TUSs needed to start prior to the first furnace or test thermocouple reaches the lower end of the tolerance (AMS2750E, para 3.5.13.3.1). This has changed and now requires data collection to begin when the furnace and TUS thermocouples are no fewer than 100°F below the survey temperature.
The documentation or TUS certification requirements have also changed. Considering that there are so many changes within this section, I will merely point out the letter annotations that apply to changes within Para 3.5.16.1: B, D, F, G, H, J, L, O, R, S, and Y. Some of these items contain simple verbiage changes, although most of them are solid changes and should be incorporated into suppliers’ procedures and forms.
Figure 4
Rounding Requirements
Previously, AMS2750E permitted rounding in accordance with ASTM E29. To the delight of many users, I am sure, this has changed. AMS2750F now permits rounding in accordance with the following options:
All rounding must be applied in accordance with a documented procedure and used in a consistent manner.
Rounding to the number of significant digits imposed by the requirement is permitted in accordance with ASTM E29 using the absolute method or other equivalent international standards. (Previously, the only method permitted was the rounding method.)
The rounding method built into commercial spreadsheet programs is also acceptable.
All specified limits in this specification are absolute and out of tolerance test data cannot be rounded into tolerance.
Rounding must only be applied to the final calibration or test result.
Quality Provisions
The only change in this section is in regard to pyrometry service providers. The requirement now states, “Beginning 2 years after the release of this specification, third-party pyrometry service provider companies shall have a quality system accredited to ISO/IEC 17025 from an ILAC (International Laboratory Accreditation Cooperation) recognized regional cooperation body. The scope of accreditation shall include the laboratory standards and/or field service as applicable.” It is important to keep in mind that, when verifying conformance to this, the supplier’s scope of accreditation should include reference to AMS2750 with regards to instrument calibration, SAT, or TUS or all three if that is what is performed at your facility by an outside service provider.
Implementation of AMS2750F
he implementation of AMS2750F with suppliers’ systems should be two-fold: not only what is implemented but when it is implemented. Right now, AC7102/8 Rev A, as it applies to AMS2750F, is in the review stage. Its projected release date is April 2021. Regardless, once the new revision of AC7102/8 is released, suppliers will have 90 days to implement AMS2750F.
Implementing AMS2750F must be done in its entirety, not partially. This means internal procedures, forms, purchase orders, etc. should be revised in the background in conjunction with training. Once your team is familiar with the new changes, then all the revised documents should be released at one time. This ensures the whole of AMS2750F is implemented at once and not in stages.
Nadcap heat treat auditor advisory HT-20-007 requires that all thermocouples issued on or after Jan. 1, 2021 must be certified in accordance with AMS2750F. By this time, suppliers should have already revised purchase orders to require this and may have thermocouple certifications reflecting AMS2750F.
About the Author: Jason Schulze is the director of technical services at Conrad Kacsik Instrument Systems, Inc. As a metallurgical engineer with over 20 years in aerospace, he assists potential and existing Nadcap suppliers in conformance as well as metallurgical consulting. He is contracted by eQualearn to teach multiple PRI courses, including pyrometry, RCCA, and Checklists Review for heat treat.
Southwick & Meister, Inc., Meriden, Ct, has added a box furnace to expand their production capabilities. As a major manufacturer of premium-quality collets, bushings, cutting tools, and more, Southwick & Meister will continue to use its furnaces to heat treat under nitrogen atmosphere.
Lucifer Furnaces Inc.'s Model 7GT-H18 is fabricated from 10 gauge sheet steel reinforced with structural steel members continuously welded to form a solid shell for operation with a positive flow of inert atmosphere. The 9"H x 12"W x 18"L chamber is lined with 5" of a combination of lightweight firebrick hotface backed with coldface mineral wool for energy efficient operation and low outside shell temperature. Powered with 9.5 KW and heating to 2100°F, the furnace heats by heavy-gauge coiled wire elements supported in high temperature cast monolithic holders. A 1" thick cast hearth plate protects floor brick and supports the work load. Temperature is regulated with a Honeywell DC2500 digital controller.
A representative of Southwick & Meister says "it’s been a great relationship for many years."
Wave energy pioneer CorPowerOcean has partnered with a global heat treater and thermal specialist with locations in North America, Europe, and Asia.
The UK-headquartered Bodycote firm is now breaking into ocean energy thermal processing after helping Swedish developer CorPower optimize key components in its Wave Energy Converters (WECs).
The thermochemical treatment that they are using is Corr-I-Dur®, a combination of various low temperature thermochemical process steps, mainly gaseous nitrocarburizing and oxidizing. In the process, a boundary layer consisting of three zones is produced. The diffusion layer forms the transition to the substrate and consists of interstitially dissolved nitrogen and nitride precipitations which increase the hardness and the fatigue strength of the component. Towards the surface, it is followed by the compound layer, a carbonitride mainly of the hexagonal epsilon phase. The Fe3O4 iron oxide (magnetite) in the outer zone takes the effect of a passive layer comparable to the chromium-oxides on corrosion resistant steels. Due to the less metallic character of oxide and compound layer and the high hardness abrasion, adhesion and seizing wear can be distinctly reduced. Corr-I-Dur® has very little effect on distortion and dimensional changes of components compared to higher temperature case hardening processes.
Source: www.waterpowermagazine.com
CorPower’s high-efficiency WECs, inspired by the pumping principles of the human heart, offer five times more energy per ton of device compared to previously known technologies. Incorporating a series of unique features to boost storm survivability and power capture, the WECs also benefit from thermochemical treatment to protect against the harshest marine conditions.
"This thermochemical treatment," Thomas Lindahl, senior procurement and quality engineer, CorPower Ocean, "simultaneously improves corrosion resistance and wear properties by generating an iron nitride-oxide compound layer. Durability and robustness are of paramount importance in the wave energy sector, and effective protection of devices in the hostile ocean environment has always presented a major challenge to our industry. Corr-I-Dur® proved a particularly favorable solution being specifically designed for components subjected to a corrosive environment in combination with wear."
Bodycote is now supporting the ocean energy market after helping Swedish developer @Corpowerocean optimize key components in its Wave Energy Converters.
"We are pleased to be contributing to the marine renewable energy industry by making components last longer in extreme conditions," Paul Clough, president for northern and eastern Europe at Bodycote. "By using Corr-I-Dur®, CorPower was able to design mechanical components such as pistons, guides and linkages, that are suitable for the world’s harshest environments for metal. Our customers value Corr-I-Dur® for its ability to provide superior material properties such as wear and corrosion resistance, reducing maintenance costs and downtime for hard to access equipment. CorPower was looking to push the performance of their metal components through durability and corrosion resistance."
Paul Clough President Northern and Eastern Europe Bodycote Source: LinkedIn
CorPower Ocean is aiming to bring reliable and competitive wave energy technology to the world, unlocking one of the largest untapped sources of renewable energy – harnessing the natural power of the oceans to help us tackle climate change and achieve a sustainable low-carbon future.
The firm is now increasing operations for its HiWave-5 demonstration project in northern Portugal to propel its wave technology to a bankable product offering by 2024 – proving the survivability, performance and economics of a grid-connected array of WECs. The 16MEUR project includes investment to build a wave energy hub in the Port of Viana do Castelo, involving R&D, Manufacturing and Servicing facilities for the long-term development of supply and service capacity for commercial wave energy farms.
"Boogie woogie" or not, the industry is sliding into the electric trend both in how heat treaters process parts, and in the end-product of what they are processing. This original content article takes several anecdotes from within the industry to keep you up-to speed on this developing interest. Despite what the singer Marcia Griffiths says, if you do see this electric trend in other industries, email us at editor@heatreattoday.com or @HeatTreatToday when you're on social media to give us the heads up.
The electric shift is proliferating the current dialogue. Is it because it's Earth Month in the US? Perhaps, but we don't think so. Heat treaters and industry suppliers continue to promote sustainable practices, from Buehler's "Sustainable, Long Lasting, Metallurgy Supplies" list to a recent Heat TreatTodayarticle on diffusion bonding due to changes in heat treated products.
Electric Processes
In terms of industry processes, Kanthal says "It’s time to electrify the steel industry." The goal, the company continues, is to create heat treating services that are precise and which eliminate CO2 emissions and energy consumption. In an industry which needs to use a lot of energy, viable solutions are needed to make the shift.
Pit furnace for ingot heating with Kanthal® Super electric heating elements Source: Kanthal; Photographer, Evelina Carborn
The company claims that their initiative provides that balance of economic viability and powerful heat treating. "There are many misconceptions about electric heating – that it’s not able to reach certain temperatures, for instance," says Anders Björklund, president of Kanthal. "But with our technology, you can electrify any heating process in steelmaking. As we have proved, Kanthal has the technology, the thermal expertise, the resources and the global footprint to electrify all the highly energy-intensive heating processes."
The benefits of electric heating include reducing CO2 and NOx emissions, improving thermal efficiency, and precise temperature control. Additionally, the company notes that the reduction of noise and exhaust gases means a cleaner, quieter production process and work environment. Not as hardcore, but I guess it's nice to sometimes be able to hear the person next to you.
Electric Products
According to SECO/WARWICK, "Heat treatment is used by the automotive industry to manufacture gears, bearings, shafts, rings, sleeves, and batteries for electric cars. What is most important to this sector is the reliability of solutions, their efficiency, and process repeatability. This is why the solutions addressed for this market sector must take into consideration the need to reduce distortion, lower the process costs, shorten the process time, use efficient and effective carburizing technologies, and lower CO2 emissions."
Sławomir Woźniak CEO SECO/WARWICK Source: secowarwick.com
Specifically related to Europe, "The ACEA (European Automobile Manufacturers' Association) report shows that as much as 29% of all EU R&D spending in the year preceding the pandemic was made by automotive players," Sławomir Woźniak, CEO, SECO/WARWICK Group revealed. "This is an industry that is open to novelties, which is why we are actively looking for solutions that will effectively support production in the automotive area."
And there is an alphabet of applications to look for. The above company points to low-pressure carburizing and high-pressure nitrogen quenching technologies in their CaseMaster Evolution–T as one option that has been popular for automotive heat treaters in the past. The same company had also reported a major sale last year to a manufacturer who would be brazing electric car batteries with controlled atmosphere brazing, or CAB, technology. Lastly, diffusion bonding -- as mentioned earlier in the article -- may be a new process for treating new products like electric vehicles since "several unique advantages for complex geometric structures and materials that can operate under strenuous high-performance conditions" (The “Next Leap”: Diffusion Bonding for Critical Component Manufacturing).
Conclusion
With a new administration in the United States heavily pushing for certain new energy outlets, there are mixed reactions and questions. One commenter on a recent Industry Week piece commented, "as I drive to work every morning I pass 6 or 7 privately owned fracking wells operating safely at full tilt right down the road from one abandoned solar mirror plant built in 2010 at a wasted cost of over $20 mil to the taxpayer... and I ask myself which of these assets was the 'smart investment of the future,' and which proved the fool's errand?" Still, electric processing and products seems to be receiving a huge push in industry, with both private individuals and political pressures emphasizing the virtues of electric.
With "advances in electric vehicle transportation, semiconductor fabrication, novel material development, and miniaturization, the ‘performance envelope’ continues to broaden." This requires revisiting some tried and true heat treating techniques and their applications.
Read on to see what Tom Palamides, senior sales and product manager at PVA TePla America, Inc., has to say about how diffusion bonding may replace brazing for certain applications. Check out other Heat Treat Todayoriginal content or Technical Tuesday articles in the search bar to the right.
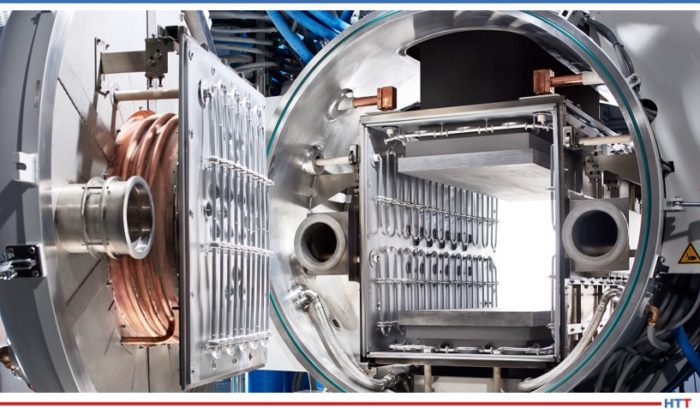
Tom Palamides with diffusion bonding furnace Source: PVA TePla
As we begin to see the light at the end of the tunnel from the devastating economic shock of the COVID pandemic, engineering companies, heat treaters, and material process engineers must work in unison to adopt refined manufacturing processes to meet the demands of critical component design. Harnessing new tools and techniques allows for real operational enhancements and is an increasing trend across many industries.
Brazing historically has been, and remains, the stalwart technique for joining precision-machined components. However, with advances in electric vehicle transportation, semiconductor fabrication, novel material development, and miniaturization, the “performance envelope” continues to broaden. Two of the most common limitations of brazing are that it is challenging to prevent alloy flow in small diameter micro-channels. When such a part is used in higher temperature operating conditions, the joint can introduce elemental cross-contaminants for ultraclean environments. To this end, diffusion bonding, which uses pressure and relatively low heat (about 50%-90% of the absolute melting point of the parent material) to join similar, or dissimilar materials, holds promise.
If one examines the aerospace, semiconductors, energy, medical devices, and electronic component markets, new and higher performance demands have become the norm. Next-generation product designers are, therefore, evaluating new bonding processes to achieve improved performance goals. Many now view diffusion bonding as the “next leap” for metallic materials processing; it offers several unique advantages for complex geometric structures and materials that can operate under strenuous high-performance conditions.
Solid-state diffusion bonding results from the controlled combination of three (3) key processing parameters: pressure, temperature, and cycle time. The careful balancing of these three parameters promotes bonding at the joining surfaces. The result is a virtually invisible uniform interface, devoid of metallurgical discontinuities and porosity.
PVA TePla’s commercial diffusion bonding furnace for joining similar and dissimilar materials Source: PVA TePla
Process engineers have evaluated solid-state diffusion bonding at a research-level for more than fifty years; however, much has changed recently. Building on twenty-five years of successful commercial product solutions, such as aircraft disk brakes and specialized heat exchangers, diffusion bonding is now an “upgraded” process. With advancement in the use of high-strength carbon matrix composites and advanced furnace designs that leverage sophisticated electronics and hydraulic systems controllable to within thousandth-of-an-inch, commercial interest now extends far beyond aerospace and energy.
The most sophisticated global companies in electronic instrumentation and semiconductors view diffusion bonding as the wave of the future. The functional-value that 21st-century diffusion bonding technology now offers is a unique-and-beneficial solution in a class by itself; designers came to this realization after being confronted with component performance issues that could not be resolved by traditional brazing. Materials currently under consideration include pure aluminum, aluminum alloys, stainless steels, and nickel-based alloys as well as any other material, such as coated substrates for power electronics or glass and special material combinations (dissimilar joints).
Today is an exciting time for any engineer who wants to upgrade or produce new and/or higher performance designs, and heat treaters need to be aware of a new process emerging in their midst. It is essential for the heat treater to know the various types of capital equipment and the performance specifications that have and are evolving with the diffusion bonding process. Companies are learning to operate with smarter devices and more intelligent methods. Why not evaluate diffusion bonding to improve productivity, product quality, and material performance for your next-generation products?
About the Author: Thomas Palamides, senior sales and product manager at PVA TePla America, Inc., has a background in materials science and international marketing. He holds two U.S. patents. He is passionate about facilitating a broader understanding of how material processes fundamentally influence design and manufacturing cost, as well as how they improve business.
Journey through this article by Robert Hill, FASM, president of Solar Atmospheres of Western PA, to explore the history, problems, solutions, and impacts this metal has had on multiple varied industries.
This original content piece was first released in Heat TreatToday’s Aerospace 2021 Issue. Click here to access the digital edition and all previous print/digital editions.
Robert Hill, FASM President Solar Atmospheres of Western PA
In 1987, Michael Suisman, president of Suisman & Blumenthal, sounded a stern warning that a “titanium disease” was spreading throughout the land. His clinical description was as follows:
Symptoms: The patient is completely overcome by the metal titanium. He or she tends to eat and sleep titanium, pushing all other metals out of his or her system. The patient will talk for hours about the virtues of titanium, extolling its remarkable qualities. Any blemish on titanium’s image, any negative characteristic will tend to be dismissed. Titanium’s feast-or-famine existence seems to only intrigue the patient.
Earliest known causes: In the 1950s, a number of patients were overcome with titanium, describing it as the “wonder metal.” The side effects of the “wonder metal” syndrome took many years to disappear.
Similar disease: See infatuation.
Length of disease: Lifetime.
Cure: None known.
After working with titanium for more than two decades, I have fallen victim to the “titanium disease.” What makes this metal so unique? With a quick look at the history and distinctive properties, one can easily recognize the attraction.
History
Titanium was discovered by an English pastor named William Gregor in the 1700s. In the 1800s, small quantities of the metal were produced. Before World War II, titanium as a useful metal was only a tantalizing laboratory curiosity. At that time, titanium was only valuable as an additive to white paint in its oxide form. It took the long and expensive arms race between the United States and the Soviet Union in the 1940s to create the need to solve many of titanium’s complex problems.
Since the end of the Cold War, titanium has matured primarily as an aerospace material. However, this “wonder metal” has expanded to commercial markets such as artificial body implants, golf clubs, tennis rackets, bicycles, jewelry, heat exchangers, and battery technologies.
Titanium’s unusual metal attributes include a strength comparable to steel – but 45% lighter. It is twice as strong as aluminum–but only 60% heavier. It is both biologically and environmentally inert. It will not corrode. The metal is nonmagnetic and can hold strength at high temperatures because it has a relatively high melting point. Finally, titanium has a very low modulus of elasticity and excellent thermal conductivity properties. For thermal processors, these “spring like” properties allow titanium to be readily formed or flattened with heat and pressure.
Problems
For all of its outstanding attributes, titanium is still the problem child of the metallurgical family. It is exceedingly difficult to obtain from its ore, which commonly occurs as black sand. If you scoop up a handful of ordinary beach sand and look closely, you will likely see that some of the grains are black–this is titanium ore. In certain places in the world, especially Africa and Australia, there are vast black sand deposits. Although titanium is the ninth most abundant element on the earth, turning that handful of sand into a critical jet engine blade or body implant is a significant undertaking. The refining process is about 10,000 times less efficient than making iron, which explains why titanium is costly.
Vacuum aging of titanium aircraft forgings Source: Solar
Titanium never occurs alone in nature, and it is a highly reactive metal. Known as a transition metal, it can form bonds using electrons from more than one of its shells or energy levels. Therefore, titanium is known as the streetwalker metal. Metallurgists are aware that titanium is renowned to pick up other elements quite readily during many downstream thermal and chemical processes. These reactions are often harmful to the advantageous properties of titanium and should be avoided at all times.
Solution
Since titanium has a tremendous affinity to pick up other elements at elevated temperatures, primarily oxygen and hydrogen, the only way to heat treat titanium successfully is to utilize high vacuum atmospheres. High vacuum levels of x10-5 Torr minimum and low leak rates of five microns per hour maximum are the parameters needed to retain this metal’s desired properties. An oxygen-rich atmosphere results in a hard “alpha case” surface condition. A hydrogen atmosphere results in a hydride condition, which makes titanium very brittle to the core. Both conditions can be extremely detrimental to any critical titanium component.
With high pumping capability and tight pyrometric controls, vacuum furnaces successfully provide various treatments on the “wonder metal” while avoiding the “streetwalker” syndrome. The treatments include inert stress relieving, solution treating, aging, and degassing treatments. After proper processing, bright and clean parts with low hydrogen content and zero alpha case are the norm.
The recycling of titanium is of a different magnitude than other metals due to its value. It took a shortage of titanium in the 1980s–and some innovative metallurgy–to transform valuable titanium scrap back into a qualified ingot. To do this, metallurgists used the reactivity of the metal to their advantage. Because titanium is very ductile and extremely hard to grind into powder, metallurgists learned how to use hydrogen to their advantage. Adding hydrogen to turnings and scrap makes the titanium brittle and enables the material to be pulverized into fine powders. The final product must then be thoroughly degassed or dehydrided to enter back into the revert stream, because every pound of titanium is precious.
Vacuum dehydriding (degassing) 130,000 pounds of titanium sheet and plate Source: Solar
The reactivity of titanium also assists the metallurgist to apply various surface treatments. Nitride and carbide surfaces, when used, add further protection to titanium while making the exterior harder.
Alloys
Titanium alloys are divided into four distinct types: commercially pure, alpha, beta, and alpha beta. Commercially pure grades have no alloy addition, and therefore they have very little strength. This grade of titanium is used when corrosion resistance is of greater importance. Alpha alloys are created with alpha stabilizers such as aluminum. They are easy to weld and provide a reliable strength at elevated temperatures. Beta alloys use stabilizers such as molybdenum or silicon which makes these alloys heat treatable to higher tensile strengths. Finally, the most used titanium alloy are the alpha-beta alloys. These heat treatable alloys are made with both alpha and beta stabilizers creating an excellent balance between strength, weight, and corrosion resistance.
Summary
Despite all the advances, titanium and its many alloys have not reached their apex in popularity in the world. Is there any other element that calls to mind the notion of strength quite like titanium? For what reason has this metal, named after the Titans of Greek mythology, not yet reached its full potential? If it were not for the expense, we would undoubtedly have titanium cars, houses, jets, bridges, and ships. Unfortunately, the cost of titanium keeps the “titanium disease” at bay.
About the Author: Robert Hill, FASM, president of Solar Atmospheres of Western PA, began his career with Solar Atmospheres in 1995 at the headquarters plant located in Souderton, Pennsylvania. In 2000, Mr. Hill was assigned the responsibility of starting Solar Atmospheres’ second plant, Solar Atmospheres of Western PA, in Hermitage, Pennsylvania, where he has specialized in the development of large furnace technology and titanium processing capabilities. Additionally, he was awarded the prestigious Titanium Achievement Award in 2009 by the International Titanium Association.
The Fraunhofer Institute for Manufacturing TechnologyandAdvanced Materials IFAM in Dresden has received a hot isostatic press. This HIP technology will permit researchers to deepen their expertise and refine processes for pressure-supported heat treatment, used to maximize theoretical density, ductility, and fatigue resistance in high-performance materials.
Applications for the new system from Quintus Technologies include the hot isostatic pressing and heat treatment of specialty materials such as nickel-based superalloys and intermetallic compounds like titanium aluminides, as well as densification of the unconventional microstructures associated with additive manufacturing (AM).
Dr. Thomas Weißgärber Director of the Branch Lab Fraunhofer IFAM Source: ifam.fraunhofer.de
The QIH 15L is equipped with Quintus’s Uniform Rapid Quenching® (URQ®) technology, which achieves a cooling rate of 103K/minute, while minimizing thermal distortion and non-uniform grain growth for finished 3D printed parts with optimal material properties. The press’s furnace chamber has a diameter of 6.69 inches (170 mm) and a height of 11.4 inches (290 mm) and operates at a maximum pressure of 200 [207] MPa (30,000 psi) and a maximum temperature of 2,552°F (1,400°C).
Acquiring the Quintus HIP allows Fraunhofer IFAM researchers to “strengthen their technological expertise in the field of pressure-supported heat treatment,” comments Dr. Thomas Weißgärber, director of the Branch Lab at Fraunhofer IFAM. “The new system is not only used for R&D projects but is also available as a service for carrying out predefined HIP cycles.”
The press model QIH 15L incorporates heat treatment and cooling in a single process known as High Pressure Heat Treatment™ (HPHT™). HPHT combines stress-relief annealing, HIP, high-temperature solution-annealing (SA), high pressure gas quenching (HPGQ), and subsequent ageing or precipitation hardening (PH) in one integrated furnace cycle.
Jan Söderström CEO Quintus Technologies Heat Treat Today
Consolidating these multiple steps in the HIP process brings several benefits for Fraunhofer IFAM. Several functions can be performed in a single location with fewer pieces of equipment on the production line. The Quintus press produces fast throughput and high work piece quality. It also enhances efficiency and reduces per-unit processing costs while generating savings in space, energy, and infrastructure.
“We have noted exceptional interest in new approaches that improve quality, lower cost, and reduce environmental impacts,” says Jan Söderström, CEO of Quintus Technologies. “HPHT is rapidly emerging as the go-to post-processing path to lean AM operations, and we are delighted to be working with Fraunhofer IFAM as its talented researchers expand the potential for high pressure heat treatment.”
The new system will be installed in the Innovation Center Additive Manufacturing ICAM® of Fraunhofer IFAM Dresden, where various technologies for additive manufacturing are a major focus.
(source: background image from ifam.fraunhofer.de and Quintus HIP image from Quintus Technologies)







 n international arms and military equipment manufacturer in Brazil needed to quickly expand and was recently able to receive a new vacuum furnace to meet their manufacturing demands.
n international arms and military equipment manufacturer in Brazil needed to quickly expand and was recently able to receive a new vacuum furnace to meet their manufacturing demands.