Kalírna Desire is opening a new commercial heat treat facility in a region that has so far lacked local infrastructure for vacuum hardening. The investment establishes the company’s first vacuum heat treatment operation, supporting both in-house production and a new line of commercial services for nearby manufacturers. It reflects continued demand for regional commercial heat treating capacity as companies seek shorter lead times, greater process control, and more localized supply chains.
Image Credit: SECO/WARWICK
Kalírna Desire, a Czech machining company, is establishing the operation using a Vector single-chamber vacuum furnace from SECO/WARWICK, a global industrial furnace manufacturer with operations in North America. The decision followed years of relying on a commercial heat treater located farther from its plant, resulting in longer lead times and additional transportation costs.
The furnace is configured with 15-bar absolute high-pressure gas quenching and is designed to process a range of tool and structural steel grades. Additional features include convection heating to improve low-temperature heating efficiency, directional cooling to help minimize distortion of complex parts, an isothermal quenching function for greater control of cooling profiles, and a low-pressure carburizing (LPC) option that enables surface hardening within a single integrated vacuum cycle.
Maciej Korecki Vice President of the Vacuum Segment SECO/WARWICK
“Our collaboration with Kalírna Desire is an excellent example of how vacuum technology can become a growth engine for ambitious small and mid-sized companies,” said Maciej Korecki, vice president of the Vacuum Segment at SECO/WARWICK. He added that the standard Vector furnace, configured to the client’s requirements, offers broad process capabilities while providing an accessible entry point into vacuum heat treatment.
According to a representative of Kalírna Desire, the new unit will provide greater control over a key stage of the company’s CNC machine manufacturing process while improving production planning flexibility and shortening lead times. The representative also noted that the region lacks modern vacuum hardening services, creating an opportunity to provide commercial heat treating for nearby metal processing companies and component manufacturers.
The investment highlights the importance of bringing heat treating in-house: having an in-house heat treat department gives a company a range of advantages that go far beyond cost savings on outsourced services. It provides greater process control and more flexibility to respond to client demand.
Press release is available in its original form here.
A titanium casting manufacturer is expanding its vacuum melting capacity with the installation of a vacuum arc remelting consumable casting furnace, increasing capacity for near-net-shape titanium components serving the aerospace industry. The investment is intended to improve production lead times while supporting growing demand for titanium castings used in high-performance applications.
Castings Technology chooses Retech VAR. | Image Credit: SECO/WARWICK Group
Castings Technology, the United Kingdom’s only commercial titanium casting specialist, selected a VAR Consumable Caster (VAR-CC) furnace from Retech, a global vacuum metallurgy company within the SECO/WARWICK Group based in North America. The furnace will be installed at the company’s new 18,000-square-meter facility, where it will be used to cast titanium ingots into ceramic molds.
Richard Cook Managing Director Castings Technology
“The delivery of the new VAR furnace will help us fulfill the growing needs of our exacting client base,” said Richard Cook, managing director of Castings Technology. “Due to dynamic growth and significant constraints within our current facility, we are in the process of relocating to a new site of about 18,000 square meter just a short distance away. The relocation is on plan, with a period of parallel operation continuing throughout 2026 to fully mitigate any risk to our clients’ programs.”
The new furnace is expected to support increased demand for titanium, especially from the aerospace sector, where backlogs have now surpassed pre-pandemic levels. Titanium’s high strength-to-weight ratio and corrosion resistance have made it a widely used material across many sectors, including aerospace, motorsport, medical prosthetics, restorative dentistry, and high-duty rotating equipment. Near-net-shape titanium casting also provides mechanical properties comparable to forged or wrought material while increasing fatigue resistance.
Press release is available in its original form here.
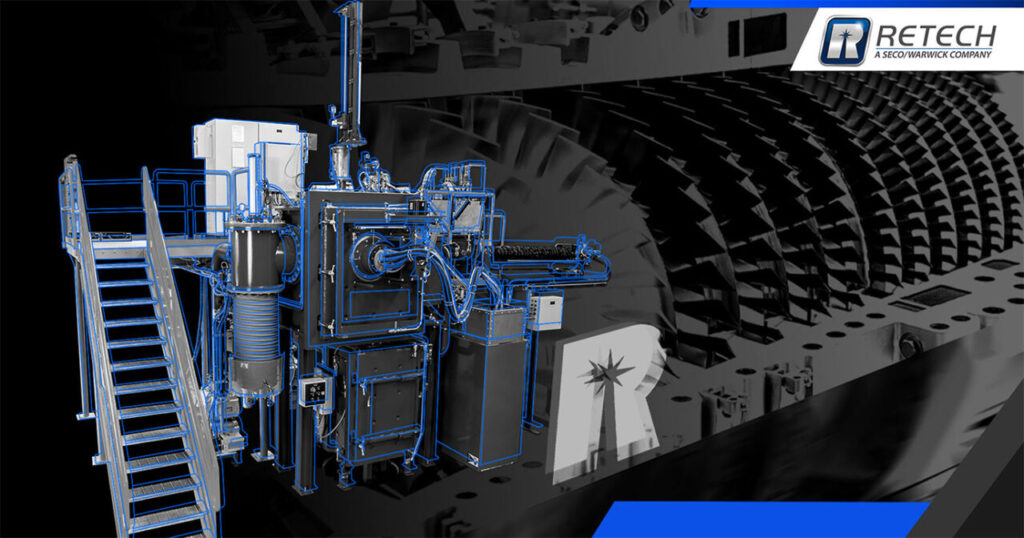
A commercial heat treater is expanding its vacuum heat treating capabilities for gas turbine components with the addition of a high-performance vacuum furnace designed to support annealing, aging, brazing, and high-pressure gas quenching. The investment will increase the company’s ability to process precision metal components for the energy, medical, automotive, and industrial machinery sectors.
Image Credit: SECO/WARWICK
The furnace will be supplied by SECO/WARWICK, a global manufacturer of thermal processing equipment with operations in North America. The system is being installed at a Japanese company specializing in the heat treatment of metals and the manufacture of precision components.
Designed for demanding applications, the single-chamber Vector vacuum furnace features a working zone measuring 40 x 40 x 60 inches, allowing for the heat treatment of large and oversized components. It provides temperature uniformity within ±5°C (±9°F) and is equipped with additional heating elements in the door and rear wall to improve heat distribution throughout the chamber.
The furnace also includes a high-vacuum pumping system with partial-pressure capability and a 6-bar gas quench system, enabling processing of components that require fast, controlled cooling while maintaining structural quality. “This order will support the production of components for gas turbines, which play a key role in improving energy efficiency and reducing CO2 emissions,” said Maciej Korecki, vice president of Vacuum Segment at SECO/WARWICK.
With this new furnace, the client will gain the ability to carry out more demanding heat treatment processes, take the load off existing equipment in their internal hardening shop, and serve a growing production volume.
Press release is available in its original form here.
We’re celebrating getting to the “fringe” of the weekend with a Heat TreatFringe Fridayinstallment: the completion of a strategic investment project at a U.S. vacuum metallurgy facility highlights ongoing efforts to expand plasma gas atomization (PGA) and advanced materials processing capabilities. The project reflects continued investment in the infrastructure behind high-performance manufacturing.
While not exactly heat treat, “Fringe Friday” deals with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing.
A strategic investment in vacuum metallurgy and advanced materials processing capabilities has been completed in the U.S., expanding capacity for plasma gas atomization and manufacturing operations serving aerospace, defense, energy, medical, and specialty materials sectors.
SECO/WARWICK concludeds Retech’s Strategic Investment Project in the U.S. | Image Credit: Retech
SECO/WARWICK and Retech marked the completion of the project during a ceremony at Retech’s facility in Buffalo, New York. Attendees of this milestone event to commemorate the expansion of Retech’s capabilities included representatives from PFR TFI, the Embassy of the Republic of Poland in Washington, D.C., and the U.S. Congress.
The event program included presentations on the growth of the SECO/WARWICK Group, the company’s operations in the United States, Retech’s technological capabilities, and the results of the investment project. Participants also toured Retech’s laboratories and technological facilities, where the Group’s U.S. company presented its processes and solutions. The investment expands Retech’s infrastructure, research, and technology base to support client needs across industrial markets.
Earl Good Managing Director Retech Systems, LLC Source: Retech
“This project is strategically important for Retech. It enables us to expand our technological capabilities, develop our laboratory resources, and respond even more effectively to the needs of [clients] operating in the most demanding industries. Buffalo is an important point on the U.S. industrial map, and Retech, as part of the SECO/WARWICK Group, combines American engineering expertise with the organization’s global potential,” emphasized Earl Good, managing director of Retech.
The project was co-financed by the Foreign Expansion Fund 2 FIZ AN. As part of the cooperation, Retech secured a long-term $10 million loan from the Fund for the development of metal powder production technology, including the development and installation of plasma gas atomizer (PGA) furnaces and the expansion of manufacturing and assembly operations. The investment was undertaken to support continued growth in advanced metallurgical technologies and related markets.
Image Credit: SECO/WARWICK Group
Press release is available in its original form here. Main image shows the shop floor at Retech’s headquarters in Buffalo, New York. Image Credit: Retech
Heat TreatToday offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 20 news items, including Solar Atmospheres’ addition of new vacuum heat treating and titanium processing capacity, Airtech Advanced Materials Group’s partnership with Evergreen Additive Manufacturing, Aalberts surface technologies’ Nadcap accreditation for coatings and thermal spray processes, and more!
Equipment
1. ITP Co. Ltd. has installed a new hot isostatic pressing (HIP) system supplied by Quintus Technologies to strengthen production capabilities for precious metal equipment used in glass manufacturing, supporting improved densification, product consistency, and manufacturing efficiency for precious metals.
2. New strip casting systems for rare-earth magnet manufacturing, supplied by Retech, are expected to support thermal processing operations tied to neodymium-iron-boron (NdFeB) magnet production in the U.S., serving industries including energy, electronics, automotive, and defense. The systems are designed for vacuum metallurgy applications involving high-temperature melting and casting processes used in advanced materials manufacturing.
3. Created by Metacarpal, the GEM prosthetic hand uses a fully mechanical design to deliver durability and functionality without batteries, sensors, or electronics. The device showcases how precision machining, Aluminum 7075, and surface engineering contribute to lightweight, wear-resistant systems, highlighting the rolse of materials and thermal processing technologies in advancing prosthetic performance while improving reliability for users in demanding environments.
4. IperionX has commissioned a 300-ton, six-axis SACMI powder metallurgy press to expand U.S. titanium component manufacturing capacity, supporting the production of near-net-shape parts for defense, aerospace, and industrial applications. The technology forms titanium preforms that can be sintered and forged into finished components, increasing production flexibility and supporting high-volume manufacturing pathways.
5. Solar Atmospheres has expanded its vacuum heat treating and titanium processing capabilities with the commissioning of a new vacuum furnace designed for hydriding and dehydriding (HDH) of titanium as well as a range of thermal processing applications. The addition is expected to increase capacity for titanium processing and vacuum heat treating operations, including annealing, stress relieving, solution treating, and aging.
6. Rio Tinto has begun commissioning a major expansion of its AP60 aluminum smelter technology in Quebec, increasing primary aluminum production capacity and supporting North American supply for transportation, construction, electrical, and consumer goods markets. The project centers on aluminum smelting, a high-temperature thermal processing operation that converts alumina into primary aluminum through electrolytic reduction.
7. Wall Colmonoy has expanded its vacuum brazing capacity with the addition of two new TITAN H6 vacuum furnace supplied by Ipsen to support the production of aerospace and defense components. The investment is expected to increase capacity for vacuum brazing and vacuum heat treating operations involving stainless steel and nickel-alloy heat exchanger cores and other high-temperature assemblies.
8. Isostatic Toll Services (ITS) has opened a new hot isostatic pressing (HIP) facility in Ohio, expanding certified thermal processing capacity for aerospace, defense, additive manufacturing, and advanced industrial applications. The new operation adds HIP systems, manufactured by American Isostatic Presses, Inc. (AIP), to the company’s global network, supporting clients with additional capacity, scheduling flexibility, and supply-chain resilience.
9. Steel Dynamics Inc. (SDI) has commissioned SMS group to modernize automation systems at its Butler, Indiana, hot strip mill through a controls upgrade that supports rolling operations and associated thermal processing functions within the facility. By updating the automation architecture that supports rolling and temperature-controlled manufacturing operations throughout the mill, the project is expected to help maintain stable production and support future operational requirements.
10. METEX Heat Treating Ltd. has expanded its ISO/IEC 17025:2017-accredited metallurgical laboratory capabilities by adding Tensile Testing (ASTM E8/E8M).
11. SSAB has awarded SMS group a contract to build a gas atomization plant at its Oxelösund, Sweden, site, enabling industrial-scale production of high-strength steel powders for additive manufacturing applications. The facility will use advanced melting, atomization, and powder-handling technologies to produce high-purity, spherical metal powders for 3D printing, helping meet growing demand across defense, industrial, and mobility sectors.
12. TZCO Chain Manufacturing has granted final acceptance to SMS group for a fully automatic MP 3150 closed-die forging press at its new facility in Jinzhong, China. It is designed to produce excavator track links at high volumes while reducing material waste, machining requirements, and production costs through advanced forging and automation technologies.
The QIH 286 URC® press for ITPStrip casting system supplied by Retech, a division of SECO/WARWICK GroupA fully mechanical GEM prosthetic hand from Metacarpal
SACMI powder press at IperionX’s titanium manufacturing campus in VirginiaSolar Atmospheres’ 12-foot furnaceRio Tinto’s AP60 smelter in Saguenay — Lac-Saint-Jean, Quebec CanadaTITAN vacuum furnace at Wall ColmonoyThe shop floor at the ITS-Ohio facility in Mount Vernon, OhioThe first coil production with the modernized process automation scheduled for late 2026Tensile testing at METEXThe forthcoming gas atomization plant at SSAB’s Sweden siteThe new fully automatic MP 3150 eccentric closed-die forging press at TZCO’s new forging shop in Jinzhong, China
Company & Personnel
13. Airtech Advanced Materials Group and Evergreen Additive Manufacturing have entered into an exclusive partnership to expand large-format additive manufacturing solutions for maritime applications. By combining Airtech’s advanced materials portfolio with Evergreen’s manufacturing expertise, the collaboration aims to accelerate the adoption of large-scale 3D-printed tooling and components, supporting more efficient and flexible production across the maritime industry.
14. Solar Atmospheres of Western PA marked a major milestone with a 25th anniversary event that brought together employees, clients, partners, and community members for a day of reflection, connection, and looking ahead.
15. Ipsen announced the launch of its newest regional service hub, strategically located to support clients throughout Alabama and Georgia. Officially launched in June 2026, the new hub provides regional clients with a single point of contact for routine maintenance, preventative service, and technical support.
16. SECO/WARWICK marked its 35th anniversary, highlighting the company’s evolution from a Polish-American partnership founded in 1991 into a global supplier of heat treatment and vacuum metallurgy technologies.
17. Hubbard-Hall has appointed Stephen Boyd as Chief Financial Officer (CFO), bringing extensive financial and manufacturing experience to the company’s executive team.
Airtech and Evergreen maritime AM partnershipSolar Atmospheres’s 25th anniversary celebrationLocal support for clients throughout Alabama and Georgia
SECO/WARWICK’s 35th anniversaryStephen Boyd, the newly appointed CFO at Hubbard-Hall
Kudos
18. Aalberts surface technologies has achieved Nadcap accreditation for coatings and thermal spray processes at its Kalisz, Poland, facility. The milestone strengthens the company’s position in aerospace surface engineering and supports manufacturers that rely on high-performance thermal spray coatings and heat treatment technologies for critical components.
19. Norsk Titanium’s Plattsburgh, New York facility has earned Nadcap accreditation for additive manufacturing.
20. Aalberts surface technologies’ Wadsworth team continued their 24-month merit on the Nadcap certificate, achieving zero findings on both the heat treating and quality management system audit.
Nadcap accredited Kalisz facilityWadsworth team continuing their 24-month Nadcap merit
Heat TreatToday offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 20 news items, including Advanced Heat Treat Corp.’s Iowa expansion to grow carburizing and hardening capacity, Allied Graphite’s collaboration with Harper International and ONEJOON Gmbh to scale vertical furnace technology for battery-grade graphite production, Vac Aero International’s AS9100 certification achievement at its Greenville facility, and more!
Equipment
1. Advanced Heat Treat Corp. (AHT), a global provider of commercial heat treat services and metallurgical solutions, is expanding its Waterloo, Iowa, facility to increase capacity for carburizing, through hardening, normalizing, and other heat treatment processes. The 18,000 sq. ft. project broke ground on April 6 and is expected to be completed by fall 2026.
2. Treatnorte, a commercial heat treat company, will add a new vacuum furnace supplied by SECO/WARWICK to support vacuum heat treatment of tool steel, improving process control and consistency for components used in manufacturing applications.
3. RTX’sPratt & Whitney, a North American aerospace manufacturer headquartered in East Hartford, Connecticut, is investing $100 million to expand production capacity through advanced manufacturing processes, including heat treatment of forged engine components, to support increased output of commercial and military aircraft engines. The expansion is expected to strengthen supply for aerospace programs and improve throughput of critical engine parts used across global aviation fleets.
4. A U.S. national laboratory has selected a plasma gas atomization (PGA) system supplied by Retech, a division of SECO/WARWICK Group in support of a critical materials initiative. The pilot-scale program will enable advanced powder development for next-generation materials used in high-performance manufacturing and emerging technologies.
5. Wallwork Group is doubling its hot isostatic pressing (HIP) capacity with the installation of a second HIP system supplied by Quintus Technologies to support improved component integrity and performance for aerospace applications.
6. Andis Company, a U.S.-based manufacturer of grooming tools, has completed a controls upgrade on a vacuum heat treat furnace used for hardening components. With support from ECM USA, the upgrade supports continued operation of a system critical to its production.
7. A U.S.-based aerospace manufacturer is expanding its heat treat capabilities for bearing components with the addition of vacuum heat treatment furnace supplied by SECO/WARWICK. The Vector vacuum furnace is equipped with a 15-bar absolute high-pressure gas quenching system that has been customized to meet the client’s requirements by integrating the low-pressure carburizing (LPC) option. The move supports increasing production capacity, process quality, and operational flexibility.
8. HYUNDAI-POSCO Louisiana Steel has selected SMS group to supply rolling mill technology for a new steel plant in Louisiana set to begin operations in 2029. The multi-billion-dollar project will produce high-quality automotive steel using advanced hot and cold rolling processes, supporting domestic supply for U.S. automakers and strengthening North American steel manufacturing capacity.
9. Gazi Metal has awarded Pomini Tenova a contract to supply a foundation-free roll grinding machine to expand roll shop capacity at its Karasu facility in Türkiye. The equipment is designed to improve precision, increase throughput, and streamline installation, supporting higher production efficiency for cold-rolled steel operations.
Groundbreaking at AHT’s Iowa facilityVacuum furnace for tool steel heat treatmentPratt & Whitney’s $100 million expansion in Poland
Advanced powder development for next-generation materialsHot isostatic pressing (HIP) capacity expansion at WallworkControls upgrade at Andis CompanyVacuum heat treatment furnace supplied by SECO/WARWICK for U.S. aerospace manufacturerSMS Group and Hyundai Steel delegation at the SMS Campus in GermanyRoll shop capacity expansion at Gazi Metal’s Karasu facility
Company & Personnel
10. Allied Graphite is working with Harper International and ONEJOON GmbH to scale vertical furnace technology for battery-grade graphite production. Led by CEO Andy Goshe, this partnership to develop, validate, and provide engineering data for vertical furnace solutions will support the company’s progress toward commercial-scale production.
11. Velontra, a Cincinnati, Ohio-based startup, partnered with Innovative 3D Manufacturing, a rapid prototyping company in Franklin, Indiana, to produce propulsion system components using laser power bed fusion (L-PBF) technology from Renishaw. The approach enables rapid prototyping while addressing material use, dimensional tolerances, and cost constraints.
12. Signature Vacuum Systems, a small manufacturer of vacuum furnace equipment, recently implemented an Employee Ownership Trust (EOT), placing partial ownership of the company into a trust that benefits its employees. The transition reflects a growing interest among small- to mid-sized manufacturing companies in alternatives to traditional ownership succession — particularly as many in the industry face workforce turnover and the challenge of preserving decades of accumulated knowledge.
13. Bluewater Thermal Solutions promotes David Farnham to CFO, effective April 27, 2026. In this role, David will oversee all aspects of finance, accounting, planning and analysis, and financial strategy, partnering closely with operations and executive leadership to drive long-term, sustainable growth.
14. Phoenix Heat Treating has added a third Pratt & Whitney-certified LCS representative to expand its ability to certify aerospace hardware in-house and support aluminum solution heat treating work. The move is expected to improve lead times and strengthen process control for aerospace manufacturers and machine shops supplying Pratt & Whitney programs.
15. The Precision Metalforming Association has appointed Mark Getsay as managing director as part of a broader leadership restructuring aimed at strengthening member engagement and supporting growth across the North American metalforming industry. The transition also includes the promotion of Katlyn Stratis to executive director of member services and the creation of a new membership leadership role, reinforcing support for manufacturers and suppliers serving precision metalforming and related manufacturing sectors.
16. AICHELIN Americas has appointed Wm. Wright & Associates as a regional representative to support its portfolio of thermal processing equipment, technologies, and services across North America. The partnership expands access to brands like AFC-Holcroft, Nitrex, and UPC-Marathon, aiming to improve local support, streamline service, and strengthen lifecycle solutions for manufacturers.
17. ABB AB Sweden and SMS group GmbH have agreed to work in partnership to jointly market and further develop FC Mold X (Flow Control Mold X), and electromagnetic flow-control system for thin and medium slab continuous casting.
18. Skuld LLC is leading a project in the Defense Advanced Research Projects Agency (DARPA) Rubble to Rockets (R2R) program to develop methods for converting scrap metal into usable components through advanced manufacturing approaches. Skuld contributes research in alloy characterization, casting evaluations, and AI-supported design methodologies. It is collaborating with partners including Worcester Polytechnic Institute, Foundry Casting Systems, MatMicronia LLC, and other research partners working across materials science, AI/machine learning, and advanced manufacturing.
Vertical furnace technology for battery-grade graphite productionAdditively manufactured afterburner casing for the hypersonic propulsion systemSignature Vacuum System co-founders Tim Horning (left) and Greg Kimble (right)
David Farnham, newly promoted CFO of Bluewater Thermal SolutionsMark Getsay, newly appointed managing director at Precision Metalforming AssociationAAB AB Sweden and SMS group leadership working together
Kudos
19. Vac Aero International‘s Greenville, South Carolina facility has achieved AS9100 certification.
20. Hindalco-Almex Aerospace Limited has secured the NADCAP certification for the Non-Destructive Testing (UT) process which is a hallmark of aerospace quality.
The Greenville Vac Aero team posing with its AS9100 certificationHindalco-Almex Aerospace Limited’s NADCAP certification
A U.S.-based aerospace manufacturer is expanding its heat treat capabilities for bearing components with the addition of vacuum heat treatment processes, including high-pressure gas quenching and low-pressure carburizing. The move supports increasing production capacity, process quality, and operational flexibility.
Image Credit: SECO/WARWICK
SECO/WARWICK has supplied a Vector vacuum furnace equipped with a 15-bar absolute high-pressure gas quenching system that has been customized to meet the client’s requirements by integrating the low-pressure carburizing (LPC) option. With a working zone of 900 mm x 900 mm x 1200 mm (36 in x 36 in x 48 in), the system is designed to process large loads, including parts with critical dimensions, while maintaining cleanliness and parameter repeatability.
The furnace configuration includes a cylindrical heating chamber that ensures temperature uniformity of ±5°C (±10°F). A convection heating system improves heat transfer at lower temperatures, while directional gas quenching enables better process control for components with more complex geometries.
Operating under vacuum conditions, the system helps limit sublimation of alloying elements from the load surface, while the gas quenching system provides a maximum quenching pressure of up to 15 bar abs. It is complemented by the LPC option, enabling precise surface hardening within a single, integrated technological cycle.
Maciej Korecki Vice President of the Vacuum Segment SECO/WARWICK Group
“In this project, the [client] was looking for a solution that would combine a large working area, a short delivery time, and an excellent price-to-performance ratio. Vector meets these expectations, and thanks to the LPC option and advanced quench control, it gives users great flexibility in processing a wide range of components,” emphasizes Maciej Korecki, vice president of the Vacuum Segment at the SECO/WARWICK Group.
The installation enhances the manufacturer’s ability to meet stringent aerospace requirements while increasing throughput for heat treated bearing components used in demanding operating environments.
Press release is available in its original form here.
Treatnorte, a commercial heat treatment company, will add a new vacuum furnace to support vacuum heat treatment of tool steel, improving process control and consistency for components used in manufacturing applications.
Image Credit: SECO/WARWICK
The furnace joining Treatnorte’s machine park is a medium size system from SECO/WARWICK, a global manufacturer of heat treatment equipment with operations in North America. It is configured to provide a broad process range and production flexibility.
The round heating chamber allows processing of relatively large parts, while the combination of high-pressure gas quenching (HPGQ) up to 15 bar abs, combined with dedicated low-pressure carburizing (LPC) technology, enables complete process cycles for a range of steels used by Treatnorte’s clients. The furnace provides temperature uniformity, convection heating at lower temperatures, and directional cooling, supporting control of quenching processes for complex geometries.
The furnace configuration also incorporates FineCarb technology, SECO/WARWICK’s low-pressure carburizing solution carried out in a vacuum atmosphere, where carbon introduction is precisely controlled through successive pulses of carbon-bearing gases. This process allows for uniform and repeatable carburized layers with minimal part distortion and reduced cycle time.
The equipment will serve both the Portuguese and Spanish markets, where it will support ongoing tool steel heat-treatment operations. “The ability to independently perform vacuum hardening and carburizing processes significantly increases operations independence, shortens the supply chain, and allows for better quality control. FineCarb technology, combined with 15-bar gas quenching opens up opportunities for Treatnorte to win more demanding projects for [clients] in Portugal and Spain,” said Nuno Carvalho from Treatnorte.
Press release is available in its original form here.
Heat TreatToday offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 26 news items, including Boeing’s addition of vacuum furnace capacity to expand in-house heat treating for aerospace components, Solar Atmospheres’ role in supporting thermal processing for materials used in NASA’s Artemis II mission, Aalberts surface technologies’ renewal of Nadcap certification for another 24 months, and more!
Equipment
1. HWI, a member of Calderys Group, has opened a new lightweight monolithics production facility in Fulton, Missouri to expand manufacturing capacity for refractory materials used in high-temperature industrial applications. The facility increases supply and shortens lead times for furnace-lining materials critical to sectors like petrochemicals, aluminum, and power generation, enabling more reliable operations and supporting larger-scale projects.
2. Retech, a U.S.-based member of the SECO/WARWICK Group, is supplying two vacuum induction melting (VIM) casting systems to support production of turbine components used in power generation. The systems are designed to produce advanced alloys with controlled microstructures for components operating under demanding thermal and mechanical conditions.
3. Solar Atmospheres has installed and commissioned a new 10-bar vacuum furnace at its Fontana, California, further expanding the company’s high-pressure vacuum heat treating capacity in the western United States. The system enables vacuum heat treating and high-pressure quenching of large components essential to high-performance applications across aerospace and other critical industries.
4. Kanthal, an Alleima company, has opened a new service center in Concord, North Carolina, adding U.S.-based production and service capabilities for silicon carbide heating elements used in high-temperature industrial applications across industries such as electronics, glass, and steel manufacturing.
5. A Thai aerospace manufacturer has ordered a vacuum furnace from SECO/WARWICK to support heat treatment and vacuum brazing of high-performance alloys used in aircraft engine blades. The additional system expands production capacity and process control for critical materials like titanium and nickel alloys, strengthening the manufacturer’s ability to meet aerospace demand for high-precision, high-temperature components.
6. Thermcraft, a U.S.-based manufacturer of thermal processing equipment serving global markets, has completed the system for an application requiring materials to be tested under vibration while held at high temperature. The system was engineered to maintain a stable and uniform thermal environment while allowing measurement systems to interact directly with the test sample.
7. Bodycote, a global provider of advanced heat treatment and specialist thermal processing services, is improving heat treat efficiency and reducing process costs by generating hydrogen on-site at its Rancho Dominguez, California, facility. The system, developed in partnership with Hgen, supports controlled-atmosphere heat treatment and brazing operations for aerospace, automotive, energy, and defense applications while reducing reliance on delivered industrial gas.
8. Vacu-Braze, a commercial heat treater specializing in vacuum heat treating and brazing, has added a large-capacity nitriding furnace to support processing of oversized components requiring enhanced surface hardness, wear resistance, and fatigue performance.
9. Bodycote announced plans to open a new heat treatment facility in Apodaca, Mexico, expanding regional capacity for case hardening and nitriding processes used in automotive, industrial, and medical components. The additional capacity is expected to support growing manufacturing activity by improving supply chain responsiveness and access to localized thermal processing services.
10. A manufacturer has ordered a vacuum furnace system from SECO/WARWICK designed to consolidate multiple heat treating processes — including quenching, tempering, and cryogenic treatment — into a single unit for small arms component production. By replacing several standalone systems with one integrated solution, the furnace streamlines thermal processing, reduces labor and equipment needs, and improves efficiency and repeatability for high-precision manufacturing in the firearms sector.
11. Boeing is adding vacuum furnace capacity at its Tube, Duct and Reservoir Center in Algona, Washington, to expand in-house heat treating capability for aerospace tube and duct assemblies. The system, supplied by Vac-Aero International, is intended to address production needs across commercial and defense aerospace programs.
12. SMS group has received an order from Huzhou Hatebur Precision Forging Co., Ltd. to supply an SMS Elotherm induction bar heating machine for its forging operations. The system will be used to heat billets prior to forming, supporting more efficient and consistent production of precision components such as bearings and automotive parts. The investment reflects continued adoption of induction-based thermal processing to improve process control and energy efficiency in the forging industry.
13. Hirschvogel has partnered with SMS group, along with image-processing specialist Sightwise, to implement an AI-based automated inspection system for closed-die forgings at its Denklingen, Germany facility. The system replaces manual visual checks with fully automated, data-driven quality control — using robotics, high-resolution imaging, and synthetic data modeling — to improve inspection speed, reduce errors, and advance digitalization in forging production for automotive and other high-performance applications.
14. A custom vacuum induction melting (VIM) furnace has been delivered to support the controlled processing of advanced alloys, strengthening material quality for high-spec industries such as aerospace and energy. The system was supplied by SECO/WARWICK, which engineered the solution to meet specific production requirements. The technology is expected to support downstream heat treatment processes by improving alloy cleanliness, consistency, and performance.
The new lightweight monolithics production facility in FultonVIM casting system for power generation turbine manufacturingNew 10-bar vacuum furnace at Solar Atmospheres’ California facility
Kanthal’s official inauguration of its new service center in North CarolinaVector furnace order from Thai aerospace manufacturerHgen at BodycoteCustom split tube furnace by ThermcraftVacu-Braze expanding capabilities with large-capacity nitriding furnaceDave Farmery, president and COO of Vac Aero, speaking at the CP8A Poseidon ITB commitment event | Image Credit: Bolour StudioBodycote expansion in MexicoConsolidating four heat treat processes into one device3D rendering of the test stationELO-BAR induction heating machines for bar forgingSECO/WARWICK supplying a tailor-made vacuum induction furnace
Company & Personnel
15. G.S. Precision has acquired Lush Heat Treatment Ltd. and Headwater Precision, Inc., expanding its capabilities across machining, coatings, and thermal processing while extending its footprint in North America and Europe. The additions integrate heat treating and advanced manufacturing services under one platform, strengthening support for aerospace, defense, and other high-spec industries that rely on tightly controlled production of mission-critical components.
16. NUTEC Inc., a manufacturer of industrial insulation and fire protection products, has acquired ETS Schaefer LLC, a supplier of monolithic ceramic fiber insulation, expanding its capabilities in the high-temperature insulation segment. The acquisition strengthens NUTEC’s ability to support furnace and thermal processing operations with integrated insulation solutions, improving performance and efficiency for industries that rely on high-temperature environments. The company will operate as NUTEC ETS SCHAEFER under the leadership of Brian Bradley, recently named general manager of this wholly owned subsidiary of NUTEC.
17. Assan Alüminyum, through its subsidiary Kibar Americas, has acquired an aluminum foil production facility in Fairmont, West Virginia, marking its entry as a local producer in the U.S. market. The investment strengthens the company’s global footprint and improves its ability to serve North American clients with foil products for automotive, HVAC, packaging, and industrial applications, supporting more localized and resilient supply chains.
18. J.F. Lehman & Company has acquired Forged Solutions Group, a manufacturer of high-specification forgings used in aerospace, defense, and space applications. The company produces components including aeroengine discs, shafts, and structural parts from advanced alloys such as titanium, nickel-based superalloys, steel and aluminum before moving through machining and materials testing as part of the production process.
19. Linamar Corporation, a North American manufacturer with in-house heat treating capabilities, has acquired select assets of Winning BLW, strengthening its capabilities in warm forging and precision gear manufacturing for automotive and industrial applications. The acquisition supports production of bevel and helical gears, components that typically require controlled heat treating to achieve the hardness, wear resistance, and fatigue strength needed for drivetrain systems.
20. GE Aerospace has announced a $1 billion investment in its U.S. manufacturing sites and supplier base in 2026, marking its second consecutive year at that level of spending and including plans to hire 5,000 workers. The investment is aimed at accelerating jet engine production, strengthening defense manufacturing, and improving supply chain capacity, helping the aerospace sector meet rising demand for commercial and military aircraft while reinforcing U.S.-based manufacturing capabilities.
21. Solar Atmospheres has provided thermal processing services for materials and components used in NASA’s Artemis II mission, contributing to the production of critical aerospace systems. Its heat treating capabilities support high-performance materials required for extreme space environments, reinforcing reliability and precision in components essential to next-generation space exploration and the broader aerospace supply chain.
22. General Motors announced plans to invest more than $150 million in its Saginaw Metal Casting Operations facility in Michigan to support production of V8 engine blocks and cylinder heads used in full-size trucks and SUVs. The project includes new and upgraded equipment for casting and machining operations, enabling the facility to increase production capacity and maintain output for current engine programs. The Saginaw site has supplied engine components for multiple generations of GM vehicles.
23. Hyundai Steel has signed a contract with Fives Group to supply key technologies for a new U.S.-based automotive steel production facility, advancing plans for a large-scale, electric arc furnace (EAF) mill. The project strengthens localized, low-carbon steel production for the automotive sector, improving supply chain resilience and enabling more efficient delivery of high-quality steel to U.S. vehicle manufacturing operations.
Brian Bradley, general manager of NUTEC ETS SCHAEFERThe Fairmont facilities in West VirginiaSolar Atmospheres supporting Artemis II launch
Linamar acquiring assets of Winning BLWGM’s $150-million investment in Saginaw Metal Casting Plant to support production of V8 engine blocks and cylinder headsHyundai Steel and Fives Group MOU signing ceremony in France
Kudos
24. Gamma Aerospace successfully passed their Heat Treat Nadcap audit, retaining Merit status that reflects the company’s commitment to delivering high quality products and services to their clients.
25. Aalberts surface technologies has expanded Boeing-approved heat treatment processes at its TEY facility in País Vasco, increasing its range of certified aerospace specifications and strengthening its position as a qualified supplier.
26. Aalberts surface technologies announced the renewal of their Nadcap certification for another 24 months at their Besançon facility, reflecting continuous commitment to quality, strict control of special processes, and full compliance with industry requirements.
An aircraft engine manufacturer has purchased a custom-built vacuum induction melting (VIM) furnace to support the production of equiaxed (EQ) turbine blade castings for aircraft engines. The furnace enables melting in a controlled vacuum environment, with unique and intuitive control systems that help improve metallurgical consistency.
A tailor-made vacuum induction melting (VIM) furnace | Image Credit: SECO/WARWICKEarl Good Managing Director, Retech Vice President of Vacuum Metallurgy Segment, SECO/WARWICK Group
The system is a two-chamber 50 kg VIM induction furnace supplied by SECO/WARWICK, a global manufacturer of thermal processing equipment with operations in North America. It was engineered as a tailored solution with configuration and technical parameters adapted to the client’s production needs. “The furnace has a non-standard design in which the mold elevator was replaced with a special trolley that moves horizontally on rails. Thanks to this solution, the furnace fits perfectly into the available space without any impact on its performance,” said Earl Good, managing director of RETECH, a company within the SECO/WARWICK Group, and vice president of the Vacuum Metallurgy Segment at SECO/WARWICK Group.
The system includes a control platform for casting processes, temperature control, and comprehensive data acquisition, delivering the repeatability and throughput essential to the aerospace industry. Its two-chamber design and pumping system allow for continuous operation, and the furnace can be equipped with a mold heater to maintain thermal conditions for the casting mold.
The use of VIM furnaces continues across aerospace applications, where vacuum metallurgy supports the aerospace industry’s constantly changing production needs.
Press release is available in its original form here.