How To Find Both Real and Virtual Vacuum Leaks
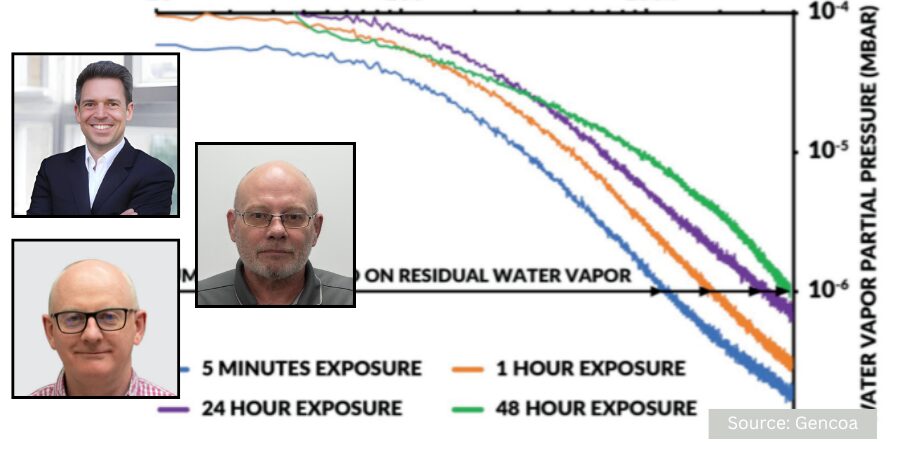
In this Technical Tuesday installment, Thomas Wingens, Founder & President, WINGENS CONSULTANTS; Dr. Dermot Monaghan, Managing Director, and Dr. Erik Cox, Manager of New Business Development, Gencoa, train readers for finding both real and evasive virtual vacuum leaks.
Leak detection is difficult enough with a “real” leak, but “virtual” leaks present their own challenges. To enhance cost savings and further process efficiencies, it’s essential to have leak sensor technology that can effectively monitor the vacuum chamber and pinpoint these problematic leaks.
This informative piece was first released in Heat Treat Today’s March 2025 Annual Aerospace Heat Treating print edition.
Uncontrolled impurities in a vacuum furnace can significantly affect the quality of vacuum heat treating and brazing processes. They can compromise the integrity of the processed material, leading to defects, reduced performance, and increased costs.
Real vs. Virtual Leaks
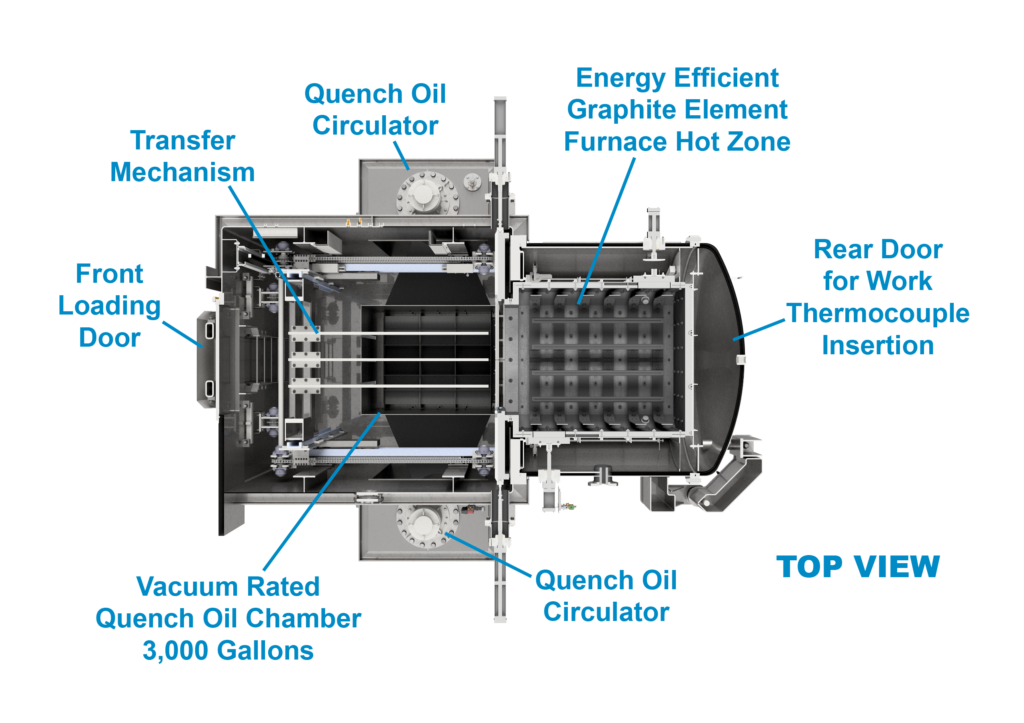
Real leaks are physical openings in the vacuum system that allow external gases to enter the chamber. These can be cracks, weld failures, improperly installed fittings, faulty seals from damaged or worn O-rings on doors, rotating assemblies, or other components of the vacuum furnace.
The impact on quality includes:
- Oxidation and contamination: Real leaks introduce atmospheric gases (like oxygen, nitrogen, and moisture) into the vacuum chamber, which can lead to oxidation of the materials being treated or brazed, as well as other forms of contamination.
- Inconsistent results: The presence of unwanted gases can interfere with the chemical processes required for proper heat treatment or brazing, leading to inconsistent metallurgical results.
- Reduced mechanical properties: Contamination and oxidation can weaken the materials being processed, leading to defects and reduced mechanical properties of the final product.
- Difficulties in achieving desired vacuum: Real leaks can prevent the system from reaching or maintaining the necessary vacuum levels, leading to longer cycle times or failed processes.
Real leaks are often easier to detect, especially larger leaks, which can be identified by hissing sounds or the inability of the furnace to pump down. They can be located using methods such as pressure rise tests, solvent detection, or helium leak detectors.
Virtual leaks, however, are much harder to detect as they are not physical openings but rather trapped volumes of gas within the vacuum system that slowly release over time. These trapped volumes are typically found in blind holes, porous materials, or unvented components. Even more problematic are leaks from internally sealed systems, such as water cooling or hydraulics. Leaks from these areas cannot be detected via a leak detector, as the water or oil media can “mask” the leak site and prevent the tracer gas from penetrating.
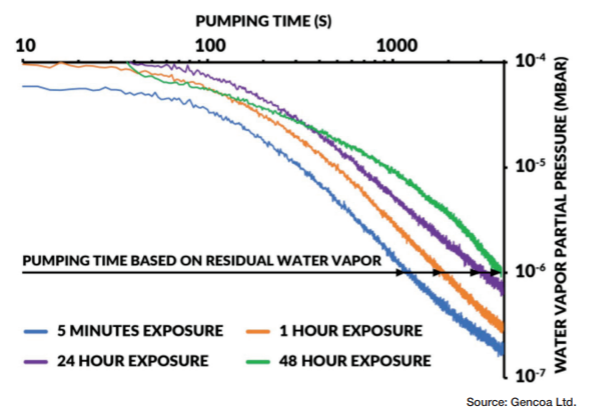
Aside from increasing the pump time it takes to reach the required vacuum levels, leaks can be a continuous source of contamination within the vacuum chamber. Outgassing can be especially problematic during the heating cycle as it can lead to large vacuum “spikes” or a rise in pressure, affecting the stability of the process environment. Gases released from virtual leaks can contaminate the materials being treated. For example, residual solvents or water vapor from cleaning or incomplete drying can lead to contamination and outgassing. It can be small volumes of air or gas trapped at the bottom of threaded holes or trapped volumes between two O-rings that are not properly vented. Also, outgassing from various hydrocarbons in porous materials such as low-density graphite or powder metallurgy components can release unwanted gases when heated up.
They usually become apparent during the pump-down cycle when the ultimate pressures are not reached or when it takes a long time to reach blank-off pressure. Traditional leak detectors will not pick up virtual leaks.
Detecting Virtual Leaks Accurately
However, residual gas analysis (RGA) and remote plasma emission monitoring (RPEM) can identify virtual leaks by monitoring the composition of gases in the chamber. RPEM offers advantages over traditional quadrupole mass spectrometry (QMS) RGA, particularly in large vacuum systems. Unlike RGAs, RPEM technology operates over a much wider pressure range (50 mbar to 10-7mbar) without requiring additional pumps. The RPEM detector is located outside the vacuum chamber, making it more robust against contamination and high pressures, which commonly damage RGA detectors. This external setup also reduces maintenance needs, as RPEM avoids frequent rebuilds required for traditional RGAs in volatile environments.
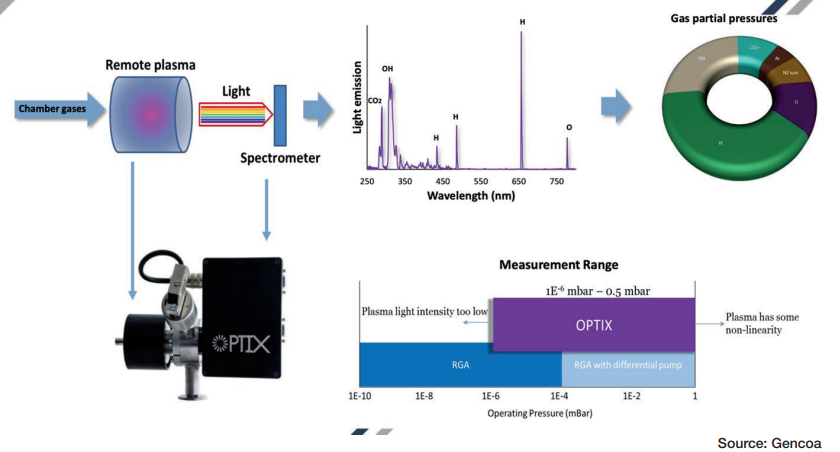
An example of this newer sensor is the OPTIX, which enables real-time monitoring and process control by providing immediate feedback to maintain chemical balance and ensure product quality. By identifying specific gas species, the sensor allows versatile leak detection with faster problem-solving and continuous system monitoring. Determining the nature of the gas leak will be a clear indication of where the problem originates. Also, whether the gas levels are stable or decreasing will point towards either a real leak or outgassing problem. Unlike RGAs, this sensor does not require highly skilled staff for operation, further lowering the technical burden. Its effectiveness in harsh environments with volatile species makes it a robust and versatile tool for industrial vacuum processes.
Conclusion
By understanding the differences between real and virtual leaks, and their specific impacts on vacuum heat treating and brazing, operators can implement more effective detection and prevention strategies, ultimately leading to improved product quality and process efficiency.
Attention to design, manufacturing, and assembly processes is critical to minimize the occurrence of leaks. This includes proper venting of components, use of appropriate sealing methods, and high-quality welding. Ensuring that components and materials are properly cleaned and dried before being introduced into the vacuum system can reduce outgassing.
Regular leak checks, including leak-up-rate tests, are essential for identifying both real and virtual leaks. Advanced gas analysis techniques are very useful for identifying the type of leak and its source through analysis of the gases in the vacuum chamber. Th e method provides continuous on-line monitoring, rather than periodic leak testing when there is a “suspicion” of a problem.
In the demanding environment of vacuum heat treating and brazing, the OPTIX sensor’s advanced technology not only simplifies leak detection and process control, but also delivers significant cost savings through reduced maintenance and operational expenses. Adopting this type of technology gives operators the ability to enhance vacuum system performance, improve product quality, and achieve greater process efficiency.
About The Authors:

Founder & President
Wingens Consultants
Industrial Advisor
Center for Heat Treating Excellence (CHTE)
Thomas Wingens is the Founder and President of Wingens Consultants, and has been an independent consultant to the heat treat industry for nearly 15 years and has been involved in the heat treat industry for over 35 years. Throughout his career, he has held various positions, including business developer, management, and executive roles for companies in Europe and the United States, including Bodycote, Ipsen, SECO/WARWICK, Tenova, and IHI-Group.
For more information: Contact Thomas Wingens at thomas@wingens.com

Managing Director
Gencoa
Dr. Dermot Monaghan founded Gencoa Ltd. in 1994. Following completion of a BSc in Engineering Metallurgy, Dermot completed a PhD focused on magnetron sputtering in 1992 and went on to be awarded with the C.R. Burch Prize from the British Vacuum Council for “outstanding research in the field of Vacuum Science and Technology by a young scientist.” He has published over 30 scientific papers, delivered an excess of 100 presentations at international scientific conferences, and holds a number of international patents regarding plasma control in magnetron sputter processes.

Manager, New Business Development
Gencoa
Dr. Erik Cox is a former research scientist with experience working in the U.S., Singapore, and Europe. Erik has a master’s degree in physics and a PhD from the University of Liverpool. As the manager of New Business Development at Gencoa, Erik plays a key role in identifying industry sectors outside of Gencoa’s traditional markets that can benefit from the company’s comprehensive portfolio of products and know-how.
Find heat treating products and services when you search on Heat Treat Buyers Guide.Com
How To Find Both Real and Virtual Vacuum Leaks Read More »