Overcoming Challenges and Finding Success in Latin America’s First HIP Batch

In December 2022, the first HIP batch on Latin American soil was performed. The journey to success in HIP, as any HIP user will agree, is a bumpy road. What are the challenges that aerospace manufacturers with in house heat treating should be aware of when considering HIP processing? Learn how HT-MX Heat Treat & HIPing — the heat treater who ran the first HIP batch in Latin American history — navigated the transition from small tooling jobs to HIP processing for aerospace parts.
Read the English version of the article below, or find the Spanish translation when you click the flag above right!
This original content article, first published in English and Spanish translations, is found in Heat Treat Today's March Aerospace Heat Treating print edition.
If you have any thoughts about HIP, our editors would be interested in sharing them online at www.heattreattoday.com. Email Bethany Leone at bethany@heattreattoday.com with your own ideas!
From Simple Tooling to Aerospace Heat Treat

Founder and CEO
HT-MX
Writing this story as the first Latin American company to offer Nadcap accredited hot isostatic pressing brings a flood of memories and images to mind. HT-MX’s beginnings were simple, but also filled with challenges, failures, and lessons. When the company began, we were certain that, though small, we were still a “heat treat plant” and not just a shop.

Being located in Mexico means that there were large companies with headquarters located far away — potential customers — that would be deciding on their heat treat supplier close to their location. We worked hard to be and to present ourselves as being very professional. But a lesson soon learned was that achieving trust with partners takes a lot more than a good speech and a clean plant.
Unsurprisingly, the first jobs were simple tooling work, like quench and tempering tooling and carburizing gears. A junior engineer and I would drive around in my old hatch-back to local machine shops and pick up a small shaft or gear and bring it back to the plant. We would get so excited when we got the case depth right.
With minimal resources, we decided to complete quality control ourselves. We became friends with a quality manager from a local company, and he came over to help on weekends and after 6:00pm until the audit date came. His knowledge is still in use at HT-MX to this day. I remember celebrating with a “Carne Asada” (a Mexican style barbecue) when we finished that first audit, thinking we had just made a huge step forward, not realizing how far away we still were from our vision.

Source: HT-MX Heat Treat & HIPing
But as time passed, we turned our attention to the aerospace industry in Chihuahua, a city with four OEMs. We received the AS9100 certification and started working on Nadcap accreditation. This required time, but by then, a pretty strong engineering team was in action, and successfully obtained Nadcap accreditation in late 2019. Again, we celebrated with a Carne Asada, this time, with a better understanding on where we were and what future challenges we needed to face.
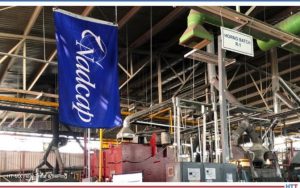
Taking On Hot Isostatic Pressing

Source: HT-MX Heat Treat & HIPing
The pandemic hit. Boeing’s 737 Max crisis continued to impact the industry. Moving into aerospace was slow with limited volume, especially compared to what we had seen in the automotive and oil and gas industry. But by now, international companies were more willing to transfer heat treat operations to Mexican suppliers, and we were ready, beginning with running aluminum batches, precipitation hardening, annealing, and other standard processes. It was during this early start to serve the aerospace industry that we heard about hot isostatic pressing (HIP).
Around 2019 during an aerospace cluster event, an OEM with a local presence approached us with their HIP requirements. I had only heard of HIP, but I was immediately interested — until I found out how much one of those machines cost!
But good financing through government programs helped make this HIP project a reality. Timing was not the best, as the federal election in Mexico caused a temporary Mexican currency depreciation, handicapping the project at its beginning.
Getting the proper certifications and validations proved to be a long and complex process, too. Theoretically, we knew what to expect, in terms of getting the Nadcap checklist approved, but the reality was a little different. Gaining Nadcap certification slowly builds a certain culture into any company in its day-to-day activities. Translating that culture into a completely different business unit, new crew, and new process proved to bring its own challenges.
HIP Challenges: Pressure, Temperature, Thermocouples, and Argon Supply
Heat treating usually handles temperature, atmosphere control (or lack of), and regular traceability requirements. HIP, however, adds a few new dimensions to what we usually see: internal pressure, very high temperatures — up to 3632°F (2000°C) — and argon supply. It was the first time HT-MX dealt with a process that incorporated up to 30,000 psi and also used a lot of high purity argon.
Pressure has its own challenges, though the HIP press takes care of those challenges. Still, the internal workings on these kinds of presses are fundamentally different than that of a regular heat treat furnace. Yes, you need to heat it up, but apart from that, it’s not even a furnace but a press. Understanding how the machine works, what happens inside with all that pressure, how it affects the components undergoing hot isostatic pressing, and how it affects the baskets you’re using is a critical learning curve.
High temperatures change everything about running these types of cycles. We work with metals, which means temperatures range between 1832°F and 2372°F (1000°C and 1300°C). This has an impact on thermocouple selection, calibration, and more; with the company’s thermocouple product suppliers based in the U.S., this entails more challenges and extra costs. I have lost count on those urgent same-day trips to the border to retrieve critical spares in time. It’s an 800-km/498-mi roundtrip! We have fortunately found a great supplier that has offered the technical feedback we needed, and we have started to finally understand and control our thermocouple consumption. Although, I must be honest here, we still have a lot to learn in this aspect.
Then, there’s the argon supply. HT-MX never expected it to be a challenge, but it turns out getting the proper supplier — one that understands the requirements and is willing to work with you from validation to production — is key. You might be able to start your validation process using argon transported in gas containers but eventually you will need to switch to liquid argon. That proved to be more difficult than expected. There are not many projects requiring these kind of alliances locally. Getting the right supplier was key and more of a challenge than expected. And then came the lessons on efficiently using the liquid argon, avoiding excessive venting of the tank, and being all around smart with the HIP schedule. This has been a constant learning process, one that has high costs.
Final Hurdles: Certifications, Current Events, and Energy Costs
Once our company had the Nadcap certification, we still needed to get the OEM’s approval for the HIP process, then the approval for the specific version of the HIP process, and then the actual approval for the part numbers.
These approvals were handled by the headquarters’ engineering department and not locally. It was a time-consuming process, with several test runs, lab testing, multiple audits, visits, and more testing, etc. And while all of this was happening, we still had to design the operation, locate critical suppliers not available in Mexico, create alliances with suppliers, etc. Writing this down in a few lines makes it seem simpler and quicker than it really was.
Source: HT-MX Heat Treat & HIPing
Additionally, in instances like this, Mexican companies, especially small ones, face much more scrutiny than U.S. or European-based companies, and must prove themselves in every single step. It makes sense, even if it feels a little unfair, as HT-MX had no proven track record of high tech processes such as HIP. It does cost extra time, extra care, and sometimes extra testing, but it is the reality we face and we must overcome the extra hurdles.
While navigating HIP approval, the pandemic hit. Months later, the war in Europe began with significant impacts on the cost of energy. Our main clients were high volume and low margin, and with energy prices rising, our competitiveness began to diminish. To adapt and evolve, we decided to add some smaller furnaces for smaller parts, invest in training and increased sales efforts, and focus on AMS/Nadcap-based customers, letting go of major clients. Slowly, things began to turn around.
The First Official HIP Batch in Latin America History
In December 2022, HT-MX ran the first official HIP batch in Latin American history. It was a long time coming. I always thought that running that first batch would feel like reaching the Everest summit. When the day came, it just felt like reaching Everest’s base camp. We still have a long way to go to be truly an established HIP supplier. Now, it’s back to climbing and shooting for that summit, that summit that will perpetually precede the next summit.
There are still several challenges: stabilizing new processes and improving established ones. But I am confident we will move forward in this new stage. And I am so looking forward to the next Carne Asada.
About the Author: Humberto Ramos Fernández is a mechanical engineer with a master’s degree in Science and Technology Commercialization. He has over 14 years of industrial experience and is the founder and current CEO of HT-MX Heat Treat & HIPing, which specializes in Nadcap-certifi d controlled atmosphere heat treatments for the aerospace, automotive, and oil and gas industries. With customers ranging from OEMs to Tier 3, Mr. Ramos has ample experience in developing specific, high complexity secondary processes to the highest requirements.
Contact Humberto at humberto@ht-mx.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Overcoming Challenges and Finding Success in Latin America’s First HIP Batch Read More »