Nitrex, a Novacap portfolio company and global provider of fully integrated heat-treating solutions and technologies, unveiled its new corporate brand identity this week. This change comes as the company seeks to forge new paths, retool its product portfolio to align it even more closely with customer needs and preferences, and seeks to present a more consistent look and feel across all brands.
Jean-Francois Cloutier, Nitrex CEO
“The new brand identity we are sharing with you today,” said Nitrex CEO Jean-François Cloutier, “reflects our evolution as a market leader poised for the future, while reaffirming our tradition of innovation, reliability and quality as well as our customer-focused culture. The new unifying logo will represent the company as a whole, with all its business units.”
The new symbol will be adopted by all the Nitrex business units. The symbol also plays a functional role as the letter “N” in the Nitrex wordmark used by all business units. For now, the names of the legal entities will not change. It is worth noting that different parts of the new logo represent the integration of United Process Controls and Marathon Monitors, as well as G-M Enterprises.
(source: Nitrex)
“The new tagline charts a bold course for Nitrex,” Cloutier added. “It underscores our commitment to science and technology. By harnessing the latest advances, we will be able to reinvent the methods of strengthening metals and applications, to the greater benefit of our customers. This marks the beginning of a new chapter for Nitrex and its affiliated companies, and we’re very excited to finally share it with you.”
(source: Nitrex)
Listen to a Heat TreatRadio interview with Jean-François Cloutier here: https://www.heattreattoday.com/heat-treat-radio/heat-treat-radio-jean-francois-cloutier-nitrex-ceo/
Sometimes our editors find items that are not exactly “heat treat” but do deal with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing. As we approach the weekend, today’s Heat TreatFringe Friday Best of the Web post focuses on an interesting development in the world of manufacturing robotics.
Batteries have served us well for decades, but they are becoming too heavy and inefficient for some uses as devices continue to shrink. Researchers at the University of Pennsylvania have now developed a new type of robot that powers itself by “eating” metal from its environment.
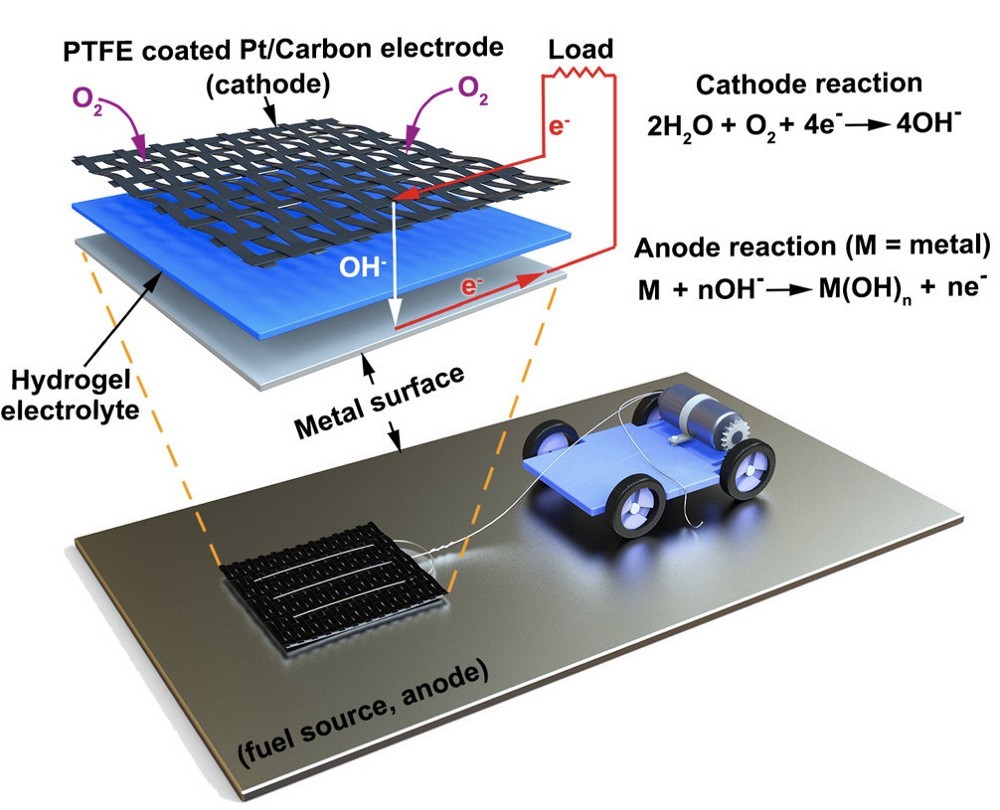
The metal-air scavenger (MAS) design would still have the basic layout of a battery, including a cathode, anode, and electrolyte. But the clever part is that the anode isn’t built into the device – any metallic surface that the MAS passes over will provide the function.
James Pikul, Assistant Professor of Mechanical Engineering and Applied Mechanics, University of Pennsylvania (source: U Penn)
“Our MAS has a power density that’s 10 times better than the best harvesters, to the point that we can compete against batteries,” says James Pikul, lead researcher on the study. “It’s using battery chemistry, but doesn’t have the associated weight, because it’s taking those chemicals from the environment.”
An excerpt: “The cathode is made up of carbon, coated in polytetrafluoroethylene (PTFE) and with nanobeads of platinum embedded inside. The electrolyte is a hydrogel containing salty water. When this jelly-like patch is dragged around on top of a metallic surface, it oxidizes the metal below, breaking down chemical bonds to power itself. At the same time, the cathode material is reducing oxygen from the air above it.”
Reactive maintenance is expensive and usually requires downtime, holding up production. In contrast, preventivemaintenance keeps these failures from occurring, which results in cost savings for manufacturers. Research shows that preventive maintenance can produce a 12 to 18 percent cost savings as opposed to other reactive maintenance programs.
In this Heat Treat Today Best of the Web feature, Lindbergh/MPH offers important preventative maintenance tips for heat treat furnaces.
Preventive maintenance is a list of regularly performed procedures that decreases the likelihood of a piece of equipment failing. It is performed by operators while the machine is in good working order. Regular maintenance also keeps equipment running at top performance and extends its life.
5 Preventive Maintenance Items for your Heat Treat Furnace
Heat treat furnaces are used in many manufacturing processes, including tempering, preheating, quenching, stress relieving, annealing, and more. Many factors, including high temperatures, place considerable wear and tear on the furnace components. Eventually this can cause bearings to flake, leaks to develop, and other problems to come up. Small issues can lead to mechanical failures over time that in turn lead to reactive maintenance.
Some common preventative maintenance services for heat treat furnaces include:
Tuning Combustion Systems – Component wear, high temperatures, and other factors lead to burner settings drifting over time. This ultimately affects efficiency, fuel usage, emissions, and product quality. Tuning the combustion system maintains optimal performance and efficiency rates, limits excess emissions, and improves product quality.
Bearing Inspections – Functional bearings are crucial to any machine, but even properly installed and operated bearings wear down over the course of time. The contact surfaces of bearings repeatedly withstand compressive loads, which eventually causes the surfaces to flake. Inadequate lubricant, improper lubricant type, breakage, wear, corrosion, and other factors can lead to bearing failure. A broken or seized bearing can stop equipment, potentially bringing the entire production line to a halt.
Leak Testing – Even the smallest leak can reduce production performance and possibly result in system failure. Preventive maintenance for leaks includes testing gas shutoff valves and gas train piping for leakage.
Lining Inspections – Gradually the lining of a heat treat furnace may succumb to chipping, cracking, or bubbling. Disruptions to the integrity of the lining, left unchecked, can lead to contamination that harms the quality of the product. Lining inspections prevent contamination.
Safety and NFPA Testing – Safety and National Fire Protection Association (NFPA) testing protects clients from potential damage. It also ensures that preventive measures against workplace accidents are in place.
Businesses have been taking extra precautions lately for the well-being of their employees and customers. The Centers for Disease Control (CDC) recommends that employers should have a COVID-19 health and safety plan to protect employees that includes placing barriers (e.g., sneeze guard) between employees and customers and employees working in close proximity.
GermBlock™ cough and sneeze shields (source: Rockford Systems, LLC)
Rockford Systems, a specialist in industrial combustion safety solutions for companies that use thermal processes in their industrial operations, is helping organizations protect employee health and safety by launching its new GermBlock™ line of cough and sneeze shields.
GermBlock™ shields, designed for industrial, commercial, clean room, and retail settings, limit the spread of airborne droplets resulting from coughing, sneezing or speaking from reaching a nearby person, therefore helping to mitigate COVID-19 infection.
Cubicle Shield (source: Rockford Systems LLC)
Constructed of heavy-duty clear 3/16" polycarbonate and 16-gauge 304 stainless steel framing with full penetration welds, the shields are offered in tabletop, floor standing, and extended-leg versions in popular sizes. The full penetration welds eliminate gaps or cracks that prevent bacterial build up. GermBlock™ shields are offered in standard, clean room, and custom models. The stainless-steel frame allows the shields to be washed down and sterilized per the CDC's recommendation for frequent cleaning.
GermBlock™ shields are 100% made in the USA. Orders can be turned around quickly to support customers with urgent bio protection needs.
Welcome to Heat Treat Today'ssecond installment of This Week in Heat TreatSocial Media.As you know, there is so much content available on the web that it's next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So, Heat Treat Todayis here to bring you the latest in compelling, inspiring, and entertaining heat treat news from the different social media venues that you've just got to see and read!
1. Plibrico Company Sponsors Project for Shriner's Hospitals for Children
The Plibrico Company recently sponsored a Happy Craft Day for Shriner's Hospitals for Children, during which many locations took part in assembling craft kits for kids needing a smile.
2. Innovations and Services on the Front Line
During this difficult and uncertain time, many companies are offering support to fight the spread of COVID-19, and some have come up with unique innovations.
Stack Metallurgical Group has announced its support for manufacturers in fighting the pandemic:
Similarly, Inductoheat has made a statement in the same vein:
ION HEAT has come out with the first prototype of its mechanic lung ventilator:
And Proceq USA Sales Manager Tom Ott demonstrates how to recharge a Proceq UT8000 flaw detector using a common USB power pack:
3. Good Friday Furnace Repair
Capital Refractories' Research & Development Manager Julie Hardy shared images of a 12 ton holding furnace repair that took place on Good Friday:
4. Reading and Podcast Corner
You may have a bit more time to catch up on the reading and podcast listening you've been yearning to do. May we recommend two brief written items of interest and an informative podcast.
Park Ohio Turns 100
Ipsen USA recommends their paper on vacuum furnace maintenance
And, for your listening pleasure, be sure to download the latest Heat Treat Radio episode entitled, Heat Treat Modeling with Justin Sims.
5. 101 Uses for Heat Treat Today Tape
Roseanne Brunello of Mountain Rep came up with a festive use of Heat Treat Today packing tape:
"Heat Treat Today comes through again..."
6. Launch into Your Socially Distanced Weekend with the Family Lockdown Boogie
No explanations necessary. Happy Friday, everyone!
Die casting can be tricky to understand; additionally, the term has become something of a catch-all phrase for a production process that covers both low- and high-end technology. In this Original Heat Treat TodayTechnical Tuesday feature, come along with Martin Reeves, Owner of Fontec-Global, LLC, as he takes readers through the die casting process, giving helpful definitions of terms and easy-to-understand descriptions of processes.
The term "die cast" is one many will have heard referring to a particular part; sometimes as a recommendation, sometimes inferring a cheaper alternative, but always as a catch-all for a production process that encompasses a whole range of technologies from cheap and cheerful to the highest technology. So here is a quick overview of what can be termed as "die casting."
(source: fontec-global, LLC)
Die/permanent mold casting has become the dominant casting process for nonferrous alloys of aluminum, magnesium, and zinc, and with the growth of aluminum as a major structural component in automotive design, it is set to maintain that position in the future. This is an overview of the various ways and processes in which permanent metal molds are used today.
Typical metals used in die-casting are lower melting point alloys of aluminum, magnesium, and zinc. Lead and pewter are also cast in this way, and the original process was developed for creating movable type around 150 years ago for the fledgling printing industry. Copper and its alloys of brass and bronze can also be cast in this way, and even some cast irons have been cast in permanent molds with suitable mold coatings as the melting/casting temperatures approach that of the mold steels used.
Many of us will probably have used the process to make lead shot, fishing weights, or toy soldiers (showing my age now) in lead, which can be melted over a candle. Likewise, we see examples of die casting that can be produced in a vast range of sizes, and with high levels of surface finish and accuracy in our everyday life. It is this versatility to produce fine detail, accurate dimensions, and fine finishes that has driven the growth and development of the high pressure machines, which can produce these castings in high volumes (40 – more than 100/hr). This has ensured its continued popularity.
When we talk about die casting, it is normally the automated process using high pressure machines that force metal into a closed die; but there are several different processes that use permanent dies, and even within the high pressure die casting industry there are now different processes in use depending on the product, alloy, and industry. The majority of technological developments in the last 20 years have been in HPDC processes with bigger machines and computer controls.
Types of Die Casting Processes
The three principal (most popular) variations on the die casting process are:
High Pressure Die Casting (HPDC)
Low Pressure Die Casting (LPDC)
Gravity or Permanent Mold Die Casting
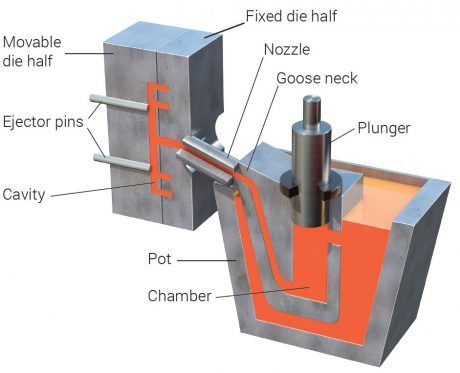
Hot Chamber Machine (source: fontec-global, LLC)
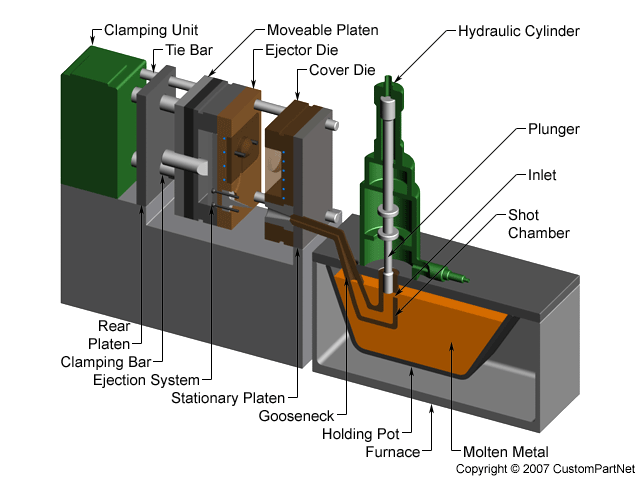
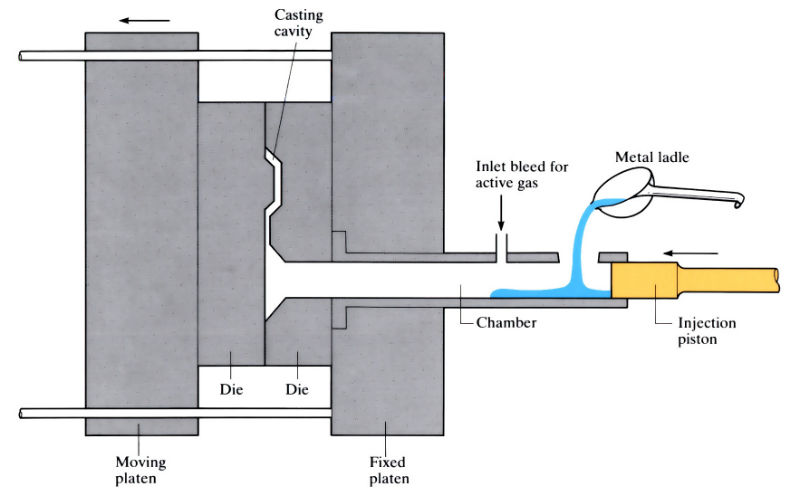
High Pressure Die Casting (HPDC) – This is now the most common form of nonferrous casting production, in which the molten metal is forced into the cavity under very high pressures. This process utilizes two different means of introducing the metal. A hot chamber machine will have the holding furnace installed as an integral part of the die casting machine, and the metal pump is immersed in the metal and forces metal directly into the cavity. Bigger and more sophisticated castings and alloys use a cold chamber process where the metal is held in a separate furnace and transferred into a shot sleeve on the machine linked to the die. It is then forced directly into the cavity by a ram.
Die Casting Machine (source: fontec-global, LLC)
All of these processes have variations that make them uniquely suited to specific types of castings or alloys. The development of novel processes and controls has expanded the scope of HPDC in recent years to the extent that safety critical structural castings can be produced and heat treated.
A historical problem with conventional die castings was the turbulence of the injection process, which caused air and gases to become trapped in the solid metal. Attempts to heat treat these castings resulted in expansion of the gases, which created blistering and eruptions on the surface and a reduction in mechanical properties. New processes, new alloys, and improved controls on die casting machines have now eliminated these issues, and thin-walled structural parts for vehicle bodies and structures are now normal production.
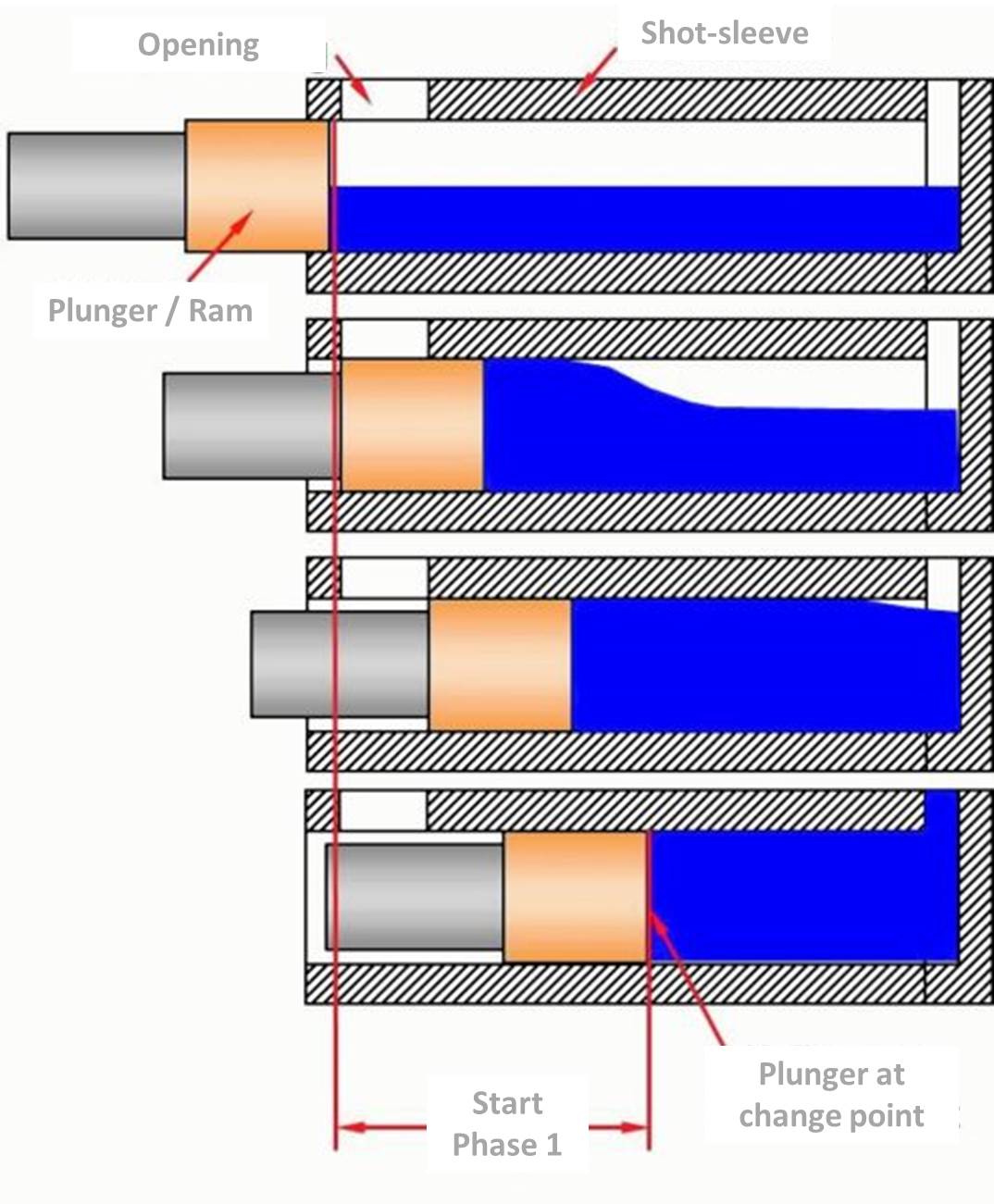
HPDC Ram Shot Control (source: fontec-global, LLC)
The development of bigger die casting machines and the evolution of shot control has expanded the scope and size of parts that can be produced. Shot control now means that instead of the ram simply moving at a steady speed to push the metal into the cavity, the movement profile can be controlled to move the metal gently at first to avoid air entrapment, and then intensifying towards the end of the stroke to ensure complete filling and improvements in metal density. When this feature is combined with vacuum assistance in the die, then the casting quality is improved dramatically, and along with newly developed alloys, can be heat treated to a T6 level for optimum properties.
Cold Chamber Machines -- These allow for the metal to be dispensed into the shot sleeve (plunger cylinder) from an outside source. The transfer can be simply with a hand ladle, an automated ladle arm or robot, or via a pump or pressurized holding furnace to achieve an accurate and repeatable mass of metal.
Over the last 20 years or so, the size of die casting machines has increased dramatically to accommodate both heavier and larger castings. The capacity of a machine is defined as the locking force that can be applied to the die platens, and this has now reached over 5,000 tons of force. This allows for larger, thin-walled parts, such as complete door frames to be cast as a single piece.
Hot Chamber (source: fontec-global, LLC)
Hot Chamber Machines -- These, on the other hand, have the holding furnace as an integral part of the die casting machine, and metal is transferred via a pump that is permanently immersed in the metal. A plunger is adjusted to push a defined amount of metal into the die for each cycle.
Because of the limitations of the furnace and immersed pump, this process is confined to smaller die casting machines and parts. Because of aluminum’s aggressive affinity for ferrous metals, this process is more often used for zinc and magnesium casting.
Vertical High Pressure Machines -- These use a similar technology to conventional horizontal machines, but the shot sleeve is vertical and is filled completely in a vertical orientation before injection, allowing a less turbulent flow of metal into the die.
Vertical machines can also use a vacuum and siphon tube system to fill the shot sleeve where the metal is sucked from the holding furnace by a vacuum in the die cavity. Like the low pressure process, it has the advantage of creating a smooth metal flow into the die while the vacuum, strong enough to suck the metal, has the added advantage of a partial degassing effect and gives better quality castings.
There are variations of High Pressure Die Casting that generally have well defined niche markets:
Semi-solid casting, also known as Thixotropic or Rheocasting, uses a similar machine; but instead of molten metal, a billet of semi-solid metal is inserted into the shot sleeve before injection into the die.
The process uses a property of aluminum alloys to be solidified in a way that retains approximately 40-60% liquid, is stable enough to be handled, but can be cut with a knife. The advantage of this process is in creating a casting with similar properties to a forging that can be heat treated and polished. The downside has been the overall cost compared to conventional castings.
Metal powder injection uses fine metal powders with a binder material instead of molten metal, and is poured into the shot sleeve in measured amounts and then introduced into the die and compacted by the plunger. The part is then sintered to remove the binder and consolidate the part. This is used for small and intricate parts where very specific alloy mixes can be created without having to melt an alloy. The process is also used for some magnesium parts overcoming the dangers associated with processing molten magnesium.
Low Pressure Die Casting (LP casting) -- This is used almost exclusively for aluminum road wheels as well as other high integrity and safety critical parts where heat treatment is also a prerequisite to achieve mechanical properties; in this process, the molten metal is forced into the die cavity by pressure in the holding furnace below the die, which raises the molten metal into the die where it is held until the narrow inlet area solidifies and the pressure is released. The smooth flow characteristics provide a high quality casting that can be heat treated.
Gravity (Permanent Mold) Die Casting is maybe the simplest of the die casting processes and can vary from a simple mold for lead shot or fishing where the molten metal is poured directly into either static or tilting molds and flows by gravity into the cavity.
Static molds are filled directly by hand or auto ladle into a split metal die. After solidification, the die is opened and the casting, with runner system, are removed.
Tilting dies are mounted on a tilting mechanism, and the metal is poured into a tundish attached to the die. After filling, the die is tilted to allow the metal to run from the tundish into the die cavity. This enables large castings to be made as the tundish can be filled fully before tilting. Castings of 100 to 300 lbs. are not uncommon, and the limit is normally the size of the die block.
An advantage of this process is the ability to use sand cores to create hollow internal shapes in castings. In gravity and low pressure die casting, the metal flow is gentle enough that sand cores can be used without breaking up and producing hard inclusions in the casting. In HPDC, the speed and turbulence of the metal entering the die is violent enough to break conventional sand cores. There are some foundries using salt cores, which are much harder, and must be dissolved from the casting. They can also create corrosion problems if not done correctly.
Centrifugal casting is used primarily in the casting of pipes and tubes in a variety of ferrous and nonferrous alloys. Molten metal is poured into a spinning tubular mold where centrifugal forces force it into an even coating on the wall of the mold, which is then cooled to create the pipe. The process is predominantly for ductile iron water distribution piping as well as engineering pipe and tube stock.
There are two basic processes used industrially--horizontally spun molds and vertically spun molds.
The horizontal process is used for longer pipes--up to 6 m (20 ft) long--with molten metal being introduced simply at one end and allowed to flow or progress along the mold length (DeLavaud process) to provide a more accurate wall thickness in the finished pipe.
The vertical process is used for smaller cylindrical parts, such as brake drums and other parts where a more dense, defect free metal structure is required. The process is confined to simpler geometries where no or simple cores can be used. Brake drums and discs would be typical parts in grey cast iron.
Direct Chill Cast Billets (source: fontec-global, LLC)
Continuous casting is a process used to continuously cast various alloys into billets, Direct Chill Casting (DCC), for further processing such as for extrusion, or to provide a continuous supply of form to be cut off and processed. The molten metal is poured into a tundish, which provides a continuous and controlled flow of metal into a water-cooled die, which moves up and down as the metal solidifies and keeps the solid metal moving downwards, making more room for new metal being poured.
Slush casting is not such a common process and is used where a hollow part is required with simple geometry and a hollow shape without the use of cores. Molten metal is poured into a mold and given enough time for a solid skin to form before any excess metal is poured out of the mold. The result is a hollow casting. Used traditionally in the art world for hollow sculptures, decorative pieces, etc., it can be used with most alloys but more often with pewter and precious metals.
Counter pressure casting (CPC) uses two separate pressure chambers, creating pressure in the holding furnace above the metal surface while equalizing this with a vacuum above the furnace and in the mold cavity. The result is to draw the molten metal into the mold cavity with the minimum of disturbance and turbulence, thus ensuring a sound casting. The metal is encouraged to solidify with water or air cooling at the in-gate area before pressures are released.
Terminology – some common terms used in the foundry industry:
- Die or Mold: the main component of die casting. The terms can vary depending on location and industry.
- Clamping force: the force exerted between the two halves of the die (the platens), which resist the hydrostatic force from the metal entering the cavity at high pressure.
- Platen: the main carrying plate on the die casting machine to which one half of the die is attached.
- Ram: the piston or plunger that is used to force the metal into the die.
- Tundish: a simple bowl arrangement that allows for metal to be accumulated before or during a casting process.
- Cores: used to create internal cavities in castings. They can be re-useable mechanical components of the die, or more often in LP and gravity they will be expendable pieces made from a resin-bonded sand.
- Holding furnace: used to hold the metal at the chosen casting temperature during casting operations. This is refilled periodically to maintain consistent production.
- Shot sleeve: connected to one half of the die and allows metal to be introduced and held prior to being injected into the die.
- Gooseneck: named for its similarity to a goose's neck, this is the pump unit that sits in the metal and supplies metal in a hot chamber machine.
Die Casting Defects – some terms that refer to common defects on die castings:
- Mis-Runs: where the metal has failed to completely fill the die cavity.
- Porosity: internal voids created by gas trapment or evolution during the solidifying process.
- Blow holes: produced as a result of moisture or contamination on the die or core surface when metal is introduced and caused by the rapid expansion of moisture.
- Inclusions: foreign matter that has become trapped in the casting, such as core sand, oxide particles, etc.
- Hot tears: when the casting strength is insufficient to withstand cooling contraction during solidification.
- Cold shuts: created when the metal entering the die is too cold and solidifies prematurely in some positions while metal is still entering the die.
- Die soldering: aluminum has an aggressive appetite for iron, and certain alloys will attack the steel dies even in the short time for die casting injection, creating adhesion of the casting.
- Heat checking: a form of thermal fatigue cracking where temperature cycling at the die surface creates fine cracks that encourage sticking and degrade the surface finish of the casting.
- Shrinkage: found in castings with heavy sections with poor connections to the main feed path of metal. The contraction to the solid state can create shrinkage depressions at the surface or internal voids.
- Laminations: where cold dies allow rapid solidification of a thin skin before final solidification of the main mass.
Welcome to another episode of Heat Treat Radio, a periodic podcast where Heat Treat Radio host, Doug Glenn, discusses cutting-edge topics with industry-leading personalities. Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript. To see a complete list of other Heat Treat Radio episodes, click here.
Audio: Heat Treat Modeling With Justin Sims
In this conversation, Heat Treat Radio host, Doug Glenn, interviews Justin Sims of DANTE Solutions about heat treat modeling. As the heat treat world moves farther way from mysterious black box processes, find out how the latest advances in heat treat simulation software can help your company model specific processes and materials in advance, leading to less guesswork and more profit.
Click the play button below to listen.
Transcript: Heat Treat Modeling With Justin Sims
The following transcript has been edited for your reading enjoyment.
We're going to talk to Justin Sims, lead engineer at DANTE Solutions, Inc., about heat treat modeling. It's a pretty interesting topic. With all the advances and sensors and computing power, the heat treat world is moving further and further away from the mysterious black box processes of yesteryear and is allowing companies to model specific processes and specific materials in advance so that there is less guesswork and more profit. DANTE provides the means by which companies can accurately predict what is going to happen to their part during the heat treat process.
DG: Justin is not only the lead engineer at DANTE Solutions, he is also the author of an article that just appeared in the March 2020 issue of Heat Treat Today and the title of the article wasProcess Innovation To Reduce Distortion During Gas Quenching. It was a pretty interesting article, something worth reading if you haven't already. It has to do with DANTE controlled gas quench.
JS: I got my bachelors in mechanical engineering degree from Cleveland State. I graduated back in 2015. I actually started interning at DANTE in 2014 and went full-time in 2016. I've been the lead/principal engineer at DANTE with mainly responsibilities of managing projects, training our DANTE users, and offering support to our DANTE users. I helped develop our patent-pending DANTE controlled gas quenching process, which you had just mentioned, and then also a little bit of IT, marketing, sales, and shipping. Being a smaller company, we can kind of do it all.
Fig. 1: Bevel gear axial distortion comparison for an oil quench, high pressure gas quench, and a DANTE Controlled Gas Quench
DG: Tell us briefly about DANTE.
JS: DANTE Solutions is an engineering consulting and software company. We offer consulting services as well as licensing our software. We mainly focus on the aerospace industry, the auto industry quite a bit as well, and we've been starting to get into the mining and energy sectors also. As I said, we are a smaller company. There are six of us right now. Two to three guys mainly focus on the software side, and the rest of us focus on more of the training, the support, and the consulting side of the business.
DG: DANTE is located near Cleveland, OH, and Lynn Ferguson, who has been in the heat treat industry for many, many years, was one of the founders. Let's talk about the genesis of the software. Would you say the software is the core product that DANTE Solutions offers?
JS: Yes, it is. We mainly stay in consulting to stay current and to give those users who don't have the capability to run our software (either they don't have the hardware or they don't have the analysts to be able to do such a thing), so we still offer our consulting services for them. But mainly, software is our main line of business. DANTE was actually formed back in 1982 as Deformation Control Technology, Inc., and we changed our name in 2014 to actually reflect more of the software side, so that's when we changed to DANTE Solutions, Inc.
The project itself that DANTE came out of actually started in 1994 and 1995. It was a collaboration between Ford, GM, Eaton Corp. and then four national labs--I believe they were Los Alamos, Sandia, Oak Ridge, and Lawrence Livermore--and then us as Deformation Control Technology. The whole project came out because those large automakers were claiming millions of dollars of lost scrap from distortion. It was starting to become a major issue and they wanted a way to be able to model the process and be able to optimize the process a little bit better. After that project ended, DANTE somehow ended up with the software, which has worked out well, as we've been able to commercialize it and we've been updating all the material models and the material database for the last 20 years. It's actually come quite a long way.
DG: How did you segue over from auto industry into aerospace?
JS: It just happens that the aerospace components cost a whole lot more than the auto industry components. It was a natural fit once they realized that this software was viable and could do what they needed it to do. And aerospace seems to be more receptive to modeling because their parts are so expensive.
DG: Let's try to put a little flesh on the bones here. For a manufacturer who has their own in-house heat treat for aerospace, automotive, energy or whatever, what makes this software attractive? What makes it viable? Why would someone want it, and why and how do they use it?
JS: Let's start with viability. The first thing is that it is easy to use. DANTE is a set of material routines that link with Abaqus or Ansys finite element solvers. These are solvers that engineers and analysts in the industry already know pretty well, so there is not a lot of learning of new software. DANTE is just a material model, so all you're really responsible for is the material name and what microstructural phases you're starting with. Then we have the ability to modify a few of our control parameters, activating different models; we've introduced stress relaxation, carbon separation, carbide dissolution, and all these different models that you can activate. But the biggest thing that trips people up . . . [is] understanding your process. We like to work with people a lot on trying to help them understand what type of thermal behavior their processes are actually imparting on components. We've done a lot of work with setting up their essentially quench probes and be able to turn around and be able to take that back to heat transfer coefficients that get put into the model. As far as DANTE is concerned, it is fairly easy to use.
We've also developed what they're calling ACT (Ansys Customization Toolkit). It is essentially a series of buttons where you would click on these buttons, fill out information, and then essentially run your models. Abaqus, for the new version of DANTE, we've also developed a plug-in that essentially does the same thing. So DANTE has become very point-and-click. In this world, I think people like that simplicity.
Fig. 2: Axial distortion of a press quenched bevel gear
The next big one would be the accuracy that everybody is concerned about. Our accuracy is due to the models that we use and the algorithms that we employ. There are two types of accuracy. I've touched on the boundary condition accuracy, and that is how your process behaves thermally. That accuracy can be tough to get. It's very doable and we've helped people achieve some really amazing accuracy. The relationship I like to use here is people know static loading models and a lot of engineers have run static loading models. The loads that you put on these static models are going to determine what deflections you get. If your load is not correct, then your deflection will not be correct. In heat treat modeling, the thermal boundary condition is your load. The more accurate your heat transfer coefficient can be, the more accurate your results are. But, with that being said, you can still gain a lot of valuable information from being close enough. We'll talk a little bit about that with the uses and whatnot.
The first important model type that we use is the mechanical model. We use a multiphase internal state variable model. A conventional plasticity model considers stress as a function of strain only, where the internal state variable model actually accounts for the history of deformation by relating the stress to dislocation density. It actually accounts for the history of deformation, which is very important as the steel goes through all the stress reversals that it does going through the process. Our mechanical model defines each phase, so austinite, pearlite, ferrite, bainites martensite, tempered martensite, all of them, as a function of carbon, temperature, strain and strain rate. It also accounts for the trip phenomenon.
For our phase transformation model, we like to use analytical models instead of TTT CCT diagrams, and we do this because you don't get any transformation strain information out of the diagram. So you have no idea how much it is deforming. In order to figure that out, we like to use dilatometry tests to fit to our analytical models. We also account for carbide growth and dissolution during carburizing, which is becoming a major point of interest due to the high alloy content of some of these steels that they're now trying to carburize.
DG: Let's talk a bit more about where manufacturers, who have their own in-house heat treat, might use DANTE's software tool.
JS: One of the big things we like to use it for is what we call sensitivity analysis. This would be, "what happens if my normal process has a little bit of variation?" Or, "what happens if my process parameters change a little bit?" We've also worked into the model now normal material variation. So if your alloy content is a little on the high side, how would the material behave? If it's a little on the low side, how will it behave? [This] is a big deal. One example would be, "I just designed a new part and I want to make sure that it behaves given the range that I know my process can vary." All processes will vary. This is no way to make the process exactly the same every time. Also, in the sensitivity, you can ask the question, “What process variable is a distortion or stress most sensitive to?" By finding out what process variables cause the most sensitivity, then those are the process variables you really need to pay attention to during processing, then the other ones you can just make sure they're in range and leave them alone.
Development and design are two of the big ones that we're trying to get out there that this software can be used for. Everybody knows that it can be used for troubleshooting. Once something goes wrong, yes, sure the software is great and we help figure out a problem; but why not find the problem before it ever even happens? We've been trying to get people to use it for development of new carburizing and nitriding schedules as well as new recipe and design, and even novel processes. You had mentioned our DANTE controlled gas quench. That actually was conceived through all the modeling that we do and watching the response of the material and saying, “Wait a second. If we can control the martensite transformation rate, we can really control the distortion, so let's see if we can do this.” Things like that can come out of the software. Design as well, of optimizing shapes for quench. You can even do quench to fit, which is, "I know my part distorts this much, so let me machine it distorted and then it will fall into shape." Optimizing processes. All of that can be done through design development, and you can find these problems before they ever happen.
Another really big one that I like, and Lynn, our owner, is really keen on this one, is the understanding of your process. When you start to set up these models, you have to ask a lot of questions about your process. What is the HTC of my process, which relates back to agitation in the tanks, part racking, flow directions? You really need to know times and temperatures of every step in your process. So not just the heat to quench, but what about all those transfers in between? All of that needs to be done. So you end up asking a lot of questions like that.
The other one that I always like to say is that the heat treat software removes the black box. In the past, you know what goes in and you know what comes out, but what happens in the middle is kind of a mystery. The software helps you figure out what exactly goes on during your process. It can be very eye-opening.
Fig. 3: Minimum Principal stress of a carburized and oil quenched spur gear
DG: I've talked with James Jan and Andrew Martin over at AVL, and we talked about a variety of ways they use some of their software, and they mentioned that they work with you guys as well, and they were talking about not even just like a quench agitation, flow direction, and things of that sort, but part orientation as it goes into a quench. I assume that would be something also that you guys would be able to help analyze, right? Which way to even put the part into the quench?
JS: Sure, sure. And we've done that. The one that comes to mind is a long landing gear. This landing gear was about 3 meters in length, and we looked at even slight angles going into the quench tank can have serious consequences on the distortion. That is definitely something that we've looked at in the past.
DG: Just that orientation would help, but maybe eliminate vapor stage, or whatever, I assume? Or pockets?
JS: Right. And even beyond that, it sets up thermal gradients in different locations of the part. So now instead of cooling one section faster, you're cooling it a little slower and that kind of thing. That also relates back to actual vapor stages and how bubbles get trapped. But that goes back to defining boundary conditions, which is where software like AVL's FIRE can really be helpful in understanding flow patterns. There is a beneficial relationship there.
DG: There are a host of different materials that people are using. How broad is the database, as far as the different types of materials, that you can analyze and model?
JS: That is a good question. We have a lot of low alloy, medium alloy, and carburizing grades of steel, the 1000 series, the 8600 series, 9300 series, those types of materials. We've also worked with some of the high alloy aerospace grades like C64 and the Pyrowear 53 and that sort of thing. But right now, it's all steel. There is a lot of talk about being able to do aluminum. We get that question a lot.
DG: I was wondering about that specifically- aluminum and/or of course, when we talk aerospace, we're talking titanium. So titanium is not on the table at the moment?
JS: It is, but it isn't. The interesting thing is that there is a phenomena precipitation hardening that goes on in aluminum and titanium. But it also goes on in these high alloy steels. It is a secondary hardening mechanism. We've been working on that and we feel that once we can handle secondary hardening in steel, then the jump to aluminum and titanium should be pretty straightforward.
DG: So to recap, for those of us who are not as well-versed in the product as you are, basically you've got a simulation software that takes into account the material that is being used, also the thermal process (the recipe), which would include both a controlled heat up and potentially a controlled quench. Is that a reasonable way to describe it in a very broad way?
JS: Yes. And also, even the steps before that, like carburizing. If the part is carburized, you would carburize it first. Or nitriding; we've just introduced those models. You can literally do the entire process. And it's not just quenching either. We've done martempering, austempering, normalizing, all of these things. Most all normal thermal processing, DANTE can handle.
DG: The last question I want to ask is, Who is the ideal person/company that would really find the product/service that you're providing useful? I know you mentioned aerospace and automotive, but can we be more specific than that? Where are you finding the most success?
Fig. 4: Displacement versus temperature curves showing the shift in martensite start temperature for 3 carbon levels
JS: That's a tough question. Generally, everybody that has used our software has found real benefit in it. We've tried to get testimonials from a lot of folks, but this can be difficult because of their companies. But from Cummins, we've gotten good responses and also from GM we've gotten good responses. One of them has used it to actually introduce new material and replace legacy material that is now saving them quite a bit of money. GM has used it to look at process design and optimization. But I would say mainly the people that are going to benefit the most are the folks that have an analyst to be able to do the simulation almost on a daily basis. It's one of those things where the more you do, the more you see and the more you understand what is happening. But really anybody that does heat treatment can benefit from understanding what's going on in their process.
DG: You mentioned Cummins, and I'm looking at your website, and I just want to read a paragraph:
DANTE heat treat simulation software has been a great boon to Cummins. Since we've started using their software, we have gone through several projects that have increased our understanding of heat treatment and some of which have saved us production costs. One example was enabling us to gain the leverage needed to make a material and process change on a legacy product that is now saving us at least 25% on material costs. The team at DANTE Solutions has always been very accommodating and is very quick to give assistance and feedback whenever troubles arise, even when the troubles are caused by other parts of the simulation and not DANTE itself. I look forward to working with DANTE team in the coming years as we expand our list of engineers who use this software. -- Brian W. at Cummins
So that leads me to one other question. When a person interacts with you, are they buying software as a service? Is it cloud-based or is it something that they purchase a license for one computer, one user? How does it work?
JS: There are a couple of different ways. They can lease it annually or they can essentially buy the software and lease a license annually. The software can go either on their computer or it can go on a server at their company. We also have options for corporations where you can essentially get software at different locations. We have a lot of options and we can work with customers if they [have] unique needs. That's one of the benefits of being a smaller company, we're pretty flexible like that.
DG: DANTE's mission statement from their website has a nice ring to it: “DANTE Solutions is determined to promote the use of simulation in the heat treat industry. From design to troubleshooting, DANTE Solutions believes everyone can benefit from a little simulation in their life.”
If you'd like to get in touch with Justin Sims at DANTE, please email me, Doug Glenn, directly at doug@heattreattoday.com and I'll put you in touch with Justin.
Doug Glenn, Heat Treat Today publisher and Heat Treat Radio host.
To find other Heat Treat Radio episodes, go to www.heattreattoday.com/radio and look in the list of Heat Treat Radio episodes listed.
A global manufacturer of thermal-processing and sterilizing equipment announced they are working with hospitals to prove the efficacy of their Gruenberg product line for dry heat sterilization on PPE and N95 masks for re-use.
Recent tests at a research hospital show positive results in the dry heat sterilization of masks, face shields, gowns and other PPE, with minimal deterioration of the material. During the process, Thermal Product Solutions, LLC (TPS) heated masks to a specified temperature for a calculated period of time that resulted in sterilization of the material. After the sterilization process, fit tests were performed on the masks that passed filtration efficacy, structural integrity, and mask fit. TPS is continuing to work with facilities to further confirm test results.
Greg Jennings, president and CEO, Thermal Product Systems
“We are dedicated to finding methods that aid in protecting the health and safety of all those serving on the front lines during the COVID-19 pandemic,” said president and CEO Greg Jennings. “Our dry heat sterilizers have been used for decades in the decontamination and sterilization of all forms of microbial life and it only made sense to begin testing their efficacy on sterilizing PPE for hospitals and emergency personnel. We are looking to find additional testing partners quickly and ultimately receive FDA approval to help fight the COVID-19 spread.”
Picture 2: Gruenberg Truck- In Sterilizer (source: Thermal Product Solutions)
The Gruenberg sterilizers utilize convection airflow and dry heat for the process. Heat is absorbed by the item being sterilized for a period of time until it reaches the proper temperature needed to destroy microorganisms and achieve sterilization. Dry heat sterilizers range in size from small tabletop models (Picture 1) starting at 1.25 cubic feet (cf) to large truck-in models (Picture 2) offering 1,000cf of sterilization capacity.
Gruenberg’s smaller dry heat sterilizers feature a unique design where the process chamber is sealed throughout the entire cycle, containing any airborne particulates and sterilizing them. Larger chamber systems are easily customized and feature intake and exhaust HEPA filters and several door seal options.
A global producer of highly engineered metal earth moving, construction, and mining wear equipment recently commissioned two large capacity heat treatment furnaces. As part of this turn-key contract, Can-Eng Furnaces International Ltd. designed and commissioned individual tempering and stress relieving furnaces. Both heat treatment systems were assembled and tested at Can-Eng’s Niagara Falls facility prior to shipment and commissioning at the customer’s facility.
The furnace systems were part of a major expansion by the customer to satisfy increased demand for large steel castings and weldments used as part of their equipment designs. Both furnaces are equipped with high efficiency, natural gas-fired heating and recirculation systems that have demonstrated to exceed the requirements of AMS-2750 temperature uniformity. Both systems integrated the company’s preferred PLC hardware, which was upgraded to include a more flexible safety rated PLC over conventional hardwired safety circuits.
Automotive sales have been stable, which means the whole sector has been stable (Click image to enlarge)
February’s Industrial Heating Equipment Association’s (IHEA) Executive Economic Summary suggests, “The numbers revealed in this month’s index will someday be remembered as the ‘good old days.’ This will be the last version that can be termed “PCV” or pre-corona virus.” The report continues, “It will be important to look back on the last couple of months and remember that conditions looked pretty decent at the start of the year.”
The three indices that are trending positive include new automobile and light truck sales which reveal strongly that consumers favor their new vehicles. There was also a nice boost in steel consumption which suggests that there has been more construction activity in the public sector. Additionally, despite the threat, consumers remained active as factory orders were also up slightly.
While eight indices are trending downward, the summary reports, “The semi-good news is that several of the negative readings are only slight in that category.” The biggest declines were seen in “metal prices (and commodities in general) as well as capital expenditure, credit and transportation. The only one that really crashed hard was capital expenditure and that is partly due to the slump in manufacturing that started last year.”
The capacity utilization dip still registers in the high 70s (Click image to enlarge)
A little less dramatic in declines are the housing market, which still remains healthy although new home starts are down; and, capacity utilization, that has been sinking, but “is still not all that far off the pace considered normal.” The durable goods numbers and the data from the Purchasing Managers’ Index also slowed down, but not significantly.
“The next month will show drastic reductions in business activity in many sectors and the job losses will start to mount. The hope on the horizon is that COVID-19 behaves like others of its kind and starts to fade as the weather warms. If the worst of the impact is in March and April the recovery will be obvious by June and July.” states the report.
It is an uncertain time for everyone, and we can all resonate with this concluding thought, “It is hard to say what these numbers tell us. This is uncharted territory for the US.”
The report is available to IHEA member companies. For membership information and a full copy of the 12-page report, contact Anne Goyer, Executive Director of the Industrial Heating Equipment Association (IHEA). Email Anne by clicking here.