An Italian metal additive manufacturer recently installed two furnaces and dedicated a new department exclusively to heat treating in a bid to expand its heat treatment capability and maximize the performance of aluminum alloys.
An Arizona-based aerospace maintenance, repair and overhaul provider recently announced a significant expansion at three of the company’s U.S. sites during 2018, including the installation of additional heat treatment equipment at one location.
Rick Stine, President of StandardAero Components, Helicopters & Accessories
StandardAero Component Service of Scottsdale, Arizona, reports that the overall investment to fund the expansions exceeds $16 million in construction and capital equipment, involving the facilities in the Cincinnati and Hillsboro, Ohio, and Miami, Florida locations.
The Cincinnati location expansion will include the build-out of an additional 200,000 sq. ft. of work space to accommodate component repair growth on new platforms, military and commercial engine component repair, as well as larger components.
Miami will add 30,000 sq. ft. of working space and capital improvements including the installation of a state-of-the-art clean line, an additional vacuum furnace as well as water jet cleaning capabilities. As a result, the facility will be able to repair large engine cases.
Hillsboro will be completing a 30,000 sq. ft. expansion to support new OEM manufacturing production, bringing the facility’s total manufacturing footprint to 115,000 square feet of space.
“We are making this commitment to grow our capacity to meet the continued demands of our customers – on both legacy platforms and next generation engines — as well as to continue to provide the aerospace industry’s best delivery performance for component repair and manufacturing services,” said Rick Stine, President of StandardAero Components, Helicopters & Accessories. “These expanded capabilities also include dedicated processes for the repair, overhaul and manufacturing of various component types to support our customers’ engine needs.”
An Ohio-based forge which specializes in precise and durable forgings for aerospace, energy, and transportation markets recently commenced production with a rebuilt rotary furnace designed to service and increase heating capacity for some of its largest hammers.
The furnace was rebuilt in-house at Canton Drop Forge (CDF) in Canton, Ohio, and has North American high-velocity tempest burners. Another furnace will be rebuilt in 2018 to increase the heating capacity for its oilfield forging cell.
CDF’s unique ability to rebuild furnaces in-house advances heating capacity and efficiency, producing forgings used in critical applications with zero tolerance for failure. Home to some of the industry’s largest drop forging hammers in its 241,000 square foot manufacturing facility, the company operates 13 forging hammers and can produce forged parts up to 3500 lbs.
In February, Canton Drop Forge was acquired by Park Ohio, an international supply chain management outsourcing company based in Cleveland.
North Carolina Governor Roy Cooper tours GE Aviation’s Asheville, NC, facility
A world-leading provider of jet and turboprop engines, components, and integrated systems recently announced investments to expand its production facilities at two of its North Carolina locations.
GE Aviation, which designs its products for commercial, military, business, and general aviation aircraft, reported that 131 jobs will be created at its Asheville facility and 15 positions at its West Jefferson manufacturing plant, investments totaling $105M to increase production of jet engines and components.
Michael Meguiar, Asheville Plant Leader
“We are very pleased to continue expanding our GE Aviation business in Asheville,” said Michael Meguiar, Asheville Plant Leader. “We continue to build on a great workforce, culture, and community that supports advanced manufacturing jobs in Western North Carolina. This merging of technology and a strong, creative workforce is the foundation of our success. Our site continues to grow as we win components for our next generation of engines such as the GE9X and the CFM LEAP. I’m very proud of the technology advances and the continued competitiveness that our teams have been able to demonstrate.”
GE Aviation also operates a component manufacturing facility in Wilmington and an engine assembly plant in Durham. The Asheville CMC plant, opened in 2014, was the company’s first site to mass produce CMC components for jet engines.
A Polish heat treatment provider recently announced the startup of vacuum brazing processes at its newest plant in Kalisz for the power generation and aerospace industry. The new facility houses vacuum furnaces as well as borescopes, spectrometer, welding systems, hardness testers, selective plating equipment and a sandblasting cabinet.
In addition, Hauck Heat Treatment has invested in the installation of new heat treatment equipment at their Dzierżoniów location, including new sealed quench furnaces (batch size 910mm x 760mm x 1220mm), one tempering furnace and one endogas generator.
The company also reported that its services to the Eastern European market have expanded with the addition of thermo-chemical treatment, carbonitriding.
A USAF C-69, the military version of the Constellation
In the aerospace industry, heat treating is an essential step in the manufacturing process. Stress reduction on metal parts to improve the strength and fatigue life of aircraft components is critical to ensure parts stand up to the demands and specifications of aerospace applications. Every aircraft we see in the sky today contains precision-made parts and systems that have undergone heat treatment, whether it’s engine brackets, landing gear, bearings, gears and rods, fuselage, frame parts, brakes, or cooling systems.
Sometimes, however, those involved in modern heat treating processes, such as Metlab, based in Wyndmoor, Pennsylvania, and DELTA H Technologies, LLC, located in Carroll, Ohio, also expand their capabilities and apply their expertise to heat treating parts of historic aircraft in order to restore them to their former glory.
Lockheed L1649A “Super Star”
A DELTA H heat treating system is now being used in a project to make a Lockheed Constellation airworthy. The science of heat treating has not changed, therefore, a state of the art heat treating system is fulfilling the requirement to repair damaged antique aircraft and parts. Using the DELTA H heat treating systemto make this aircraft flight-worthy ensures that the aircraft will be in compliance with AMS2750E.
The Lockheed Constellation is an important piece of U.S. aviation history, a plane used for civilian and military transport, as well as a presidential aircraft for U.S. President Dwight D. Eisenhower.
Ryan ST-A (Aerobatic) training aircraft circa. 1934
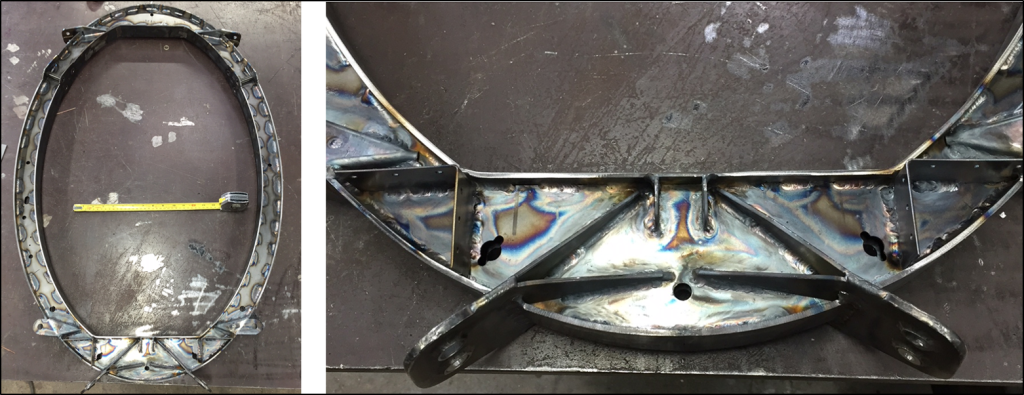
Classic Metalcraft recently turned to Metlab for the heat treatment of a newly fabricated structural bulkhead for a Ryan ST-A historic aircraft (circa.1934). Ryan Sport Trainers were the aircraft of choice for sport pilots, flying schools, and the military of other countries.
“The most difficult part that needed to be fabricated was the #2 bulkhead,” said David Paqua of Classic Metalcraft. “Not only is it tough to replicate without heavy pressing equipment, but it requires heat treating by a knowledgeable firm to prevent distortion.”
Bulkhead component prior to heat treating
The bulkhead component is a structural piece fabricated with 4130 steel and located just forward of the instrument cluster, where it bears significant stress. Metlab’s heat treating capabilities ensured that the shape integrity of the part was maintained as well as the aerodynamic characteristics of the aircraft.
An international high-technology group and tier-1 supplier of systems and equipment in the aerospace market recently announced a long-term agreement with a leading global provider of heat treatment and specialist thermal processing services.
Heat treater Bodycote also announced that its global network will support the agreement with the Paris-based Safran, operating initially from strategically located facilities in France and Belgium.
Safran is a part of the Safran Group, a French multinational aircraft engine, rocket engine, aerospace-component, defense, and security company. Under the agreement, Bodycote will provide manufacturing services which include thermal spray coatings, electron beam welding, hot isostatic pressing (HIP), heat treatment and others to Safran companies and their key strategic first-tier suppliers, in support of Safran’s civil aerospace programs, including but not limited to CFM LEAP for Safran aircraft engines, helicopter engine programs, and landing gear systems.
Milton Sergio Fernandes de Lima, a researcher at the Brazilian Air Force Command’s Institute for Advanced Studies (IEAv)
Borrowing a process used by the aerospace industry – the heat treatment of sheets of advanced high-strength (AHS) steels, the automotive industry is discovering a way to satisfy the recent, growing demand for high-performance alloys while overcoming their tendency to turn brittle and break during the hot stamping and forming process.
High-strength steels are preferred by automakers and parts suppliers as well as those in the aerospace industry because of their enhanced formability and collision resilience compared to conventional steel grades, and metallurgists have been scrambling to develop techniques that will produce tough and reliable components, display high values for yield and tensile strengths, and meet increasingly tough passenger safety, vehicle performance and fuel economy requirements.
Read Kagan Pittman’s article from Engineering.com linked below to learn more about a process developed by Milton Sergio Fernandes de Lima, a researcher at the Brazilian Air Force Command’s Institute for Advanced Studies (IEAv), that consists of heating sheets of 22MnB5steel prior to and after laser welding to achieve bainitic microstructure, an innovative method of high-temperature laser welding for AHS steel appropriate for automotive and aerospace applications.
The study by M.S. F. Lima, D. Gonzáles and S. Liu, “Microstructure and Mechanical Behavior of Induction Assisted Laser Welded AHS Steels”, published by Welding Journal, can be downloaded from s3.amazonaws.com/WJ-www.aws.org/supplement/WJ_2017_10_s376.pdf.
Image: Heat treatment of advanced high-strength steel provides auto and aerospace industry technique for laser welding at high temperatures (image:Welding Journal)
Aluminium stud meets steel sheet IPH researchers have already succeeded in creating a form-fit connection. Now they want to realize a material bond between the two parts. (Photo: IPH)
Groundbreaking research on a forging process in Hanover, Germany, has taken place in which bulk aluminum parts can be bonded with steel sheets during the forming process, eliminating the usual joining step. This would contribute to a faster and more efficient production of load-optimized components.
The Institute of Welding and Machining (ISAF) of TU Clausthal cooperated with the Institut für Integrierte Produktion Hannover (IPH) gGmbH in releasing their joint research aiming to be the first to combine two lightweight materials and construction approaches to make the process more efficient. The project, known as hybrid compound forging, focused on the challenge of integrating steel and aluminum with a third material to avoid brittle intermetallic phases.
The researchers’ idea is to form and join a steel sheet and a solid aluminum stud in one process step. In the past, the individual parts have been formed first and then joined in a second step, for example using stud welding. The idea of hybrid compound forging is to eliminate the subsequent joining step.
Hybrid compound forging The novel lightweight production process firmly bonds bulk aluminium parts to steel sheets – already during the forming process without an extra joining step. (Photo: IPH)
Since aluminum has a considerably lower melting point than steel, the joint forming process is more complicated. Moreover, the mixing of steel and aluminum creates brittle intermetallic phases, a material bond which is not strong enough and thus unsuitable for car manufacture. For this reason, the researchers employ zinc-plated steel sheets and aluminum studs: Zinc firmly bonds to aluminum as well as to steel without creating brittle phases.
Within the scope of the research project, the researchers are tasked with determining the most suitable process conditions – i.e. optimal temperature, pressure and speed for successfully forming and joining the two parts. They also try to identify the suitability of the novel process with respect to different types of sheet thicknesses and stud shapes and to determine the joining zone’s capacity to withstand load as well as the machinability of the hybrid part after joining. The researchers have already succeeded in combining sheet and bulk metal parts of different materials in one single forming step – but only as a prototypic form-fit connection between steel sheet and aluminum stud. In the current research project “Hybrid Compound Forging”, the researchers are going for a material bond using zinc as filler material which also offers advantages as to contact corrosion in the steel-aluminum material combination.
In the future, hybrid compound forging could be used in the automotive and aerospace industry to produce components, such as longitudinal beams, tail lamp mounts or cargo tie-down rings.
A new sintering line suitable for PTFE insulation has been designed and installed by a manufacturer for a producer of aeronautic cables. This machine is suitable for the thermal treatment of the insulation on conductors with diameter 1-7 inches.
In order to guarantee the uniformity of the process, WTM, which specializes in the application of materials for aircraft and aerospace cables and devices particular attention, focused on the definition of the temperature profile to be applied to the cable passing through the sintering ovens. Considering the maximum cable dimension, WTM, which is located in Austria and Italy opted for the induction preheating in the first part of the equipment. The sintering process occurs successively by means of three infrared ovens, equipped with independent control zones, each of them with a maximum temperature of 1022°F.