An aerospace manufacturer has ordered a vacuum furnace to support heat treatment of high-performance alloys used in aircraft components, including engine blades. The system is designed to provide controlled atmosphere processing and precise temperature uniformity required for materials such as titanium, nickel alloys, and high-temperature steels.
The vacuum furnace was supplied by SECO/WARWICK, a global manufacturer of thermal processing equipment with locations in North America, to a Thai aerospace manufacturer expanding its production capabilities. The order includes a single-chamber Vector® vacuum furnace intended for heat treatment and vacuum brazing applications.
The furnace features a working chamber measuring 900 mm x 900 mm x 1200 mm, enabling the heat treatment of larger components. It is designed to support high vacuum processes while maintaining charge purity, with solutions that limit sublimation of alloying elements and reduce contamination within the hot zone — factors that are important in aerospace component production.
“It consists of two Leybold mechanical pumps, a Roots pump, and a diffusion pump. The round heating chamber ensures excellent temperature distribution (±5°C/±9°F), and the cooling system enables rapid gas cooling to a pressure of 6 bar abs. Additionally, the furnace provides precise control of partial pressure of argon and nitrogen, which is crucial for the quality of vacuum and brazing processes,” commented Łukasz Chwiałkowski, sales manager at SECO/WARWICK.
This is the second collaboration between the two companies in Thailand. The client already owns an identical SECO/WARWICK vacuum furnace that supports the production of titanium, high-temperature steel and nickel alloy aircraft engine blades. The addition of a second vacuum is expected to increase production capacity and provide operational flexibility for the aerospace manufacturer’s thermal processing operations.
Press release is available in its original form here.
Heat TreatToday offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 22 news items, including Advanced Heat Treat Corp.’s expansion of induction hardening and gas nitriding capacity in Alabama, Dauch Corporation’s acquisition of Dowlais Group, CAN-ENG Furnaces International’s new certification as a FANUC Authorized System Integrator, and more!
Equipment
1. Urschel Laboratories, a manufacturer of precision food-cutting equipment, has ordered a new MetalMaster HR vacuum furnace from Ipsen USA to support in-house heat treating of stainless steel components used in its machines. The system will replace a furnace that has been operating since 1986 and marks Urschel’s sixth furnace purchase from Ipsen, reflecting a decades-long partnership. The upgrade is expected to strengthen Urschel’s manufacturing efficiency and product reliability, reinforcing equipment performance across the global food processing industry it serves.
2. BTOMEC Ferramentaria e Usinagem de Precisão Ltda., a manufacturer of multi-cavity injection molds, has invested in a Vector vacuum furnace from SECO/WARWICK to bring die and tooling hardening in-house. The move enables the company to reduce reliance on external heat treaters while gaining greater control over production timelines, costs, and quality. The investment reflects a broader industry trend of manufacturers establishing internal heat treat capabilities as production volumes grow.
3. JISCO Carbon Steel has commissioned a new integrated CSP®-HSM production line at its Jiayuguan facility, combining Compact Strip Production casting with a hot strip mill in a fully automated system supplied by SMS Group. The upgrade doubles the plant’s annual production capacity from about 2 million to 4.5 million tons while improving operational flexibility and process integration between casting and rolling. The project strengthens JISCO’s ability to deliver consistent flat-steel products for global manufacturing markets.
4. Grace Manufacturing has installed a new TITAN H2 vacuum furnace from Ipsen at its Russellville, Arkansas facility to expand heat treating capabilities for thin martensitic stainless steel components used in medical devices. The system replaces an aging furnace and was selected after third-party testing confirmed it met the company’s processing requirements. The upgrade strengthens production reliability and metallurgical control for precision medical manufacturing.
5. An international aircraft motion-control manufacturer has ordered an additional low-temperature vacuum tempering furnace from SECO/WARWICK’s U.S. subsidiary to expand its heat treat capacity for precision aerospace components. The system will support tempering, aging, and other sub-critical heat treat processes while meeting stringent aerospace thermal-processing standards.
6. Pratt & Whitney, an RTX business, is investing $200 million to expand its Columbus, Georgia, manufacturing site with a seventh isothermal forging press to produce rotating compressor and turbine disks for commercial and military jet engines. The new equipment is expected to increase output of these critical engine components by about 30% and is scheduled to be operational in 2028. The expansion strengthens production capacity for next-generation aerospace engine programs and supports growing global demand for aircraft propulsion systems.
7. A defense-sector firearm manufacturer has selected a vacuum furnace system from SECO/WARWICK to support carburizing and heat treatment of steel components used in firearm production. The new equipment will enhance control over case hardening processes, helping improve durability and performance of critical firearm parts. The investment strengthens thermal processing capacity within the defense manufacturing supply chain.
8. Advanced Heat Treat Corp. (AHT) has expanded induction hardening and gas nitriding capacity at its Cullman, Alabama facility, adding a larger induction system and an additional nitriding unit. The upgrade enables the processing of larger and more complex components while supporting higher production volumes. The investment strengthens surface hardening capabilities for manufacturers by improving throughput and maintaining fast turnaround times for industrial parts.
9. Bodycote has installed a new diffusion hardening treatment vessel at its Mooresville, North Carolina facility, expanding stainless steel processing capabilities in North America. The system enables the company to surface-harden larger components using its ADM® low-temperature diffusion hardening process. The investment broadens capacity for industries such as oil and gas, food and beverage, and medical technology by improving durability of stainless steel parts while maintaining corrosion resistance.
10. Gasbarre Thermal Processing Systems will supply a custom-engineered box furnace and loading system to a U.S. government manufacturing facility to expand a previously validated high-temperature thermal process. The system, designed to meet strict space and operational constraints, will operate up to 2100°F in an air atmosphere and represents the largest configuration the facility can accommodate. The installation enables the government manufacturer to scale production while maintaining specialized thermal processing capabilities.
11. A China-based manufacturer of vacuum circuit breakers has ordered two vacuum furnaces from SECO/WARWICK to add vacuum brazing capability for producing vacuum interrupter components used in power distribution systems. The installation expands the manufacturer’s ability to produce brazed, hermetically sealed interrupter assemblies used in circuit breakers that interrupt electrical current in industrial and utility power networks.
12. PSW Group has opened a new High Integrity Diecasting Center at its Magretech plant in Bellevue, Ohio, focused on semi-solid casting technologies for aluminum and magnesium components. Led by Dr. Tao Wang, the facility allows OEMs, Tier 1 suppliers, and die casters to trial, develop, and scale advanced casting processes using semi-solid and high-pressure die-casting methods. The center aims to accelerate development of lighter, stronger, and lower-carbon metal components, supporting innovation and faster time-to-market across the automotive and light-metal manufacturing sectors.
Ipsen MetalMaster furnace originally commissioned in 1986 awaiting replacement at UrschelBTOMEC’s Vector vacuum furnace order from SECO/WARWICKCommissioning ceremony on February 2, 2026, at JISCO’s site
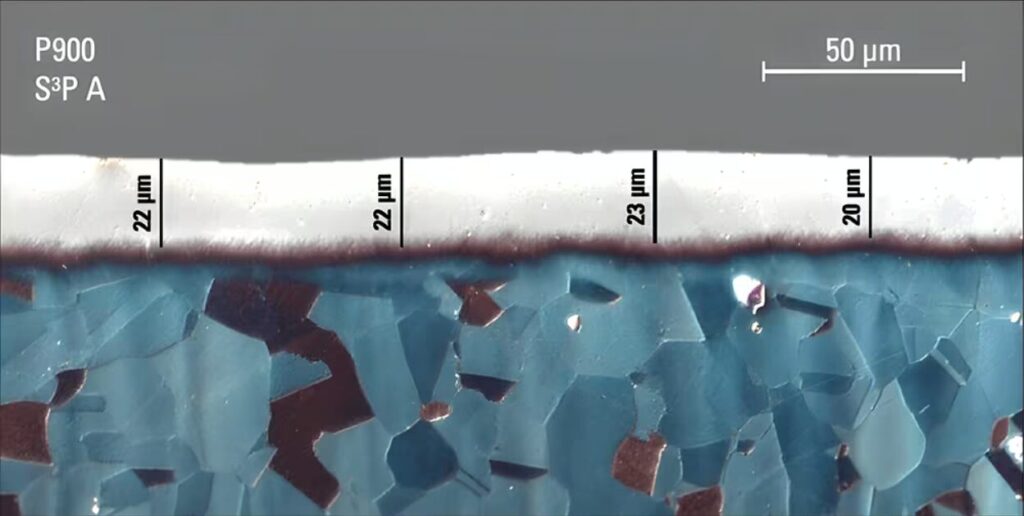
An Ipsen TITAN H2 vacuum furnace for Grace ManufacturingRibbon cutting at Pratt & Whitney’s Columbus, Georgia facilitySECO/WARWICK vacuum tempering furnace for aerospace componentsA new SECO/WARWICK furnace strengthening the defense manufacturing supply chainAHT Employees in Front of Induction Unit in AlabamaMicrostructure of surface hardened stainless steel AIS1660 (1.4980) | Image Credit: BodycoteCustom-engineered box furnace from Gasbarre Thermal Processing SystemsVacuum furnaces for a vacuum circuit breaker manufacturerPSW Group’s High Integrity Diecasting Center in Bellevue, OH
Company & Personnel
13. Dauch Corporation has completed its acquisition of Dowlais Group plc, bringing together major automotive manufacturing operations including GKN Automotive and GKN Powder Metallurgy. The combined company expands global capabilities in driveline systems, metal forming, and powder metallurgy under the leadership of CEO David C. Dauch. The move strengthens supply and engineering capacity for internal combustion, hybrid, and electric vehicle platforms across the global automotive industry.
14. U.S. Aluminum Company has signed an agreement with Emirates Global Aluminum (EGA) and Century Aluminum to explore building a downstream aluminum fabrication facility in Inola, Oklahoma, near a planned primary aluminum smelter. The proposed plant would convert molten aluminum into value-added products for sectors such as electrical, defense, aerospace, automotive, and machinery manufacturing. The project aims to strengthen U.S. aluminum supply chains and help expand domestic primary aluminum production capacity.
15. The AICHELIN Group has appointed Daniel Panny as head of United Process Controls (UPC) in Göppingen and Mike Löpke as head of QMULUS in Düsseldorf as part of organizational changes following the integration of NITREX. The leadership updates strengthen the group’s focus on automation, plant control, and IIoT-driven digital solutions for heat treatment operations. The move supports closer integration of furnace technology, process expertise, and data-driven optimization across the global heat treat industry.
16. SECO/WARWICK has appointed Pan Gaojun as managing director of SECO/WARWICK China, following a succession process within the company. Gaojun, who joined the group in 2010, will lead operational development and strengthen the company’s presence in key technologies such as CAB lines and vacuum furnaces in the Asian market. The leadership change is intended to support continued growth and strengthen SECO/WARWICK’s position in China’s expanding heat treat and thermal-processing sector.
17. Vienna-based refractory manufacturer RATH AG has appointed Christian Morawetz as chief operating officer, bringing the experienced operations executive onto its Executive Board to oversee production, purchasing, R&D, quality management, and IT across the company’s global manufacturing operations. Morawetz’s leadership and industrial management experience are expected to strengthen operational efficiency and innovation as the company undertakes a broader transformation of its product portfolio and production structures to better serve high-temperature industries such as steel, glass, and ceramics.
CEO David C. DauchU.S. Aluminum, EGA, and Century Aluminum signing agreement to strengthen planned Oklahoma aluminum fabrication hubNewly appointed head of UPC Daniel Panny and newly appointed head of QMULUS Mike Löpke
Change of leadership at SECO/WARWICK China with newly appointed managing director Pan GaojunNewly appointed RATH AG COO Christian Morawetz
Kudos
18. The U.S. Department of War (formerly Department of Defense) has awarded contracts through the Defense Logistics Agency to 24 manufacturers to supply additively manufactured metal and polymer parts under the Joint Additive Manufacturing Acceptability (JAMA) IV pilot program. The firm-fixed-price IDIQ contract, valued at up to $9.8 million with a base period through Feb. 2027, allows the Pentagon to issue task orders for 3D-printed components supporting U.S. military programs.
19. CAN-ENG Furnaces International Ltd. has been certified as a FANUC Authorized System Integrator, expanding its capabilities in robotic automation for industrial furnace and thermal-processing systems. The certification allows CAN-ENG to design and integrate FANUC robots into heat treat operations, including material handling and high-volume furnace automation. The partnership strengthens automation options for manufacturers seeking greater efficiency, reliability, and safety in heat treat and thermal processing environments.
20. Burloak Technologies Inc., based in Oakville, Ontario, has completed its latest Nadcap audit, enabling its heat treatment capabilities to support demanding industries. The certification reinforces the company’s thermal processing services — including hot isostatic pressing (HIP), vacuum heat treatment, and alloy heat treat cycles — used in sectors such as aerospace, defense, automotive, and medical manufacturing.
21. Stack Metallurgical Group announced that its Salt Lake City facility, Aerospace Aluminum Processing (ASAP), has achieved AS9100D certification following an audit completed with zero findings. The accreditation strengthens the facility’s quality credentials for aerospace aluminum heat treating and related processing, reinforcing its role in supporting high-spec aerospace manufacturing and positioning other Stack facilities to pursue similar approvals.
22. Aalberts surface technologies announced that its Cleveland, Ohio, and Kansas City facilities have earned Nadcap 24-Month Merit Accreditation for heat treating, effective February 10, 2026. The designation — achieved after years of near-zero audit findings and strict AMS2750 pyrometry compliance — signals strong process discipline and quality systems for aerospace heat treat operations, helping reduce supplier risk and strengthen reliability across the aerospace manufacturing supply chain.
FANUC Authorized System Integrator certification for CAN-ENG FurnacesNadcap-certified Burloak Ontario facilityStack Metallurgical Group’s Aerospace Aluminum Processing receiving its AS9100D certificationAalberts surface technology’s Cleveland and Kansas City facilities earning their Nadcap 24-Month Merit Accreditation for heat treating
A defense sector manufacturer has selected a vacuum furnace solution to support carburizing and heat treatment of steels used in firearm production. The equipment will be used to improve process efficiency and meet the technological requirements associated with modern weapons manufacturing.
The system will be supplied to a client in the European defense sector by SECO/WARWICK, a global manufacturer of industrial heat treatment equipment with operations in North America, and consists of a single-chamber vacuum furnace to maximize versatility across a range of heat treatment applications for firearm steels. The equipment enables the manufacturer to transition from traditional gas carburizing to low-pressure carburizing (LPC), improving process control, and reducing gas consumption.
Lukasz Chwialkowski Sales Manager SECO/WARWICK
According to Lukasz Chwialkowski, sales manager at SECO/WARWICK, the furnace features a round heating chamber capable of processing oversized components, LPC technology, and a high-pressure gas quenching (HPGQ) system. High temperature uniformity throughout the working space supports repeatable results, while a convection heating system improves efficiency at lower temperatures. Directional cooling is designed to accommodate complex part geometries. A graphite chamber supports durability and multi-shift hardening operations.
This order is the first collaboration between the European defense sector manufacturer and SECO/WARWICK. The contract holds strategic and technological significance — both for the client, who is modernizing their infrastructure, and for SECO/WARWICK, who is strengthening its position as a key solutions provider for the defense sector.
Press release is available in its original form here.
An international aircraft motion-control manufacturer is expanding its heat treat process capacity by ordering an additional low-temperature vacuum tempering furnace to support tempering, aging, and other sub-critical heat treating of precision components. The equipment will be used to maintain consistent thermal processing standards for aerospace applications.
The repeat order will be supplied by SECO/WARWICK‘s U.S. subsidiary. The furnace is a low-temperature vacuum tempering unit capable of operating up to 1380°F (750°C) within a 24 × 24 × 36 in (600 × 600 × 900 mm) work zone and supports a 1750-lb (~800 kg) load capacity. Designed to meet AMS2750F Class 2 temperature-uniformity-survey (TUS) requirements (±10°F/±5.6°C), it uses nitrogen convection for both heating and cooling, with final cooling provided by an internal recirculation blower and water-cooled heat exchanger for stable, efficient cycles.
Piotr Zawistowski Managing Director SECO/WARWICK USA
This additional furnace joins an existing suite of heat treat equipment at the manufacturer’s facilities, which already includes multi-chamber CaseMaster Evolution models and a Vector single-chamber high-pressure gas-quench vacuum furnace from SECO/WARWICK. These installations reflect long-standing collaboration on thermal processing solutions for aerospace components.
According to Piotr Zawistowski, managing director of SECO/WARWICK USA, the ongoing investments by this aerospace partner reflect confidence in the technical expertise and support provided by SECO/WARWICK and the performance consistency of its vacuum tempering solutions.
Press release is available in its original form here.
Heat TreatToday offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 21 news items, including Gasbarre‘s portfolio expansion of modular quenching technology, Bodycote‘s acquisition of Spectrum Thermal Processing, Stack Metallurgical Group‘s Supplier of the Year honor from BENCHMADE Knives, and more!
Equipment
1. Gasbarre Thermal Processing Systems announced an exclusive licensing agreement with SOLO Swiss SA to bring Profitherm® modular bell furnace quenching systems to the North American market, giving Gasbarre rights to manufacture, promote, and sell the technology locally. This expansion enhances Gasbarre’s equipment portfolio and offers heat treat operations — from commercial shops to captive facilities serving aerospace, defense, and industrial sectors — a flexible alternative to traditional quench furnaces that can reduce infrastructure needs and improve processing efficiency.
2. IperionX has received a prototype order from American Rheinmetall to manufacture about 700 lightweight titanium components for U.S. Army heavy ground combat systems, using its patented recycled titanium technologies. This order supports U.S. defense efforts to reshore critical materials supply chains and could improve vehicle performance with significantly lighter parts, signaling growing demand for domestic, advanced titanium production in military manufacturing.
3. Jupiter Aluminum Industries (JUPALCO) has ordered two additional patented Vortex 2.0 aluminum coil annealing furnaces from SECO/WARWICK. The installation will expand JUPALCO’s heat treatment capacity while improving process efficiency and temperature uniformity. The project reflects continued investment in modern annealing technology to support growing aluminum processing needs.
4. Century Aluminum Company has emphasized that Emirates Global Aluminum‘s next-generation EX smelting technology will be critical to the development of its new primary aluminum smelter, one of the most advanced technologies deployed in the U.S. This platform is designed to improve productivity, reduce energy consumption per ton, and lower emissions, reinforcing both economic competitiveness and environmental performance in primary aluminum manufacturing.
5. Global pipe manufacturer Tenaris has reactivated quenching and tempering operations at its Koppel, Pennsylvania facility, restoring a critical stage of in-house heat treating capacity that supports domestic oil country tubular goods (OCTG) production for the U.S. energy sector. The restart reinforces supply chain reliability for clients requiring high-performance steel pipe.
6. A Midwest automotive manufacturer is boosting its stainless steel brazing capacity by installing a new four-zone, 24-inch controlled-atmosphere brazing furnace from Gasbarre Thermal Processing Systems. The furnace will support higher production of critical automotive components.
7. A Chinese thermal management manufacturer has significantly increased its production capacity by installing a new continuous controlled-atmosphere brazing (CAB) line supplied by SECO/WARWICK to support higher output of advanced cooling components for data centers, EVs, aviation, photovoltaics, and rail transport.
From left to right: Dan Hill, product development manager of Gasbarre, Ben Gasbarre, EVP sales & marketing of Gasbarre, David Salerno, CEO of SOLO, and David Howard, sales director of SOLOTwo Vortex furnaces for Jupiter GroupEGA’s EX smelting technology critical to new aluminum smelter
Heat treating restart at TenarisGasbarre brazing furnace order to boost production of auto componentss like braking and fluid line partsCAB Line expansion in support of cooling components for data centers, EVs, aviation, photovoltaics, and rail transport
Company & Personnel
8. Spectrum Thermal Processing, a Cranston, Rhode Island heat treat provider, was acquired by global specialist processor Bodycote plc and integrated into its Aerospace, Defence & Energy division in a deal that closed January 14, 2026. This move brings Spectrum’s Nadcap-accredited vacuum heat treatment, low-pressure carburizing, and gas nitriding capabilities into Bodycote’s U.S. network, expanding regional capacity and improving lead times and supply-chain resilience for aerospace and defense component manufacturers.
9. A Tier 1 automotive supplier ensured uninterrupted production during a planned maintenance shutdown by tapping outsourced burst heat treating capacity from Bluewater Thermal Solutions’ St. Mary’s, Pennsylvania facility, rapidly scaling to meet strict OEM requirements. This collaboration kept deliveries on schedule and highlights the growing importance of flexible heat treating resources in supporting automotive supply-chain resilience.
10. Atlantic Fire Brick & Supply, a company that provides refractory products and installation services for furnaces, kilns, and other high-termperature equipment, has been acquired by Plibrico Company LLC in a move that expands refractory distribution and service capabilities for industrial thermal processing operations across the southeastern United States.
11. The AICHELIN Group has appointed Robert Sokoliński as CEO and general manager of Nitrex Metal Sp. z o. o. in Poland, effective January 1, 2026, tasking him with leading the subsidiary strategic and operational development within the group. The leadership move reinforces AICHELIN’s commitment to expanding advanced thermochemical heat treating capabilities in Europe, supporting automotive and industrial manufacturers with reliable, high-performance surface treatment solutions.
12. Bodycote’s Derby and Rotherham heat treat facilities now operate with zero direct carbon emissions, having transitioned to fully electric operations powered by 100% renewable energy — a milestone in decarbonization trends in thermal processing. This achievement signals growing momentum towards sustainable practices in the aerospace and automotive supply chains, helping clients meet ambitious carbon-reduction targets while maintaining process performance.
13. NUTEC Group Chairman Genaro Cueva and CEO Daniel Llaguno have appointed long-time executive Rodrigo González as president of NUTEC Bickley, following his 24-year tenure in senior engineering and operations roles. Llaguno praised González’s capabilities and alignment with NUTEC’s values, expressing confidence that he will successfully lead the company into the future while strengthening its position in the industrial heating sector across North America.
14. Thermcraft Inc. announced that Thermo Kinetics has joined as its authorized distributor for Canada, expanding Thermcraft’s reach for its thermal processing and industrial heating equipment across the Canadian market. This partnership brings together Thermcraft’s furnace and thermal solutions expertise with Thermo Kinetics’ local sales and technical support capabilities, strengthening service and market impact in the region’s industrial heating sector.
15. TFL Incorporated, a Houston-based provider of refractory materials and precast shapes, has been acquired by Plibrico Company LLC in a move that strengthens resources and technical support for high-temperature industries. The acquisition enhances service capacity and product availability for clients operating in demanding thermal-processing environments, including sectors that rely on consistent refractory performance to maintain uptime and efficiency.
16. Tosyalı Algérie, working with technology partner Midrex, set a new world production record for direct reduced iron (DRI), marking a major milestone in large-scale, low-carbon ironmaking. The achievement underscores growing momentum around DRI as a critical feedstock for steel producers seeking greater efficiency and reduced emissions. For the broader metals industry, it signals continued investment and confidence in DRI technology as a foundation for future steel and downstream thermal processing supply chains.
17. Claus Joens, founder of Elnik Systems, has retired after decades of advancing debind-and-sinter furnace technology. His leadership helped strengthen metal manufacturing capabilities critical to defense and advanced industrial applications, leaving a lasting mark on the MIM and thermal processing industries.
18. The Industrial Heating Equipment Association (IHEA) has announced its 2026-2027 Board of Directors and Executive Officers, naming Jason Safarz of DUNGS Combustion Controls as president, Bob Fincken of Super Systems, Inc. as vice president, and Chad Spore of John Deere as treasurer. IHEA leadership highlighted Spore’s appointment as a historic milestone, marking the first end-user officer in nearly a century and reinforcing alignment between equipment suppliers and industrial end users.
Thermcraft and Thermo Kinetics partnership in CanadaAtlantic Fire Brick & Supply acquired by PlibricoRobert Sokolinski, recently appointed CEO and general manager of Nitrex Metal Sp. Z o. o. in Poland
The two Midrex DRI plants at Tosyalı AlgérieClaus Joens retiring from Elnik SystemsSpectrum Thermal acquired by BodycoteTFL Incorporated acquired by PlibricoNewly appointed treasurer of IHEA, Chad SporeNewly appointed president of NUTEC Bickley, Rodrigo González
Kudos
19. Stack Metallurgical Group was honored as a Supplier of the Year by BENCHMADE Knives at the 2026 SHOT Show Supplier Showcase. This recognition at one of the shooting, hunting, and outdoor industry’s largest trade events underscores Stack’s growing influence and excellence in precision metal processing and heat treat services within the manufacturing supply chain.
20. Applied Thermal Technologies Inc. received its 4th consecutive 24-month merit for Nadcap.
21. Vacu Braze announced that its metallurgical laboratory has achieved Nadcap accreditation.
Supplier of the Year awarded to Stack Metallurgical Group by BENCHMADE Knives at the 2026 SHOT ShowApplied Thermal’s 4th consecutive 24-month Nadcap accreditation
BTOMEC Ferramentaria e Usinagem de Precisão Ltda. has invested in a vacuum furnace to establish its own in-house hardening capability. The decision reflects the company’s growing production scale and its desire to gain greater control over the heat treatment process and associated costs.
The manufacturer, which supplies multi-cavity injection molds to the cosmetics, pharmaceutical, food, and packaging sectors, previously relied on external hardening services. Establishing an internal heat treatment facility allows BTOMEC to reduce dependence on outside providers while maintaining oversight of production timelines and quality.
BTOMEC selected a single-chamber Vector vacuum furnace equipped with 15-bar high-pressure gas quenching for hardening dies and precision tooling. The system is equipped with a 400 x 400 x 600mm heating chamber, inverter-controlled blower operation for energy optimization, and a partial pressure system that enables processing in inert gas atmospheres to reduce the risk of contamination or alloying element loss during heat treatment.
Maciej Korecki Vice President of Vacuum Business Segment SECO/WARWICK
The furnace was supplied by SECO/WARWICK, a global heat treatment equipment manufacturer with operations in North America. According to Maciej Korecki, the investment aligns with a pattern seen among manufacturers reaching certain production volumes. “This is a trend we see more and more frequently. At a certain production scale, many industrial partners begin to consider creating their own small hardening facility. Such an investment means independence from external entities and, above all, full control over the production process and its costs,” he said.
The addition of vacuum heat treatment capability marks an important step in BTOMEC’s ongoing development strategy, strengthening internal production control while supporting further internationalization of its operations.
Press release is available in its original form here.
A manufacturer specializing in advanced thermal management solutions has expanded its production capabilities with the delivery of a new continuous controlled atmosphere brazing (CAB) line. The system will support increased output of high-performance cooling components such as heat dissipation plates for data centers and cold plates for electric vehicles, while also serving demand across aviation, photovoltaics, and rail transport.
The company, a Chinese manufacturer focused on temperature control platforms and cooling systems, is investing in the continuous CAB line to strengthen production capacity and support growing demand for compact, high-efficiency thermal management technologies.
The CAB line, supplied by SECO/WARICK — a global thermal processing equipment manufacturer with operations in North America — features a 1,000mm (39.2 in) belt width and is designed to process multiple product types, including 3D vapor chambers and cold plates. The system includes a dry-off oven for part preparation, a radiation brazing furnace operating in a controlled atmosphere, a clean-out chamber to stabilize internal conditions, an air-jacketed cooling chamber, and a final cooling chamber. An integrated control system enables centralized operation and process management across all stages.
Piotr Skarbiński Vice President of Aluminum and CAB Products Segment SECO/WARWICK
“What makes this project unique is the ability to braze two distinct product groups — 3D-VC (3d vapor chambers) and cold plates — on a single line,” said Piotr Skarbiński, vice president of the Aluminum and CAB Products Segment at SECO/WARWICK. Through tailored throughput calculations and a customized cooling configuration, the system is engineered to deliver temperature uniformity and repeatable process control — factors essential to producing high-quality components for modern electronics and power systems, he adds.
As AI servers, EV systems, and advanced electronics generate increasing heat on compact surfaces, reliable aluminum brazing technologies remain essential to delivering performance, durability, and efficiency in next-generation thermal management systems.
Press release is available in its original form here.
Jupiter Aluminum Industries (JUPALCO), part of the Jupiter Group, has ordered two aluminum coil annealing furnaces to support production at its rolling mill operations, strengthening capacity and consistency for flat-rolled aluminum products serving automotive, construction, and packaging markets. The investment reflects continued global demand for advanced aluminum heat treating capacity.
The furnaces, slated for installation at JUPALCO’s rolling mill operations in India, are designed to handle large aluminum coils, with a maximum outside diameter of 2,600mm, widths up to 2,300mm, and a total gross load capacity of 93.6 metric tons. Multi-zone chamber configurations and advanced control systems are engineered to deliver precise temperature uniformity and repeatable annealing results across high-volume production runs.
Piotr Skarbiński Vice President of Aluminum and CAB Products Segment SECO/WARWICK
The equipment will be supplied by SECO/WARWICK, a furnace supplier with North American locations, and incorporates the company’s Vortex 2.0 aluminum coil annealing technology, which uses high-velocity airflow to improve heat transfer, shorten cycle times, and reduce the risk of localized overheating. The design also supports energy-efficient operation while maintaining tight temperature tolerances throughout the annealing process.
According to Piotr Skarbiński, vice president of the CAB and Aluminum Products Segment at the SECO/WARWICK Group, the Vortex 2.0 is designed with a system of appropriately directed nozzles that support consistent aluminum processing while reducing cycle times and energy consumption.
The Indian market for flat-rolled aluminum products is growing rapidly, with its value expected to rise from USD 4.5 billion in 2025 to USD 12 billion by 2035. Investments by manufacturers like JUPALCO in new rolling mills highlight both the domestic growth potential and the wider demand for advanced annealing technologies in global markets.
Press release is available in its original form here.
Heat TreatToday offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 14 news items, including Haynes International Inc.‘s new hydraulic radial forging line to boost production of high-performance nickel- and cobalt-based alloys, the acquisition of JSA/Metalline by Hubbard-Hall Inc. to expand metal finishing service capabilities across the Midwest, Bodycote‘s achievement of independent validation from Bureau Veritas for its carbon footprint calculator tools, and more!
Equipment
1. A major U.S. bearing manufacturer has ordered two advanced SECO/WARWICK USA vacuum heat treat furnaces, reinforcing its commitment to precision manufacturing and capacity growth. The investment supports rising demand across the bearing industry, where consistent metallurgical performance is critical for industrial and aerospace applications.
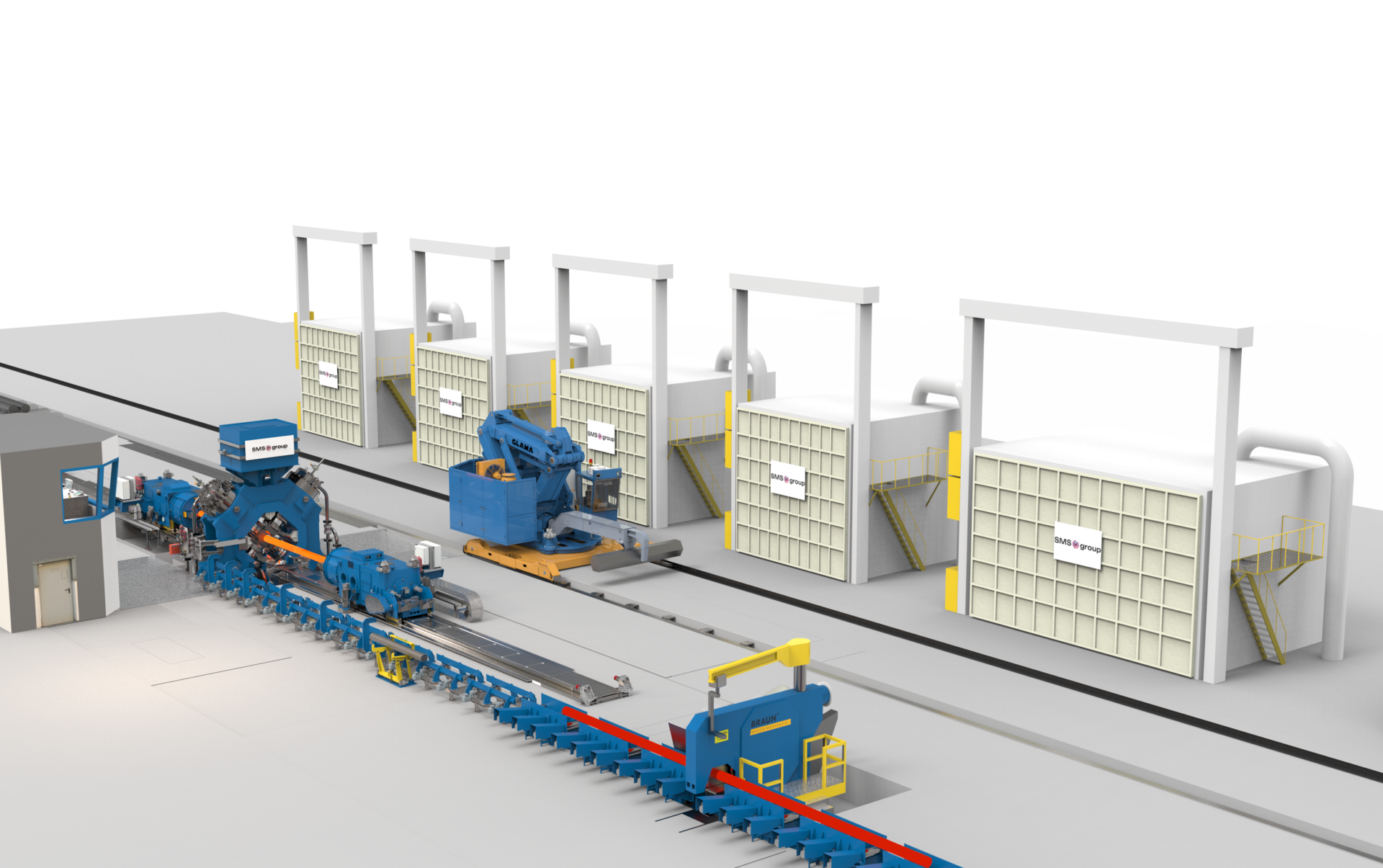
2. Haynes International Inc. has commissioned SMS Group to supply a new hydraulic radial forging line to increase its production of nickel- and cobalt-based alloys, serving markets such as aerospace and chemical processing in the United States. The integrated plant investment, which includes a forging machine, reheating and annealing systems, and automated material handling, is expected to improve production efficiency, metallurgical quality, and responsiveness to global demand while supporting growth in high-performance alloy manufacturing.
3. Hertwich Engineering GmbH has delivered a customized rolling ingot foundry — including an Ecomelt PS120 preheat-shaft melting furnace, holding furnace, and vertical casting machine — to Remi Claeys Aluminium N.V. The new facility, set to begin operations in spring 2026, will enhance process stability and efficiency for processing contaminated aluminium scrap, strengthening competitiveness and sustainability in the aluminium manufacturing sector.
4. Marle Group has purchased and will install an additional vacuum heat treating furnace at its Marle Nowak facility in Pancé, France, expanding in-house capacity for heat treating cobalt-alloy orthopedic implants and surgical instruments. Supplied by SECO/WARWICK, the new furnace responds to the Marle Group’s need for rapid cooling of large loads while supporting efforts to improve production control and delivery times for medical device manufacturing.
5. SMS group is supplying an isothermal forging module to the Institute of Forming Technology and Machines (IFUM) at Leibniz University Hannover to be integrated into their existing press as part of the EU and Lower Saxony-funded “High-performance materials of the future – oWZu” research project. This advanced vacuum forging system will expand research and development of high performance materials for aerospace, medical technology, and industrial applications, accelerating technology transfer and setting new standards in forming reactive superalloys.
6. Researchers at the Korea Institute of Energy Research (KIER) have developed an electrified heat treatment technology for the annealing stage in galvanized steel strip production that cuts greenhouse gas emissions by over 98% compared with traditional combustion furnaces. The breakthrough replaces fossil fuel burners with electric heating elements while maintaining product quality and productivity, and could significantly reduce equipment costs and support decarbonization in the automotive and appliance steel supply chain. This innovation advances industrial heat treating processes toward carbon-free operation, helping manufacturers meet tightening environmental standards and global decarbonization goals.
7. SECO/WARWICK has been selected by Brazil’s Isoflama to supply a customized horizontal retort furnace for high-temperature tempering and ZeroFlow nitriding at its heat treatment plant. This new furnace will integrate with Isoflama’s production control system and support processing of large, heavy components, enhancing efficiency and precision to continue serving the automotive, aerospace, and machinery industries in South America.
8. Brugola has implemented CODIAC monitoring technology to ensure reliable tracking and analysis of furnace processes on AICHELIN cast link belt furnaces at its facility. This upgrade enhances real-time oversight of thermal processing parameters, supporting consistent quality and operational efficiency.
Vacuum furnaces for precision heat treating of bearing components Visualization of a radial forging line from SMS group, similar to the one at Haynes International’s Kokomo site in IndianaMulti-chamber melting furnace of the Ecomelt PS120 type Vacuum furnace delivering cooling solution
3D visualization of the isothermal forging module integrated in the pressKorea Institute of Energy Research teamIsoflama’s horizontal retort furnace provided by SECO/WARWICK
Company & Personnel
9. Hubbard-Hall Inc. has acquired the assets of JSA/Metalline, bringing JSA’s customer-facing team into Hubbard-Hall’s organization to expand sales coverage, technical support, and response times for manufacturers serving the plating and general metal finishing industries across the Upper Midwest/Midwest. The move strengthens regional service capabilities, giving manufacturers more direct access to supplier expertise, streamlined single-source ordering, and stronger technical support for critical surface finishing processes.
10. AECO Corp. has promoted Maryann Remner to president, effective immediately, where she will lead the company and its three operating subsidiaries — Alloy Engineering, Mach3 Machining, and Thermcraft — which serve high-temperature fabrication, precision machining, and thermal processing equipment markets.
11. Castings Technology, a UK manufacturer of titanium and steel castings, has announced the creation of twenty new jobs as it expands capacity to meet growing aerospace demand, reinforcing its role in supplying cast components for the sector.
12. WINGENS CONSULTANTS has appointed Mark Hemsath as Executive Consultant – Heat Treat & Advanced Furnace Specialist. Hemsath brings over 30 years of aerospace heat treating experience, with deep knowledge in vacuum systems, nitriding processes, and advanced furnace technologies.
Hubbard-Hall warehouse President of AECO Corp., Maryann RemnerCastings Technology operations in Rotherham recruiting from factory floor to leadershipNewly appointed Executive Consultant – Heat Treat & Advanced Furnace Specialist at WINGENS CONSULTANTS, Mark Hemsath
Kudos
13. Bodycote has achieved independent validation from Bureau Veritas for its proprietary carbon footprint calculator tools covering nine core heat treatment processes, enabling customers to request ISO-assured carbon data for thermal processing methods such as vacuum and low-pressure carburizing. This validation enhances transparency and helps manufacturers measure and compare emissions, supporting the selection of lower-carbon heat treatment options.
14. Ipsen recognized six service technicians — Todd Jones, Casey Guinn, Craig Monaghan, Eric Gould, Alfredo Mendoza, and Dom Wirthlin — for completing its 14-week Field Service Engineer Academy, an intensive hands-on training program for vacuum furnace specialists combining classroom instruction with mentored field experience.
Bodycote’s validated PCF calculators covering nine key heat treatment processesRecent graduates of Ipsen’s 14-week Field Service Engineer Academy
Marle Group, a global manufacturer of orthopedic prosthetics, has purchased and will install an additional vacuum furnace at its Marle Nowak facility, expanding in-house processing capacity for cobalt-alloy orthopedic implants and surgical instruments. The new system responds to the company’s need for rapid cooling of large loads — capable of handling full 800 kg workloads — and supports efforts to improve production control and delivery times for medical device manufacturing, including serving demand in the North American market.
The facility in Pancé, France, specializes in the production of orthopedic implants, surgical instruments, spinal devices, and OEM manufacturing for the medical sector. This third vacuum furnace from SECO/WARWICK operating at Marle Group facilities will enable Marle Nowak to perform hardening processes internally rather than relying on external services.
Maciej Korecki Vice President of Vacuum Furnace Segment SECO/WARWICK
“Hardening cobalt alloys requires processes that achieve extremely high temperatures, and the heating processes for these materials demand high purity, temperature uniformity, and very fast, efficient cooling,” said Maciej Korecki, vice president of the Vacuum Furnace Segment at SECO/WARWICK Group. “Our equipment will allow our partner to become independent from external hardening services, providing greater control over the entire production process.”
The vacuum furnace features a 600 × 600 × 900 mm working area with a round heating chamber, convection heating, directional cooling, and isothermal hardening for controlled cooling of complex components. It includes partial-pressure argon to protect alloy surfaces, dew point sensors to reduce oxidation risk, and a rapid-cooling blower capable of quenching at up to 15 bar abs.
SECO/WARWICK secured the contract following successful reference trials conducted in its research and development department, where the furnace demonstrated cooling performance that met Marle Nowak’s process requirements. The addition of this vacuum furnace is expected to support certification of heat treatment processes in line with ISO 9001 and ISO 13485 standards, which are important for medical device production.
Press release is available in its original form here.