Jim Roberts of U.S. Ignition engages readers in a Combustion Corner editorial about how focusing on the right priorities in the right order naturally leads to profitability in heat treating.
This editorial was first released inHeat Treat Today’sDecember 2025 Annual Medical & Energy Heat Treat print edition.
It’s a crisp winter day, and a furnace guy walks into the heat treat plant and says, “Something has changed here, it feels…more modern.” The rest of the furnace guys shrug and continue with the tasks at hand. But the furnace guy is right — something has been changing all along and will continue to do so in the foreseeable future, I’ll wager.
We’ve talked about how certain trends and needs have driven the growth in the industry. My ramblings have included bed posts and pipelines and the flavors of different fuels, and what it all boils down to is change. These changes are attempts to get the following qualities into our processes in the heat treating world:
Quality
Accuracy
Efficiency
Performance
Profit
“But Jim, you listed profit as the last measuring stick! What is wrong with you?” It would be pretty easy to invert this list; turn these guideposts upside down and the world you are in would still work. But if we add longevity in business as an additional goal, then it will not be too long before you begin to realize that the order is listed correctly here. For the most part, in my experience, the heat treating industry has kept the order intact. It is an honorable path, I think.
Quality and Accuracy are the new givens. We do not have to spend time on this. As long as we have been wielding control over metal, those properties are the constant. From hammering out the very first horseshoes, if they did not fit the horse or cracked and broke after a couple of steps, you were not in the horseshoe business very long. These days, standards clearly map out the goal: a client tells us what is demanded, maps it out for us in a specification, and we meet it.
Items 3 and 4 are where we focus today. If we can improve Efficiency and Performance after meeting the Quality and Accuracy targets, then good old item 5 happens — Profit. It just happens. What a concept! Now you may think this is a re-run of every BUS-101 class or seminar you have seen. Maybe you are right, but this is where I veer off as a furnace guy and get back to the business of combustion as it applies to our industry.
We talked earlier about how the natural gas industry expanded and built this fantastic infrastructure to provide fuel to all of us. Electric providers did and are still doing the same thing.
At the end of the transmission line, whether gas pipe or electrical cable, sit the furnaces and ovens that heat treating needs. The buck stops here. Speaking of bucks, in order to get to profit, what must we do? If we really only have Efficiency and Performance in our control (Quality and Accuracy are presumed to be met), then let’s look at how that changed, in furnace guy world…next year [in 2026].
All the best to everyone in the Holiday seasons. May you be blessed with good health and happiness.
About The Author:
Jim Roberts President US Ignition
Jim Roberts president at U.S. Ignition, began his 45-year career in the burner and heat recovery industry focused on heat treating specifically in 1979. He worked for and helped start up WB Combustion in Hales Corners, Wisconsin. In 1985 he joined Eclipse Engineering in Rockford, IL, specializing in heat treating-related combustion equipment/burners. Inducted into the American Gas Association’s Hall of Flame for service in training gas company field managers, Jim is a former president of MTI and has contributed to countless seminars on fuel reduction and combustion-related practices.
Beginnings and endings often come together. As we begin the new year, we want to pause to remember a few lives that came to an end in 2025. Although the following individuals are by no means the only important endings, Heat TreatTodaywould like to honor the memory of these individuals who left their mark in the heat treating world.
This tribute was first released inHeat Treat Today’sDecember 2025 Annual Medical & Energy Heat Treat print edition.
Waldron “Wally” L. Bamford (1932-2025)
Source: CAN-ENG Furnaces International
Wally Bamford, co-founder of CAN-ENG Furnaces International, passed away in Ottawa, Ontario, at 93. After serving as a Royal Canadian Navy officer, Wally entered the heat treating and furnace-building industry and helped establish CAN-ENG in 1964. Under his leadership, the company became a global name in industrial furnace design and manufacturing. He also served as the first Canadian president of the Metal Treating Institute (MTI) and was a generous supporter of its scholarship program. Wally is remembered for his integrity, optimism, and lifelong commitment to advancing the heat treating profession.
Michael “Mike” A. Shay, Hauck Manufacturing (1953-2024)
Kevin Walters Research & Development Manager OMG Inc.
Mike Shay of Lebanon, Pennsylvania, passed away at 71. Mike dedicated much of his career to Hauck Manufacturing working in field services and sales; his last position held was president of Hauck. Known for his strong leadership and community involvement, he served on local boards and was active in his church and the Boy Scouts. Mike is remembered for his dedication to both his work and his community, as well as his warmth and generosity toward colleagues and friends. Surviving in addition to his wife are his children, Daniel Shay (Julia) of Wilmington, DE, Erin Koch (Dan) of Lebanon, grandchildren, Lydia and Bennett Shay, and a brother, Patrick Shay.
We like to celebrate the wins for good reason: they inspire us when times get tough. Regardless of where you find yourself in the North American heat treat community, you will face challenges that may redirect your life and prompt you to question your goals or values. Given this universal experience, we asked respected individuals from across the industry to share the hardest decisions of their professional lives. Just as successes inspire resilience, these challenges offer lessons in navigating the toughest moments of your career.
This inspiring piece was first released inHeat Treat Today’sSeptember 2025 Annual People of Heat Treat print edition.
“No Jerks” Rule, with Sarah Jordan
Sarah Jordan Founder & CEO Skuld, LLC
For Sarah Jordan, president and CEO of the cutting-edge casting startup Skuld LLC, hard decisions have paved the path of her career. An earnest visionary — and as down-to-earth as they come — Sarah has made a habit of launching startups for the metal processing industry. Today, she leads a team that has developed a toolless, net-shape casting process and the equipment to perform it, advancing the way parts are formed while minimizing post-processing needs.
It comes to no surprise that her hardest decision came while forging this path. In 2009, Sarah’s first startup, Aesir Metals, faced fall-out from the 2008 economic recession. The impact was most acute when their largest customer informed them that they were unable to pay.
Faced with this reality, Sarah had to make the painful choice to close the company. Just after Christmas that year, every employee was let go. “And that’s awful when everybody’s…you know, they’re counting on you, their families are counting on you.” It was her first time navigating such a challenge, and while it was difficult, it became a formative experience.
Leading her current company, Sarah operates with a “‘no jerks’ rule.” She says culture and people are critical, and the postmortem of Aesir Metals revealed other opportunities for improvement. While mistakes are inevitable — learning requires that — she moves forward, determined not to repeat the same ones.
Upgrade Your Skillset, with Kevin Walters
Kevin Walters Research & Development Manager OMG Inc.
Kevin Walters‘s official title is R&D manager at OMG Inc. out in Massachusetts — however, his nickname “Father of Interns” is extremely fitting. With decades of engineering experience, Kevin has dedicated 25 of them (and counting) to mentoring interns, first at Spalding Sports Worldwide and now at OMG. Using his own career for reference, he tells them this story.
Approaching his forties with four boys near or in their teenage years, Kevin began thinking seriously about his career trajectory. He knew that to stay relevant in engineering, he needed to expand his skillset. In this field, the rule is simple: upgrade your abilities or risk becoming obsolete. The question was how.
“I’m a guy who likes to fix stuff — work with my hands,” Kevin told me. The typical career-advancement routes didn’t seem like the right fit: waiting for an opportunity to open up in the company could take too long, a doctorate might pigeonhole him into academia, and an MBA didn’t align with his engineering focus. It took five years of consideration, conversation, and research to find the right path.
That opportunity appeared when he learned about a management degree specifically tailored for engineers. With Spalding’s full “blessing” and tuition reimbursement program, Kevin enrolled at Western New England University, taking two courses per year while balancing his job and his sons’ baseball games. In five years, he had earned his Master’s of Science in Engineering Management.
These kinds of programs have become more widely available, and Kevin encourages his interns to pursue them. “Engineers, if they don’t upgrade their skillset, become obsolete,” he says. “I see too many engineers who graduated with their four-year degree — did great things at the beginning of their career — but because technology is advancing and they’re not learning with it, they are not as useful as they used to be.”
Each summer, Kevin continues mentoring one or two interns, urging them to think strategically about building their résumés and preparing for an industry that never stops moving.
It’s the People, with Dan Bender
Dan Bender Director of Sales Control Concepts
As Dan Bender reflects on his 47 years in industry, many as director of sales at Control Concepts, one priority has guided him: bring in business so the people in manufacturing have a job, can feed their families, and keep a roof over their heads.
In the late ’80s and early ’90s, there were a lot of mergers and acquisitions of companies by holding firms. A general attitude that “work is work” within industry started to emerge. He observed that people were being treated as just another factor of direct manufacturing costs.
This inhumane approach was augmented by a larger lack of pride in the business by the leadership. He also perceived that businesses were treated as financial investments; leadership seemed to be just concerned with flipping the company for a profit. Eventually, these factors reached Dan’s workplace.
Desiring more from his employer and wanting to be useful and productive in a place where people mattered, he parted ways. He reflects, “I left a pretty good job and went out to try some other things, realizing I still had a family to support.”
Over the next few years, he explored different roles, leaning on the counsel of friends and mentors from outside the heat treat industry, many of them from his church. Then, in 2008, the recession hit. Dan was working for a European company when it eliminated nearly all North American positions, and for the first time in his career, he was out of a job.
“That was tough,” he commented. “That was a hard, a hard thing…I did some interviews, I had some possibilities, I had some decent things, but I wanted to find somewhere where…people are important.”
His faith was central to that search, and in time, he found the right fit at Control Concepts. While it was not the best offer at the time, it was “what made me feel good, and it [did turn] out to be very financially rewarding for me.”
Choosing to stick with his principles also meant staying in an industry where he had built decades-long relationships. Dan says he looks forward to seeing those connections at tradeshows like Heat Treat 2025 this fall and Furnaces North America next year. “It’s to me, you know…that’s a blessing that I can have conversations with those people and feel a real sense of knowing they are very interested in what you’re doing as well as you being interested in what they’re doing at this stage in their career and your life.” Serving the heat treat industry, and the people in it, is why Dan has no plans to retire anytime soon.
Never Stand Still, with Bill Stuehr
William (Bill) Stuehr President & CEO Induction Tooling Inc.
What do you do when an unforeseen market collapse changes the fabric of your business? William (Bill) Stuehr, engineer, founder, and CEO of Induction Tooling Inc., has a clear answer: make a plan and move forward. “I’m a pragmatist,” he says. “I look at things the way they are, then I make decisions and proceed with what has to be done. That’s all.”
In 2005, Bill built a brand-new facility to expand his operations from 14,000 to 30,000 square feet. Business had been picking up for induction heating since the 1980s and ’90s, and manufacturers of driveline components were interested in induction. Induction was becoming more accepted on two fronts: first, as a green energy source; second, as an integrated manufacturing step in cell production, allowing automotive components such as wheel bearings and axle shafts to come out finished at the end of the line. With the expectation to expand to 50 employees by 2015, the city even granted Induction Tooling a tax abatement to encourage expansion and boost the local economy.
The critical moment happened in 2009, beginning on the heels of the 2008 financial crisis. With the housing collapse, people stopped purchasing automobiles, and the automotive industry went reeling. In April and June, General Motors and Chrysler appeared before U.S. Congress after filing for bankruptcy. Bill’s tier 1 automotive manufacturing customers began shutting down operations. “I had never seen it in my career, ever.”
Work was running out. Bill made the hardest decision of his career: “I had to lay off half of my workforce. I went from 28 people to 14 in less than a year.” Some of them had been with him since he started in the late 1970s. “It was out of my control. I tried to keep them on as long as possible without suffering the financial hardship of my own.” Even in hard times, the company covered all employee medical insurance, a practice Bill maintains to this day.
By 2012, the market showed signs of recovery. Bill pivoted the business to focus almost exclusively on CNC automation for rebuilding tooling — a move that met the needs of their tier 1 customers with high production rates and sidestepped the challenges of rehiring or retraining a large workforce.
Commenting on today’s market, Bill revealed it had never truly recovered. “The buyers of the automotive companies had the time to seek outsourcing worldwide.” He continued, explaining that over the course of the four years that followed the crash, there was enough offshoring of driveline components to an enthusiastic, energetic workforce with new facilities and abilities. Reshoring to the U.S. has not gained back the momentum that it had, though perhaps that will change with the priorities of the current U.S. administration.
From those years came a few lasting lessons. First, embrace automation to keep the business profitable, especially when attracting young talent is a struggle. Second, when hard times come, make a plan and commit — but remember that you can’t control time, the weather, or other people. Bill sums it up with gritty simplicity: “You never stand still; you just keep going. ‘What do I have to do and how can I get it done?’ That’s it.”
As we wrap up 2025, our hearts are full. This year brought meaningful growth across the heat treat community — from stronger in-house innovation to new digital tools, expanded training resources, and stories that reminded us why this industry matters. We’re grateful for every reader, partner, and friend who walked with us through another year of learning and connection.
During this season of hope, we celebrate the joy and peace that Christ brings. May that light fill your homes, your work, and your days ahead.
Our offices will be closed for the Christmas holiday, but we look forward to returning in the new year with more news, insights, and encouragement for heat treaters everywhere.
Wishing you a blessed and Merry Christmas, The Heat TreatToday Team
For housekeeping purposes: our offices will be closed from December 22, 2025 to January 2, 2026. Happy holidays!
Heat Treat Todayis pleased to welcome this regular column spot, Answers in the Atmosphere, to David (Dave) Wolff, an independent expert focusing on industrial atmospheres for heat treat applications. This column explores various atmospheres with Dave and different industry specialists.
This informative piece on the critical role of atmosphere control in metal thermal processing was first released inHeat Treat Today’sOctober 2025 Ferrous & NonFerrous Heat Treatments/Mill Processing print edition.
Thermal processing of metals is critical to successful production of fabricated metal parts and assembled systems. Characteristics of parts and devices, including blades, springs, wire and cable, medical implants, and electric motors, all depend on successful thermal processing to produce metallic components with specific properties to meet the requirements of the part, assembly, or device. What is sometimes overlooked, however, is that atmosphere is as critical as the heat itself. The wrong furnace atmosphere can undo the best processing recipe, while the right one ensures that parts achieve their intended properties consistently.
Tune into the news, and you will find stories about metal parts incorrectly handled during thermal processing: gears that degrade to powder, camshafts that were too soft, electric switches that fail, materials with the wrong magnetic properties, knives that cannot hold an edge, and so on. These are all problems that occur too frequently and are expensive to resolve, because metal parts are often components in a more complex and expensive assembly. (Imagine the responsibility of parts-making for military jet engines or body-implanted parts. You do not want to be the shop supplying inadequate parts!) It is imperative that heat treating and sintering processes are completed correctly the first time.
Metals thermal processing requires more than just heat. As indicated above, atmosphere is essential to the heat treating process, coming alongside temperature, time, and a specific sequence of operations in a recipe that will ensure the material yields the desired performance. Much like baking bread, thermal processing of metals requires equipment, materials, conditions, and recipes. The furnace is the main equipment (other operations may be performed in a less expensive thermal processing oven). Then there are the materials — the parts being heat treated — which may be bulk metals, alloys, or compacted powder parts with unique blends and surface morphology. The conditions of time, temperature, atmospheres, and perhaps a quenching step come together in a specified recipe. Properly done, heat treating and sintering operations will yield parts that meet the hardness, toughness, appearance, surface finish, shape, dimensions, and other specialized and specified properties.
Since cost is an important driver, metals thermal processors strive to produce compliant parts in as few steps as possible. Innovations can assist in making it possible to consolidate steps, too. But mistakes in thermal processing may result in defective parts or require expensive rework or even additional (secondary) operations to correct deficiencies.
Each issue, this column will focus on the atmospheres component of heat treating. You’ll read interviews with industry experts focused on the atmospheres used in thermal processing — from relatively inert atmospheres, such as vacuum, nitrogen, and argon, to chemically active atmospheres used for annealing, hardening, and sintering. We will assist thermal processors by explaining how various atmospheres work, what the key properties are that determine successful results, how to buy and utilize the atmospheres, and precautions and alternatives for that atmosphere.
My hope is that this column will help Heat TreatToday readers become better buyers and users of atmospheres, so that you can run a smoother, more reliable, and more profitable operation.
About The Author:
David (Dave) Wolff Independent expert focusing on industrial atmospheres for heat treat applications
Dave Wolff has over 40 years of project engineering, industrial gas generation and application engineering, marketing, and sales experience. Dave holds a degree in engineering science from Dartmouth College. Currently, he consults in the areas of industrial gas and chemical new product development and commercial introduction, as well as market development and selling practices.
Jim Roberts of U.S. Ignition entertains readers in a Combustion Corner editorial about how the industrial gas industry evolved from its humble beginnings in the early 1900s into a precision-driven force that transformed combustion technology and modern manufacturing.
This editorial was first released inHeat Treat Today’sNovember 2025 Annual Vacuum Heat Treating print edition.
Let’s think about how young the industrial gas industry really is.
A Short Pipeline in Time
The first real industrial usage was way back in the 1800s somewhere. But there was no infrastructure, no supply other than bottled gas for industrial applications. The gas industry, as far as we recognize it, did not really take off until somewhere around the early 1920s when the first welded pipeline was installed. Then, as usage increased, it became apparent that safety was going to be a concern. The addition of mercaptan (rotten egg smell) was not until the late 1930s.
With the growth of commercial and residential usage, the demand for gaseous fuels grew by 50 times the original market size anticipated between 1910 and 1970! What does that demand look like? Today there are over 3 million miles of gas distribution lines connected to 300,000 miles of big transmission pipelines in the U.S. alone. All that growth in a span of 100 years, essentially. That means the transmission pipeline system in the U.S. could stretch around the planet 12 times!
USS coke gas pipeline in the foreground with the Conrail Port Perry Bridge spanning the Monongahela River, Port Perry, Allegheny County, PA (Lowe, 1994) Source: Library of Congress Prints and Photographs Division
Most of that construction occurred during the post-war 1940s to 1960s timeline. That’s one busy industry! And it dragged all the thermally based markets and industries along with it. Now, we have come to accept the availability of natural gas as so commonplace that we cannot imagine life without it.
Responding with Precision
So, now you ask yourselves, “Why this history lesson, Jim?” Well, because we are supposed to be learning about combustion and the era of major combustion advancements — and if I would quit veering off into side topics we might actually get there. But it is all interconnected.
If you recall the story of the heat treater with the bedpost burners (October 2025 edition), he had no inspiration to improve efficiency or performance because those darn bedposts would burn gas just fine. So, what changed? Firstly, the world had been through a couple of military conflicts during this rise of the gas industry. And sadly, sometimes the best technological advances occur in times of conflict; engineering becomes more precise. All of a sudden, instead of hammering out horseshoes for the cavalry, we were heat treating gun barrels and crankshafts for airplanes. We needed to be more than precise — actually, we had to be perfect. So, we stepped away from the old heat treatment ways and developed systems that we could control to within a couple of degrees.
As a result, burners became specialized. Each process became unique and precise. Instead of pack carburizing components, a company called Surface Combustion developed a piece of equipment called an Endothermic generator. This device made carbon-based atmosphere out of natural gas or propane- and nickel-based catalysts. All of a sudden, we could do very precise non-scale covered heat treating. And the burners from companies like North American Combustion, Eclipse Combustion, Maxon, Hauck, Pyronics, Selas, W.B. Combustion, and on and on, all scrambled to develop the specific types of burners that the heat treaters and iron and steel makers needed.
Another important milestone hit around 1963: the Government got involved (gasp!). The Clean Air Act of 1963 essentially said we needed to burn our fuels cleanly and not spit smoke into the air. Those laws got reviewed again in 1970, 1977, and again in the updated Clean Air Act of 1990 with some of the biggest revisions.
With all of these changes, we had several drivers for innovation in the combustion world. Again, precision became a must. Heat treating became a very standards-driven industry. Metallurgists roamed the planet inventing both new materials and the processes to achieve them. Gas companies themselves became huge drivers of innovation and developed think tanks, like the GRI (Gas Research Institute), where people learned and laboratories hummed with development projects investigated in conjunction with burner and furnace companies. Academia became involved with industry in the form of organizations like The Center for Heat Treating Excellence (CHTE) and the Metal Treating Institute (MTI). Suddenly, the industry was more than just blacksmiths.
We’ll talk about how burner companies became design specialists and system efficiency experts and what that meant to various burner styles in next month’s offering.
References
Lowe, Jet. 1994. Panorama of Industry (Conrail Port Perry Bridge, Spanning Monongahela River, Port Perry, Allegheny County, PA). Historic American Engineering Record, HAER PA,2-POPER,1-2. Library of Congress Prints and Photographs Division.
About The Author:
Jim Roberts President US Ignition
Jim Roberts president at U.S. Ignition, began his 45-year career in the burner and heat recovery industry focused on heat treating specifically in 1979. He worked for and helped start up WB Combustion in Hales Corners, Wisconsin. In 1985 he joined Eclipse Engineering in Rockford, IL, specializing in heat treating-related combustion equipment/burners. Inducted into the American Gas Association’s Hall of Flame for service in training gas company field managers, Jim is a former president of MTI and has contributed to countless seminars on fuel reduction and combustion-related practices.
For more information: Contact Jim Roberts at jim@usignition.com.
In this Technical Tuesday installment, Jim Roberts of U.S. Ignition entertains readers in a Combustion Corner editorial about how fuel sources became more affordable over time and aspects of combustion burner design. Stick around for his side story on the “innovative” use of bedposts.
This editorial was first released inHeat Treat Today’sOctober 2025 Ferrous/Nonferrous print edition.
A furnace guy walks into a heat treat facility and sees burners everywhere. Furnace guy says to the faces in the room, “Why did you pick those types of burners?” Thinking this is a trick question, the heat treaters respond, cautiously, “To make things hot?” Of course, they are correct, because making fire and heat is the name of the game, right?
But as we have considered burner styles, designs, flame shapes, and air delivery types with our last couple of Combustion Corner columns, I suspect there was a good deal more analysis given to the selection of burners.
To appreciate the history of burner design, “furnace guy” should realize why burners evolved in the first place: fuel source. When the first burners were starting to be used on box furnaces, they used oil, kerosene, and fuel that had to be pumped. Over the years, many different fuels have been used. Yet, we have a tendency to think of gaseous fuels as the only option for burner performance.
Bedpost Burners
I recall the first time I got called into a facility to try and improve the performance of the furnaces (yep, I truly am a furnace/burner guy). It was a big box furnace that could handle 3-ton quench and temper loads. At that point, I was unaware of the multiple types of burners that were out in the market.
The owner of the shop opened the furnace door for me to see the combustion system. I stared. Sticking into the walls of this big box furnace were bedposts. These “burners” were purchased at 50¢ a post from some hotel auction, and they had about 50 spare posts to boot.
Grinder slots had been cut into the top of these posts. Refractory had been mudded into the mounting blocks to protect the fuel feed, which was being forced, or should I say blown, in through the bed posts and atomized by the pressure of being squeezed through these slots in the knob at the top of the posts!
The fuel? Diesel fuel. Regular, old, out-of-the-pump diesel fuel. Or kerosene, for that matter. I was told the system could also use fire pulverized coal, sucked into the bedpost by pitot feeds of compressed air. They lit the burners with burning oily rags tossed into the chamber and quickly opened the valves controlling the fuel.
I was there to sell new modern high-efficiency gas burners.
I declared that this was antiquated, unsafe, archaic, dirty, and said about a thousand other denigrating comments.
The owner of this heat treat said, “Yep, it’s all those things, and more!” He continued, “It’s also reliable, simple, and predictable.” He mused, “I suppose that that thing hasn’t really broken down or shut off in the 25 years since we built it!”
I’m a fairly quick study and surmised that I was not going to make this sale. Duh! This furnace had everything they needed. And the gas system I was going to propose was going to be expensive.
A Burgeoning Gas Industry and Our Next Column
That furnace was still running when I made a move to another city some 10 or so years later.
Eventually, the gas industry that cropped up made fuel cheap…and I mean cheap. I thought, “I bet that guy and his accursed bedpost burners will talk to me now!” So, I went back, and that fella said, “Yeah, we got out of the business that used that old process and moved on. We’d be glad to talk about modernization.” And we did.
That same outfit that operated bedposts for burners for 50 years became a vanguard for modern efficiency and process improvement.
Natural gas as a fuel source is quite modern. Nowadays, that is essentially the truth: natural gas and sometimes other gaseous equivalents tend to be the most widely used fuels in the industrial world.
When looking at the rapid developments of burner configurations and why they developed, it is best first to understand some of the history of these developments. See you in the next installment to talk about the history of the industrial gas industry.
About The Author:
Jim Roberts President US Ignition
Jim Roberts president at U.S. Ignition, began his 45-year career in the burner and heat recovery industry focused on heat treating specifically in 1979. He worked for and helped start up WB Combustion in Hales Corners, Wisconsin. In 1985 he joined Eclipse Engineering in Rockford, IL, specializing in heat treating-related combustion equipment/burners. Inducted into the American Gas Association’s Hall of Flame for service in training gas company field managers, Jim is a former president of MTI and has contributed to countless seminars on fuel reduction and combustion-related practices.
For more information: Contact Jim Roberts at jim@usignition.com.
Get your kicks out of today’s edition of Heat Treat Humor, featuring jokes from Publisher Doug Glenn, Heat Treat Todayeditors, and contributions from around the industry.
If you have a heat treatment joke to share please forward it along for the humor enthusiasts here at Heat Treat Todayby emailing editor@heattreattoday.com. It may just end up being featured!
1. Why did the steel need therapy after quenching? It had too much unresolved stress.
Which happens to any of us when we’re not treated right.
2. Why don’t metals gossip during annealing? They’re too busy relaxing.
Cue the shamisen music.
3. What did the furnace say to the cold titanium? You need to warm up to change.
The titanium felt it’d be hardened by the experience.
4. Why did the aluminum fail its heat treatment exam? It lost its temper under pressure.
Don’t be like aluminum.
5. What’s a heat treater’s favorite genre of music? Heavy metal.
And their favorite band? Metallica.
6. Heat treatment impacts almost every faucet of our lives.
It’s far reaching.
7. Why did Heat Treat Joe burn out in his job? He didn’t take enough time for stress-relief.
A mistake any of us can make.
8. Why did the metal fail its quenching process? Because it wasn’t all it was cracked up to be.
We and metal have that in common.
9. What kind of worship does a heat treater like? Metalliturgical.
Honey for lovers of the refiner’s fire.
10. Why did the knife adjust so easily to marriage? It had tempered expectations.
In this Technical Tuesday installment of Combustion Corner, Jim Roberts, president of U.S. Ignition, examines various burner nozzle shapes, sizes, and effects.Use this helpful resource to evaluate whether your own in-house heat treat burners are the right choice for your applications.
This informative piece was first released inHeat Treat Today’sSeptember 2025 Annual People of Heat Treat print edition.
A furnace guy walks into a bar and shouts “Straighten UP!” The other furnace guys turn to furnace guy #1: “It won’t work!” Just like last month. Let’s continue this topic.
What would you say if I asked you, “What does fire look like?” How would you describe fire to me — color, size, smell, temperature? It’s kind of a weird thing to try and do.
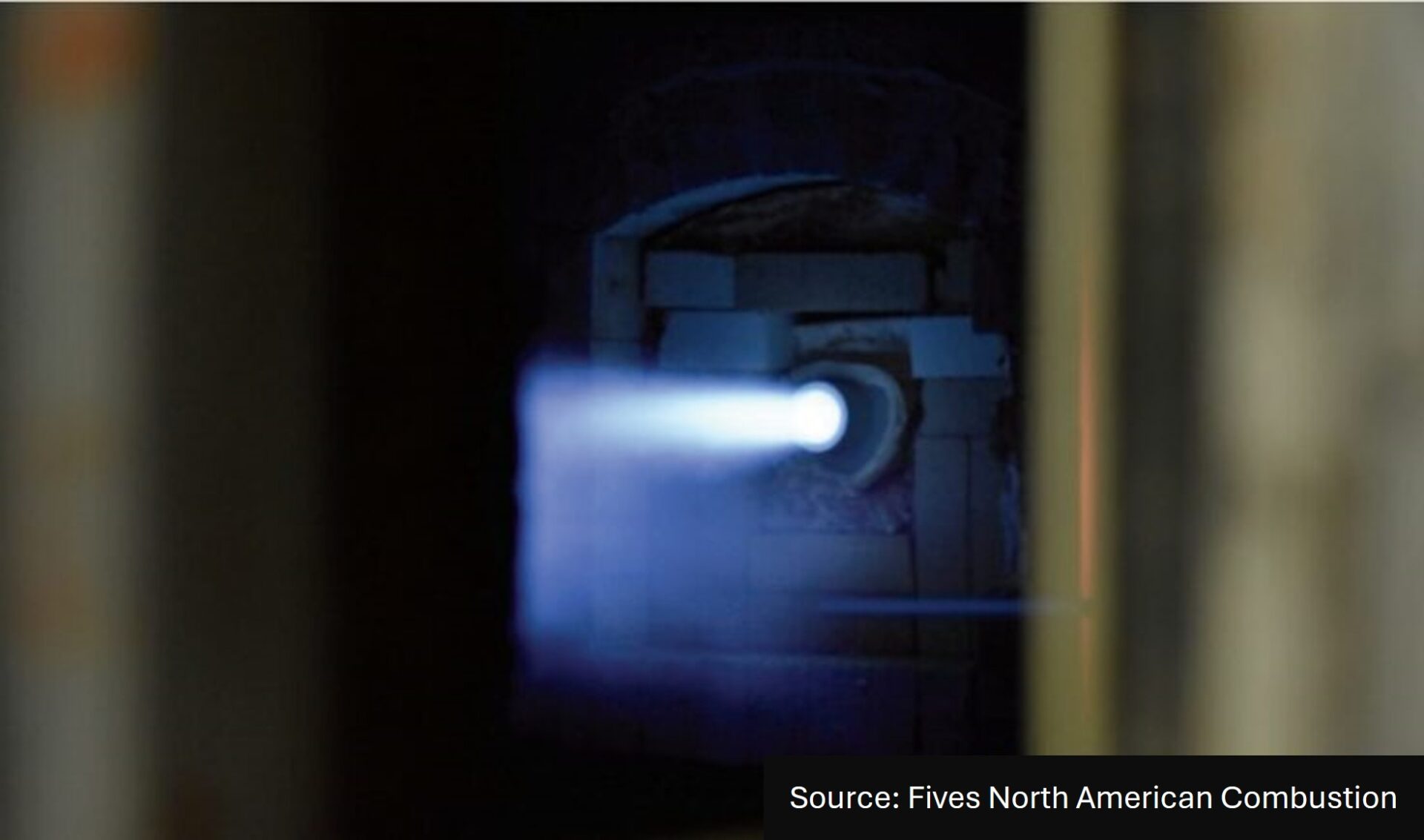
Figure 1. Fives Group’s North American Tempest
Last month, we ended by talking about how “air staged” burner design can make the flame exit the nozzle at a whopping 270 mph. There’s a reason that trade names for some of these burners are “Therm-Jet” and “Tempest” and “Hot Shot.” In these instances, velocity and turbulence are the game. The flame appearance is almost always a pinpoint tip, not dissimilar to what we have all seen spitting out of the tail of a fighter jet aircraft.
And, as an interesting aside, these high-velocity industrial burners can be victims of the same phenomena as a jet engine: flameouts. A tremendous amount of design time and testing has been dedicated to keeping the flame “retained” on the nozzle. If the flame lifts off the nozzle, cup, etc., it risks being blown out by the high-velocity stream of gases being produced in the guts of the burner. At these speeds, you cannot count on the burner backlighting, so a flame failure is imminent.
More Burner Types
The other types of nozzle-mixing burners are flat flame burners. These are sometimes called wall huggers or radiant wall burners. In these designs the idea is to have as little forward momentum to the flame as possible and to run the burners in a fuel-rich or highly luminous state. The design features are such that the whole wall of the furnace will be glowing radiantly and using radiation from the glowing walls to heat the product.
There are also infrared burners, where the burners are like a porous foam or screen grid and flame just glows on these surfaces. Again, the intent is radiant heat as opposed to velocity gases. These are very prevalent continuous production processes where radiant, consistent heat is required.
There are also radiant tube burners, where the flames are fired through an alloy or ceramic tube, and the flame is isolated from the process completely. The idea here is that the tube does not allow the products of combustion to make contact with the parts. Also, in most radiant tube furnaces, some sort of process atmospheres — comprised of a variety of gases to protect the products in the furnace from oxidation or to impart a metallurgic property to those parts — have been introduced to the chamber and the process.
As such, burner design engineers have to figure out how to give a very uniform heat delivery to the tube they are firing into. Many times, a burner will need to mix the air and gas very slowly (compared to direct fired furnace burners) to ensure the flame releases its radiation at a very uniform rate, so as to not distort the radiant tube itself. And the users of these variety of burners range from flame hardening to direct fired to indirect fired atmosphere processes and many more.
Figure 2. Fighter jet aircraft
We will continue this discussion point in subsequent columns because understanding these burners is critical to using them correctly. As for the original idea that flame shapes can affect all sorts of process performance, we will revisit this topic and others, because it’s all important. Different flame shapes can significantly impact combustion performance by influencing factors like flame speed, stability, heat release, and certainly one of the big design goals now, emissions reductions. We’ll tackle these topics in future columns.
Until then, I would suggest that you take a walk into the plant and check out the variety of burners that you may have. Let’s endeavor to find more about them and consider, “What would make this burner the right choice for this application?” Then, discover what you can learn about them and their history. We will tie that all together when we discuss the next installment.
Jim Roberts President US Ignition Contact Jim Roberts at jim@usignition.com
Heat treatment is a hands-on science and it can be easy to forget about continuing education. In today’s edition of Combustion Corner, Jim Roberts, president of U.S. Ignition, encourages readers to continue cultivating their own heat treat learning and offers specific and practical educational resources to do just that.
This informative piece was first released in Heat TreatToday’sJune 2025 Buyers Guide print edition.
So, a furnace guy walks into a heat treating facility and says, “What’s that?”
The Flame and Man
Since the invention of fire, we as upright, walking, opposing-thumb-equipped critters have been learning to control it. We have learned at the elemental level that we can change the properties of just about anything on the planet simply by exposing that item or material to the flames. Certainly, we hold fire as one of our most fascinating benefits of our existence.
Yet, in the grand scheme of things, we are just now really learning to control at levels that our Neanderthal cousins would never have conceived, and they didn’t! Conceive the possibilities, that is. I mean, for the first 400,000 years of our human existence, (that’s a mindblower, isn’t it?), fire had four basic purposes: warmth, light to see in the dark, protection from predators/enemies, and to cook our food. Later, we discovered that by heating up the tip of certain sticks, you could make the stick useful over a longer time. It didn’t wear out as fast. And from there we figured out ways to change other materials at our behest by using the flame. Weapons and tools followed.
In the bigger picture, we only have figured out the really cool uses in the last 5,000 years — and the really, really cool stuff in the last 300 years. So, the learning curve for us has been relatively late when it comes to the heat and the flame and the ability to understand it — to really control it.
Furthering the Science of Heat
How did we get to this stage of significant control over temperatures and systems that would melt a Cro-Magnon’s noodle right there in his big ol’ skull? We used our ever-developing brains. We used intelligence to advance the art of using the flame. Others before us thought their way into our present-day future. Shouldn’t we keep the ball rolling? Isn’t this ever-evolving commitment to responsible use of the flame what we need to do? We accept the gift of those before us and strive to improve on it for the upcoming iterations of humankind. Idealistic? I think not.
The premise of temperature is basically fixed. We can put it in a furnace, we can put it in a vacuum, we can melt the very rocks our planet is made from. So, let’s use the very latest available knowledge to further the science of heat. Let’s improve the situation, both at work and personally, by using our brains and by learning about what is going on with the furnaces, the parts, the fuels, and all the methods of heating. Let’s keep learning about the latest technologies. Let’s actually control this wondrous element.
To do that, we must embrace the knowledge, we have to know what we are looking at. We need to know the history and have a vision for the future. We need to teach and be taught.
Learning the Industry
If you or your reports need to get up to speed with our industry, indeed our very science — GO TO SCHOOL! The fact you are even reading this publication shows that you are open to learning. Let’s ace the test!
Heat Treat Today runs a drink-from-the-firehose learning experience calledHeat Treat Boot Camp. You can learn the latest and greatest technologies and new technologies on the horizon in heat treating. Send yourself, send your people.
The Metal Treating Institute (MTI) runs an online certification school that teaches the ins and outs of the heat treating industry. The Industrial Heating Equipment Association (IHEA) runs an annual Combustion Seminar. Almost all the major furnace and equipment suppliers offer seminars on their specialty niche.
SECO/WARWICK produces a Global Training Seminar on continuous improvement and heat treating
Can-Eng offers analysis of specific inquiries
Ajax Tocco will come to your facility to conduct the latest schooling on your equipment
All you must do is decide that you are going to continue to learn more. How can you not with these kinds of services around you?
Don’t forget Safety. National Fire Protection Agency (NFPA) seminars are available from NFPA themselves. Industry experts who have certified trainers, like Rockford Combustion, also offer multi-day seminars on equipment safety.
I can attest to the effectiveness of these kinds of learning commitments. I have been both a student and a teacher at some of the aforementioned seminars. The scope of learning can be broad or focused. It’s up to us to keep mentally expanding, so that the lessons learned don’t get lost, and the future technologies get a fair review.
I have been watching with interest how over the last 25 or so years precise control over combustion has been evolving. The major controls and process monitoring companies have been striving to gain precise control and safety on furnace equipment for years. I might add, they have been successful in varying degrees, and safety and maintenance have improved greatly.
I just spoke recently with a company in Erie, Pennsylvania. They have developed a program that monitors each individual burner. Not only does it tell if the burner is running, but if there has been a component failure, if the burner is out of tune, it can self-correct, and if there is a failure, they shut it off. Oh, and they do that for you, from THEIR office. The technology just grows and grows, doesn’t it?
So, I know some of you were wondering where I was going with the Caveman intro, and some of you probably would have preferred that I kept going up to the point where we were cooking mammoth steaks on sizzling rocks with our Cro-Magnon buddy. But we are better than him, and we need to keep proving that. Don’t you think?
Besides, this is the final month before school is out for the summer. Let’s give education a nod here.
I am sorry if I did not mention your company, no slight intended. If so, contact your customer base to alert them to any learning experiences that may be available.
Keep learning. Until next time…
About the Author
Jim Roberts President US Ignition
For More Information: Contact Jim Roberts at jim@usignition.com.