Heat TreatToday would like to wish everyone a Happy Memorial Day as you spend time with loved ones and reflect on the sacrifice that men and women gave to protect this nation in the hopes of it becoming a more perfect union. From the Civil War origins to the World War I symbolic adoption of poppies to Congressional affirmation of the permeant holiday as "Memorial Day," we are grateful for this moment to take a rest and give humble thanks to those now past.
In this month’s column, John Clarke will expand his discussion beyond combustion safety to include the economic issues that are concerns to all equipment owners and operators.
This column appeared in Heat Treat Today’s2021 Induction May print edition.
John Clarke is the technical director at Helios Electric Corporation and is writing about combustion related topics throughout 2021 for Heat Treat Today.
John B. Clarke Technical Director Helios Electric Corporation Source: Helios Electric Corporation
The furnace's or oven’s burner management system (BMS) and its associated components are all that stand between us and an incident. The severity of these incidents ranges from the very expensive — a damaged furnace or oven — to the tragic — loss of a human life. It is a testament to the good work of hundreds of people that combustion system explosions are so rare. That said, the risk to life and property mandates that we revisit this subject frequently, and the risk to profitability dictates we expand our consideration beyond safety to include uptime and quality, as well.
National Fire Protection Association Standard 86 (NFPA 86), or “Standard for Ovens and Furnaces,” provides a standard that is the most common guide to the application of combustion components used in the US. This excellent prescriptive standard reflects the common thinking of people with hundreds of years of combined experience; but it still requires expertise to properly interpret and apply its requirements. It is important to not only understand what component must be provided, but also why.
NFPA 86 is used as a guide for the design of your BMS which includes the various control components to properly monitor the startup and operation of the burner. NFPA 86 also applies to the fuel train, constructed of components that regulate the flow of fuel and air and includes blowers, regulators, valves, filters, and sensors. What BMS and fuel train safety system issues should most concern an end user? An end user must know what it really means when your system is stamped “NFPA 86 Compliant.” To paraphrase Clint Eastwood: The end user needs to know their system’s limitations.
The NFPA 86 standard has been developed to protect life and property, but not production and profits. It is also a prescriptive standard, providing specific guidance to what components need to be applied and in what order. The shortcoming of a prescriptive code is that it must be mostly generic, that is, it applies to types or classes of equipment as opposed to specific applications. Given the variety of burner applications used in industry, it would be impractical to specify every component, order, and wiring for every conceivable process heating application.
Why is this a concern for end users? A specific application may have unforeseen risks or are out of the scope of NFPA 86 . Critical failure modes may be indirectly associated with a burner failure. For example, loss of a process air flow may allow a heat exchanger to overheat before a high temperature limit instrument detects the temperature rise. In this case, the process air flow must be monitored, and the flow or pressure switch monitoring the air flow must be added to the interlock string. This way, the burner will shut off as soon as the air flow failure is detected and not wait for the heat exchanger’s temperature to rise to an unsafe temperature. Another reason to “exceed” the code is that often ovens or furnaces are one element in a much larger manufacturing system. An example would be a continuous paint line, where a failure of the curing oven might shut down an entire facility.
What should an end user do? Ensure the system provided meets the standards and codes, NFPA 86, the Fuel Gas Code (NFPA 54), NEC, etc. This level of compliance is the minimum – and is often not the optimal. Additionally, invite the OEM who built the system to apply their experience and exceed the standards if it provides a more robust system. It may cost a few dollars up front, but it will be pennies when compared to the cost of an incident or, in many cases, an outage.
Encourage your supplier to apply a recognized process to the system review, perhaps a failure mode effects analysis (FMEA) and factor in not only the cost of an incident, but the cost of lost production or quality rejects as well. Consider an independent third-party review – it never hurts to get a second opinion. Review the cost of redundancy, be it online or near online . What is the cost of a second flame rod and flame safeguard when compared to the value of four hours of production?
Next, review the steps to service the system. Look at the mean time to replace (MTTR) a failed component. Has the system been designed to be easily serviced? Are there pipe unions on either side of all critical valves? Where are the spare parts located? What skill trades are required to make the repair? Is post replacement calibration or testing required? And if so, has it been documented?
Ask if the BMS provides a clear indication of the reason for a shutdown. The interlock string, a logical series wiring of critical components where any one component indicating a fault will disable the combustion system, should be monitored in a way where the “first out” or component that will shut down the system, is clearly identified.
Lastly, it is the end user’s responsibility for periodic inspections and equipment maintenance. NFPA 86 prescribes that the BMS and fuel train components are inspected per the manufacturer’s recommendation, but at least once a year.
The annual inspection is a critical step for safe operation but is viewed by many end users as simply a cost. Add to this the relative reliability of most components and we are presented with the ironic risk that maintenance personnel may take short cuts during the periodic inspection. One such person may say, “I always check the low gas pressure switches and they always pass, so I thought, what would it hurt if I skipped the test this year?”
For a more robust inspection, consider adding more value to the process. Combine the safety inspection with an extensive equipment calibration and service: Replace the filters, change the thermocouples, calibrate the control instruments, tune the burner, check the fuel-to-air ratio of the burner, and inspect the BMS components. This adds value to the process and makes it more palatable for the maintenance department.
When the cost of downtime of a key piece of equipment is high, practice the repair, at least on paper. However, if a failed burner shuts down an automotive assembly line, isn’t it worth the time to run actual drills?
In general, most burner trips are the result of a failed sensor, a UV scanner, dirty flame rod, an open thermocouple, or the vibration from an unbalanced fan tripping a pressure switch. In other words, when this type of trip occurs, the greatest cost is lost production, followed by the labor to diagnose the problem and then the cost to replace the component. Generally, the purchase price of the component is far less than the other costs associated with the system trip. Do not be penny wise and pound foolish. Spare parts are a pretty good investment.
If you need the heat from a burner to make your product, it makes sense to not only consider safety, but also plan reduced downtime as well. In the coming articles, we will examine these issues in greater detail, so stay tuned.
John Clarke, with over 30 years in the heat processing area, is currently the technical director of Helios Corporation. John’s work includes system efficiency analysis, burner design as well as burner management systems. John was a former president of the Industrial Heating Equipment Association and vice president at Maxon Corporation.
When heat treat and St. Patrick’s Day collide, Heat TreatToday editors have a little fun. Today’s post is inspired by furnaces and Ireland. Happy St. Patrick’s Day, and enjoy the hot topics!
| The Irish Turf Fire |
Have you heard of this heat treating solution? The fuel for this furnace is turf. “Turf is dried-peat and was a primary fuel source for Irish people for thousands of years[…] In the past, Irish people used turf to heat their homes and cook their food. Turf was harvested from a bog. Cutting turf by hand is a laborious task.” Not sure your general manager will let this one by... (Mairead Geary, “Smell of an open fire in Ireland is intoxicating but what is Irish turf?” IrishCentral)
| Irish Terms |
Here are some Irish and Gaelic terms that a heat treater may want to use instead of the same ol’ same ol’. Just for today. Search more options for yourself here.
Cóir teasa: heat treatment
miotaleolaíocht: metallurgy
foirnéis: furnace
prásáil: brazing
gaibhnithe: forging
ainnéalta: annealing
| Heat Treatment in Ireland |
Content at Heat TreatToday is focused on the North American heat treat industry, however, we would be remiss if we didn’t highlight heat treatment going on in Ireland.
⊕
For a featured in-house heat treater, “medtech” company Stryker has heat treat processes going on at their Ireland R&D base in Cork. After a commitment to invest in three facilities in Cork, Stryker’s Spencer Stiles said, “Our team in Ireland has built considerable research and development and new product development capabilities through the partnership of multiple divisions over the past 20 years in an effort to serve multiple market segments.”
Screen Capture of Stryker’s Landing Page
⊕
BOC is a provider of industrial, medical and special gases in Ireland and has been producing atmospheric gases, including oxygen, nitrogen and argon in Ireland for over 70 years.
Source: About BOC, a member of Linde Group
While you may not have heard of these heat treater providers, they are a member of the international Linde Group.
⊕
A heat treatment service provider, Hi-Life tools has been providing heat treatment service for a wide range of Irish based tool making, engineering and medical device companies for more than 20 years.
Source: PTG webpage
The company, part of Precision Tool Group, has built up a vast amount of experience of heat treating a wide range of metals from tool steels, stainless steels, and exotic metals. These can be treated using the standard processes or a custom made process can be developed to suit the customer requirements.
| Irish Voices: Winter, Fire, and Snow |
Thankfully, winter and snow are melting away, but fire remains! Listen to this beautiful ballad sung by Irish Tenor, Emmet Cahill. If you want to listen to a full playlist of Irish folk music, check out The High Kings.
Excess air plays multiple roles in heat treating systems. Learn about its importance in combustion and heat transfer, and why being well-informed will help your system run at peak performance.
This original content article, written by John Clarke, technical director at Helios Electric Corporation, appeared in Heat TreatToday’s Aerospace March 2021 print magazine. See this issue and others here.
John B. Clarke Technical Director Helios Electric Corporation Source: Helios Electric Corporation
Is your system running optimally? The following discussion will provide a better, albeit abbreviated, understanding of the role of air in combustion and heat transfer.
Excess air in heating systems plays many roles: it provides adequate oxygen to prevent the formation of CO or soot, can reduce formation of NOx, increases the mass flow in convective furnaces to improve temperature uniformity, and at times, wastes energy. Excess air is neither good nor bad, but it is frequently necessary.
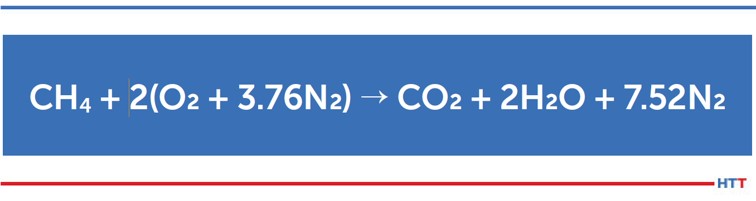
To begin, we must first look at a basic formula. For our discussions, we will replace natural gas, which is a mix of hydrocarbons with methane (CH4). The oxygen (O2) is supplied by air.
The above simplified formula describes perfect or stoichiometric combustion. The inputs are methane and air (where only the O2 is used to oxidize the carbon and hydrogen in the methane), and the products of combustion (POC) consist of heated carbon dioxide (CO2), water vapor (H2O) and of course nitrogen (N2). (The actual reaction is far more complex and there are other elements present in air that we are ignoring for simplicity.) As we can see from the equation, the oxygen we need to burn the methane comes with a significant quantity of nitrogen.
In practice, it is very difficult to even approach this stoichiometric or perfect reaction because it would require perfect mixing, meaning that each molecule of methane is next to an oxygen molecule at just the right time. Without some excess air, we would expect some carbon monoxide and/or soot to be formed. Excess air is generally defined as the percent of total air supplied that is more than what is required for stoichiometric or perfect combustion. For natural gas, a good rule of thumb is to have about 10 cubic feet of air for every one cubic foot of fuel gas for perfect combustion. Higher air/fuel ratios, say 11:1, are another way of describing excess air.
In most heating applications, the creation of carbon monoxide and other unburnt hydrocarbons should be avoided, except in the rare cases where they serve to protect the material being processed. Employees must be protected from CO exposure; and soot can damage not only equipment, but the material being processed.
Source: Heat Treat Today
The amount of excess air that is required to find and combine with the methane is dependent not only on the burner, but also on the application and operating temperature as well. Some burners and systems can run with very little excess air (under 5%) and not form soot or CO. Others may require 15% or more to burn cleanly. Just because a burner performs well at 10% excess air in application A, does not necessarily mean the same level is adequate in application B.
Once the quantity of air exceeds what is needed to fully oxidize or burn the methane, combustion efficiency will fall because the added air contributes no useful O2 to the combustion process, and it must be heated. It is very much like someone putting a rock in your backpack before you set out for a 16-mile trek. Taking this analogy further, higher process temperatures equate to climbing a hill or mountain with that same rock — the higher the climb, or the higher the process temperature, the more energy you waste. Sometimes this added weight or mass can be useful.
The higher the excess air, the greater the mass flow. In other words, the total weight of the products of combustion goes up, and the temperature of the CO2, H2O, N2, and O2 goes down. If we are trying to transfer the heat convectively, this added mass or weight will provide improved heat transfer and temperature uniformity. A simple way to think of temperature uniformity is that the lower the temperature drop between the products of combustion and the material being heated, the better the temperature uniformity. Many heating systems are specifically designed to take advantage of this condition – higher levels of air at lower temperatures. This is especially true when convective heat transfer is the dominant means of moving heat from the POC to the material being heated (when the process temperature is roughly 1000°F or lower).
Source: Heat Treat Today
Some heating systems are specifically designed to operate as close to perfect combustion as is possible as the material is heated then switch to higher levels of excess air to increase the temperature uniformity as the setpoint temperature is approached. In other words, it provides efficient combustion when temperature uniformity is less of an issue and a very uniform environment as the material being processed nears its final setpoint temperature.
Of course, a system can be supplied with too much air, which can waste energy, but also prevent the system from ever reaching its setpoint temperature. The energy is insufficient to heat all the air, the material being processed, and compensate for furnace or oven loses. In these instances, it is obvious that we must reduce the air supplied to the system.
In indirect heating systems – where the products of combustion do not come in contact with the material being processed, like radiant tubes, for example — air in excess of what is required for clean combustion provides limited benefit and should generally be avoided. In these systems, it is best to play a game of limbo, “How Low Can You Go,” so to speak. Test each burner to see how much excess air is required to burn clean and add a little bit for safety. Remember, if you source your combustion air from outside in an area with significant seasonal variations, the blower efficiency will change, and seasonal combustion tuning is required.
Lastly, some burners require a minimum level of excess air to operate properly. This additional air prevents critical parts of the burner from overheating – or the air may limit the formation of oxides of nitrogen (NOx). In this application, altering the burner air/fuel ratio could generate excessive pollutants or even destroy the burner.
Efficiency is important, but the process is king. There is no magical air-to-fuel ratio and no single optimum level of excess air in the products of combustion. Each application is unique and must be thoughtfully analyzed before we can confidently say we have optimized our level of excess air. But careful attention paid to the effect that excess air has on your fuel-fired systems will pay dividends in improved safety and efficiency.
About the Author:
John Clarke, technical director at Helios Electric Corporation, a combustion consultancy, will be sharing his expertise as he navigates us through all things energy as it relates to heat treating equipment.
This brief reference guide is composed in response to insights on Industry 4.0 from Robert Szadkowski, VP of Aftermarket Sales at SECO/WARWICK. The list contains pertinent terminology to consider when speaking about Industry 4.0.
If this or any other article piques your interest and/or you would like to contribute to aHeat TreatToday article, please contact editor@heattreattoday.com.
Additive Manufacturing – “a disruptive technology trend that is continuing to influence the future of the manufacturing industry and will continue to provide additional opportunities for heat treaters going forward.” (“Heat Treating, Additive Manufacturing, and Serialization” by Ron Beltz, Bluestreak)
Augmented Reality – Digital enhancement of a real-world environment. For example, phone apps which can portray a digital overlay on a video feed, like Snapchat lenses. This can be used for the following (examples provided by Robert Szadkowski)
OEM internal training of new employees
remote training of the client’s employees
remote reviews
first line of support, direct from OEM for the customer
second line of support, OEM internal service support
“step by step” maintenance instructions
access to documentation directly on site
access to technical data directly at the device
access to technological data of the device operation bypassing the control cabinet
access to the knowledge base
possibility of multi-person interaction (furnace user, furnace OEM, manufacturer of the affected component)
Autonomous Robots – Machines which have “decision-making” computers and can carry out precise actions from that computation (“What are Autonomous Robots?”)
Big Data and Analytics / Big Data Analytics – The use of analytical software to comb through huge data sets in order to find trends and other useful insights that will enable a user to better understand a process in their control (“Datamation: Big Data Analytics”)
The Cloud – a network of servers where a user can store information — versus their hard drive — and access it via the internet (“What is Cloud Computing”)
Cybersecurity – Security of privacy and security of devices; “digital viruses threaten not only computers and phones, but together with industry cybernetics, all devices, including industrial furnaces, e.g. PLC, HMI, SCADA and even single intelligent sensors.” (Robert Szadkowski, SECO/WARWICK.
Industrial Internet of Things (IIoT) – The physical networking of objects via internet-supported software is what is commonly known as the internet of things (IoT). Similarly, the “industrial internet of things” (IIoT) refers to these systems supporting industrial purposes, like synthesizing information from furnace sensors on a central app.
Simulation – The technological imitation of a real-world process for the sake of education, experimentation, training, etc. (“Computer Simulation”)
Natural gas. It’s a necessity for producing energy and a staple in the heat treating industry. In this reader-friendly and thorough guide of all things natural gas, learn about its supply and demand, availability, pricing, consumption and much more.
This column will appear in Heat Treat Today’s2021 Atmosphere-Air February print edition.
Heat Treat Today is pleased to announce that John Clarke, technical director at Helios Electric Corporation, will be writing about combustion related topics throughout 2021. John has been a long-time friend of Heat Treat Today and his expertise in system efficiency analysis, burner design as well as burner management systems will be incredibly helpful as he navigates us through all things energy as it relates to heat treating equipment.
John B. Clarke Technical Director Helios Electrical Corporation
This article is the first in a series describing trends in energy use and technology used in heat treating equipment. So, it is important to first discuss the supply and demand for natural gas–the energy source on which we depend for not only combustion for heating, but also to generate a substantial share of our electricity.
Heat treaters, be they captive or commercial, are dependent on natural gas to power their operations. Its price and availability are areas deserving special attention from anyone responsible for the purchase, maintenance, and operation of heat-treating equipment.
The good news is that the sky is not falling. In fact, it is a pleasant and sunny day, figuratively speaking. The bad news is that we are increasingly dependent on this one energy source. The economic impact from rapid spikes in cost will be even more severe than they were in the 2005-2009 period, when the United State saw prices for natural gas double in just a few days.
Natural gas production in the U.S. has effectively doubled in the last 15 years (US Monthly dry natural gas production has moved approximately 1.5 trillion cubic feet in 2005 to nearly 3.0 trillion cubic feet.),1 while the average price has fallen 50%.2 (Average Citygate Price–cost as the fuel is transferred from the pipeline company to the local distribution company– has fallen from around $8.00 USD/mmBTU to less than $ 4.00/mmBTU.)2 It seems that the economics professors were right – as supply expands, prices fall. And these prices have been remarkably stable.
But wait: “Danger, Mr. Robinson” (Imagine a robot with vacuum cleaner hoses for arms shouting a warning to all of us). Is it really that simple? Can I invest my resources with confidence that the price for my energy will remain constant? Should I hedge my bets by spending more on increased efficiency? What is the impact on my return on investment? Can I count on the availability of this energy source? Critical questions all, and questions we will address in this and subsequent articles.
What is Natural Gas?
Natural gas is a mix of a number of hydrocarbons with 80 to more than 90% methane (CH4) and lesser quantities of ethane(C2H6), propane(C3H8), heavier hydrocarbons, carbon dioxide (CO2) and/or nitrogen(N2). The composition varies depending on the source, but it averages a higher heating value (HHV) of around 1,000 British thermal units (BTU) per standard cubic foot (SCF). This fuel can be used directly to heat our equipment and is being used, in increasing quantities, to generate our electricity.
Domestic Production
Advances in horizontal drilling and hydraulic fracturing (fracking) have greatly expanded our domestic production of both oil and natural gas, releasing otherwise “tight” gas and oil previously trapped in shale formations. This has made recovering these sources of natural gas economically feasible. The supply of shale natural gas grew sevenfold in the last 15 years and now represents roughly two-thirds of our total domestic production of gas. (2005 shale gas production was less than 10 billion cubic feet per day to over 70 billion by 2020.)3 Furthermore, the Energy Information Agency (EIA) — an agency within the Department of Energy charged with tracking US energy production, consumption, and project future demand and supply– projects an increase in US domestic production through at least the year 2050.
Domestic Consumption
Natural Gas Use by Sectors in the US, 2019 and Change Since 20094
Total Consumption 2019 31 Trillion Cubic Feet
Total Consumption 2009 23 Trillion Cubic Feet
Efforts to reduce CO2 emissions from electrical power generation and reduce the cost of new generating capacity have led to a rapid expansion of electricity generated using our abundant supply of domestic natural gas. Switching from coal to natural gas reduces CO2 emissions by nearly 59% per unit of electricity generated. (See table “U.S. electric utility and independent power… by fuel 2019”)5Noteworthy Trend – Electrical Power Generation
In the last 10 years, coal consumption for electricity generation has fallen 48% while natural gas’s contribution has gone up 60%.6 This investment in new natural gas fired electrical generating facilities has created a very stable demand. It is likely that this trend will continue as coal plants are shuttered in favor of the cheaper and cleaner natural gas alternative. In the long run, renewables, specifically solar and wind, may displace some of this natural gas consumption, but in the near term, coal is the most likely fuel to be displaced. The demand for electricity produced by natural gas will be buoyed further by the rapid expansion in the use of electric vehicles.
Exports – Liquified Natural Gas (LNG)
The US was a net exporter of LNG in 2017 and 2019. Our export capacity has expanded nine-fold from 2016 to 2019, growing from 0.36 trillion cubic feet per year in 2016 to 3.24 trillion cubic feet per year in 2019. As our capacity to export natural gas expands, it is likely that an increase in international demand will place upward pressure on domestic prices.
Externalities – The Unpredictable
There are factors that are, by their very nature, impossible to quantify. They remain a risk, nonetheless. As political power shifts in Washington, it is likely that politicians will pursue legislation to reduce CO2 emissions. The Biden administration, for example, could seek to reduce coal consumption by switching to natural gas as a means to generate electricity. Regulations or moratoriums on fracking might reduce our ability to expand production in the face of rising demand. The U.S. may seek to export more natural gas to reduce allies’ dependency on natural gas produced by our geopolitical rivals. On balance, the net effect of these political factors cannot be predicted and modeled with any certainty.
Other non-political factors make our future less clear. Weather remains a constant unknown and as natural gas’s share of electrical generation expands, both hot and cold weather can lead to an increase in demand. Furthermore, excessive speculation could also introduce instability to prices if not supply. Remember Enron and the effect on electrical power prices and supply in California in 2000 and 2001.
Conclusion
With any luck, we will see no national supply or demand shocks that will imperil the availability of natural gas for U..S industry. I am concerned that prices will rise and fluctuate as a result of one or more of the factors highlighted in this article. These risks should be considered when making equipment acquisition, maintenance, and operating decisions. In the upcoming articles, we will focus on technologies and practices that can help to mitigate these risks as well as save both energy and money.
[5] “FREQUENTLY ASKED QUESTIONS (FAQS): How much carbon dioxide is produced per kilowatthour of U.S. electricity generation?” Independent Statistics & Analysis U.S. Energy Information Association.https://www.eia.gov/tools/faqs/faq.php?id=74&t=11.
John Clarke, with over 30 years in the heat processing area, is currently the technical director of Helios Corporation. John’s work includes system efficiency analysis, burner design as well as burner management systems. John was a former president of the Industrial Heating Equipment Association and vice president at Maxon Corporation.
As the Heat Treat Today staff begins to power down and prepare to celebrate Christmas with our families, we wanted to take a moment to thank you all for extending your kindness, expertise, patience, and trust during this extremely unconventional year. There are many good memories, and we are grateful to have experienced this wild ride with you. We also look forward with hope and anticipation to the new year as we carry those valuable, growth-filled lessons from 2020.
Christmas helps us to focus on the hope, peace, joy, and love of the Good News for all people. Our wish for you today and in the year to come, is beautifully wrapped in the words of author Laura Cave, “Christmas is an invitation to discover Jesus Christ: the Prince of Peace. His life is a gift to you as disarming as a child, an acceptable sacrifice for your sin, and a path to legitimate peace inside and outside with God and with man.”
From the entire Heat Treat Today team, we wish you a very joyous and peace-filled Christmas.
“In the near term, the thermal processing industry faces landmark decisions and the most commonly postulated future, based entirely on electricity is only one of many possible outcomes. This option, however, is not realistically implementable… there is insufficient green energy surplus to meet expected demand in its entirety.”
Everyone is talking about the future of heat treat and how to process parts for the future. Technology, such as systems related to IoT and 4D, is seen as the solutions. So what about the future of combustion? The color is green.
Read this guest column from WS Thermalwhich summarizes a few key caveats which stand in the way of transforming energy sources. Give it a read, and email editor@heattreattoday.com if you have an op-ed or guest column that you would like to submit to Heat Treat Today!
WS is well known when it comes to low NOx combustion of natural gas in industrial furnaces. By means of the patented FLOX® technology, WS burners can achieve NOx emissions lower than 0.07 #/MMBTU in most operating scenarios, which sets the benchmark for modern gas heated furnaces around the globe. The future, however, belongs to renewable energy sources. Aside from their ecological advantages, it is foreseeable that the economic benefits will become reality far sooner than previously predicted. Even more so, if external effects such as an adequate carbon tax are considered.
In the [short] term, the thermal processing industry faces landmark decisions and the most commonly postulated future, based entirely on electricity is only one of many possible outcomes. This option, however, is not realistically implementable. At this point in time, there is insufficient green energy surplus to meet expected demand in its entirety: heating of thermal process applications, electrolytically generated hydrogen for direct reduction of iron ore, or for fueling long-haul transportation, battery electric mobility, space heating and cooling via heat pumps and many additional applications. Renewable electricity faces demand many times greater than its short or medium-term generation capacity. All this does not even take into consideration the necessity of simultaneous demand and generation in the electric network.
Using a broad spectrum of green energy sources, likely generated in a decentralized manner, and with regional focus on infrastructure capabilities such as transportation and storage of energy carriers, seems more plausible than focusing purely on an electricity-based energy system. However, at this point in time it is impossible to foresee which energy carrier will play the dominant role, or which market shares the various options will garner over time. Hydrogen from electrolysis or from reforming biogas, bio propane, synthetic fuel like ammonia synthesized in sunny regions, or synthetic CH4 which could utilize the existing global transportation infrastructure and current end user devices. The only thing that seems certain is that chemical energy carriers will continue to play a large role in the future. Only they offer the unique advantages such as high availability, high energy density and storage capability, which ultimately enable an airplane to fly, or make it possible to supply thermal processing applications with enough green energy to reliably maintain process temperature for long periods. Therefore, at WS we are committed to our core message: We are …
Regardless of which renewable chemical energy carrier you will ultimately be using in the future, it is already in our focus. Even now, we are implementing technologies aiming at our green future in WS combustion systems. For example, we are exploring technologies that minimize NOx emissions even when combusting ammonia or hydrogen. On a case-by-case basis, we can determine if your WS burners are suitable for use with a given new energy carrier or if a retrofit kit is needed. In any case, due to the long service life of your equipment, what is essential for you to know today is: WS will provide you a state-of-the-art combustion system solution – even if the future comes faster than anticipated.
Kenneth W. Gronbach, President/CEO, KGC Direct LLC
“The United States is about to experience a monumental cultural shift, and Gen Y Millennials are the catalyst,” says Kenneth W. Gronbach, expert in the field of demography and generational marketing. Read his encouragement to Heat Treat Today’s 40 Under 40 Class of 2020 as he highlights significant demographic trends and life realities to help them determine their strategy for embarking on this next wave of opportunity.
So, you are approaching forty, big deal. Most of you could easily live into your nineties, so you are not even halfway through this life. My advice to you? Make the most of it. How? Get a handle on what is next and prepare. Demographics is a wonderful common-sense forecasting tool that precipitates accurate revelations. Really. So, let’s have a look into the demographic crystal ball as it relates to you. For the sake of this writing, I am going to consider you all part of the 88 million Generation Y Millennials born 1985 to 2004. Gen Y is the largest generation ever born in the United States. A few of you are actually Generation X born 1965 to 1984, but hey, close enough.
The United States is about to experience a monumental cultural shift, and Gen Y Millennials are the catalyst. Yeah, you. I have been warning my audiences and readers to stop living in a white bubble and to lose the bigotry. It is 2020. By 2045, white non-Latinos will be a minority in the U.S. How do we know? Simple, the young people who will shape the United States fifty years from now are already born. And they are very diverse. Much more diverse than the white non-Latino adults that dominate our demography today.
So why are you millennials the catalyst? You don’t see race, religion, or color. You see people. It’s how you were raised and taught in school. In addition, you take the anti-bullying issue very seriously. You marry outside your race, religion, and color routinely. As a result, the skin tone of the average American will be slightly darker 25 years from now and red heads will be almost extinct. (If you have redheads in your family, hang on to them because they could be worth serious money.) Black Lives Matter is an idea whose time has finally come. Don’t believe me? Take a look at the diversity of the BLM protesters and demonstrators. What do you see? They are complimented by young whites, Latinos, and Asians in significant proportions. Eighty-eight million diverse Millennials will lead America to the place we were meant to be: One Nation Under God.
Average American 2050 (Photo source: National Geographic)
Most of you 40 Under 40 are entrepreneurs: risk takers who enjoy a challenge. So, let me offer up a significant human resources challenge that you must address as you embark on your tenure as leaders. In Dr. Nicholas Eberstadt’s recent book, Men Without Work, he reveals that the United States currently has 20 million men between the ages of 25 to 55 who do not work because they are felons and cannot be bonded/insured. They are the product of the war on drugs in a nation that incarcerates more people than any other nation on earth. Did we solve the drug problem? No, we created a new one.
One-third of our labor force between 25 to 55 is idle. Let’s look at the numbers. There are about 60 million men in the United States between 25 to 55 years old. One third of them cannot work. Of the 20 million felons who cannot work, 5 million are white, 5 million are Latino, and 10 million are African American. How many African American men are there in the U.S. between 25 to 55 years old? About 10 million. No, that is not a misprint. We have crippled the African American culture by locking up their males. We have dealt with symptoms of racism rather than addressing the causes. I pray that the Black Lives Matter movement will be the beginning of the end of this gross injustice. So, what is the big challenge? We need, as a nation, to put felons back to work. You need to figure out how to hire them, to train them, to restore their dignity, and to return them to their role as contributing members of society. You can do it. You have to do it.
When the pandemic exits the United States, it will be a different place. Just look back at the changes that took place after 9/11 and 2008. Let me just give you a list of some of the sea changes we can expect in the next ten years:
Manufacturing will return to the United States because China decimated its labor force with 37 years of the One-Child Policy. China will also fall out of favor with the world in general because of its role with COVID-19.
High net worth Westerners from the European Union will immigrate to the Americas in force because of cultural issues with their principal immigrants: Muslims.
Eighty million Baby Boomers, now 57 to 76 years old, will exit the labor force of the U.S. by the millions creating a talent vacuum that will suck in skilled, cyber, multi-tasking Millennials by the millions. This will cause the United States to flourish.
The E.U., Eastern Europe, Russia, Japan, and South Korea will diminish in power and influence because of their extremely low fertility rate. No kids and eventually no adults/taxpayers.
Mexico has perfect demographics but will be considered a failed state because of the absence of a working government replaced by criminal cartels. It could well be annexed by the United States.
India could blossom economically if it could get a handle on its disastrous distribution of wealth.
The population of the world is currently at about 7 billion and will increase to about 10 billion by 2060 before it begins to recede.
The population of the continent of Africa could double to two billion because of Africa’s extremely high fertility rate and the introduction of modern healthcare, technology, and education by Africa’s new friend, China.
So, my 40 Under 40 friends, it is a new world. There will be no lack of opportunity. Make the world a better place and remember, “Wait and see” is not a plan. What is your strategy?Be well,Kenneth W. Gronbach
About the Author:Kenneth W. Gronbach is a gifted keynote speaker and nationally recognized author, expert, and futurist in the field of Demography and Generational Marketing. He makes the science of shifting demography come alive with real life examples which make it relevant to today’s culture, business climate, and economy. With nearly three decades experience in retail advertising and marketing, Ken saw the direct results of shifting demographics in his clients’ profits. Eventually, his passion for the subject changed the direction of his career, to the benefit of readers of his books and attendees of his keynotes and other presentations.
Announcing Heat Treat Today's newest feature: Heat Treat Today Guest Column/Op-Ed. These releases feature content from the world of heat treat, which doesn't directly include news or technical content.
Today's column highlights UPC-Marathon President, Olivier Caurette's ascent of Mont Blanc in the Alps along the eastern border of France.
If you have any suggestions for future content, be sure to contact Heat Treat Today editor Karen at karen@heattreattoday.com.
Climbing Europe’s highest mountain, Mont Blanc, has been a long-standing dream of mine. One that has lived on for many years and was finally fulfilled this month. What you read below is my journey of perseverance and resiliency towards unlocking my potential.
After 6 months of training to get fit for the climb and to my great satisfaction, I succeeded in summiting this majestic mountain in the French Alps. My sincere thanks to my family who supported me throughout every step of this journey and to my guide Jonath who pushed me at the right moments to give me that extra boost.
Success did not come easily. I attempted my first climb in 2019, but, at 4300 meters (14,000 feet) elevation into my trek, I was forced to return to camp because of poor weather conditions. With 120 km/h (75 mph) winds, a heavier than expected snowfall, and a temperature of -20°C (-4°F) and dropping, mountain conditions were not ideal. Consequently, the planned climb was stopped over safety concerns, and I dispiritedly returned home. Of course, this was not my first or last lesson in the limits of my potential. When you set yourself a goal, you want to reach it – mostly, to prove that you can. Dispirited but not defeated, I was inspired again in 2020 to succeed. While the environment in 2019 was not favorable, 2020 in contrast was amazing with early summer daylight and the summit above the clouds. Even though my efforts were similar in 2019 and 2020, the result was so very different. The 2019 experience fueled the 2020 success. There is no bad experience, just an opportunity to learn a lesson along the way. Don’t stop trying if you fail once. As professional tennis player Arthur Ashe once said, “Success is a journey, not a destination. The doing is usually more important than the outcome.”
I see so many parallels between my adventure and UPC-Marathon’s journey to success. Both are driven by one strong objective, a team that helps you get prepared and is ready to help, support from experts, the ability to overcome doubts, as well as the strength and determination to keep going forward and make things happen again and again – ultimately succeeding in our day to day achievements and taking us to the pinnacles of success.
I’ve learned a lot about myself and my limits during the ascend, but also during the long descent. At UPC-Marathon, the process of transforming our company to achieve greater success and be more resilient during difficult times and situations is our common Mont Blanc. Staying in control, never giving up, trusting your guide/leader, leaving your comfort zone when needed, staying confident in your competence, and relying on your best self will open your mind to what’s possible and what it takes to succeed. By the same token, we must focus on our goals and embrace the everyday challenges to reach our personal and professional summit. Once we are engaged and appreciate the necessity and benefits of challenges, there is no barrier to stop us in the face of new and emerging challenges and our quest to seek solutions. We are the best ourselves only when we give the best of ourselves.
To sum up, I leave you with one of my favorite quotes from Mike Horn, the world’s greatest living professional adventurer who has repeatedly demonstrated that there are no limits to the potential of the human spirit, “The impossible exists only until we find a way to make it possible." By expanding our view of what’s possible, we all have the potential to unlock creativity, innovation, rewards, and fulfillments.