Hot isostatic pressing. . . What is it? How is HIPing benefiting the medical industry? What is its place in additive manufacturing? In today's Technical Tuesday, Heat TreatToday is doing a deep dive into HIPing and its benefits. Check out these resources for some hot takes on HIPing.
What exactly is HIPing? It's taking over the additive manufacturing world. In this article, written in 2020 by Derek Denlinger, corporate lead metallurgist at Paulo, find out the answer and also discover the applications, materials, and advantages of HIPing.
"HIP was initially developed as a diffusion bonding technique. In diffusion bonding, high heat and pressure work together to weld similar or dissimilar metal surfaces without filler materials."
Product efficiency, reduced environmental impact, and improved process reliability are becoming more and more important everyday. HIPing's future has never been brighter. It's about to see a renaissance. To explore HIPing in depth, read this free ebook from Heat TreatToday and Quintus Technologies.
"Modern HIP machinery is an extremely good fit with the traditional heat treatment market, offering the opportunity to further adjust material properties through tailored HIP cycles."
Check out what Chad Beamer and Magnus Ahlfors at Quintus Technologies had to say about HIPing. Shrinkage, gas porosity, and lack of fusion between layers are all things that do not belong in medical implants. Implants manufactured with metal injection molding and casting often still contain defects, but HIPing eliminates those defects and produces a 100% dense material. HIPing is widely used across the medical industry to reduce the occurrence of these issues.
"The elimination of defects results in improved fatigue properties, ductility, and fracture toughness. For this reason, HIP is widely used for orthopaedic implants like hip, knee, spine, ankle, wrist as well as dental implants to ensure quality and performance and prevent early failure of the implant inside the patient."
High temperatures, high pressures. That's HIPing. Cliff Orcutt of American Isostatic Presses, Inc. describes HIPing as "pressurize sintering." Because of the high pressure, HIPing is faster and leads to less part deformation. In this episode of Heat Treat Radio, learn the many applications of HIPing (including ceramics) and learn if outsourcing is right for you.
"In HIP, since you’re starting with powders that are solid, you can blend things like graphite powder and steel. You couldn’t blend them very well in a molten state, but in here, you can. And, you can squeeze it to solid, you can get interlocking and bonding and diffusion bonding materials that you couldn’t otherwise. So, you can make things you couldn’t make any other way."
When the new additive research facility at the Oregon Manufacturing Innovation Center Research & Development (OMIC R&D) opens in Scappoose, Oregon, the facility will acquire a hot isostatic press. Operating at a temperature of 2550°F (1400°C) and a pressure of up to 30,000 psi (2070 bar), the new press will give OMIC researchers the ability to study densification of metals as well as how HPHT can modify the grain structure to enhance the mechanical properties of additively manufactured parts.
Overseen by Oregon Institute of Technology (Oregon Tech), a public polytechnic university, OMIC R&D is a collaborative effort that brings together industry and higher education with government support to conduct applied research and advanced technical training. Its mission is to increase industrial competitiveness by developing new tools and techniques to address today’s manufacturing challenges, particularly in the aerospace and defense, transportation, and metals sectors.
The Quintus TechnologiesHIP, a QIH 48 M URC® press, will allow new research into 3D printing technology and optimized material properties. The press model is equipped with Uniform Rapid Cooling, URC®, the proprietary Quintus feature that combines HIP and heat treatment in a single process. Accelerated cooling under pressure minimizes thermal distortion and improves material properties. The QIH 48 also has a hot zone of 14.8 inches (375 mm) in diameter and 47.2 inches (1200 mm) in height.
“For OMIC R&D to fulfill our mission, we must have world-class cutting-edge capabilities to support our applied research & development projects. We accomplish this by partnering with some of the best companies in the world in their respective fields and identifying and utilizing their unique technologies and expertise. Our solutions can be implemented by regional, national, and international partners to increase their competitiveness,” says Craig Campbell, executive director at OMIC. “We chose Quintus as a partner because the company is continually innovating, and developing new processes such as High Pressure Heat Treatment, or HPHT.”
The press will be housed in OMIC’s new 30,000-square-foot additive manufacturing innovation center in Scappoose, approximately 20 miles north of Portland. Scheduled for ground-breaking in late 2021 and occupancy in 2022, the facility will be adjacent to the Portland Community College/OMIC Training Center, which serves students in machining, fabrication, and mechatronics.
“Today’s globally competitive manufacturing industry demands rapid innovations in advanced manufacturing technologies to produce complex, high-performance products at low cost,” observes Dr. Mostafa Saber, associate professor of Manufacturing & Mechanical Engineering Technology at Oregon Tech. “To conduct world-class, competitive research on new high-performance metal alloys, long-lasting tools, and rapid production of complex metal structures, especially in additive manufacturing, materials densification plays a pivotal role. And that is where the advanced generation of hot isostatic pressing offers the solution. We are very excited to leverage the advantageous features offered by Quintus Technologies soon at OMIC R&D.”
Heat Treat Radio host Doug Glenn sits down to talk with Johan Hjärne about high pressure heat treating and an e-book recently published by Heat Treat Today in cooperation with Quintus Technologies. Learn more about high pressure heat treating in this informative interview.
Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn(DG): For this edition of Heat Treat Radio, I have the great pleasure of sitting down with Johan Hjärne (JH) from Quintus Technologies. Let's give the listeners a sense of who you are, how long you've been in the industry and your experience with HIPing. If you don't mind, please introduce yourself.
JH: Absolutely, thank you so much, Doug, for that introduction. My name is Johan Hjärne and I work for Quintus Technologies. I've been with the company for around 10 years now. I started up where we have our head office, which is in Västerås, Sweden, 10 years ago as an R&D manager there. Later, I had other roles like product manager for our hot isostatic presses. I also worked as a global business development manager, responsible for the strategies for a couple of years, and since four years ago, I'm now the business unit director for Quintus Technologies here in the American region. I am responsible for our hot and cold isostatic presses and also our other business unit which is called Sheet Metal Forming Presses. Before I joined Quintus, I worked within the aerospace industry for 10 years.
DG: I've been to your office, but I want everyone else to know: You guys are located just north of Columbus, Ohio.
To learn more about HIPing, download this free ebook.
JH: That's absolutely correct. It is a little suburb of Columbus called Lewis Center just north of Columbus.
DG: The reason we decided to get together on this podcast was because you and I and our respective teams have just successfully completed the publication of an eBook, which basically we've entitled “High Pressure Heat Treatment.” It deals with HIPing and some other things. So, that's the occasion for this meeting. I want to ask you to discuss, briefly, with us about high pressure heat treating. What is it and why did we decide to do this eBook on it?
JH: A very good question. As I indicated before, I have a background in the aerospace industry and when I worked there we were responsible for some components in a jet engine. We had big castings and we typically 'HIPed and shipped' these castings. HIPing, to at least us in the aerospace where I worked at the time, was like a black box. We really didn't know. We knew that the results were better if we HIPed, we could use less material, the material got stronger, etc, etc. So, when I started at Quintus, at the same time we had made some progress with increasing the cooling rate in our HIP system.
A HIP system basically works in a way where you apply a high temperature and high pressure and then you cool down, and during this process you take away the pores. We had realized that the cooling part of this cycle could be shortened drastically with some updates of the equipment. At the same time, additive manufacturing started to grow. They started, after awhile, to understand and realize that even though the process of additive manufacturing is a brilliant process, (you can do fantastic things in a short period of time), many times they ended up with porosity in the parts.
The aerospace industry, the medical implant industry, and others required that these pores be taken away. So, they reached out to us and wondered what we could do about this. When we said that the HIP cycle is perfect, you can remove the porosity from your part, they started to ask questions like, “Why do I need to heat treat it afterwards? Why do I need to do something else afterwards? Isn't this enough without gas to remove the porosity?” That is where we started to add one and one together to see, well, the cooling rates we can apply in our modern HIP system might actually be good enough to do this heat treat section. So, for materials that were suitable for this, we started to elaborate, and that is how we started to work with this and development it more and more.
DG: Let's talk about the difference, then, between traditionally HIPing and what this high pressure heat treatment is. Process-wise, what is the difference?
JH: Process-wise, as I explained a little bit briefly before, the HIP process is basically increasing the temperature in the furnace, or in the pressure vessel, and then we apply a high pressure. After the material has been under these conditions, we need to cool the pressure vessel to be able to take out these parts. The next step, in many cases, is a similar heat treat process, but without any pressure. So, basically, after the HIP step, you take out the parts from the HIP and you redo almost the same cycle, without pressure, just to be able to cool it faster and get the correct material properties. When we realized that this cooling step was high enough and that we can do it already in the HIP system, then we could basically remove that subsequent solutionizing step. Basically, it is applying the same cooling rate, as they had in the solutionized step, directly in the HIP unit. Combining these two is what we call high pressure heat treatment.
The systems we have are also capable of running pressure and temperature independently. If we take an additive part which is being printed on a build plate, you can, in principle, take that build plate, put it in one of our HIP systems, you can run a stress relief cycle to begin with where you only use an elevated temperature without any pressure whatsoever, you can increase the pressure and the temperature when you want to go into the HIP cycle, you can quench it down to do the solutionizing step and you can even, if you find it reasonable, do an aging step. This whole process could, in principle, remove four different steps. It is always a question of do you want to take the whole build plate and do that, or do you want to remove the parts from the build plate before you HIP and heat treat it, and so on and so forth. That is always up to the customers. The machines we provide are capable of taking care of the whole process, of doing it all.
DG: Doing it all- stress relief, HIP, age, or whatever. Just for clarity sake, you've got a typical HIP process, you're going to heat it up, put it under very high pressure, then, normally, if you didn't have the high pressure heat treatment capabilities, you would have to cool that part down which is typically cooled quite slowly in a conventional HIP unit, taking more time and whatnot. It then comes down to ambient, or close to ambient, where it can be held, you take it out, you put it back in another furnace (a normal furnace, not a HIP furnace), take the temperature back up, get it to the point where you want it, quick cool it, quench it, to a certain extent, to get the characteristics that you're looking for, and you're done. What we're talking about here is the combination of those two processes plus potential other things like stress relief, and all that, in a single unit, correct?
JH: Yes. This has very beneficial effects on time. Many of the HIP vendors do not have HIP and heat treatment in the same facility. Now we have sold a couple of units to some new HIP vendors that have this capacity, but, historically, the HIP vendors didn't have both HIP and heat treatment. First, the customer had to send it to a service provider for HIPing, they got the part back, they had to send it to somebody that could do the heat treat step, and then got the part back, and so on. The time, and specifically for additive manufacturing, is important. Keep in mind they can do a part pretty fast, anywhere between a day to two days, worst case a week, but then having to wait week after week after week to get the part back for the HIPing or for the heat treating.
DG: So there's a substantial, potential time savings, for sure; not just process savings in between furnaces, but the fact that you can buy one furnace and do both of those things.
Let's talk for just a second about what types of products are most effectively HIPed and/or, if we can, high pressure heat treated.
JH: As I said before, we really started to realize the potential with this technology with the additive manufacturing world. That is were we started to realized that we can actually make a difference here. Not only does it have a beneficial effect for the total time, but having the components under elevated temperature for a shorter period of time is actually beneficial for the microstructure; the grain doesn't grow as much. You can take the example, again, with the first HIP cycle with having that at a certain temperature, you cool it down slowly then you heat it up again to the same high temperature for a period of time before you quench it down. Well, then you exaggerate the component for high temperature under a much longer period. If you can do that in just one step, the component doesn't have to be in as high a temperature for such a long period of time which means that the grains don't grow as much which gives you a better microstructure and better material properties. That is one effect.
Another effect that we have realized is very beneficial is that when you're dealing with additive manufacturing, you end up, specifically if it's laser powder bed fusion, you end up with Argon in the pores and Argon cannot be dissolved into the material. With a HIPing process, the Argon pores are basically eliminated, in a way. However, if you heat it up again, these pores start to grow and they can grow back again and be bigger. So, if you remove that heat treat step afterwards, you don't have to be afraid of this pore growth again. That's another beneficial effect, from a metallurgical standpoint, that we have realized.
Additive manufacturing is very well suited for this. With that said, now we see a more increasing interest from the casting side, as well. With these new modern HIP units we have, we can cool with velocities of several thousand degrees per minute, a little dependent on what size, etc., but this has a very good effect on the microstructures on suitable materials like nickel-base super alloys and titanium aluminides, etc. The casting side is now starting to get very, very interested in this technology, as well, because basically it didn't exist before. We see a huge potential and we have seen an immense growth of requests for this technology the last couple of years.
DG: How about just straight powder metal? I know you're talking 3-D, but how about just straight powder metal manufacturing, because those parts tend to be a bit more porous than your normal wrought products, and things of that sort?
JH: If you talk about powder metallurgy and HIP, you typically need to have everything canned, in a way. Powder metallurgy, we call it near-net shape, for example, where you weld structures to a certain shape or form, you fill that with powder and then you HIP it and out comes a part which basically has a perfect microstructure. We haven't come so far yet to start to evaluate how that will be with this high pressure heat treat, but what we have seen with the interest of this is that a lot of the HIP cycles were developed many, many years ago. At the time, they didn't have the cooling capacity we have today and they ended up with cycles which were good, they took away the porosity. However, with the capability to modify both the temperature and the pressure, you can come to the same fully dense part. I'm over exaggerating a little bit, but if you have a high temperature, you can have a lower pressure. If you have a lower temperature, you can increase the pressure. So, we have also focused on having a very high pressure on all of our equipment because then you have this flexibility to get to the fully dense part in the best way. This is something I'm absolutely convinced that the powder metallurgy industry would be interested in and evaluating more, as well.
DG: For the people who might be interested in testing a part, or something like that, are there size restraints? Typically, what type of workzone are we talking about in a standard Quintus HIP unit?
JH: If we talk about today, what we have on the market for relatively high cooling rates, if we're talking cooling rates in the 200-300 C/minute or 400-500, almost 600 F/minute, the production units are at 2 feet diameter, give or take (660 mm), and around 6 feet high. But this is something that the next generation we are developing right now, we are approaching a meter and more than that, as well. So, it's just a matter of time to grow this. We've seen that there is the highest interest on the additive manufacturing market, which is why we have focused on that to begin with, now we're doing higher and I do not see any limitations in going up in diametrical size for this.
DG: But it is exponentially more difficult as you get wider, yes?
JH: Yes. It's a good comment you make. You have a much higher volume that you need to cool down. But, for the cooling rates, we see, at least today, most applicable where we talk about these, as I said, 200-300 C/minute, we definitely see possibilities to go over a meter in diameter and then we have large production sized HIP units. We do HIP units that are much bigger than that but if you start to get over 1 ½ meter and even bigger, then you're absolutely correct, then the cooling rates are drastically lower.
DG: Could you describe, for those who may not have ever seen or understand a HIP unit, and most specifically, a high pressure heat treatment HIP unit, what does it look like?
JH: I can start with a pressure vessel, basically. It's basically a cylinder where you put a furnace in and in this cylinder you can increase the pressure and in the furnace you can increase the temperature so you create a pressure vessel with high pressure and high temperature.
DG: And Johan, we're talking, typically, a vertical cylinder?
JH: Correct.
DG: And this high pressure vessel has a wall thickness of ….. ?
JH: That is a good question, Doug. Depending on size, of course, the wall thickness can be anywhere from a couple of inches to maybe the biggest wall thickness we have now is up to 200 millimeters, or something like that. Don't hold me to these numbers. But, the important thing is that you can do a pressure vessel design in two ways: Either you can use a very thick-walled cylinder to contain the high pressure, or you can do a thin-walled pressure vessel, and that is where the big difference is. At Quintus Technologies, we use a thin-walled pressure vessel and we apply a wire winding technology. So we pre stress this cylinder with a wire, but we can also apply cooling next to or in direct contact with this pressure vessel. What we do is create a heat exchanger with our whole system. We also apply cooling in the lower closures and in the upper closures so what you have is a water controlled pressure vessel with a furnace in and then we can actively control how fast we would like to cool the unit with controlling the cooling of the pressure vessel.
DG: I'm imaging, right away, thermal shock written all over this thing. You've got a high pressure, a vessel that's at high temperature and all of a sudden you guys slam in there because you want to drop temperatures 300-400 C, 400-500 F/minute, I'm seeing a lot of thermal shock going on. How do you deal with that?
JH: The gas that we are working with is Argon. Argon has an extremely good thermal conductivity. At high temperature it, sort of, takes care of the densification process in a very good way because it takes the heat from the gas into the material. What we then use is the colder gas in the lower region and we basically force that cold gas up into the furnace. But we don't do that with any specific high velocity. The velocities in pressure vessels are pretty moderate and continuous. And, of course, we have requirements on the pressure vessel wall. The pressure vessel walls are strictly monitored and controlled so they can never exceed certain temperatures. That's where we have our, sort of, safety function and control function.
We don't see any challenges with thermal shock. The alternative of having a thick-walled cylinder might have bigger challenges when you cool from one side. Then, you can end up with other challenges like thermal cracks, etc. But using a thin-walled solution as we do, we don't see any issues with this.
DG: The other major issue I would think you'd have with thick walls is you probably wouldn't be able to reach the cooling rates that you're talking about because you've got a huge heat sink sucking up all of that cold air.
A company that might be thinking about bringing this HIPing thing in-house and do high pressure heat treatment in-house, are they going to have to have any operational expertise? In other words, do you need to hire a PhD from Harvard, or someone like that, to operate this unit?
JH: No. Operating a HIP unit like this is not, according to Quintus, more difficult than operating other heat treat furnaces in any way. Of course you need a touch and feel for the unit, how it works, etc. This is taken care of during training when we deliver the systems. You don't have to have any PhD from Harvard to run and operate these units.
Doug, you've been in our Lewis Center office, and we have an application lab there. If someone is interested, we are more than wiling to take on customers or somebody that just wants to know more about the technology and take a look at it. They're more than welcome to contact me or Quintus and come and visit us.
The market is starting to get these machines out for operation. If you are a customer that would like to try these out and have a part that is bigger than our small lab furnaces can do, there are service providers out there on the market that can do this. We have companies like Accurate Grazing in Greenville, SC that have a couple of these units. We have Paulo up in Cleveland, OH and on the west coast we have Stack Metallurgical in Portland, OR. Even Canada has their first really fast unit now with Burloak and also Mexico has a company called HT-MX. For the bigger companies that decide to outsource, or any company that decides to outsource, this is a technology that is out there on the market.
DG: Your lab there in Lewis Center will help process or 'part validate', I assume, if somebody is interested in that? They can bring an idea, a problem or a part in development to you and you'll say, “Yes, here's what we can do and we can prove it by running it.”
JH: Absolutely. We have the thought that if somebody wants to evaluate this and are willing to work a little bit with us and maybe we can get some information back, we have this as a service for free. We are not a service provider in the sense that we compete with our customers, but if someone wants to evaluate the technology and are willing to talk with us and listen to us, this is a service we do for free.
DG: I'm going to ask you about giving out additional information where people can go to get more information, but I would like to let the listeners know that if you go to www.heattreattoday.com and in the search box just type in 'HIP' or 'HIPing' or 'hot isostatic pressing', you'll see a pretty healthy list of articles that appear there that aren't necessarily specific to high pressure heat treatment, just HIPing generally, but certainly there are articles there about high pressure heat treating, as well, from Quintus. You can also type Quintus into the search box and you would come up with quite a few things because you guys have provided us with some good content.
That's one place you can go if you want to find out more information. Johan, where can they go, what are you comfortable giving out as far as contact information for you and/or Quintus?
JH: Regarding information, they can go to our homepage, of course, Quintustechnologies.com. And don't forget the eBook, Doug. That's a very good description of HIPing. If you want to know more, download the eBook. That has a good description of not only high pressure heat treatment, but also HIPing and a little bit of history of HIPing.
Otherwise, you can contact me by going to the Quintus homepage and find contact information for me. We also have the application lab in Lewis Center. If it has to do with HIPing, it will end up in my in-box, sooner or later.
DG: You've got a good team there, by the way. We know some of your other folks who you work with that are very good people. If you're a listener and you're interested, you want to go to the Quintustechnologies.com homepage. You can search for Johan Hjärne on the Quintus homepage and you'll get Johan's contact information.
And yes, you make a very good point, don't forget the eBook on Heat TreatToday's site. You can get there simply by typing into your browser- www.heattreattoday.com/ebook and you'll go to our eBook homepage which has two eBooks on there right now, the most recent being the one from Quintus.
JH: I would also like to add something. We talked an awful lot about the U.S., but if there are any listeners from the rest of the world, we have an application lab where we have our head office in Västerås, Sweden, as well. That lab is even a little bit better equipped that our lab is, so that's a fantastic opportunity if you're not situated here in North America. We also have connections in China and Japan, but you can find more information about that on our homepage.
DG: Johan, thank you so much. Great to talk with you, thanks for your time.
Canada’s Burloak Technologies will use hot isostatic press (HIP) technologies to push the limits of additive manufacturing (AM) to deliver new levels of mechanical performance and strength properties in parts for mission-critical applications. Providing rapid cooling under pressure will minimize thermal distortion and non-uniform grain growth in components, producing finished parts with optimal material properties and allowing Burloak to significantly increase production.
Peter Adams Founder and Chief Innovation Officer Burloak
As a full-service additive manufacturer, Burloak works with innovative companies in the space, aerospace, automotive, and industrial markets to rapidly transition their most challenging part designs to be additively manufactured at scale. The High Pressure Heat Treatment™ (HPHT™) capability of the new QIH 60 M URC™ HIP from Quintus Technologies facilitates this rapid transition. Combining high pressure, heat treatment, and cooling in a single process makes it possible to remove several operations from the AM production line, generating significant savings in both cost and time. Additionally, the press’s highly customizable cooling cycle can be programmed to stop at a specific temperature while maintaining the desired pressure set point.
The press's capability to rapidly cool under pressure, "is critical for Burloak as a full-service supplier for all customers, and, in particular, for the development of high-strength flight components," comments Peter Adams, founder and Chief Innovation Officer at Burloak. "Without this in-house capability, outsourcing this process would slow down our project timelines, add complexity to our processes, and risk damaging critical customer components as they would need to be shipped internationally."
The model QIH 60 press features a hot zone of 16.14 x 39.37 inches (410 x 1,000 mm), an area large enough to process any component printed on most powder bed machines, Mr. Adams notes. It operates at a maximum temperature of 2,552°F (1,400°C) and maximum pressure of 207 MPa (30,000 psi).
"We are very pleased to be chosen as their strategic partner in furthering the development of additive manufacturing," says Jan Söderström, CEO of Quintus Technologies, "and we look forward to sharing our applications expertise through our Quintus Care program."
The Fraunhofer Institute for Manufacturing TechnologyandAdvanced Materials IFAM in Dresden has received a hot isostatic press. This HIP technology will permit researchers to deepen their expertise and refine processes for pressure-supported heat treatment, used to maximize theoretical density, ductility, and fatigue resistance in high-performance materials.
Applications for the new system from Quintus Technologies include the hot isostatic pressing and heat treatment of specialty materials such as nickel-based superalloys and intermetallic compounds like titanium aluminides, as well as densification of the unconventional microstructures associated with additive manufacturing (AM).
Dr. Thomas Weißgärber Director of the Branch Lab Fraunhofer IFAM Source: ifam.fraunhofer.de
The QIH 15L is equipped with Quintus’s Uniform Rapid Quenching® (URQ®) technology, which achieves a cooling rate of 103K/minute, while minimizing thermal distortion and non-uniform grain growth for finished 3D printed parts with optimal material properties. The press’s furnace chamber has a diameter of 6.69 inches (170 mm) and a height of 11.4 inches (290 mm) and operates at a maximum pressure of 200 [207] MPa (30,000 psi) and a maximum temperature of 2,552°F (1,400°C).
Acquiring the Quintus HIP allows Fraunhofer IFAM researchers to “strengthen their technological expertise in the field of pressure-supported heat treatment,” comments Dr. Thomas Weißgärber, director of the Branch Lab at Fraunhofer IFAM. “The new system is not only used for R&D projects but is also available as a service for carrying out predefined HIP cycles.”
The press model QIH 15L incorporates heat treatment and cooling in a single process known as High Pressure Heat Treatment™ (HPHT™). HPHT combines stress-relief annealing, HIP, high-temperature solution-annealing (SA), high pressure gas quenching (HPGQ), and subsequent ageing or precipitation hardening (PH) in one integrated furnace cycle.
Jan Söderström CEO Quintus Technologies Heat Treat Today
Consolidating these multiple steps in the HIP process brings several benefits for Fraunhofer IFAM. Several functions can be performed in a single location with fewer pieces of equipment on the production line. The Quintus press produces fast throughput and high work piece quality. It also enhances efficiency and reduces per-unit processing costs while generating savings in space, energy, and infrastructure.
“We have noted exceptional interest in new approaches that improve quality, lower cost, and reduce environmental impacts,” says Jan Söderström, CEO of Quintus Technologies. “HPHT is rapidly emerging as the go-to post-processing path to lean AM operations, and we are delighted to be working with Fraunhofer IFAM as its talented researchers expand the potential for high pressure heat treatment.”
The new system will be installed in the Innovation Center Additive Manufacturing ICAM® of Fraunhofer IFAM Dresden, where various technologies for additive manufacturing are a major focus.
(source: background image from ifam.fraunhofer.de and Quintus HIP image from Quintus Technologies)
Magnus Ahlfors Applications Engineer – Hot and Cold Isostatic Pressing Quintus Technologies AB
Chad Beamer Applications Engineer – Hot and Cold Isostatic Pressing Quintus Technologies LLC
I’m sure we all know someone, or you may be that someone, who has had a knee or hip replacement. It seems to be commonplace today to have reconstructive joint replacement.
In this Technical Tuesday article by Magnus Ahlfors, Applications Engineer and Chad Beamer, Applications Engineer both in Hot and Cold Isostatic Pressing at Quintus Technologies LLC, explore new developments within hot isostatic pressing (HIP) that can offer opportunities to improve the performance and quality of the implant, while cutting production costs and lead times.
This Original Content article will be released in the upcoming Heat Treat Today Medical and Energy magazine this December 2020. Check here after December 14, 2020 to look at the digital edition.
Introduction
The development of new production technologies over recent years has brought a range of possibilities to manufacturers of orthopaedic
implants for reconstructive joint replacement. Old truths have been challenged, and new ways to increase product performance, quality and cost efficiency introduced. Additive manufacturing (AM) is one of the technologies that have added new flexibility and value in implant manufacturing and is now an important manufacturing method for orthopaedic implants. Perhaps less known is the development within equipment for hot isostatic pressing (HIP) that offers great opportunities to improve the performance and quality of the implant, while cutting production costs and lead times.
Hot Isostatic Pressing of Orthopaedic Implants
Orthopaedic implants are commonly manufactured by casting and additive manufacturing. Metal injection moulding (MIM) is also widely used for dental implants. Implants manufactured by these technologies will contain internal defects such as shrinkage and gas porosity, lack of-fusion between layers and residual porosity after sintering. These internal defects will act as stress concentrations and crack initiation points in the material, which will negatively influence the material properties.
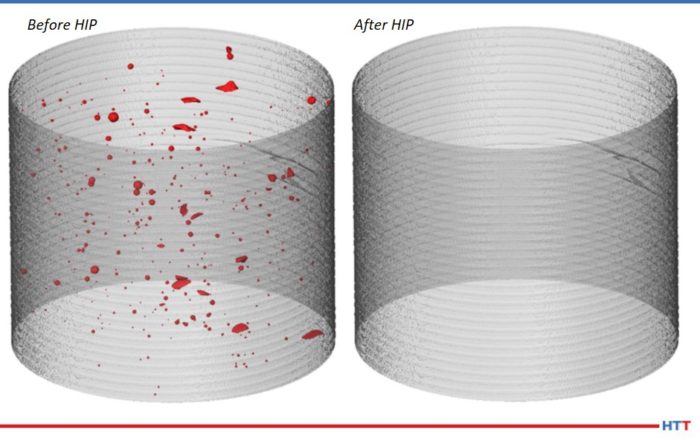
Figure 1. Defect elimination by HIP for E-PBF Ti-6Al-4V [8] (Photo source: Quintus Technologies)Hot isostatic pressing uses a high isostatic gas pressure, up to 207 MPa (30,000 psi), and elevated temperature, up to 3632°F (2000°C), to eliminate these internal defects and achieve a 100% dense material. The elimination of defects results in improved fatigue properties, ductility, and fracture toughness.1-7 For this reason, HIP is widely used for orthopaedic implants like hip, knee, spine, ankle, wrist as well as dental implants to ensure quality and performance and prevent early failure of the implant inside the patient. Common materials are cobalt-chrome alloys like ASTM F75, titanium alloy Ti-6AL-4V, and stainless steel 316L. The densification by HIP for additive manufactured (E-PBF) Ti-6Al-4V is shown in Figure 1 where a printed coupon has been analyzed with X-CT before and after HIP.
New Possibilities with Additive Manufacturing
Developments within additive manufacturing of metal parts have opened up possibilities for patient-specific orthopaedic implants where the implant is tailor-made based on X-ray imaging of the patient for a perfect fit. AM makes patient-specific implants economically viable since there is no tooling such as casting moulds or forging dies; therefore, it is easy to make new unique designs without adding significant cost and lead time to the production process.
Patient-specific implants offer many benefits to the patients and doctors, including better fit to the existing bone structures, shorter surgery times, faster recovery times, and less risk of implant loosening inside the patient.9 The demand for patient-matched implants produced by AM is growing steadily and is predicted to accelerate as production costs are coming down. A fundamental change with personalized implants is that there is no possibility for the healthcare system to stock implants since every implant is unique and made to order. This results in shorter lead times in getting the implant made, which is very important because that is also the wait time for the patient. Minimizing the lead time for the different steps in the manufacturing process, including HIP and heat treatment, is a huge driver.
Optimized HIP and Heat Treatment for AM
The nature of the additive manufacturing process is quite different from conventional casting and forging manufacturing resulting in different microstructures in the as-manufactured condition. For example, the solidification and cooling rates in powder bed fusion (PBF) are several thousand degrees per second, while the casting rate can be a few degrees per minute resulting in microstructural differences even for the same alloy. Despite the differences, most HIP and heat treatment protocols used for AM parts today are developed for cast and wrought material and might not be optimal for AM material. One reason is that these traditional standard HIP protocols are often the only option available in industry today, like at a HIP service provider.
Figure 2. Quintus® QIH48 HIP system (Photo source: Quintus Technologies)
Studies have shown that there is potential to achieve significant improvements in material properties when optimizing the HIP process specifically to AM material. One example is presented in Optimizing HIP and Printing Parameters for EBM Ti-6Al-4V, HIP1710 where an optimized HIP cycle for E-PBF Ti-6Al-4V was investigated as an alternative to the traditional cycle used in industry today of 1688°F, 14.5 ksi (920°C, 100 MPa) and 2 hours soak time. In this study it was found that a modified HIP cycle with lower temperature and higher pressure gave significantly higher yield and tensile strength with retained ductility compared to the traditional HIP cycle. A similar study presented in Evaluation of HIP-Parameter Effects on AM Titanium Ti-6Al-4V 11 shows that that the modified HIP cycle with lower temperature and higher pressure also leads to improved fatigue properties compared to material treated with the traditional HIP cycle for L-PBF Ti-6Al-4V.
A New Era of HIP Equipment
A lot of developments and improvements have been made within equipment for hot isostatic pressing in recent years. A modern HIP system today is space and cost effective and easy to operate and maintain. Quintus Technologies offers HIP systems in a variety of different sizes suitable for a wide range of production volumes. Such product offerings enable the appropriate fit for many business cases.
One important innovation within HIP technology is the rapid cooling capability available in Quintus® HIP systems (Figure 2). The high cooling rates are achieved by a forced convection cooling of the highly pressurized argon gas in the HIP process with a maximum cooling rate up to 7200°F/min (4000°C/min).
Rapid cooling significantly shortens the HIP cycle time since the cooling segment of the cycle takes minutes instead of several hours as compared to a conventional HIP system. This makes the modern HIP system very productive with a lower initial capital expenditure because smaller HIP units can handle higher throughput.
Combining HIP and Heat Treatment
Fast cooling and quenching directly in the HIP system also make it possible to perform many conventional heat treatments for metals, allowing for integrated heat treatment with the HIP cycle.
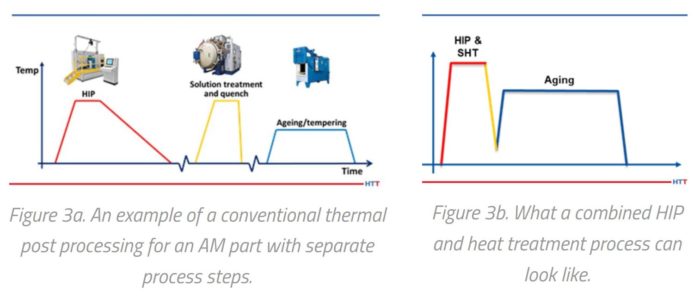
The main purpose in combining HIP and heat treatment is to eliminate process steps to achieve a shorter and more cost-effective post processing. In Figure 3a, a schematic visualization shows how conventional thermal post processing for a cast, AM or MIM implant, could look when the thermal treatments are performed separately. These steps are often performed in different equipment and sometimes even at different physical sites.
The possibility to do rapid cooling and quenching in the HIP system enables the combination of the HIP and solutionizing step to be performed at the same time in the HIP furnace. Other potential steps such as stress relief, aging, or tempering can also be incorporated into the HIP cycle. In Figure 3b, a potential combined post processing route is shown for the same case as shown in Figure 3a.
When more process steps can be included into the HIP cycle, the total processing and production lead time is reduced. The transfer operations between different steps, for example, from the HIP to a vacuum furnace, are also eliminated saving time and cost. Another benefit is that energy consumption can be reduced by running the combined process, since the parts don’t have to be heated up and cooled down as many times. When combining the HIP and solutionizing step, as seen in Figure 3b, the time at the elevated temperature for the implants can be significantly reduced; that means that potential grain growth during the post processing can be minimized, which is often desired.
HIP and Heat Treatment of CoCr ASTM F75
A good example for combined HIP and heat treatment is cobalt chrome alloy ASTM F75, which is a common material for orthopaedic implants. This material is prone to form carbides during the processing that have a detrimental effect on the mechanical properties.12 The standard HIP cycle for this material is 2192°F, 14.5 ksi (1200°C, 100 MPa) with 4 hours soak time, and at these conditions the carbides will dissolve. However, the carbides will form again during the cool down from the HIP temperature unless the cooling is done fast enough to prevent reprecipitation. The minimum cooling rate required to avoid precipitation of carbides during the cool down is around 360°F/min (200°C/min), according to standard ASTM F3301-18.
Since conventional HIP systems without rapid cooling capabilities will cool much slower than 360°F/min (200°C/min), the material will contain these detrimental carbides after HIP. To correct this, a homogenization or solution anneal treatment is added after the HIP step. Treatment parameters typically consist of a soak at 2192-2246°F (1200-1230°C) for 4 hours in a vacuum furnace where the minimum cooling rate can be achieved. Therefore, the parts are moved to a different type of furnace and heated up to the same temperature and soak time as the HIP process with the sole purpose to achieve a high enough cooling rate to obtain the desired microstructure and properties.
Thanks to the rapid cooling in a modern Quintus® HIP system, ASTM F75 components instead can be cooled directly in the HIP system at a high enough rate to avoid carbide formation and thereby completely eliminating the need for a separate homogenization/solution treatment. The result is that only one thermal treatment is needed instead of two, one piece of equipment needed instead of two, and the material will spend 4 hours at elevated temperature instead of 8 hours, which is beneficial. This is applicable on both cast and AM implants as well as MIM.
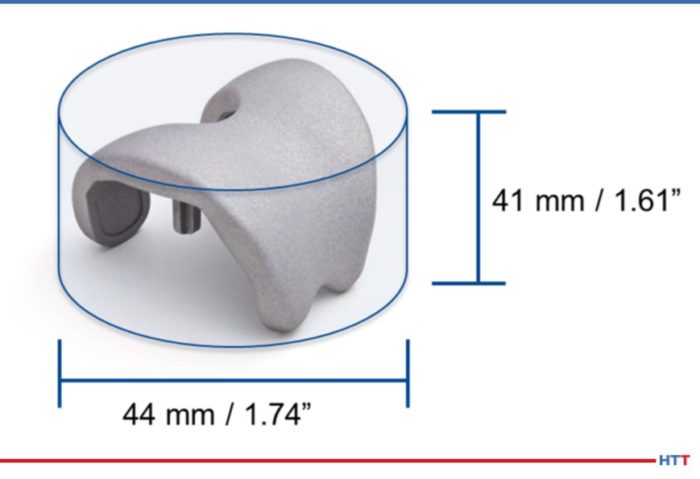
Figure 4. Size of femoral knee implant used for case study (Photo source: Quintus Technologies)
The Productivity of a Modern HIP System
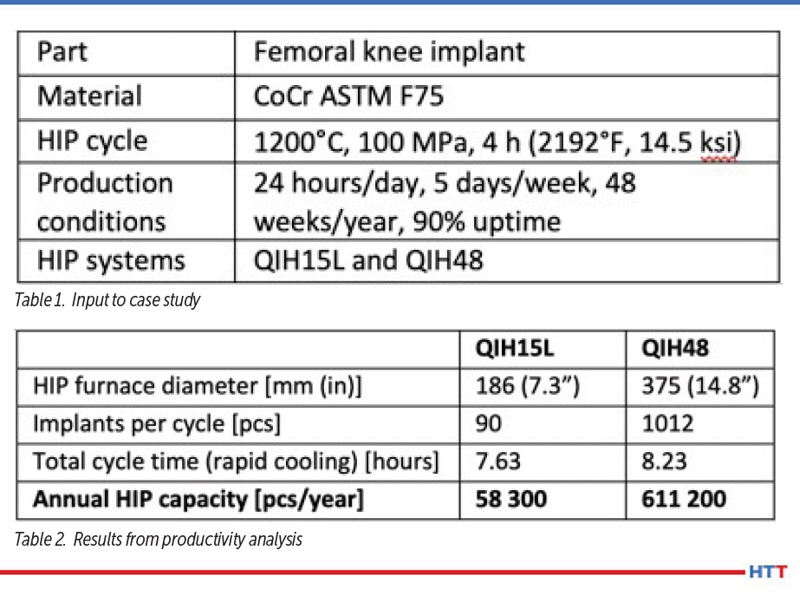
The rapid cooling capability of these systems lead to a significant reduction in the HIP cycle time and thus, improved productivity of the production chain. To demonstrate the high capacity of these HIP systems, a production case is presented below where two Quintus® HIP systems, the QIH15L and the QIH48, have been compared.
For this case study, a femoral knee implant made of ASTM F75 has been chosen. The size of the implant can be seen in Figure 4 represented by a cylinder. It is assumed that the implants are not allowed to be in contact with each other during the HIP cycle, so it calculates how many cylinders can fit in each furnace, making the calculation conservative. The HIP parameters for this case are 2192°F, 14.5 ksi (1200°C, 100 MPa) and 4 hours with rapid cooling, which will determine the HIP cycle time. The production conditions in this case are chosen to be 24 hours/day, 5 days/week and 48 weeks/year with a 90% uptime of the HIP system. All input data is summarized in Table 1 and the results are presented in Table 2.
As can be seen in Table 2, the QIH15L can process 58,300 implants per year while the QIH48 can produce 611,200 in the same time frame. These numbers are quite high considering these two HIP models belong to the Quintus® Compact HIP series and are relatively small units aimed at in-house production lines. The HIP cycle time is around 8 hours and the larger HIP system, the QIH48, has a slightly longer cycle time compared with the smaller QIH15L. This cycle time is calculated with the assumption that rapid cooling is used. If a conventional system without rapid cooling is used instead, the total HIP cycle time can be as much as twice as long, close to 16 hours total, showing the impact of the rapid cooling capability on system productivity. Of course, this would be reflected in half the number of parts per year. A more comprehensive productivity and cost analysis for modern HIP systems have been made in Cost-Effective Hot Isostatic Pressing – A Cost Calculation for MIM Parts.13
The Benefits of Insourcing the HIP Process
Traditionally, most orthopaedic implant manufacturers have been outsourcing the HIP process to external HIP service providers rather than having the HIP process in-house, and that is still the situation today. A benefit of using a HIP service provider is that it is a cost-effective alternative even for relatively small annual volumes. This is possible since the service provider can consolidate different lots from different customers together in one HIP cycle, so called coach cycle, making it a cost-effective route.
However, insourcing the HIP process is becoming more interesting and some implant manufacturers have already invested in HIP equipment to facilitate the HIP process in-house. One reason for this trend is the strong technical development of the modern-day HIP equipment, as already discussed in the previous chapter.
Insourcing the HIP process has several positive aspects and some are discussed here below:
Shorter production times – Since the time of transport to and from the service provider is eliminated along with the turnaround time at the service provider, the lead time for HIPing the implants can be significantly reduced. When HIP with in-HIP heat treatment capability is fully integrated into the production process, process steps can be eliminated and time waste can be minimized.
Eliminate risks – Since the transporting to and from a service provider is eliminated, so are the risks related to transport delays and damaged/lost goods.
Production flexibility – Full control over the production schedule and lead times result from the flexibility to run cycles when needed and possibly to fast-track time-critical deliveries through the internal schedule. This can be important for patient-specific devices where short lead time is always a requirement.
Control over quality and process improvement – With the full HIP and heat treatment process in-house, the quality system can be further developed to avoid mistakes and non-conformities, while good-receipt inspection can be minimized. Typical issues can include loss of implant traceability, parts being treated with the wrong HIP parameters, and surface contamination such as surface oxidation and alpha casing etc. Internal know-how and expertise on how to run the HIP process will be developed over time to avoid quality issues and delays, all with the help of the Quintus Care® program.
Optimized HIP and HT protocols – When operating the HIP process in-house, one is not limited to the standard coach cycle generally offered by the HIP service industry. Instead, the HIP process can be tailored for the needs and requirements of specific parts and materials made by casting, AM, or MIM to achieve maximum performance and quality of the implants. This possibility is extra important for parts produced by additive manufacturing (AM) since optimized HIP cycles, specifically for AM material, can result in significantly improved material properties compared to the standard HIP cycles as has been shown. Opportunities include integrating different heat treatments into the HIP cycle that are enabled by rapid and steered cooling to achieve the most effective production route, facilitating in-house R&D to continuously improve HIP processing, and optimizing for new products and applications. Today, there are HIP service providers on the market who have modern HIP systems with rapid cooling capabilities that can also offer optimized cycles and combined HIP and heat treatment.
Lower total production cost – Having a high utilization rate on an in-house HIP system yields the lowest operating cost for the HIP process. The cost for heat treatment can potentially be eliminated completely if the combined HIP and heat treatment approach can be used. Since transportation to external sub-contractors can be avoided, the cost of transportation is eliminated as well as the cost of insurance during transport. There are also potential indirect cost savings from improved quality control routines, more flexible planning, and shorter delivery times.
So, overall control of the process when operating in-house is one of the key benefits when coupled with better properties of the implants, short lead times and low cost for the process.
Conclusions
In this paper we have discussed the development of modern HIP technology such as the possibility to perform rapid and steered cooling directly in the HIP, which gives a significantly improved production capacity of the HIP system. The rapid cooling capability of modern Quintus® HIP systems also makes it possible to include heat treatment processes directly into the HIP cycle with the purpose of eliminating process steps for shorter lead times and more lean production.
AM is growing as a production method for orthopaedic implants with a potential for modifying and optimizing the HIP cycles for AM-produced components. Such optimized approaches offer a product with enhanced material properties compared to traditional HIP cycles, which were often developed for cast and wrought material.
The advantages of operating the HIP process in-house include minimal lead time, control over quality, process improvement, flexibility in production planning, the possibility to use optimized HIP cycles, and a lower total production cost from direct and indirect cost savings.
References
[1] JJ. Lewandowski and M. Seifi, Metal Additive Manufacturing: A Review of Mechanical Properties, Annual Review of Materials Research 46, pp. 151-186, 2016.
[2] J. Kunz et al., Influence of HIP Post-Treatment on the Fatigue Strength of 316L-Steel Produced by Selective Laser Melting (SLM), Proceedings WorldPM2016, Oct. 2016, Hamburg, Germany.
[3] S. Leuders et al., On the Fatigue Properties of Metals Manufactured by Selective Laser Melting: The Role of Ductility, J. Mater. Res. 29, 1911–1919, 2014.
[4] N. Hrabe et al., Fatigue Properties of a Titanium Alloy (Ti–6Al–4V) Fabricated Via Electron Beam Melting (EBM): Effects of Internal Defects and Residual Stress, International Journal of Fatigue vol. 94, pp. 202–210, Jan. 2017.
[5] J. Haan et al., Effect of Subsequent Hot Isostatic Pressing on Mechanical Properties of ASTM F75 Alloy Produced by Selective Laser Melting, Powder Metallurgy vol. 58 no. 3, pp. 161–165, 2015.
[6] V. Popov et al., Effect of Hot Isostatic Pressure Treatment on the Electron-Beam Melted Ti-6Al-4V Specimens, Procedia Manufacturing, vol. 21, pp. 125-132, 2018.
[7] R. Kaiser et al., Effects of Hot Isostatic Pressing and Heat Treatment on Cast Cobalt Alloy, Materials Science and Technology, Vol. 31, No. 11, Sept. 2015.
[8] S. Tammas-Williams et al., The Effectiveness of Hot Isostatic Pressing for Closing Porosity in Titanium Parts Manufactured by Selective Electron Beam Melting, Metall. Trans., Volume 47, Issue 5, pp 1939–1946, May 2016.
[10] M. Ahlfors et al., Optimizing HIP and Printing Parameters for EBM Ti-6Al-4V, HIP17 – 12th International Conference on Hot Isostatic Pressing, Dec. 2017, Sydney, Australia.
[11] T. Kosonen and K. Kakko, Evaluation of HIP-parameter Effects on AM Titanium Ti-6Al-4V, AeroMat19, May 2019, Reno, Nevada.
[12] M. Chauhan, Microstructural Characterization of Cobalt Chromium (ASTM F75) Cubes Produced by EBM Technique, Master Thesis at Chalmers University of Technology, 2017.
[13] M. Ahlfors et al, Cost-Effective Hot Isostatic Pressing – A Cost Calculation for MIM Parts, Metal Injection Molding International, Vol 12 No. 2, June 2018.
About the Authors:
Magnus Ahlfors works as application engineer in hot isostatic pressing where he is heavily involved in the development and optimization of HIP processes for different industries, especially for metal additive manufacturing. Magnus has a MSc in Materials Engineering from Chalmers University of Technology, Sweden and has worked at Quintus Technologies since 2013.
Chad Beamer has a MS from the Ohio State University in Material Science and has worked as a material application engineer with GE Aviation years and as a technical services manager with Bodycote. In February, Chad began working with Quintus Technologies as an applications engineer for the Advanced Material Densification division focusing on hot isostatic pressing (HIP). As an applications engineer, he manages the HIP Application Center located in Columbus, Ohio, educates on the advancements of HIP technologies, and is involved in collaborative development efforts both within academia and industry.
Hot isostatic pressing (HIP) has been a player in heat treating for 50 years, but recent advances in its technology are providing cutting edge opportunities for new applications in the thermal processing industry.
Heat Treat Today asked two experts in the HIPing world about the state of hot isostatic pressing: What are the latest technologies and where are its potential growth markets in the thermal processing industry? They represent both sides of HIPing – one from a HIP equipment manufacturer and the other from a HIP process/service provider. Each gives a unique perspective on the HIP market and the industry itself.
Our expert contributors are Chad Beamer, an applications engineer in Hot Isostatic Pressing, at QuintusTechnologies, a high pressure technology company, and Derek Denlinger, a corporate lead metallurgist at Paulo, a thermal processes and metal finishing operations company. This Original Content Technical Tuesday article was taken from 2020 Q4 Heat Treat Todayprint magazine.
What is HIP?
Derek Denlinger Corporate Lead Metallurgist Paulo
Paulo’s Derek Denlinger says, “Hot isostatic pressing is fundamentally, when parts simultaneously see high temperature (in some cases as much as 2500oF) and very high pressure (up to 30,000psi) from all directions for a duration of time.”
Chad Beamer Applications Engineer – Hot and Cold Isostatic Pressing Quintus Technologies LLC
Chad Beamer of Quintus adds, “Pressure-based compaction processes can be used to establish density by applying a uniaxial pressure within rigid dies. Such mechanical or hydraulic approaches can produce non-complex parts or ‘green’ compacts. Although a cost-effective and high-throughput technique, these conventional presses exhibit geometrical limitations and compressibility constraints, yielding product that is not uniform in density and microstructure.”
“Isostatic pressing was developed with the desire to improve upon these shortcomings,” continues Beamer. “Such compaction techniques leverage Pascal’s law by using a fluid contained in a pressure vessel, either in the liquid or gas state, to transmit equal pressure in all directions on the surface of a workpiece.”
Beamer further explains, “Various isostatic pressing techniques exist today such as cold isostatic pressing (CIP), warm isostatic pressing (WIP), and hot isostatic pressing (HIP). HIP is a heat treatment process that utilizes isostatic pressure via a gas at high temperatures. It is commonly used to consolidate metal or ceramic powder and to reduce defects present in castings and additively manufactured parts. The output is a product with improved mechanical properties, workability, and reliability.”
Pore eliminated before and after HIP process
What happens in the HIPing process?
Denlinger explains, “In the HIPing process, parts are heated to a temperature high enough to weaken material strength. High pressure, usually applied through a pressurized gas medium such as argon, applies a compressive stress onto the part from every direction. Given a hold period of time, this compression effectively allows for internal voids or pores to close up due to a mixture of mechanical deformation, creep, and metallic diffusion. The part consolidation sets the stage for any other heat treatment that may follow in order to maximize material performance.”
Since the densification of the workpiece is achieved by the simultaneous application of pressure and elevated temperature during HIP, Beamer adds, “Temperatures are usually in the range of 900oF-3600oF (500o-2000oC) depending on the material being HIPed. A good rule of thumb is a temperature targeting approximately 80% of the materials solidus temperature. Pressures in the vessel can reach twice that of the pressure at the bottom of the Mariana Trench, generally in the range of 15,000-30,000 psi (100-200MPa). The combined temperature and pressure applied should be capable of exceeding the yield strength of the material.”
Latest HIP Technologies
Both Beamer and Denlinger share optimism about the new HIP advancements, especially the new high pressure heat treatment (HPHT).
Beamer states, “A recent development in HIP technology is the ability to perform rapid gas cooling and quenching in the HIP system. Originally developed to shorten cycle time, this advancement is now being leveraged to perform many of the standard heat treatments for metals in the HIP furnace. Now a single piece of equipment can be used to apply both HIP and heat treatment, all carried out in one cycle. This approach is referred to as high pressure heat treatment (HPHT). Benefits to this new treatment include:
the ability to remove an additional process step and piece(s) of equipment
more cost-effective manufacturing path
fewer times a component must be heated up
less time spent at elevated temperature
elimination of the risk of thermally induced porosity (blistering) in additively manufactured parts
“These modern systems are continuing to evolve with other promising advancements such as steered cooling. This controlled cooling approach within a HIP vessel allows cooling rates for a component to be optimized in order to achieve the desired microstructure. These advancements are quite exciting for many industries as they are expanding the design windows for material systems and creating new opportunities within a HIP system.”
“HIP has been around commercially for around 50 years,” Denlinger points out, “but more recent technology has been focused on better control of thermal aspects of the process. This is opening the doors for more fine-tuned ‘high pressure heat treatment’ processing that can offer speed and, in some cases, performance benefits that were previously not possible. These types of processes have often been coupled with the ever-growing additive manufacturing processes, though applications to more traditional manufacturing methods are gaining momentum. The influence of pressure on diffusion and transformation in materials has been identified, but not fully explored for many alloys, so new high pressure heat treatments are now being considered to compete with traditional HIP and heat treatment methods.”
What is HIP’s niche in the thermal processing industry? Who are its customers? Where do you see potential growth markets?
HIP implants
According to both men, the future is bright for HIPing.
Beamer explains why specific industries choose HIPing: “HIP is often desired where the risk of failure is not an option. Therefore, it is not surprising that HIP is commonplace in aerospace, energy, and medical industries. Applications within these industries include densification of products, consolidation of powder, diffusion bonding, as well as HPHT. For the aerospace industry, HIP is used to remove porosity from nickel-base and titanium-base castings as well as defects present in additively manufactured parts. The medical industry applies HIP to improve the quality and durability for cobalt chrome and titanium implants. HIPing of large and complex near-net-shape powder metal components to achieve fully densification is routine in the energy industry.”
Denlinger agrees, “HIP has most often been used for fatigue benefits, which is an important performance criterion in the aerospace industry. This remains in the scope, but applications in other sectors are growing due to the adoption of additive manufacturing. Oil and gas, medical, manufacturing equipment, space, firearms, and other industries are increasing their use of HIP and high-pressure heat treatment. Partnering with companies to explore additive manufacturing solutions with both HIP and traditional heat treatment in our arsenal has been very successful; challenging the status quo with the latest HIP technology and our expertise in heat treatment has been a great learning experience.
Regarding market expansion for HIP, Beamer shares, “Potential growth markets for HIP include medical, defense, space, automotive and the ongoing developments with additively manufactured applications. The medical industry is showing growth with an aging population coupled with a cultural shift to living a more active lifestyle. Another trend within the medical industry is to insource HIP versus going through a supplier, which can offer process optimization opportunities and increased quality control.”
The future of HIP technology is likely to include the automotive industry.
Beamer continues, “Growth for HIP in the defense industry can be attributed to strong government funding, such as the development work being done through America Makes. One of the most exciting growth markets here in the US is space, in which many high-profile companies are showing interest in HIP and HPHT technologies.
“Although the HIP process is not typically characterized as a high-volume process,” Beamer concludes, “the automotive industry is finding its benefits useful for cast engine blocks and emerging technology such as binder jet applications. Despite the present challenges due to the Covid-19 pandemic, specifically within the civil aerospace industry, there are many exciting growth opportunities for HIP.”
(All photos in this article provided by Quintus Technologies)
About the Authors:
Chad Beamer has a MS from the Ohio State University in Material Science and has worked as a material application engineer with GE Aviation for 7 years and as a technical services manager with Bodycote for 5 years. In February, Chad began working with Quintus Technologies as an application engineer for the Advanced Material Densification division focusing on hot isostatic pressing (HIP). As an applications engineer, he manages the HIP Application Center located in Columbus, Ohio, educates on the advancements of HIP technologies, and is involved in collaborative development efforts both within academia and industry.
Derek Denlinger is the corporate lead metallurgist at Paulo. Derek has a Bachelor of Science in Metallurgical Engineering from Missouri S&T in Rolla. He started in the foundry industry before transitioning to heat treatment at Paulo where he has been for the past 5 years. The past two years, Derek has been focused on additive manufacturing and hot isostatic pressing assisting with Paulo’s entry into the HIP market.
A U.S. manufacturer in high pressure technology has delivered the world’s fastest fan-driven hot isostatic press (HIP) to Italy’s PRES-X, a start-up established to meet the post-production needs of 3D printed metal components. Its industry focus is on aerospace, space, defense, racing, automotive, packaging, and medical device markets.
Additionally, this HIP model is specifically designed for the additive manufacturing (AM) industry. Installation of the press makes PRES-X the first company worldwide to deploy the fan-driven HIP that was designed for this application.
The maker of the fan-driven HIP, Quintus Technologies, notes that the model, QIH 60 M URC®, has capabilities which make it possible to eliminate several operations in the AM production line, and thus create a more cost-effective process. A cooling rate of 1500K/minute can be achieved while minimizing thermal distortion and non-uniform grain growth, producing 3D printed parts with optimal material properties.
Andrea Scanavini CEO and Founder PRES-X (photo source: https://www.tctmagazine.com/)
“Our vision is to become the innovation leader within HIP,” comments Andrea Scanavini, CEO and founder of PRES-X. “The QIH 60’s innovative capabilities have already prompted customers to review their parts production methods, even in application areas that have long used more traditional techniques. This is allowing us to see new project starts and growth in orders and revenue despite a very challenging global market situation.”
A heat treating and metal processing services provider in the Pacific Northwest recently increased its hot isostatic pressing (HIP) capabilities with the purchase of new equipment to enable the company to process a broad range of materials and lot sizes for quality-critical industries, such as energy, aerospace, and medical.
Doug Puerta, CEO, Stack Metallurgical Group
Stack Metallurgical Group has doubled its HIP processing with the addition of a model QIH 122 M URC® from Quintus Technologies following the recent installation of a high-capacity Mega-HIP, the QIH286 M URC®; both combine HIP and heat treatment in a single process and are located at Stack’s recently completed facility in Albany, Oregon.
“We’ve been extremely happy with the market response as we have expanded our service offerings to include HIP,” said Doug Puerta, CEO, Stack Metallurgical Group. “The massive size of our first unit enables us to process larger castings and/or powder metal components. The new unit now allows us to process all ranges of materials and lot sizes and is ideal for moderately sized components. The capabilities and capacity offered by these two units further strengthen the value proposition that Stack facilities provide their clients.”
Jan Söderström, CEO of Quintus Technologies
“We see opportunities not only in traditional markets such as castings but also in emerging markets, with additive manufacturing being the most notable,” added Puerta.
“Stack’s decision to invest in a second Quintus HIP is a tribute to our leadership position in the industry,” said Jan Söderström, CEO of Quintus Technologies. “As the need for hot isostatic pressing steadily increases, we are very pleased with this next step in our relationship.”
A Swiss company that operates Alfa Romeo Racing recently partnered with a global leader in high-pressure heat treatment (HPHT) technology for processing high-performance materials.
Christoph Hansen, head of technical development at Sauber Engineering AG
Sauber Motorsport AG, a part of the Sauber Group of Companies, launched a long-term partnership with Title Sponsor Alfa Romeo in 2018 and have now chosen Quintus Technologies to supply their hot isostatic pressing (HIP) equipment.
"The partnership with Quintus is an important milestone on Sauber Engineering’s Additive Manufacturing journey" said Christoph Hansen, head of technical development at Sauber Engineering AG. "The implementation of the hot isostatic pressing process adds massive value in bringing performance to our car as well as for the demanding needs of our customers. By using Quintus’s HIP technology, the Sauber Group will be able to push the boundaries of what we do even further and bring the materials we produce to an outstanding level."
Jan Söderström, CEO of Quintus Technologies
With the QIH 21 M URQ®, Alfa Romeo Racing has access to Quintus’s proprietary URQ® technology, which allows heat treatment and cooling to be combined in a single process, known as high-pressure heat treatment. The QIH 21 M URQ® has an operating temperature of 2,552°F (1,400°C).
"We are excited to be partnering with one of the most iconic Formula One teams—Alfa Romeo Racing," said Jan Söderström, CEO of Quintus Technologies. “This collaboration brings together two organizations at the forefront of advanced development and product innovation in the AM field. Working with Alfa Romeo Racing also gives us at Quintus a unique opportunity to show a large audience how well the modern HIP technology optimizes material properties."












 Heat Treat
Heat Treat