PWR Advanced Cooling Technology has ordered two universal batch CAB furnaces and a CAB continuous line. The furnaces will be used for brazing aluminum heat exchangers. The 3 solutions will go to 2 continents – Australia and North America.
PWR Advanced Cooling Technology specializes in the production of modern and efficient heat exchangers and has used SECO/WARWICK Group furnaces in the past. Two furnaces, the continuous CAB line and Universal Batch CAB Furnace, will be delivered to production plants in Australia. The second chamber furnace will be delivered at the same time to the American branch of PWR, C&R Racing Inc.
Andi Scott, general manager - advanced technology, PWR Australia Source: PWR Australia
The universal batch CAB furnace meets the requirements for protective atmosphere aluminum brazing technology (Nocolok®) and allows users to braze products in a horizontal or vertical position. The continuous CAB line performs brazing in a protective atmosphere for mass production of various heat exchangers.
“We have already ordered the company’s furnaces twice, and the current contract, although more than 25 years have passed since the first order, is the best proof that we are satisfied with the product quality, cooperation, and after-sales service.” said Andi Scott from PWR Advanced Cooling Technology.
“The current contract is special because we will deliver different solutions simultaneously to two continents but to the same customer,” commented Sławomir Woźniak, CEO of the SECO/WARWICK Group.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
At the end of March, a vacuum aluminum brazing furnace was shipped to a manufacturer that serves the aerospace industry. The North America company produces complex heat exchangers, cold plates, and avionic enclosures.
The furnace, from PVT, Inc., has an AMS 2750 qualified work zone of 36” x 30” x 90” with type B instrumentation and Class 1 temperature uniformity. In addition to this furnace, PVT delivered two furnaces in Q4 and one furnace in Q3 2022 to companies manufacturing components for avionics, MRO (maintenance, repair, and overhaul), and electromechanical assemblies.
How clean is clean enough? Insufficient cleaning before heat treating can interfere with results; insufficient cleaning after heat treating can impact perception of the part. Discover four methods of measuring part cleanliness that can take place within your heat treat operations in this article provided by SAFECHEM Europe GmbH.
This Technical Tuesday article is drawn from Heat Treat Today's March Aerospace Heat Treatingprint edition. If you have any information of your own about cleaning after heat treating, our editors would be interested in sharing it online at www.heattreattoday.com. Email Bethany Leone at bethany@heattreattoday.com with your own ideas!
Previously we talked about the importance of cleaning for demanding heat treat applications — in particular gas nitriding, or ferritic nitrocarburizing (FNC), low pressure carburizing (LPC), and brazing. So, if cleaning is a nonnegotiable for certain heat treatment processes, one might ask: how clean is clean enough?
Contact us with your Reader Feedback!
The basic definition of clean is removing unwanted substances, particles, and contaminations. However, when applied to surface cleaning, “clean enough” is determined by what you want to do next in your processing. Parts are generally clean enough if satisfying outcomes can be achieved in the subsequent application.
First, Do You Know the Expectations?
Unlike measuring hardness, monitoring or determining part cleanliness is by no means a straightforward matter.
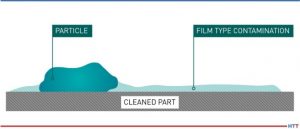
There are two different kinds of contaminations to consider:
Particle contaminations
Film-type contaminations
Types of contamination Source: SAFECHEM Europe GmbH
Whereas there are industry definitions or standards for particle contaminations (e.g., VDA-19 or ISO-16232 for the automotive industry), standards for film-type contaminations are not yet fully established.
This inadequacy also explains why many companies do not fully know what to expect when it comes to cleanliness, and they do not fully grasp the potential impact that insufficient cleaning could cause.
Especially when it comes to the heat treat industry, it is important to differentiate between the component cleanliness requirements before and after heat treatment.
Film-type contaminations are the primary factor which could negatively impact heat treat results. Requirements on particle contaminations (VDA-19) usually come from the automotive industry and need to be ensured/monitored after heat treatment.
Therefore, a distinction must be made between a) surface requirements for heat treatment and b) client cleanliness requirements on the final components.
What Is the Right Measurement Method?
The analysis of film-type contaminations and particle contaminations are two different subject matters. Measurement methods for one cannot replace the measurement methods for the other. Often, it is quite common for companies to have requirements on both film-type contaminations (e.g., surface energy in dyne/cm or mN/m) and particle contaminations (e.g., max. particle load) in their component drawings.
Some common measurement methods for determining contaminations include:
White wipe test: A simple visual inspection test using a clean and dry white wipe to wipe across the surface for the detection of colored residues. Because contaminations can negatively impact heat treat results, inspection should take place prior to heat treatment. The test is limited to colored particles whose size can be perceived by the eye.
Water break free test: An easy test to check if oil droplets might be present on the surface is when parts are rinsed with clean water at an angle. If there are contaminations, water will separate around those areas, showing a “break” in the water surface.
Dyne testing: This method is commonly used for measurements of film-type contaminations. Dyne inks and fluids are applied to a substrate for measurement of its surface energy. The surface energy (measured in dyne/cm or mN/m) can be identified as the highest dyne solution that wetted out the substrate surface. The higher the dyne level, the better the adhesion of the surface for painting, coating, or bonding. However, the test does not provide information on the types of contaminations present.
Millipore filter measurements/solvent extraction test: This measures surface contamination on parts as a weight per 0.1 m2. Samples are obtained by flushing the cleaned part with an organic solvent where particulates are collected on a filter disc (solvent will be evaporated off later). The test can determine the nature, number, sizes of particles, and if there are reflecting/ non-reflecting metallic particles. Moreover, oil film on parts can be measured after evaporation of the extraction solvent. For automotive, aerospace, or electrical, the level of cleanliness typically ranges between 0.01–0.001g per cm2.
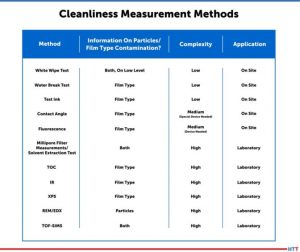
In general, these methods differ in their complexity and informative value, and also if they can be carried out on site or off site (e.g., in a laboratory). The table below provides an overview of common measurement methods:
Cleanliness measurement methods Source: SAFECHEM Europe GmbH
Determining Cleanliness — An Art and a Science in Itself
As you now see, the variances and potential limitations of different measurement methods can add to the complexity of cleaning validation. Consider the following:
Should you measure a specific surface area, or the entire part? And how do you measure pre-assembled components with different parts molded together?
It might be easy enough to measure surface cleanliness, but what about blind holes and crevices?
Visual inspections have many shortcomings. It is subjective, time consuming, and does not cover total level of contamination. The quality of inspection will very much depend on the operator. While automated particle counting is efficient and objective, it does not offer insights on specific contaminants.
Extraction methods targeting nonvolatile residues (NVR) can help determine a total level of contamination, but not spot contamination. It does not account for inextricable contaminants either, which could impact part functionality.
Meaningful Measurement Begins with Understanding the Big Picture
This is why, in order to measure and monitor cleanliness in a meaningful and reliable way, you should consider:
What potential contaminations could come about in your process/facilities?
What contaminants are you looking to remove?
What are the next processing steps?
What are the risks involved in removing the contaminants?
What are the risks associated with the potential residue?
Since every test has its own limitations, you should be mindful of the test specifications, too — for example, how it is conducted, result variability and reproducibility, as well as biases.
Cleaning can be a crucial step in heat treat, but more cleaning does not always equal better. More cleaning also implies more costs, more time, more resource usage. What’s really key is understanding what you, or your clients, are trying to achieve.
As you see, cleaning and measurement require expertise and knowhow — context is everything. Reach out to a cleaning specialist or trusted cleaning solutions expert for advice. If insufficient component cleanliness seems to be affecting your heat treat results, our cleaning specialists, along with our partners, would be happy to advise.
Marcin Stokłosa Project Manager NITREX Poland LinkedIn.com
Arslan Aluminyum recently added three new extrusion presses to its production, increasing the demand for nitriding their dies and necessitating a large-capacity nitriding system for the biggest press. The system will nitride H11 and H13 dies that extrude aluminum profiles for the construction, renewables, joinery, furniture, and equipment sectors.
When the plant upgraded, the new nitriding system furnace was required to help double the production capacity. Arslan selected a NX-1015 pit furnace designed to treat workloads up to 4400 lbs that are 39″x59". The collaboration with Nitrex and Arslan Aluminyum started in 2011, when the family-run business purchased an NX-812 turnkey nitriding system.
Pit furnace Source: Nitrex
“The people of Arslan['s] high regard for our products and company has helped us tremendously in getting new contracts in Turkey.” commented Marcin Stokłosa, project manager at Nitrex.
Pictured above: collaborators from Turkey. Photo Source: Nitrex.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Peter Zawistowski Managing Director SECO/VACUUM TECHNOLOGIES, USA Source: SECO/WARWICK
A U.S.-based international manufacturer of dies will expand their operation with a high-pressure gas quench furnace. The equipment will accommodate increasing orders for the company’s largest dies.
The manufacturer’s equipment requires the use of precisely heat treated large dies. Currently the company utilizes a pair of vacuum furnaces that have some limits. The Vector® furnace they are about to receive from SECO/VACUUM, a SECO/WARWICKGroupcompany isbottom loading with 6 bar nitrogen gas quench, 60”x 72”, with a 3-ton capacity working zone. This is room enough to treat 3 of their largest dies at once compared to only 2 per cycle for the old furnace.
“With [the furnace’s] wide range of quenching features, [the manufacturer will] have room to grow, even enabling them to conduct low-pressure carburizing processes if they ever need to,”saidPeter Zawistowski, managing director of SECO/VACUUM.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Let’s discover new tricks and old tips on how to best serve air and atmosphere furnace systems. In this series, Heat Treat Today compiles top tips from experts around the industry for optimal furnace maintenance, inspection, combustion, data recording, testing, and more. Part 4, today's tips, examines carbon probes and carbon control. Look back to Part 1 here for tips on seals and leaks, Part 2 here for burners and combustion tips, and Part 3 here for data and record keeping tips.
This Technical Tuesday article is compiled from tips in Heat Treat Today's February Air & Atmosphere Furnace Systems print edition. If you have any tips of your own about air and atmosphere furnaces, our editors would be interested in sharing them online at www.heattreattoday.com. Email Bethany Leone at bethany@heattreattoday.com with your own ideas!
1. Slight Positive Pressures Are Best
Contact us with your Reader Feedback!
Atmosphere furnace pressure should be only slightly above ambient. The range should be between 0.25-0.35 inches water column. Higher pressures in multiple zone pusher furnaces will cause carbon control issues. High pressures in batch furnaces will cause high swings when doors and elevators move.
If you’re having atmosphere problems with a furnace that has been operating normally for some time, avoid the temptation to remove the carbon probe. There are several tests you can run on nearly all carbon probes while the probe is still in the furnace, at temperature, in a reducing atmosphere. Super Systems Inc. provides an 11-step diagnostic procedure in a white paper on their website, in a paper titled, “Carbon Sensor Troubleshooting” by Stephen Thompson.
"Review process date for abnormalities." Source: Super Systems Inc.
Many factors can contribute to why parts are not meeting the correct hardness readings. According to Super Systems Inc., here is a quick checklist of how to start narrowing down the culprit:
Review process data for abnormalities. The first thing to do is make sure the parts were exposed to the right recipe. Check the recorders to make sure the temperature prof le and atmosphere composition were correct. Make sure all fans and baffes were working correctly. Determine if any zones were out of scope and that quench times were acceptable. If any red flags appear, hunt down the culprit to see if it may have contributed to soft parts.
Check the generator. Next, check the generator to make sure it is producing the gas composition desired for the process. If available, check the recorders to make sure the gas composition was on target. If not, check the generator inputs and then the internal workings of the generator.
Check the furnace atmosphere. If the generator appears to be working correctly, the next step would be to check the furnace itself for atmosphere leaks. Depending on what type of furnace you have, common leak points will vary; for continuous furnaces, common leak points are a door, fan, T/C, or atmosphere inlet seals. Other sources of atmosphere contamination may be leaking water cooling lines in water-cooled jackets or water-cooled bearings. More than likely, if the generator is providing the correct atmosphere but parts are still soft, there is a leak into the furnace. This will often be accompanied by discolored parts.
Check carbon controller to make sure it matches furnace atmosphere reading (verify probe accuracy and adjust carbon controller). This can be done using a number of different methods: dew point, shim stock, carbon bar, three gas analysis, coil (resistance), etc. Each of these methods provides a verification of the furnace atmosphere which can be compared to the reading on the carbon controller. If the atmosphere on the carbon controller is higher than the reading on the alternate atmosphere check, that would indicate the amount of carbon available to the parts is not as perceived. The COF/PF on the carbon controller should be modified to adjust the carbon controller reading to the appropriate carbon atmosphere. If the reading is way off, it may require the probe to be replaced.
Heat Treat Today is partnering with two international publications: heat processing, a Vulkan-Verlag GmbH publication that serves mostly the European and Asian heat treat markets, and Furnaces International, a Quartz Business Media publication that primarily serves the English-speaking globe. Through these partnerships, we are sharing the latest news, tech tips, and cutting-edge articles that will serve our audience — manufacturers with in-house heat treat.
In this installment, we look at updates on industry events around the globe, such as two celebrations, a brand new EAF, and a benchtop measurement predictor.
International Heat Treat and Metallurgy Company Sees Doubling Profits
Seco/Warwick announces positive figures for 2022. Source: Seco/Warwick
"The great results of the Group were influenced by several factors. The growth of production activities in China and dynamic market development in America. Furthermore the huge number of orders [are] related to the electromobility industry expansion. In the first three quarters of 2022, the company had over 100 % more profit than in the previous year. Sales revenues amounted to PLN 448.87 million in this period (PLN 335.09 million in 2021). . . . For Seco/Warwick, 2023 will be the year of American companies."
System aids in production of various steel grades. Source: Tenova
“Tenova, supplier of sustainable solutions for the metals industry, has recently completed the start-up of the new 70t EAF at the Valbruna ASW Inc. plant, located in Ontario, Canada. Valbruna ASW is a specialty steel producer that produces steel and stainless-steel, based in Ontario. Tenova’s latest generation EAF unit has replaced an older EAF vessel. The spout shape of the new furnace will provide an increase in melt shop productivity, says Tenova, as well as an improvement to the production reliability of manufacturing specific high-quality steel and stainless-steel grades.”
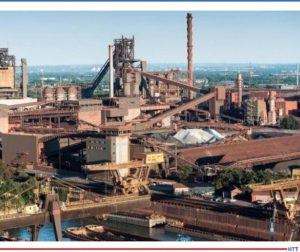
German blast furnace is 50. Source: Furnaces International
"A blast furnace in operation at thyssenkrupp Steel's Schwelgern steel mill in Germany, turned 50 years old on 6 February. Known officially as Schwelgern 1 – the Black Giant – the blast furnace is 110 meters in height and has a daily capacity of 10kt of pig iron; it is regarded as one of the biggest blast furnaces in the western world."
"The hot forged parts are picked up as they leave the press and directly placed into the measuring cell." Source: Nokra
“At METEC 2023, nokra will be showing for the first time its new alpha.hot3D system for 3D laser-based measurements of hot forging specimens. The system can predict the cold dimensions of a forged part in a matter of seconds after forging. This makes it possible to verify as early as the first few parts have been produced that the forming process is working without a hitch. If it is not, you can immediately take measures to adjust it.”
Current energy developments turn our thoughts to the possibility of future innovations. For example, is there a way to generate energy, usable energy, from fusion? Is there hope that this energy can be created and made available to the heat treat industry and other sectors? There seem to be many, many questions that have yet to be answered in the production and utilization of fusion energy.
John Clarke, technical director at Helios Electric Corporation, holds out confidence in the future by standing on the foundation of the past. Comparing the current position of science and research on fusion energy to the early days of aviation exploration, he thinks the sky is the limit for what can be accomplished.
John B. Clarke Technical Director Helios Electric Corporation Source: Helios Electric Corporation
Contact us with your Reader Feedback!
On December 5, 2022, scientists at Lawrence Livermore National Laboratory conducted the first controlled fusion experiment in history. This experiment produced more energy from fusion than the laser energy used to drive it. In this test, the nuclei of two lighter elements were combined to form one new, heavier nucleus. During the process, some of the mass of the lighter elements was converted to energy.
How will this incredible breakthrough affect our lives? Will the promise of limitless, clean, and cheap energy be realized, and if so, when?
I don’t think we can know the answers to the above questions with certainty. It has always been difficult to foresee the final results of any technological leap forward, and even more difficult to provide a timeframe that encompasses the change.
Think about a time before jumbo jets and commuter flights. That was a time when not a single person had been carried by airplane through the skies. History shows that scientists and thinkers were able to come up with ideas and machines that flew through the air while carrying many. Look at a brief overview of how quickly the aircraft improved.
On December 17, 1903, at Kill Devil Hills, near Kitty Hawk, NC, Orville Wright completed the first powered flight of a heavier-than-air aircraft known as the Wright Flyer. The flight lasted just 12 seconds, traveled 120 feet, and reached a top speed of 6.8 miles per hour. 15 years later, we saw the first airmail and scheduled commercial service. 24 years later, Lindberg flew across the Atlantic. 36 years later, we witnessed the introduction of jet engines, and Chuck Yeager broke the speed of sound just 44 years after the first flight in North Carolina.
Example from early advances in aviation: the Wright Flyer Source: unsplash.com/historyhd
Obviously, Orville and Wilber Wright would have had difficulty foreseeing the aircraft's advancements and would never have predicted a time frame. Why is timing the rate of advancement so difficult? Airplane development benefited from the convergence of multiple independent and unrelated technology, and there was the will to develop more advanced aircraft for both military and civilian use.
So, back to the first question posed – will the promise of limitless, clean, and cheap energy from fusion be realized? I am going to say yes. Not that I know much about fusion, it is simply that history teaches us not to bet against technology. As for when, well that is a known unknown.
About the Author:
John Clarke, with over 30 years in the heat processing field, is currently the technical director of Helios Corporation. John’s work includes system efficiency analysis, burner design as well as burner management systems. John was a former president of the Industrial Heating Equipment Association and vice president at Maxon Corporation.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
To determine what safety standards are relevant in your heat treat operations and be prepared for the future, tune into this special Heat Treat Radio episode. We’ll walk through the OSHA.gov website with our guest and expert safety consultant, Rick Kaletsky. Rick will help you understand how to use the website and find relevant standards, definitions, explanations, and more to make sure your heat treat operations are in compliance. He will also bring these navigation skills together at the end with two case studies.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Contact us with your Reader Feedback
Rick Kaletsky with his book on prepping for and responding to OSHA inspections Source: Rick Kaletsky
Bethany Leone: Welcome everyone to another episode of Heat Treat Radio. We are sitting down with Rick Kaletsky. He has a lot of experience, as a consultant, with occupational safety. Rick, can you tell our listeners and viewers a little bit more about yourself, your background, and anything else you want?
Rick Kaletsky: Thank you. I’ve been in occupational safety for 50 years. I live in Connecticut, always have. The main parts of my career were 20 years with U.S. Department of Labor (OSHA) in Connecticut. As a compliance officer, I conducted hundreds of inspections. As assistant area director, I assigned and reviewed thousands, and held informal conferences. On many days, I acted as area director for the whole state, but still through the federal office.
Rick is an expert on Muhammad Ali. Source: Rick Kaletsky
I’ve been on my own as a self-employed safety consultant for 30 years. Although I’ve done a wealth of inspections in that situation, I’ve pretty much gotten into now, in almost all cases, working for attorneys. These very serious occupational injuries, and occasionally nonoccupational, like trips and falls in a mall, etc. I testified either by deposition or in court more than 60 times, and I’ll provide information about a book I wrote (see end of transcript, or purchase book here). Sidenote, the book I wrote about Muhammad Ali is even better than the OSHA book!
Bethany Leone: We’re here with Rick to specifically navigate osha.gov.
Rick Kaletsky: It is osha.gov. It’s important for everyone to know, please do not use .com, .net, or .edu. You’ll get something else.
United States Department of Labor Occupational Safety and Health Administration Source: OSHA
I have the screen in front of me now. This is United States Department of Labor Occupational Safety and Health Administration. You all should see a red banner across the top. It’s quite user friendly. You can use it for many, many purposes. It’s free — why not use it? You can use it to find OSHA standards. You can use it to find directives and interpretations which give you an idea of what are some special things about standards that do not appear in them:
For instance, an interpretation is generally when Johnny Smith from the ABC company in Nebraska writes to OSHA and wants to know, “Regarding this standard, am I in violation if . . . Or what are alternative means, etc.?” OSHA will answer. But those answers are not in the standard, so there are some special things there.
A directive is a similar thing that the national office of OSHA communicates to its people in the field, mainly for compliance officers who do inspections, on how to view certain situations, how to look at what might be a violation or what is not a violation.
You can also use this site for tutorials, for finding publications, downloading them, printing them, and certainly to find the records of companies. You will find, not their injury and illness record, but rather, when they were they cited by OSHA for allegations, and which particular standards.
In roughly half the states, the federal government enforces the standards. Now, there is a Nuclear Regulatory Commission; there is a railroad administration — there are a few things that aren’t covered and few people working absolutely alone.
Just figure: If you have an employer-employee relationship, barring some unusual exceptions, they’re covered by OSHA. If you figure we have a small family heat treating business of 6 people, yes, you’re in.
In about half the states, the federal government does the enforcing. In the other half, the state does the enforcing. A few states have even addressed standards and come up with rules (laws) that federal OSHA doesn’t cover, like ergonomics.
If you’re in a federal state, you are dealing with 29 CFR (Code of Federal Regulations, 1910 ). Some iterations of CFR 1910 refer to exits, some to powered industrial trucks or vehicles, some to lock out/tag out, some to personal protective equipment, some to ladders, etc.
Some of the states that do their own enforcing and use the exact same standards as OSHA. For the heat treating industry, it is going to be 1910 point. There are a few that begin with something like 1902 or 03, regulating injury/illness records and posters. Just about everything else is 1910. So, that tells you a lot about standards.
To find an OSHA office, click on “Find an OSHA office.” The offices are organized by state.
The offices are organized by state. Source: OSHA
In Maine, there’s a federal OSHA office in Augusta, Maine and in Bangor, Maine. You might have to figure out which one covers you if you have a question.
Now, every state has a consultation program. As a relatively small company, you can get the state to come in for free as long as you’re not in the middle of an enforcement inspection. You could say, “I don’t want to pay a private consultant.” The state comes in, and they tell you what they think is wrong. If you’re concerned that they’ll run back to federal OSHA — no, no; they know that that would freeze your interest.
They will tell you what needs to be done, where you may be breaking the law, and they give you a while to deal with it. There is no penalty. Will they run back to the enforcement people, whether it be the federal people or the state people? They will not . . . unless you steadfastly refuse to correct something even with extensions of time.
"Standards" and "Law and Regulations" Source: OSHA
We’re going over to “Standards," and you see the arrow that points down. When you hit that, you see “Law and Regulations." For now, let’s try that.
When we hit “Law and Regulations” on the left there should be a column where it says “General Industry." These are the federal numbers for standards, but they often apply to states anyway. Here we find specific standards. I’ll try to stop on a few.
On the left, you’ll see “Ladders” and that goes back into 1910 point 20. You’ve got to know whether you’re talking about a stepladder or an extension ladder or a fixed ladder.
“Walking/working surfaces” applies to anything to do with fall protection. In your industry, that could mean you may a mezzanine that doesn’t have perimeter protection or a tie-off to a person. And sometimes you have somebody working on top of a furnace, more than four feet high. If that person isn’t protected, there is a problem.
Where in these standards do I find heat treating? Source: OSHA
Where in these standards do I find heat treating?
Well, it’s possible those particular words are somewhere, but there is no particular section here just for heat treating. There are very, very few specific industries that have a section that is dedicated to them. But pretty much all of 1910 can apply whether you manufacture submarines or bowling balls, or you just have a store or a warehouse or an ice cream factory.
Let’s look at “133 Eye and Face Protection”. This is what I really wanted to show you. See it says “Standard Interpretations”?
"Here you're right in the standard." Source: OSHA
Now, there are other ways you could have done that by just the general OSHA search bar “Interpretations” or “Eye protection interpretations” perhaps. But here you’re right in the standard. So, when you hit “Standard interpretations”, we see “Request to provide” list of corrosive materials and concentrations requiring use of emergency eyewashes and showers. That actually applies to another standard also, it’s not just eye protection. It’s the fountains. Let’s hit “Request to provide”.
Here someone wrote to OSHA and said, “When do I need an eye fountain or eye protection or both?” And OSHA wrote back and said, “Well, there might be some twists, this isn’t all encompassing. This is where we try to answer your questions.”
Emergency eyewash station Source: Heat TreatToday
Many years ago, a heat treater comes to me and says their company got cited for a problem with dip tanks. Now, this standard has been changed since. Dip tanks are an example, when you read that standard, you should always see what the application and scope are.
Does this apply to me? But with dip tanks, it gets so specific that you’ve got to have this kind of substance, and this is only if dip tanks have so much volume or so much surface area, etc. Well, they got cited for a few things.
I said, “Let’s look at the standard. Not just the way it applied and is shown on the citation but the complete writeup of the standard.” Is your dip tank this size or bigger? Yes. Does it have this much stuff in it? Yes. Is it flammable? Yes. Well, they got you. You’re going to have to do what it says.
The heat treater said, “But, Rick, we’re not even concerned about this penalty, but to correct that is going to cost us well over $100,000 because of permits and outside location.” I said, “I don’t know what I can do for you.” They said, “Do something!”
So, I found an interpretation or directive which did not get added to the standard that indicated an alternative abatement to what I said. Not even all the compliance officers get to remember these things.
It said as long as you also have a written plan, and you have redundant extinguishing automatically, even though that, in itself, is not required by a standard. If you do these special things, don’t sweat the reservoir.
I went into the office with him, in Massachusetts, and even the assistant area director said, “What are you showing me? I’ll get back to you.” And he looked it up and said, “Well, the[blocktext align="left"]And according to this company, it saved them tens and tens and tens of thousands. So, you do need to know where that kind of thing is in the whole body of the standards.[/blocktext] citation stands, but abatement will be considered complied with if you just do this other thing which is a lot easier.”
And according to this company, it saved them tens and tens and tens of thousands. So, you do need to know where that kind of thing is in the whole body of the standards.
Now, before I go too much further on the standards, when I mentioned application and scope, don’t forget to look at definitions. Sometimes, very close to a particular standard, it will literally say definitions. Other times, at the beginning of a subpart, it has sets of standards, and this is not as complicated as you might think. You’ll see this when you go in. It might have the definitions up front. So, somebody might say, “Well, aren’t most things obvious?”
Just to give you an example: In the world of OSHA, “a hole” and “an opening” are not necessarily the same. So, sometimes whether you have to do something or whether you supposedly violated a standard, it has to do with the definitions.
Definitions help you follow the standards. Source: OSHA
You will also see exceptions sometimes. You’ve got to read carefully.
“Topics” is the next one. It has some, but not all, topics.
You can also use the “Search OSHA” option with key words. There is also an A-Z index.
“Help and Resources” and “News” are also available.
Under “News,” — on March 9, 2023 — we have an item about an auto parts seller. The point is, they got a bill for 1.2 million dollars. Are they going to argue that? Sure. I want you to know there are some serious penalties out there. The penalties went up again in January of 2022. That is the maximum allowable for OSHA to cite under different categories.
Now let’s look at the A-Z index.
A-Z Index Source: OSHA
There are publications under “P”. You don’t have to get them sent to you, and they print less. Now they want you to download them, or they’re in English or Spanish. They’re not all-encompassing. They might say that this is not a substitute for a standard. But there are other things under there.
There is something I really want to show everybody in the A-Z list. Look under says “Data and Statistics” and the “Establishment Search”. “Establishment Search” means a particular company and specifically where they are, where OSHA visited. It doesn’t matter if corporate was in another state.
Now look at “Search Inspections” by NAICS (North American Industry Classification System). It shows that near the bottom of this list. A SIC code is a standard industrial classification.
What does that mean?
Every company has given them a SIC number.
"What the federal government likes to use now is an NAICS number." Source: OSHA
What the federal government likes to use now is an NAICS number.
Metal treating is generally 332811. You can find that with key words on the left.
Now, everybody who makes pillows, let’s say, could be a 35062. Everybody who is primarily a septic tank service is a 17682, and every department store is a 48605.
When the government does that, it can start to get close to figuring out in what industries there are the most problems of certain sorts. And you can find here, where is says “Frequently Cited OSHA Standards”, what is most commonly found in your industry.
Here is a major caution in your particular business. There are certain kinds of factories that are all over the place, certain kinds of warehouses and stores. OSHA is shorthanded, and in the particular coding for metal treating and heat treating, the sampling for a year isn’t that large.
So, when you see these citations, they could be skewed. OSHA might have only gone into a few places, and they may find different things at your place.
Now, let’s go to “Establishment Search”. I went ahead on this so I could give you an example. See where it says “Establishment”? I’m not picking on anybody; as a matter of fact, I found a couple companies that don’t have a lot of stuff, and nobody should be embarrassed or anything like that.
Bethany Leone: We're typing the name of a company into the search engine and reviewing what other items one ought to refine when searching the company records.
Rick Kaletsky: You see where it says 2017–2022? I would not go back more than five years for this reason: This system has a problem with large bites.
So, for this example company, you’ll see the OSHA inspection started September 13th. It was a planned inspection. So, OSHA did not go in to just look at where something bad happened, or just look at a very particular area of concentration that OSHA was doing a priority on.
It gives that NAICS of 332811. It indicates three violations. It was mainly safety.
A safety person could find a little something with industrial hygiene or vice versa — that wasn’t their main reason why they were in. The safety person might have wondered about some hygiene stuff and did an intraoffice referral; a hygienist could come in later. There was a closing conference in October. The case closed in January of 2020.
Let’s look at the violation summary for this company. The only confusion here, is they group citations sometimes. You may wonder how can that say “3” or “1” but below it looks like you see more? I’ll explain how they group some items but overall make all that 1 item.
Originally, OSHA found what they allege to be 3 serious violations, but something happened where it was either contested or they made a deal with the OSHA office. They went in and said, “Look, we’ll be good. It’s a mistake. Here are the extra things that happened.” Or they said, “You’re wrong OSHA. Can we work it out that way? Can you fix this?” So, they had an informal settlement agreement. The initial penalty was $26,000, and it was cut to $7,000.
The way it stands now is this: OSHA doesn’t usually have that many “others”, it’s usually a lot of “serious”, but they made a deal with the company.
Violations chart Source: OSHA
The most important thing here is you don’t have “willful”, “failure to abate”, or “repeated”. Those have a stigma to them. And those dollar amounts could be things you don’t want to get involved in.
So, in the end, here’s what the IT people in DC should fix: Under standard — you see something that looks like, “What? What is that? Is that 19 million or 1 million 900 thousand?” No, no, no we should fix this. 1910.28(B)(3)(ii).
If a person doesn’t have experience with OSHA, they could say, “What is B03, etc.? What is 1 million 900?” It means 1910 point, not a dollar amount. It means the current penalty is nothing, even though the initial was more by informal settlement agreement, and it explains it.
They then group two things. Now what is the 28? We could look it up, but it has something to do with fall protection. 178? Two things to do with power industrial vehicles, probably meaning fork trucks or something similar. 219 has to do with power transmission equipment, belts, chains gears, etc.
That’s how this works. You can look up any company to see how your competitors are doing or to really find out what your history was with OSHA.
Bethany Leone: We are back to the “Establishment Search” and searching another company and scrolling through those results.
Rick Kaletsky: In this example, we’ve dates here. They had an initial penalty of $50,000 and a current penalty of $16,000 — that’s just on “Serious”. Then they had some other things change. The penalty went from $50,000 to $20,000.
I do not want to leave the impression that as you walk into an OSHA office in 2022 and you say, “We’re sorry, can you take $30,000 off?” Don’t bet on it.
You better have a darn good reason to say we really should have a break, you shouldn’t have cited us for it, or there were mitigating circumstances you didn’t know about, or we really would appreciate it if you didn’t call this a “repeat” but called this a “serious”. You’ve got to have something to say.
"OSHA completely took out that 132A." Source: OSHA
In one case here, you see “deleted” for number 2. So, OSHA completely took out that 132A that way. They left off this personal protection one. Now, sometimes they take one out, and they add one. So, this company was cited for 1910.28 and change, that is 28B1i, something to do with fall protection. 132A, that’s not there anymore though, personal protection 147 is lockout/tagout, 215 is abrasive wheel machinery (usually meaning a grinder), and 219 is power transmission equipment.
All this was dealt with by an informal settlement agreement. The company did not contest; it was done by a deal with the office.
CTRL+ F is a great tool for the OSHA website. You may not want to read 80 pages, and with this tip, you can get to these things in a hurry.
Bethany Leone: For heat treaters, this is really important. If you know you’re being cited for something, or if you’re interested to see what type of standards might be pertinent to you. For the heat treat industry, it’s not going to be that particular, but you might find that there are things that you do repeatedly that you need to know about. For example, working on top of a big furnace, this is how you navigate this site.
Rick Kaletsky: There are two things I want to say:
It’s one thing if you call me, we’re going to go on for an hour or so. Then, somewhere along the line I would tell you what I’m going to charge.
However, as kind of special to Heat Treat Today, if any of you want to call me and say, “Rick, this isn’t going to take too long, but I don’t know where find this, I don’t know where to navigate. What did you mean about this?” No charge! Just call me and ask me. If it’s not too long, done! We’ll take care of it right up front.
Bethany Leone: Nice. Thank you!
Is there an email address or a website that they could visit?
Rick Kaletsky: In the end, the most important thing is going to be the phone. There are times when I get an email, and they’ll say something like, “When’s a good time to talk next week?” If you call me now, I’d either say, “If you can’t talk now, let’s set it up right now.” I’m not going to send you an Excel sheet and tell you what blocks I have available. I can maybe give you the answer right now or if you want to do it tomorrow, we’ll have a conversation. To have a lot of back and forth and emails, no. If we’re on the phone, we take care of it. Efficiency.
Bethany Leone: If there’s anything I’ve learned about Rick in the past time that we’ve been able to talk is you like to get things done NOW. And you’re helpful. If anyone is listening -- please take advantage. This is really great of Rick to be offering this to us. Give him a call. He’s a great explainer and great teacher, but also has a wealth of knowledge.
Rick Kaletsky: I appreciate the opportunity to do this. I hope it’s helpful.
Get your own copy! Source: Rick Kaletsky
About the expert: Rick Kaletsky recently finished a book on how a company should prepare for an OSHA inspection and how to respond to the results of an OSHA inspection. This book addresses safety management for loss prevention and compliance. It also dives into practical and in-depth issues and examples that are geared towards maintaining a safer and more healthful work environment, and it delves into creative approaches on how to address occupational safety beyond the standard. If you found today’s episode helpful, go out and grab this third edition (published by the National Safety Council) for your heat treat operations so that you have an easy-to-access tool to mark up and bookmark. You can grab your edition here.
Derek Dennis President Solar Atmospheres California
Solar Atmospheres of California (SCA) installed a new 14 foot long car bottom air furnace. With a maximum operating temperature of 1450°F, this furnace tempers large tool steel components, age hardens 15-5 PH, 17-4 PH, 13-8PH and nickel-based alloys, and anneals titanium forgings.
SCA is typically known around the world as a “vacuum only” heat treater. However, there is a great need for heat treating non finished parts and materials in accordance with the same specifications (AMS, MIL, Boeing, and Airbus) within different atmospheres where surface oxidation is permissible. This furnace allows for a “raw material” option.
“Solar Atmospheres of California is excited to be adding this new furnace and the added capability/capacity," stated Derek Dennis, president of SCA. The furnace has a working zone that is 60" square by 168" long with a total load capacity of up to 30,000 pounds.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com








 Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com











 Heat Treat
Heat Treat