A hydroplane racing team located in Cinnaminson, NJ had three propeller blades heat treated to ensure parts were free of scale and keep the blades from shearing apart. The propellers will now withstand the RPM and torque conditions of racing without failing. Also, the hardening will protect the blades from impact with potential debris in the water.
This case study/press release from the heat treater, Metlab, goes into detail to describe the propellers and how heat treatment changed the material.
A modern unlimited hydroplane is the world’s fastest racing boat, capable of speeds greater than 200 mph. These boats represent the product of over 100 years of evolution in race boat design and materials with the most powerful engines, most advanced construction techniques, and the best safety systems available in boat racing today. A typical unlimited hydroplane can weigh a minimum of 6,750 pounds.
All unlimited hydroplanes are a “three-point” design, meaning they are designed only to touch the water at three points when racing – at the rear of the two front sponsons (the projections of the hull in front of the driver cockpit) and the propeller at the rear of the boat. Most of the unlimited class boats are powered by Chinook helicopter Lycoming T55 L7 turboprop engines, generating up to 3,000 HP.
Metlab, which is known for offering a wide variety of thermal processing solutions, had the opportunity to heat treat a series of propellers for a hydroplane racing team located in Cinnaminson, NJ.
The propellers must meet strict design criteria imposed by the Union Internationale Motonautique (or “UIM,” headquartered in Europe), not only for propellers but for the entire boat design. The propellers are typically 16″ in diameter and have three blades. Different pitch propellers are chosen for use based on course length, conditions, and starting position. It is not uncommon for a racing propeller to cost more than $15,000.
Propeller: Mercury Racing – T.E. Clever model
The propeller creates the distinctive “rooster tail” behind the boat, raising literally tons of water into the air for up to 300 feet behind the boat. They are made from several different materials, but the steel of choice is 17-4 PH stainless steel chosen for its mechanical properties and corrosion resistance. The propeller must support a significant portion of the boat’s weight while rotating up to 14,000 RPM.
Three propeller blades were heat treated for the client to the H-900 condition (900°F/ hours at heat). They were age hardened in a vacuum furnace to ensure parts were free of scale. The high tensile strength (200 KSI) produced by the heat treatment keeps the blades from shearing apart; the excellent ductility associated with the heat-treated material allows the propellers to withstand the RPM and torque conditions without failing. And a hardness of HRC 40 protects the blades from impact with potential debris in the water. 17-4 PH stainless steel properly heat treated also benefits from increasing torsional fatigue strength, a common cause of propeller failure.
Metlab provides heat treating solutions for highly technical parts and components. Consult with a metallurgical specialist at Metlab about your specifications and heat treating requirements.
Heat treaters know the essential role they play in making high quality -- and, sometimes, just simply useable -- metals. In today's feature article, read about how furnace atmospheres provide protection and controlled material modification; why endothermic process of gas composition must be carefully controlled; and how the endothermic process of gas composition is measured in furnaces.
An excerpt:
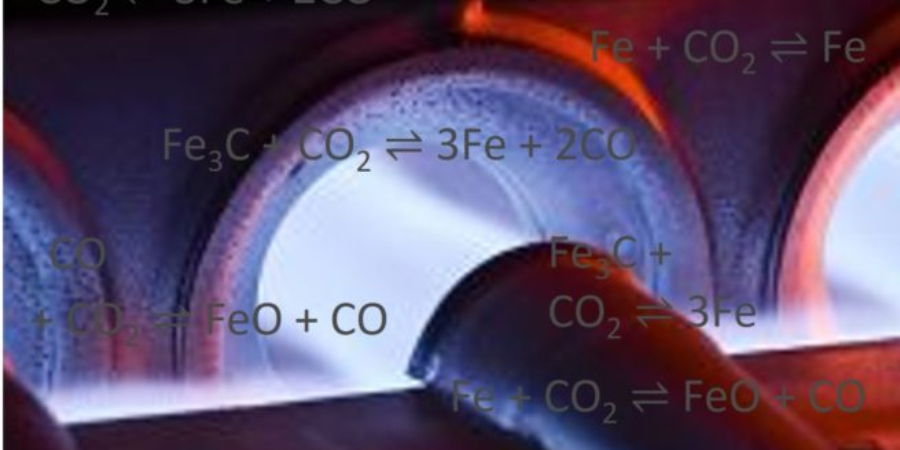
"The main objective of a protective furnace atmosphere is to prevent undesired decarburization, hydrogen embrittlement, oxidation, surface bluing, and soot formation. For the desired metal treatment to be successful, the gas composition must be carefully monitored and strictly controlled. Measuring the concentrations of CO, CO₂, H₂, H₂O, N₂ and CH₄ in the generated endothermic gas atmosphere can help ensure that both the endogas generator and the furnace are operating correctly and prevent any undesired reactions."
Carburizing. It must happen sometimes, and if your heat treat division truly understands the impact of the atmosphere, more power to them. In this article by Jim Oakes of Super Systems, you will learn how seeing simulated data with real-time data can help you predict the amount of carbon available to the steel surface.
An excerpt:
“It is important to understand the model and specific variations caused by temperature, furnaces, agitation, fixturing, and part composition. Variations include alloying effects on the diffusion modeling based on certain alloy components, such as chromium and nickel.”
Heat TreatToday was honored with the opportunity to visit the University of Akron and meet several senior engineering students in a Senior Capstone Program focused on a collaboration with heat treat industry leaders.
Applying their academic knowledge and background experience of heat treat and engineering, the students collaborated with and were mentored by Bill Stuehr of Induction Tooling, Inc. and Joe Powell of Akron Steel Treating Co. and Integrated Heat Treating Solutions. The result was an innovative new approach to push the bounds of heat treat. Read about how these students were a part of developing an induction and intensive quench heat treat solution.
By Bethany Leone, Editor,Heat Treat Daily
“You'll never be bored of learning from others. And then, people learn to work as a team and come up with crazy ideas and make that dream a reality! That's [why] this is God's own country. Again, invention country.”
– Dr. Gopal Nadkarni Ph. D., University of Akron
Introduction
At the University of Akron, innovation and invention are being pushed to their limits. Senior engineering students under the guidance of Dr. Gopal Nadkarni have, for the second consecutive year, taken on heat treat theory and practice to test accepted norms in heat treat. But this isn’t just for an academic grade. Their collaboration with professional heat treaters in Ohio makes them engineers on the frontlines of advancing heat treat methodologies and part design.
Left to Right: (Top Row) Dennis Kopacz, Jared McLean, Shadoe Beatty, Tom Benenati, Matthew Yokosuk; (Bottom Row) Dr. Gopal Nadkarni, Bill Stuehr, Joe Powell
Dennis Kopacz, University of Akron ‘21: Age 23. “I’ve always been a problem-solver when I was in class and anything. I loved it . . . As a mechanical engineer, I feel we have a very, very broad spectrum of different avenues we can take.”
Jared McLean, University of Akron ‘21: Age 28. Prior to college, he worked four years in industry and would troubleshoot operations at his former manufacturing employer and was a big part of transitioning them to automation. Jared will return to his former employer and hopes to get his foot back into automation and learn more about design.
Shadoe Beatty, University of Akron ‘21: Age 23. Shadoe shared, “I do enjoy manufacturing. . . but I would like to be a design engineer as well.”[/tab][tab title ="Thomas (Tom) Benenati"]
Thomas Benenati, University of Akron ‘21: Age 22. “Understanding different material properties and how you can get those properties in different ways was really interesting. The induction and quenching project, just put a whole new perspective on that. . . As of right now, I just really like learning I really like. . . Every single engineering process, I’ve just been really interested in.”
Matthew Yokosuk, University of Akron ‘21: Age 23. “I’ve always been a hands-on learner, I’ve always loved to build things. . .So it just felt kind cool that I could go into something engineering where I could just build more.” Matthew is focused on looking for jobs in manufacturing.
Dr. Gopal Nadkarni Ph. D.: Academic professor who initiated the Capstone Senior Project between University of Akron students and Bill Stuehr and Joe Powell.
Bill Stuehr: Bill started his company in his parents’ garage. Now, Induction Tooling, Inc. is helping clients — and students — out of Ohio. Bill’s contributions in both a financial and mentorship capacity were thanked by students from both phases of the project.
Joe Powell: Joe Powell is a leading expert in quenching technology who leads Akron Steel Treating Company and Integrated Heat Treating Solutions in various, innovative heat treat applications. His knowledge on intensive water quenching, molten salt quenching, and gas quenching brought him into the fold, particularly in the second year of this project’s development of the patent pending modified Jominy + HPIQ™ end-quench tester that was developed with co-inventor, Bill Stuehr.
The Guinea Pigs
A senior project collaboration between the University of Akron and Induction Tooling, Inc. (ITI) began in the Fall of 2019. Can a heat treater conduct a Jominy end-quench test* by integrating induction heating above the quenching system versus using a furnace and having to carry the sample across the laboratory floor? This was the question that this first group of students and their professor, Dr. Nadkarni, had for Bill Stuehr, president of ITI.
“I remember us telling Bill exactly what [we] wanted to do,” one senior engineer student recalled, “and his response was ‘So what is your budget?’ My answer was simply, ‘Well kind of [. . .] zero.’ I still look back and laugh, because I know that's not what he was expecting to hear. But that didn't stop Bill from wanting to help, and I know most companies would have laughed at us and walked us out.”
With Bill from ITI and Joe Powell from Integrated Heat Treating Solutions, the University of Akron students did design an induction to quench process with new machinery to perform a Jominy end-quench test in one space.
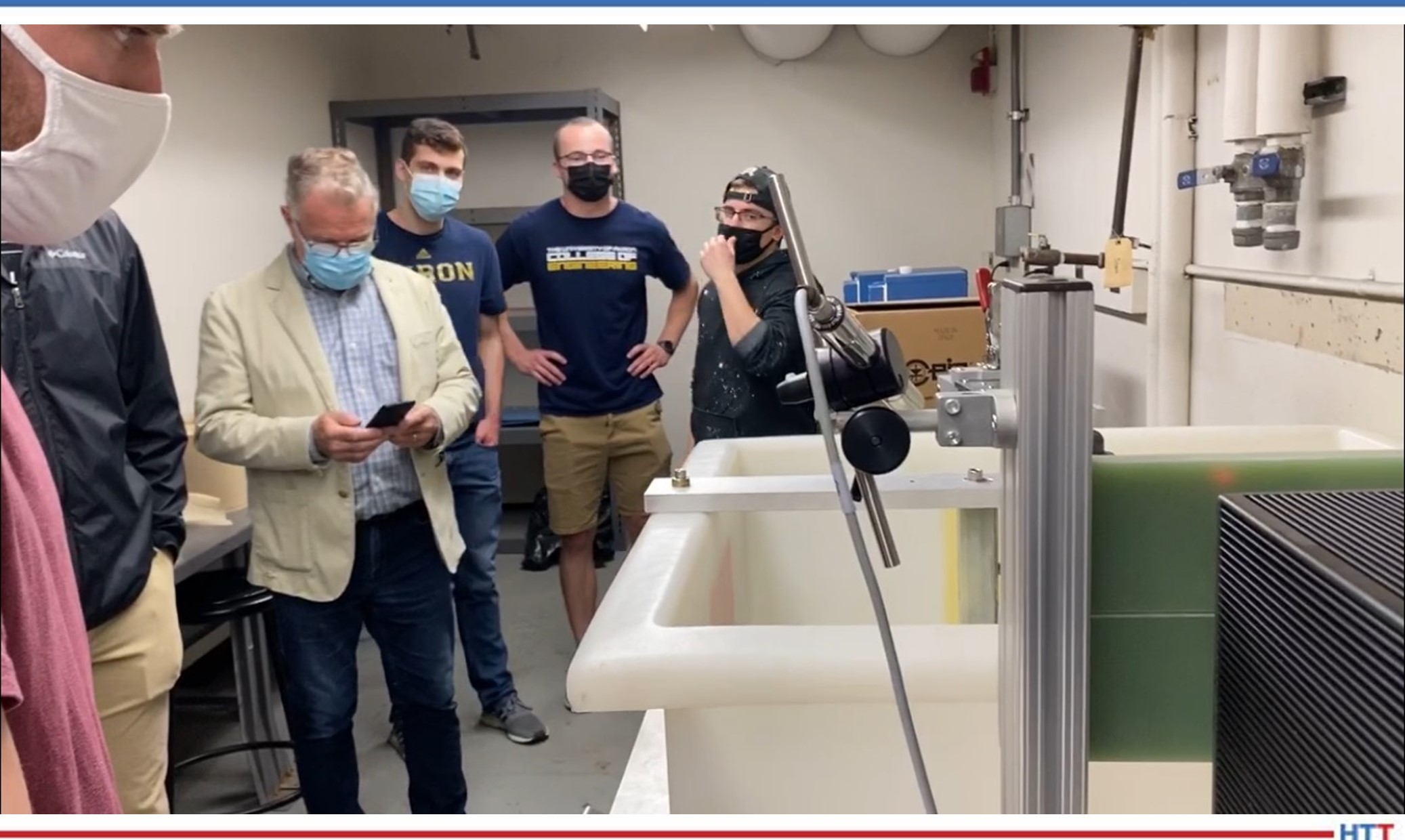
Bill Stuehr with Senior Project 2020: Induction Quench Tub.
“It's a green energy process,” described Stuehr, “so, we can put in an induction unit, heat the rod to a proper temperature using IR [infrared] to control that temperature to the feedback [going] to the induction unit, and then transfer it, drop it right into the Jominy quench, and do your testing. That way, it eliminates heating up a furnace and the energy it takes to [use it] and the dissipated energy that's wasted. And the transfer is almost immediate, because we're going to be heating in the same position [that] we're going to be quenching [the heated sample] with the Jominy tester.”
The students, having learned about traditional and innovative heat treat practices in this hands-on process, walked away with a deeper knowledge of heat treat and a deeper understanding of the equipment that goes into the development of new processes. A graduating student from this first group in 2020 succinctly stated: “Working with Induction Tooling Inc. really made me want to understand more and more about induction heating. This technology, to me, used to be black magic, but now, getting to understand what is happening, it just keeps getting more and more fascinating.”
Taking the Induction Jominy End-Quench Test to the Next Level
Seeing the success of the first projects, the 2021 seniors and their professional heat treating partners decided to redesign the set-up based on the previous class’s work on integrating these two processes in order to intensively quench the part. Instead of a “drinking fountain,” the team set the goal on 400 PSI “instant-impact” quench on the end of the rod.
Going from a standard Jominy end-quench to an intensive quench with a blast of 400 PSI, said Jared, 2021 senior engineering student, was unthinkable. “At first,” Jared McLean, 2021 senior engineering student reflected, "I thought there's no way. But with the help of Bill and Joe in the design process, [we were] able to capture all that water . . ., and we got great results.” Further, Jared noted, the results mimicked the traditional Jominy end-quench test and “help prove intensive water quenching" can enhance the inherent hardenability for a given alloy.
The team went through a variety of designs, eventually deciding on the use of a different shaped sample rod, versus the traditional flat ended rod, for the test; the high pressure necessitated the use of a lid with one hole to contain the 400 PSI water coming from a “pepper shaker head” and redirect the excess water into the holding tank. In the words of the students, they used an inverted stainless steel “salad bowl” with a hole in the center that went on top of this structure to contain the high pressure quench media. An induction heated Jominy end-quench test rod (of a patent pending design) was lowered into the “salad bowl” hole to be quenched in situ.
Stuehr narrated how Jared, Dennis, and other students developed this construction:
“We [Jared, Dennis, and Bill] tested the [multi-hole] saltshaker [. . .] out in a parking lot on a cold day like today getting wet [. . .]. It didn't work.
“So, we decided, Okay, now what? Let's go down to one hole, so we have a [single-hole] pepper shaker. Now the pepper shaker [. . .] it's got a hole in it, right? And the water comes in through from the pump into the pepper shaker and shoots up and hits the end of this rounded rod. So, we tested it again in the parking lot, just shooting it out there, and [some of the] students did measurements in the tank to measure the flow to see if we could reach the four gallons per minute, at least 400 PSI, because we felt that's about what maximum we're going to be able to get out of this pump.
“We tested in the parking lot, and we're shooting it up to the roof. It looked pretty good. We were measuring the outflow, and we were matching the 4 gpm at about 400 PSI. So, then we took that, and then with the students help, we built a container.
“[We began testing.] First test worked perfectly. Worked perfectly, it just quenched out. You had to hold the handle down because we were afraid of ejecting the Jominy rod from the high pressure, but it contained the quench and did everything it was supposed to do[. . .] hitting the end of the rod and dissipating the quench around this end into this salad bowl, and then delivering the water back into the 55-gallon drum…”
The project was a success, and Dr. Nadkarni accepted the work between the students, Joe Powell, and Bill Stuehr. The students walked away with a better understanding of both traditional Jominy hardenability test standards and had actually developed a new heat treating tool to test the “maximum” hardenability of a given alloy of martensitic steel – all from this “crazy idea.”
2021 Student Reflections on Phase 2
Several of the senior students from the 2021 graduating class noted that their experience was a smooth transition from academics to hands-on heat treat equipment. Jared and another 2021 senior, Dennis Kopacz, said that they were constantly learning on the job; and with the knowledge of Joe Powell and Bill Stuehr, the work transition was smooth, since they had so much to do in such a short time.
Left to Right: Jared McLean, Bill Stuehr, Tom Benenati, Dennis Kopacz, and Shadoe Beatty.
Jared added that they learned a lot using the CNC computer numerical control router controls for the induction heater used to moderate the induction heating temperature and heating rate as well as the quenching process; everything was so precise, and it was incredible to see those types of processes.
“When I first got into the Senior Capstone Project,” Jared reflected, “I had very little knowledge of material science and getting into hands-on and really involved projects; I had to do a bunch of research on what was going on, and I learned a great deal, specifically about how heat treating works.”
These senior engineering students were also surprised at the success of the high pressure intensive water quenching method that Joe Powell and Bill Stuehr introduced to them. “We were in shock,” Dennis admitted, “because we didn't expect it to [work]." The expectation, Dennis continued, was that something would go wrong, like the lid would not be able to clamp down, or the container would leak. But when he and his classmate, Shadoe Beatty, 2021 senior engineering student, witnessed the successful increase in hardness, “it blew our expectation out of the water.”
Not only that, but the passion of this new method struck a chord with several students: “I think the most surprising thing for me was just even with the whole gravity of this project,” Matthew stated. “I think I speak for all of us: we didn't really know that much about material properties coming into this, but quickly, I realized that this project was . . . something almost groundbreaking, even.” He later added, “The opportunity to work with Bill especially has been eye opening to what is possible. Bill and his team at Induction Tooling were so eager to help, and our team is very appreciative of their willingness to support this project. Their knowledge on this subject is invaluable for us graduating engineers.”
The Future
According to Dr. Gopal Nadkarni, each year, the process develops further: “Successive generation of student who [come] in get fired up, red hot; they learn the material properties. They learn the value in manufacturing.” He expressed his hope for changing heat treatment practice, saying that as each new round of students come through, they will raise the bar of heat treatment by working through this one project and developing new standards.”
Rising seniors, Josh Ramirez and James MacKita, are both looking forward to getting into the in-depth co-op as they finish their academics in 2021-2022.
Bill Stuehr said that as one sees the enthusiasm of the students on this project, “one can see underlying aspects of their personalities and how they contribute to the overall process of manufacturing in the United States in the future. This is their future, and this is what we're trying to encourage.”
*Editor’s note: Our friends over at Thermal Processing published an insightful article by D. Scott MacKenzie, PhD., FASM on this test. Find it here.
Today’s shared content is provided by the global information partnership between leading European heat treat news provider heatprocessing and the team at Heat TreatToday.
After the slowdowns in industry last year, do you have the travel bug yet? Our European media partner over at heatprocessing has the latest international events at your fingertips. Check out this brief article based on their Diary of events for a run-down of what you can expect.
Evolution and New Trends in Electrothermal Processes
Looking for some R&D in central Europe? With the themes of electrothermal processing and thermprocess, UIE 2021 on September 1st though 3rd will take place in the Czech Republic at the University of West Bohemia. Here is more on the history of the event from the event’s main page:
“The first International UIE Congress took place in La Haye, Netherlands, in 1936. Then, World War II interrupted all scientific meetings in Europe, so that the second Congress took place only in 1947, symbolically at the same place. Since this year, a series of 16 events of this kind were organized worldwide in 3–6-year intervals. The last ones took place in Durban/South Africa 2004, Krakow/Poland 2008, St. Petersburg/Russia 2012 and Hannover/Germany 2017. Now, the Czech committee of Electroheat and the University of West Bohemia organize the XIX International UIE Congress on Electrotechnologies for Material Processing.”
e-SEMINAR 4.1 Heat Treatment & Metallurgy
In this second digital annual industry event, SECO/WARWICK will be hosting a webinar/seminar with lectures and sessions all day on September 30th. If you were at the event last year, you know that the R&D, digitization, and heat treat fundamentals all worked their way into the schedule, and this year looks like it will be no different. Here is an excerpt from the heatprocessing website:
“Seco/Warwick and partners will be sharing their knowledge and experience – worldwide and for free! Acknowledged technology leaders and [professionals] will share their knowledge, expertise and experience online. You can be part of this virtual forum!”
Formnext
At least check out the pictures. While you may not be considering this heat treat solution at this time, this event will be held in a hybrid online-and-in-person way. Headquartered in Frankfurt, Germany, the additive manufacturing event will occur mid-November from the 16th to the 19th. Here is what the event page has to say:
“As the leading industry platform for additive manufacturing and industrial 3D printing, Formnext is the international meeting point for the next generation of intelligent industrial production . . . There's nothing like a live event. That was also your summary at the end of last year. And for us there was no better news. A cure for the virus has been found, vaccination campaigns and testing has picked up speed, and we too are ready for whatever may come.”
Heat Treat Radio host Doug Glenn sits down to talk with Johan Hjärne about high pressure heat treating and an e-book recently published by Heat Treat Today in cooperation with Quintus Technologies. Learn more about high pressure heat treating in this informative interview.
Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn(DG): For this edition of Heat Treat Radio, I have the great pleasure of sitting down with Johan Hjärne (JH) from Quintus Technologies. Let's give the listeners a sense of who you are, how long you've been in the industry and your experience with HIPing. If you don't mind, please introduce yourself.
JH: Absolutely, thank you so much, Doug, for that introduction. My name is Johan Hjärne and I work for Quintus Technologies. I've been with the company for around 10 years now. I started up where we have our head office, which is in Västerås, Sweden, 10 years ago as an R&D manager there. Later, I had other roles like product manager for our hot isostatic presses. I also worked as a global business development manager, responsible for the strategies for a couple of years, and since four years ago, I'm now the business unit director for Quintus Technologies here in the American region. I am responsible for our hot and cold isostatic presses and also our other business unit which is called Sheet Metal Forming Presses. Before I joined Quintus, I worked within the aerospace industry for 10 years.
DG: I've been to your office, but I want everyone else to know: You guys are located just north of Columbus, Ohio.
To learn more about HIPing, download this free ebook.
JH: That's absolutely correct. It is a little suburb of Columbus called Lewis Center just north of Columbus.
DG: The reason we decided to get together on this podcast was because you and I and our respective teams have just successfully completed the publication of an eBook, which basically we've entitled “High Pressure Heat Treatment.” It deals with HIPing and some other things. So, that's the occasion for this meeting. I want to ask you to discuss, briefly, with us about high pressure heat treating. What is it and why did we decide to do this eBook on it?
JH: A very good question. As I indicated before, I have a background in the aerospace industry and when I worked there we were responsible for some components in a jet engine. We had big castings and we typically 'HIPed and shipped' these castings. HIPing, to at least us in the aerospace where I worked at the time, was like a black box. We really didn't know. We knew that the results were better if we HIPed, we could use less material, the material got stronger, etc, etc. So, when I started at Quintus, at the same time we had made some progress with increasing the cooling rate in our HIP system.
A HIP system basically works in a way where you apply a high temperature and high pressure and then you cool down, and during this process you take away the pores. We had realized that the cooling part of this cycle could be shortened drastically with some updates of the equipment. At the same time, additive manufacturing started to grow. They started, after awhile, to understand and realize that even though the process of additive manufacturing is a brilliant process, (you can do fantastic things in a short period of time), many times they ended up with porosity in the parts.
The aerospace industry, the medical implant industry, and others required that these pores be taken away. So, they reached out to us and wondered what we could do about this. When we said that the HIP cycle is perfect, you can remove the porosity from your part, they started to ask questions like, “Why do I need to heat treat it afterwards? Why do I need to do something else afterwards? Isn't this enough without gas to remove the porosity?” That is where we started to add one and one together to see, well, the cooling rates we can apply in our modern HIP system might actually be good enough to do this heat treat section. So, for materials that were suitable for this, we started to elaborate, and that is how we started to work with this and development it more and more.
DG: Let's talk about the difference, then, between traditionally HIPing and what this high pressure heat treatment is. Process-wise, what is the difference?
JH: Process-wise, as I explained a little bit briefly before, the HIP process is basically increasing the temperature in the furnace, or in the pressure vessel, and then we apply a high pressure. After the material has been under these conditions, we need to cool the pressure vessel to be able to take out these parts. The next step, in many cases, is a similar heat treat process, but without any pressure. So, basically, after the HIP step, you take out the parts from the HIP and you redo almost the same cycle, without pressure, just to be able to cool it faster and get the correct material properties. When we realized that this cooling step was high enough and that we can do it already in the HIP system, then we could basically remove that subsequent solutionizing step. Basically, it is applying the same cooling rate, as they had in the solutionized step, directly in the HIP unit. Combining these two is what we call high pressure heat treatment.
The systems we have are also capable of running pressure and temperature independently. If we take an additive part which is being printed on a build plate, you can, in principle, take that build plate, put it in one of our HIP systems, you can run a stress relief cycle to begin with where you only use an elevated temperature without any pressure whatsoever, you can increase the pressure and the temperature when you want to go into the HIP cycle, you can quench it down to do the solutionizing step and you can even, if you find it reasonable, do an aging step. This whole process could, in principle, remove four different steps. It is always a question of do you want to take the whole build plate and do that, or do you want to remove the parts from the build plate before you HIP and heat treat it, and so on and so forth. That is always up to the customers. The machines we provide are capable of taking care of the whole process, of doing it all.
DG: Doing it all- stress relief, HIP, age, or whatever. Just for clarity sake, you've got a typical HIP process, you're going to heat it up, put it under very high pressure, then, normally, if you didn't have the high pressure heat treatment capabilities, you would have to cool that part down which is typically cooled quite slowly in a conventional HIP unit, taking more time and whatnot. It then comes down to ambient, or close to ambient, where it can be held, you take it out, you put it back in another furnace (a normal furnace, not a HIP furnace), take the temperature back up, get it to the point where you want it, quick cool it, quench it, to a certain extent, to get the characteristics that you're looking for, and you're done. What we're talking about here is the combination of those two processes plus potential other things like stress relief, and all that, in a single unit, correct?
JH: Yes. This has very beneficial effects on time. Many of the HIP vendors do not have HIP and heat treatment in the same facility. Now we have sold a couple of units to some new HIP vendors that have this capacity, but, historically, the HIP vendors didn't have both HIP and heat treatment. First, the customer had to send it to a service provider for HIPing, they got the part back, they had to send it to somebody that could do the heat treat step, and then got the part back, and so on. The time, and specifically for additive manufacturing, is important. Keep in mind they can do a part pretty fast, anywhere between a day to two days, worst case a week, but then having to wait week after week after week to get the part back for the HIPing or for the heat treating.
DG: So there's a substantial, potential time savings, for sure; not just process savings in between furnaces, but the fact that you can buy one furnace and do both of those things.
Let's talk for just a second about what types of products are most effectively HIPed and/or, if we can, high pressure heat treated.
JH: As I said before, we really started to realize the potential with this technology with the additive manufacturing world. That is were we started to realized that we can actually make a difference here. Not only does it have a beneficial effect for the total time, but having the components under elevated temperature for a shorter period of time is actually beneficial for the microstructure; the grain doesn't grow as much. You can take the example, again, with the first HIP cycle with having that at a certain temperature, you cool it down slowly then you heat it up again to the same high temperature for a period of time before you quench it down. Well, then you exaggerate the component for high temperature under a much longer period. If you can do that in just one step, the component doesn't have to be in as high a temperature for such a long period of time which means that the grains don't grow as much which gives you a better microstructure and better material properties. That is one effect.
Another effect that we have realized is very beneficial is that when you're dealing with additive manufacturing, you end up, specifically if it's laser powder bed fusion, you end up with Argon in the pores and Argon cannot be dissolved into the material. With a HIPing process, the Argon pores are basically eliminated, in a way. However, if you heat it up again, these pores start to grow and they can grow back again and be bigger. So, if you remove that heat treat step afterwards, you don't have to be afraid of this pore growth again. That's another beneficial effect, from a metallurgical standpoint, that we have realized.
Additive manufacturing is very well suited for this. With that said, now we see a more increasing interest from the casting side, as well. With these new modern HIP units we have, we can cool with velocities of several thousand degrees per minute, a little dependent on what size, etc., but this has a very good effect on the microstructures on suitable materials like nickel-base super alloys and titanium aluminides, etc. The casting side is now starting to get very, very interested in this technology, as well, because basically it didn't exist before. We see a huge potential and we have seen an immense growth of requests for this technology the last couple of years.
DG: How about just straight powder metal? I know you're talking 3-D, but how about just straight powder metal manufacturing, because those parts tend to be a bit more porous than your normal wrought products, and things of that sort?
JH: If you talk about powder metallurgy and HIP, you typically need to have everything canned, in a way. Powder metallurgy, we call it near-net shape, for example, where you weld structures to a certain shape or form, you fill that with powder and then you HIP it and out comes a part which basically has a perfect microstructure. We haven't come so far yet to start to evaluate how that will be with this high pressure heat treat, but what we have seen with the interest of this is that a lot of the HIP cycles were developed many, many years ago. At the time, they didn't have the cooling capacity we have today and they ended up with cycles which were good, they took away the porosity. However, with the capability to modify both the temperature and the pressure, you can come to the same fully dense part. I'm over exaggerating a little bit, but if you have a high temperature, you can have a lower pressure. If you have a lower temperature, you can increase the pressure. So, we have also focused on having a very high pressure on all of our equipment because then you have this flexibility to get to the fully dense part in the best way. This is something I'm absolutely convinced that the powder metallurgy industry would be interested in and evaluating more, as well.
DG: For the people who might be interested in testing a part, or something like that, are there size restraints? Typically, what type of workzone are we talking about in a standard Quintus HIP unit?
JH: If we talk about today, what we have on the market for relatively high cooling rates, if we're talking cooling rates in the 200-300 C/minute or 400-500, almost 600 F/minute, the production units are at 2 feet diameter, give or take (660 mm), and around 6 feet high. But this is something that the next generation we are developing right now, we are approaching a meter and more than that, as well. So, it's just a matter of time to grow this. We've seen that there is the highest interest on the additive manufacturing market, which is why we have focused on that to begin with, now we're doing higher and I do not see any limitations in going up in diametrical size for this.
DG: But it is exponentially more difficult as you get wider, yes?
JH: Yes. It's a good comment you make. You have a much higher volume that you need to cool down. But, for the cooling rates, we see, at least today, most applicable where we talk about these, as I said, 200-300 C/minute, we definitely see possibilities to go over a meter in diameter and then we have large production sized HIP units. We do HIP units that are much bigger than that but if you start to get over 1 ½ meter and even bigger, then you're absolutely correct, then the cooling rates are drastically lower.
DG: Could you describe, for those who may not have ever seen or understand a HIP unit, and most specifically, a high pressure heat treatment HIP unit, what does it look like?
JH: I can start with a pressure vessel, basically. It's basically a cylinder where you put a furnace in and in this cylinder you can increase the pressure and in the furnace you can increase the temperature so you create a pressure vessel with high pressure and high temperature.
DG: And Johan, we're talking, typically, a vertical cylinder?
JH: Correct.
DG: And this high pressure vessel has a wall thickness of ….. ?
JH: That is a good question, Doug. Depending on size, of course, the wall thickness can be anywhere from a couple of inches to maybe the biggest wall thickness we have now is up to 200 millimeters, or something like that. Don't hold me to these numbers. But, the important thing is that you can do a pressure vessel design in two ways: Either you can use a very thick-walled cylinder to contain the high pressure, or you can do a thin-walled pressure vessel, and that is where the big difference is. At Quintus Technologies, we use a thin-walled pressure vessel and we apply a wire winding technology. So we pre stress this cylinder with a wire, but we can also apply cooling next to or in direct contact with this pressure vessel. What we do is create a heat exchanger with our whole system. We also apply cooling in the lower closures and in the upper closures so what you have is a water controlled pressure vessel with a furnace in and then we can actively control how fast we would like to cool the unit with controlling the cooling of the pressure vessel.
DG: I'm imaging, right away, thermal shock written all over this thing. You've got a high pressure, a vessel that's at high temperature and all of a sudden you guys slam in there because you want to drop temperatures 300-400 C, 400-500 F/minute, I'm seeing a lot of thermal shock going on. How do you deal with that?
JH: The gas that we are working with is Argon. Argon has an extremely good thermal conductivity. At high temperature it, sort of, takes care of the densification process in a very good way because it takes the heat from the gas into the material. What we then use is the colder gas in the lower region and we basically force that cold gas up into the furnace. But we don't do that with any specific high velocity. The velocities in pressure vessels are pretty moderate and continuous. And, of course, we have requirements on the pressure vessel wall. The pressure vessel walls are strictly monitored and controlled so they can never exceed certain temperatures. That's where we have our, sort of, safety function and control function.
We don't see any challenges with thermal shock. The alternative of having a thick-walled cylinder might have bigger challenges when you cool from one side. Then, you can end up with other challenges like thermal cracks, etc. But using a thin-walled solution as we do, we don't see any issues with this.
DG: The other major issue I would think you'd have with thick walls is you probably wouldn't be able to reach the cooling rates that you're talking about because you've got a huge heat sink sucking up all of that cold air.
A company that might be thinking about bringing this HIPing thing in-house and do high pressure heat treatment in-house, are they going to have to have any operational expertise? In other words, do you need to hire a PhD from Harvard, or someone like that, to operate this unit?
JH: No. Operating a HIP unit like this is not, according to Quintus, more difficult than operating other heat treat furnaces in any way. Of course you need a touch and feel for the unit, how it works, etc. This is taken care of during training when we deliver the systems. You don't have to have any PhD from Harvard to run and operate these units.
Doug, you've been in our Lewis Center office, and we have an application lab there. If someone is interested, we are more than wiling to take on customers or somebody that just wants to know more about the technology and take a look at it. They're more than welcome to contact me or Quintus and come and visit us.
The market is starting to get these machines out for operation. If you are a customer that would like to try these out and have a part that is bigger than our small lab furnaces can do, there are service providers out there on the market that can do this. We have companies like Accurate Grazing in Greenville, SC that have a couple of these units. We have Paulo up in Cleveland, OH and on the west coast we have Stack Metallurgical in Portland, OR. Even Canada has their first really fast unit now with Burloak and also Mexico has a company called HT-MX. For the bigger companies that decide to outsource, or any company that decides to outsource, this is a technology that is out there on the market.
DG: Your lab there in Lewis Center will help process or 'part validate', I assume, if somebody is interested in that? They can bring an idea, a problem or a part in development to you and you'll say, “Yes, here's what we can do and we can prove it by running it.”
JH: Absolutely. We have the thought that if somebody wants to evaluate this and are willing to work a little bit with us and maybe we can get some information back, we have this as a service for free. We are not a service provider in the sense that we compete with our customers, but if someone wants to evaluate the technology and are willing to talk with us and listen to us, this is a service we do for free.
DG: I'm going to ask you about giving out additional information where people can go to get more information, but I would like to let the listeners know that if you go to www.heattreattoday.com and in the search box just type in 'HIP' or 'HIPing' or 'hot isostatic pressing', you'll see a pretty healthy list of articles that appear there that aren't necessarily specific to high pressure heat treatment, just HIPing generally, but certainly there are articles there about high pressure heat treating, as well, from Quintus. You can also type Quintus into the search box and you would come up with quite a few things because you guys have provided us with some good content.
That's one place you can go if you want to find out more information. Johan, where can they go, what are you comfortable giving out as far as contact information for you and/or Quintus?
JH: Regarding information, they can go to our homepage, of course, Quintustechnologies.com. And don't forget the eBook, Doug. That's a very good description of HIPing. If you want to know more, download the eBook. That has a good description of not only high pressure heat treatment, but also HIPing and a little bit of history of HIPing.
Otherwise, you can contact me by going to the Quintus homepage and find contact information for me. We also have the application lab in Lewis Center. If it has to do with HIPing, it will end up in my in-box, sooner or later.
DG: You've got a good team there, by the way. We know some of your other folks who you work with that are very good people. If you're a listener and you're interested, you want to go to the Quintustechnologies.com homepage. You can search for Johan Hjärne on the Quintus homepage and you'll get Johan's contact information.
And yes, you make a very good point, don't forget the eBook on Heat TreatToday's site. You can get there simply by typing into your browser- www.heattreattoday.com/ebook and you'll go to our eBook homepage which has two eBooks on there right now, the most recent being the one from Quintus.
JH: I would also like to add something. We talked an awful lot about the U.S., but if there are any listeners from the rest of the world, we have an application lab where we have our head office in Västerås, Sweden, as well. That lab is even a little bit better equipped that our lab is, so that's a fantastic opportunity if you're not situated here in North America. We also have connections in China and Japan, but you can find more information about that on our homepage.
DG: Johan, thank you so much. Great to talk with you, thanks for your time.
Global bolt manufacturer Solvera Gawel Technology S.A. (SGT) is expanding their heat treat process line with a contract to purchase an electrical belt conveyor unit (ATE) comprising an electrical mesh belt PTE furnace. The new line will be intended mostly for carbonitriding and hardening processes (under endothermic atmosphere enriched with methane and ammonia) and for washing and tempering of high-quality screws and other hardware manufactured near Rzeszów.
SECO/WARWICK, the parent company of a North American based furnace manufacturer received the order. This ATE is almost identical to the first line they delivered in 2017. An electrical belt conveyor unit is a device that is well-suited for the manufacture of small hardware that requires perfect repeatability, therefore, this is one most often selected by manufacturers of bolts and hardware, and by commercial hardening plants.
Piotr Skarbiński Vice President of the Aluminum Process and CAB Products Segment SECO/WARWICK Group (Source: SECO/WARWICK)
The dynamic growth of this manufacturer of hardware items such as wood, metal and plastic screws and their pursuit of expansion in the Western markets led SGT to expand operations.
“I am very glad about the very dynamic growth of Solvera Gawel Technology and that the company again selected SECO/WARWICK," expressed Piotr Skarbiński, vice president, the Aluminum Process and CAB products segment.
The ATE process line which will be delivered in 2022 to the Solvera Gawel Technology S.A. plant will be adapted for operating with endothermic atmosphere supplied from an external endothermic generator.
Welcome toHeat Treat Today'sThis Week in Heat TreatSocial Media. As you know, there is so much content available on the web that it’s next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So, Heat Treat Todayis here to bring you the latest in compelling, inspiring, and entertaining heat treat news from the different social media venues that you’ve just got to see and read!
This week, we are looking at where rockets are flying next and exploring the heat treat conversations that people are having through social media. A few graphs, charts, and interview resources are further down.
"Under the new Rocket Cargo Vanguard, the DAF will seek to leverage these commercial advances and position the DoD to be an early adopter of the new commercial capability." Read the entire article at "USAF wants to deliver cargo around the world with reusable rockets."
The US Air Force has announced the development of a new type of rocket-powered transporter to deliver cargo around the world https://t.co/0SOBd3gqTE
— Aerospace Manufacturing (@AerospaceTweets) June 7, 2021
2. Join the Conversation
A few quick tours around your heat treat shops: what have heat treaters accomplished this past year? Have you done anything similar? Let us know and tag @HeatTreatToday on your next post!
An Aerospace Question to the Heat Treaters
.
Breaking it Down: Annealing, Hardening, Tempering
.
The Ladies With Elbow Grease
3. A Little Heat Treat Kudos
Social media is a great place to celebrate your advances with your coworkers and clients. Check out some of the kudos that has been circulating around the inter-web.
A New Measurement System
It's Always Hot in Houston
Click Image to see gallery of images on LinkedIn
Structural Integrity of an Open Die
4. Reading and Podcast
Tune into these interviews and fun conversations this weekend, or check out the reading snippets from around the industry.
Internet Security in the Industry World
Learn how Oldcastle uses SecureLink to manage vendor privileged access for multiple users across 85 locations and how they were able to resolve pain points associated with using VPNs for vendor access. You have to submit your contact information, and then you can read more here: "Oldcastle Infrastructure, Inc. Strengthens Security and Centralizes Remote Access"
So, Then, Can I Really Trust IoT Security
You desire to implement and maintain the best manufacturing practices in your workplace. With technological solutions pressing a connected work system, you may very well be hesitant to adopt them as they come with a different set of security concerns. Read about the "Top 10 Best Practices for Zero Trust IoT Manufacturing."
A Selection from Heat Treat Radio
Click the selections to hear what's new from Heat TreatRadio!
5. What Do You Get When An Automobile Renovates a Restaurant?
If you are going out to eat this weekend, would you prefer your waiter to act like this? I mean, who doesn't love a little dinner theatre?
That's not an existential question, but what do you want from Heat Treat Today? Heat Treat TV is a quick source that gives you access to helpful information that will help you make better decisions in the industry. This brief article spotlights the visual media that this resource has to offer and includes a poll of which video you think deserves the most applause.
With a slew of responsibilities as a general manager, an after market sales representative, or perhaps as a furnace operator, it can be difficult to keep new -- and old -- information in line. Quick Heat Treat TVvideos are meant to do a variety of things to make sure you stay informed in the heat treat industry.
Heat Treat Basics
Watch this video on Heat Treat TV!
These videos are typically pretty brief, and they can be great to refresh and teach heat treating principles to new hires, green engineers, or operators who are changing responsibilities in their company.
For example, Derek Denlinger, metallurgist at Paulo, shares “what makes stainless steel stainless?” You may anticipate the corrosive resistant abilities, but this brief video walks through exactly how that happens. There is also a video on "Steelmaking 101" provided by MetallurgyData. In the video, the process of creating steel is clearly illustrated with helpful graphics and more. Again, a great educational tool for those who are training/teaching others or being taught.
“This is probably the best explanation of the stress/strain curve,” one commenter noted about a video about hardening and tempering below.
The Novel and Enlightening
Every once in a while, our editors come across an interesting video about mechanical processes that are simply fascinating. This could be an in-depth look at sintering, or an investigation into a mechanical phenomenon that is apparent when a heat treater quenches a part.
These are more focused videos to bring fringe information into focus and hit on items that are easy to understand, but not often used, or specialty topics that only come up for someone who is concentrating on that field of information.
The mystery of Prince Rupert's Drop is a well-known phenomenon. Somehow, the glass will not break under direct, significant pressure. In this video, you can see tests of why this structure withstands such stress, when it doesn’t, and the mysteries of quenching.
Company Highlights and Site Tours
Lastly, get to know different suppliers and commercial heat treaters in the industry as they share their work ethic, their site layout, and their future goals. This segment is meant to keep you informed with what key players in heat treat are doing and how they accomplish their goals. If they align with yours, there may be a future partnership there.
These company highlights and site tours can also give you a quick look at how you might want to change your operations on a micro or macro level. In this video, International Thermal Systems shows how their furnace support looks like at a shop and worker level.
So, what are you here for? The basics, the specialty items, the company highlights/site tours? Let us know in the poll below, and we'll feature the winner on LinkedIn!
Heat Treat Today's goal is to make learning a pleasant experience. Combining a variety of technologies along with varying proficiency levels of information, Heat Treat Today will be a modern and informative place to learn about the heat treat industry – technologies, markets, and news. If there is a way we can improve your learning experience, please send your suggestions to us at HTT@HeatTreatToday.com.
A leader in the “Tool & Dies” sector — voestalpine High Performance Metals Polska -- placed an order for a retort tempering furnace with vacuum purging. The furnace will be used for tempering tool steel after the gas quenching process.
While this is the first opportunity for the company and SECO/WARWICK to cooperate after the global-pandemic-caused crisis, the contract is the result of long-term cooperation between the supplier and voestalpine High Performance Metals Polska Sp. z o.o. (formerly Bohler Uddeholm Polska). A retort tempering furnace with vacuum purging will complete the production line installed in Łomianki near Warsaw. The facility is currently operating the equipment delivered previously from the supplier, including a hardening furnace and a tempering furnace. Another furnace will significantly increase the capacity of the hardening plant.
Cezary Żurada President of the Management Board voestalpine High Performance Metals Polska
“Voestalpine High Performance Metals Polska is a partner whom we’ve known for many years," said Maciej Korecki, VP of the Vacuum Business Segment, SECO/WARWICK Group. "We know their needs, we are able to provide advice and most importantly, customize the equipment to their specific needs. Our relationship is not just superficial — we learn from each other, and thus we know the challenges they face in their day-to-day production."
Vacuum furnaces are perfect for hardening and tempering. They are characterized by the high-quality of processed parts, much lower number of hardening deformations and the absence of batch oxidation which directly translates into significant money savings.
“Our main goal was to increase the capacity. Our machinery park has already included a SECO/WARWICK tempering furnace, which has proved itself perfectly," summarized Cezary Żurada, president of the Management Board of voestalpine High Performance Metals Polska. He continued, "It is worth noting that despite being less demanding, the tempering process usually takes more time than the hardening process. Therefore, in order to be able to make full use of the hardening furnace, for tooling steel we needed two tempering furnaces. Now we will be able to make production more dynamic and conquer new markets."





 A hydroplane racing team located in Cinnaminson, NJ had three propeller blades heat treated to ensure parts were free of scale and keep the blades from shearing apart. The propellers will now withstand the RPM and torque conditions of racing without failing. Also, the hardening will protect the blades from impact with potential debris in the water.
A hydroplane racing team located in Cinnaminson, NJ had three propeller blades heat treated to ensure parts were free of scale and keep the blades from shearing apart. The propellers will now withstand the RPM and torque conditions of racing without failing. Also, the hardening will protect the blades from impact with potential debris in the water.
 Source:
Source: 



 Heat Treat
Heat Treat 












{kind=link}