




Normalizing and Isothermal Annealing: Which Furnace Is Best?
Selecting the right furnace is critical to achieving consistent results in normalizing and isothermal annealing of forged steel components. In this Technical Tuesday installment, Arturo Archavaleta of NUTEC Bickley, examines the thermal principles behind each process and evaluates common continuous furnace types to help heat treaters select the best solution for their specific applications and production goals.
This informative piece was first released in Heat Treat Today’s February 2026 Air & Atmosphere Heat Treating print edition.
Introduction
Industrial furnace manufacturers support a wide range of thermal processes across the ferrous and non-ferrous metals industries, including forging, heat treatment, and low-temperature curing and drying applications. Within these areas, furnace design and process selection play a critical role in achieving consistent metallurgical results and efficient production.
This article focuses on continuous furnace systems used for the normalizing and isothermal annealing of forged steel parts, examining how different furnace configurations support the thermal and metallurgical requirements of these heat treatment processes.
Normalizing
From a thermal point of view, normalizing is an austenitizing process followed by slow air cooling. Normalizing steel is carried out by heating it to approximately 30°C–50°C (54°F–70°F) above the critical Ac3 temperature — the temperature at which the transformation to a homogeneous austenitic structure is complete — and then cooling with air to room temperature.
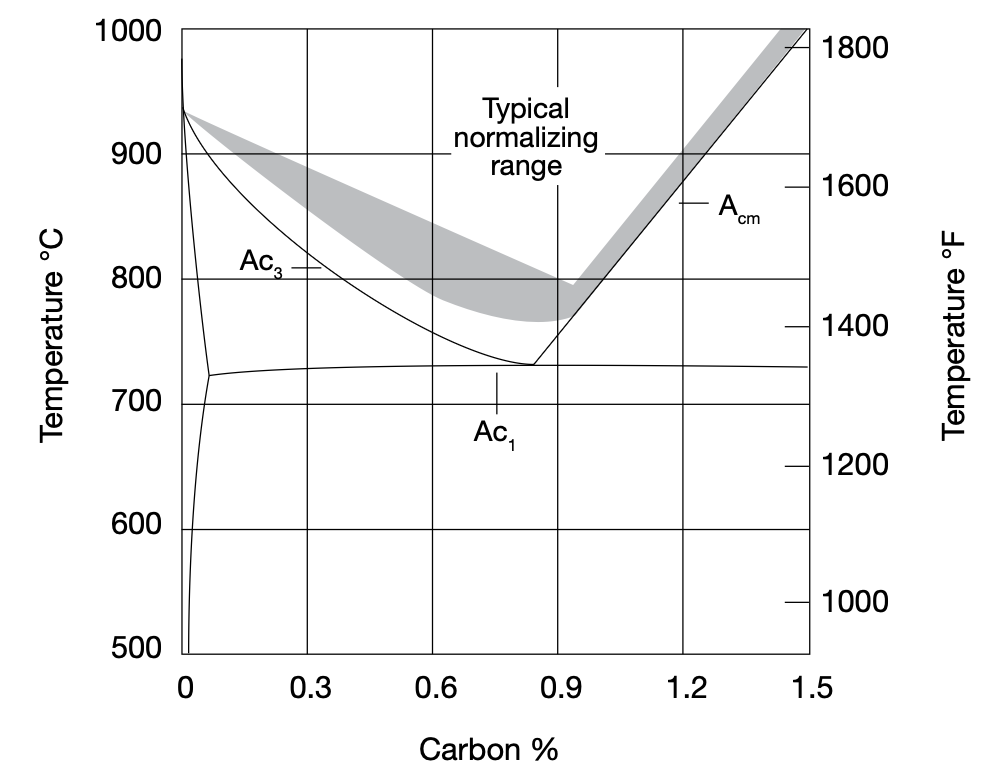
phase diagram showing the typical
normalizing temperature range for
plain carbon steel. (ASM Handbook
1991, p. 35)
Why Normalize?
- Reduces internal stresses after forging
- Improves dimensional stability
- Produces a homogeneous microstructure
- Ensures a consistent structure across batches of forged parts
- Helps better control potential problems in subsequent hardening or surface heat treatment processes
Isothermal Annealing
Isothermal annealing is a heat treatment applied to steels to soften their structure, improve machinability, and standardize their mechanical properties. It consists of heating the steel to the austenitizing zone — above Ac3 for hypoeutectoid steels (<0.8% carbon) and above Ac1 for eutectoid steels (≥0.8% carbon) — holding it until the desired austenite is achieved. The parts are then rapidly cooled to an isothermal temperature (usually 550°C–650°C/1020°F–1200°F) and held there until the transformation of the austenite to a fine pearlite is complete. Finally, parts are cooled in air.
It is essential to understand the isothermal transformation (IT) diagrams of the steels treated by these processes, as the ITs predict the desired microstructure after transformation, the transformation temperature, and the time required for this to occur.
Main Objectives of Isothermal Annealing
The principal aim is to achieve a more homogeneous and softer structure than that obtained with conventional annealing. This helps:
- To reduce internal stresses
- To improve machinability and ductility
- To achieve reproducible properties (by eliminating variability in the cooling rate during furnace annealing)
Types of Furnace
The most typical continuous furnaces used for normalizing and isothermal annealing are as follows:
- Pusher tray system
- Roller hearth conveyor
- Cast-link belt conveyor
- Rotary hearth system
Let’s look at each one in turn and consider the advantages and disadvantages.
Pusher Tray Furnace
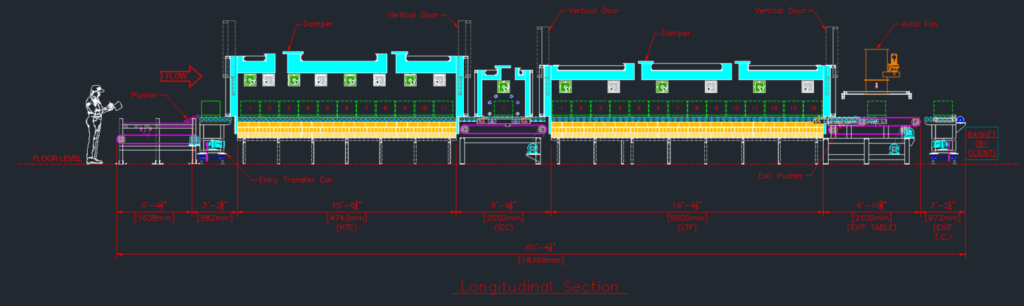
Pusher tray furnaces (Figure 6) offer many advantages, including a lower initial investment cost than other options. They have fewer mechanical components exposed to high temperatures requiring extensive maintenance, and the main equipment (tray pusher and puller) requires less maintenance. Short trays can be used in the direction of movement with good stability, and parts can also be loaded hung on the trays. Because the trays are closer together, the length of the furnace is shorter.
There are, however, some drawbacks. Most pusher tray furnaces only have burners firing above the load, which can affect temperature uniformity. Because of this, heating times can increase and there is less space for burners in areas of high heat demand. While main equipment maintenance is low, the trays tend to warp, resulting in additional costs. Finally, loading can be difficult and is not easily automated.
Roller Hearth Furnaces

Unlike pusher tray furnaces, roller hearth furnaces (Figure 7) have burners that fire both above and below the load, making it easier to achieve uniform temperature. There is also more space for burners in areas of high heat demand. As with pusher tray furnaces, parts can also be loaded hung on trays.
In contrast, the initial investment for roller hearth furnaces is higher. There is additional maintenance due to the roller conveyor, including lubrication of bearings, chains, and roller replacement costs based on lifespan. Longer trays are also needed for good stability, increasing the furnace length.
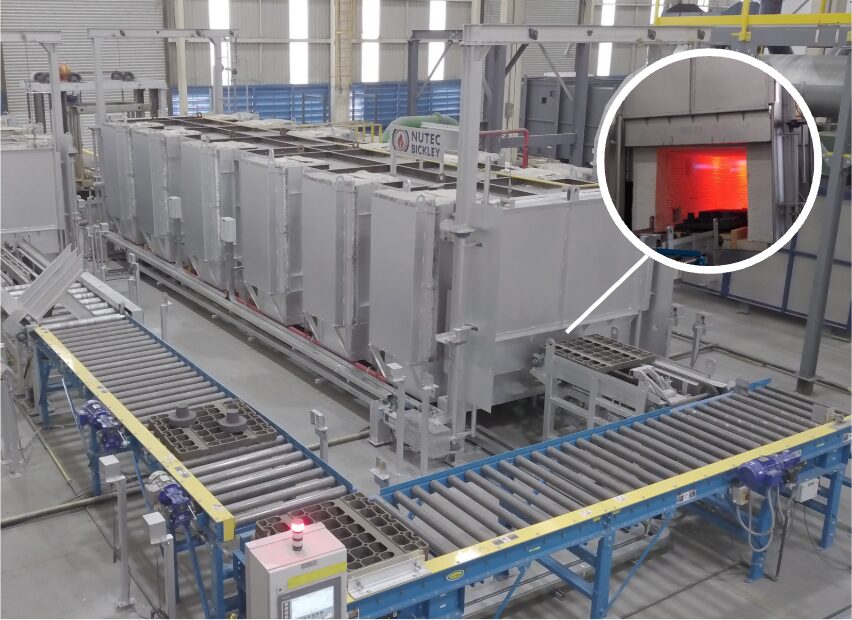
Cast-link Belt Furnaces

Cast-link belt roller hearth furnaces (Figure 8) offer a simplified loading system using automation to place parts directly on the conveyor belt (with parts lying flat only) or even in bulk. The configuration also allows for shorter furnaces, distributing more load width-wise.
Conversely, there are several disadvantages, including a very high initial investment cost due to the alloy belt, along with costs associated with belt replacement. These furnaces require more energy because the belt must be reheated as it cools down on its return. They also require maintenance for the roller conveyor, bearings, chains, and the belt traction system. Like pusher tray furnaces, they only have burners firing above the load, making temperature uniformity more difficult to obtain.
Rotary Hearth Furnaces
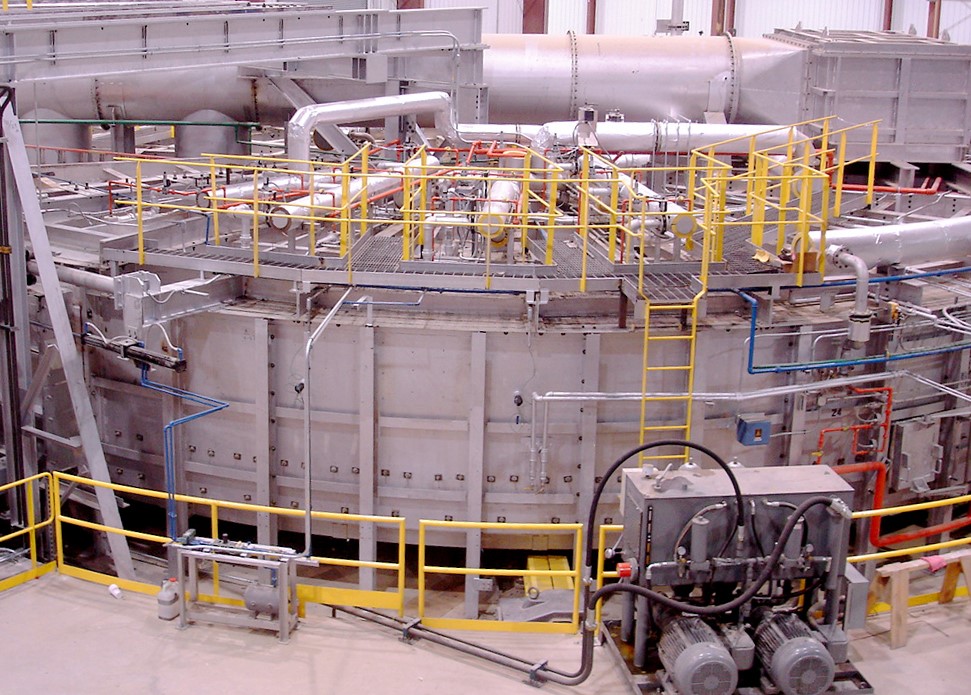
Rotary hearth furnaces (Figure 9) have a moderate initial investment and carry many advantages. They allow for manual or automatic loading since parts are placed directly on the hearth (flat or in bulk), or can be loaded hung on trays using automatic loaders or robots. They occupy less floor space and have better thermal efficiency, since all the heat is directed to the product.
As with pusher tray and cast-link belt furnaces, most rotary hearth furnaces only have burners firing above the load, which can affect temperature uniformity. They typically require robots or loaders for high-volume, continuous production. While they occupy less floor space, the layout is unconventional because loading and unloading occur from the same side.
In Summary
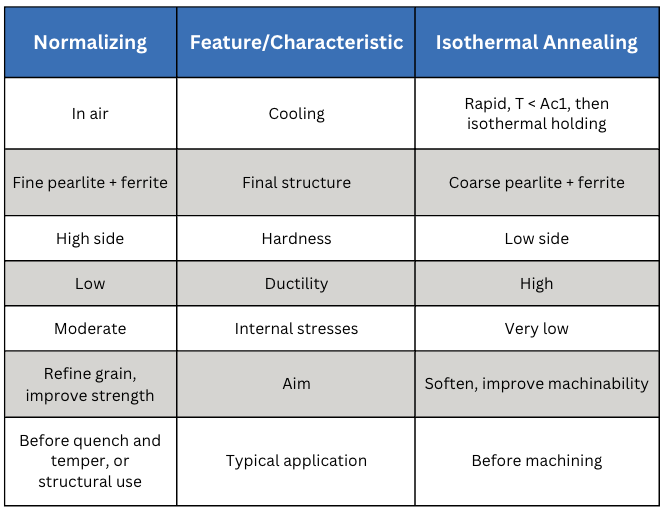
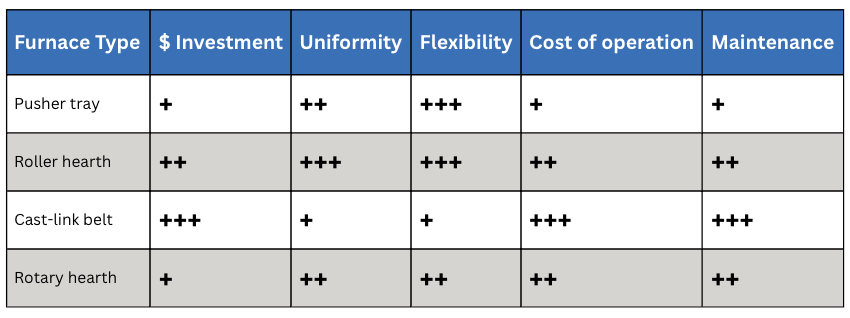
Selecting the appropriate furnace for normalizing or isothermal annealing ultimately depends on the desired material properties, production volume, parts, and operational priorities. Each furnace type offers distinct advantages and trade-offs in terms of temperature uniformity, flexibility, maintenance, and cost, making it essential to evaluate both metallurgical requirements and practical plant constraints (Table B).
By understanding how heat treatment objectives align with furnace design — and partnering with a supplier who understands as well — you can make informed decisions to select and customize the most suitable furnace for your specific applications.
About The Author:

Vice President, Metal Furnaces
NUTEC Bickley
Arturo Arechavaleta, VP of Metal Furnaces at NUTEC Bickley, is a mechanical and electrical engineer (AA) and holds an MBA. He has 35 years of experience in the furnace industry, including the field of engineering, working on challenging projects, leading multidisciplinary teams, and managing business units.
For more information: Contact Arturo Arechavaleta at arturoarechavaleta@nutec.com.

Normalizing and Isothermal Annealing: Which Furnace Is Best? Read More »







