A manufacturer of automotive fasteners recently broke ground on an expansion in Columbus, Indiana, that will increase the company’s manufacturing operations, which include heat treat capabilities for improved strength and hardness, and allow it to produce a broader range of metal fasteners.
OSR Inc. is a joint venture between Nagoya, Japan-based Owari Precise Products Co. Ltd and Columbus-based Rightway Fasteners Inc. (RFI). Under the plan, OSR will construct and equip a new 82,395-square-foot manufacturing facility.
Photo credit/caption: Kenny Canfield, from left, vice president of sales and marketing for OSR Inc., Tom Dowd, executive vice president of Dunlap General and Mechanical Contractors, Jason Hester, president of the Greater Columbus Economic Development Corp., Koji Hyodo, president of OSR Inc. parent company Owari Precise Products Co. Ltd., Columbus Mayor Jim Lienhoop, Jim Staton, vice president of business development for the Indiana Economic Development Corp., and OSR Inc. President Makoto Inagaki take part in a groundbreaking ceremony for a new multi-million dollar OSR Inc. facility in Columbus, Ind., Tuesday, March 5, 2019. / Mike Wolanin | The Republic
In 2018, Heat TreatTodayintroduced one of its most popular features, the 40 Under 40 Awards for young, up-and-coming talent in the North American heat treat industry. Click here for the 2018 recipients. Heat TreatTodayis posting occasional features of some of the 2018 recipients in anticipation of the 2019 40 Under 40 awardees to be presented in September (nominations are being accepted here). Today we feature Dr. Wei Guo of The Timken Company.
Wei Guo
The Timken Company
Principal Materials Engineer
Dr. Wei Guo was nominated from within The Timken Company. The following was provided by his colleague, Dr. Lee Rothleutner:
Dr. Wei Guo joined Timkin in 2018 and is on pace to have a prolific career in the area of heat treatment. Wei is continually leveraging both his industrial and academic heat treatment experience to implement new technologies at Timken while advancing the industry’s knowledge base. Wei has over 50 publications in the field of heat treatment and related fields, with his most recent contribution being available in the July/Aug issue of Thermal Processing magazine discussing residual stresses evolution.
When asked to describe what he finds interesting about metallurgy/thermal processing/heat treating, Wei Guo described the parallel between a metallurgist crafting a heat treat recipe and “a famous cook developing a recipe for new cuisine.”
“One needs to control the ingredients, mixing sequence, baking time and cooking temperature combined with skill and expertise to obtain an optimized flavor and palate. The development of heat-treating process recipes is similar, relying on the metallurgist’s fundamental knowledge and experience of physical metallurgy. The most exciting aspect of thermal processing is the application of the knowledge and experience to create a heat treat process that produces the desired result and creates value to the company.”
Wei recalls when he was a master student 10 years being a part of a team that developed a process in a lab for grain-oriented, electrical steels. That process has been formally deployed to four steel plants, promising the production of electrical steels with exceptional magnetic properties (high in magnetic induction and low in core loss). As a result, he found himself intrigued by metallurgy and heat treating.
Wei explains how heat treating fits into the processes at Timken:
“‘Stronger by design’ is the tag line of Timken and its bearing products. Heat treatment is critical to the production of quality, high performing bearings. Utilizing an improper heat treatment can result in a “garbage in- garbage out” effect; no matter how well the bearing design engineer optimizes the machining process and the mechanical design of bearing components, the production scrap rate and bearing performance may be negatively influenced. On the other hand, providing a proper heat treatment is the prerequisite to producing bearings with sufficient hardness and proper microstructure that meet the designer’s expectations. In my opinion, Timken is doing an excellent job expanding company knowledge and expertise with new heat treatment processes, beyond traditional through hardening and carburizing.”
With an eye to the future of the heat treating industry and what to expect out of new technology and advancements in metallurgy, Wei states:
“The heat treatment industry is trying to monitor residual stress and minimize the generation of undesirable residual stress during the manufacturing process that results in part distortion. However, distortion from these stresses and thermal gradients cannot be avoided. If the amount of distortion can be predicted by modeling and simulation, we can engineer a pre-heat treat shape that will result in the desired or expected post-heat treat shape. This concept has been referred to as “quench to fit”. Creating virtual heat treat processes based on data science and artificial intelligence can help select the best heat treatment method within a shorter amount of time. This might replace the current “one at a time” trial and error method currently employed and help the metallurgist obtain a high-throughput, high-quality heat treatment solution for the designated purpose.”
As the industry reels from the brain drain, it is noteworthy that many of our 40 Under 40 recipients agree with the bright future the industry promises for those entering the field in the next few years. Wei believes the industry is open to young professionals willing to learn.
“Because of the many process variables involved, everyone’s effort can make it better. To start with, [I recommend upcoming professionals] gain hands-on experience with practical heat treatment processes when trying to identify problems and challenges. I’d recommend that they determine an area of interest and drive themselves to learn/practice thermal processing skills. In addition, find a mentor; learning from a senior experienced metallurgist is always helpful. Many aspects of heat treatments cannot be learned from the textbook and might take a long time to figure them out on your own.”
“Heat treatment processing is a very dynamic world because many novel metallic materials are emerging every day,” Wei offers as a summary. “We, not only young professionals, but everyone in this field need to keep abreast of the latest materials development and make ourselves ready for the new challenges.”
A U.S. automaker recently announced plans to expand production capacity in Michigan which will include electrifying key brands.
Fiat Chrysler Automobiles (FCA) confirmed plans to invest a total of $4.5 billion in five of its existing Michigan plants and to work with the city of Detroit and state of Michigan on building a new assembly plant within city limits.
FCA has committed to invest in expanding Jeep® and Ram brands, enabling electrification of new Jeep models, converting the Mack Avenue Engine Complex into manufacturing site for next-generation Jeep Grand Cherokee and a new full-size Jeep SUV. In addition, FCA looks to retool and modernize the Jefferson North plant for continued production of Dodge Durango and next-generation Jeep Grand Cherokee and increase production of all-new Jeep Wagoneer and Grand Wagoneer as well as continued assembly of Ram 1500 Classic. All three assembly sites would also produce plug-in hybrid versions of their respective Jeep models with flexibility to build fully battery electric models in the future.
Other than plans for vehicle production, FCA will support additional operations at Sterling Stamping and Warren Stamping plants and relocate Pentastar engine production currently at Mack I to the Dundee Engine Plant.
Mike Manley, Chief Executive Officer, FCA N.V.
The plant actions detailed in the announcement represent the next steps in a U.S. manufacturing realignment FCA began in 2016. In response to a shift in consumer demand toward SUVs and trucks, the company discontinued compact car production.
“Three years ago, FCA set a course to grow our profitability based on the strength of the Jeep and Ram brands by realigning our U.S. manufacturing operations,” said Mike Manley, Chief Executive Officer, FCA N.V. “[This] announcement represents the next step in that strategy. It allows Jeep to enter two white space segments that offer significant margin opportunities and will enable new electrified Jeep products, including at least four plug-in hybrid vehicles and the flexibility to produce fully battery electric vehicles.”
One of the rules in metallurgy is: “As strength increases, ductility decreases.”
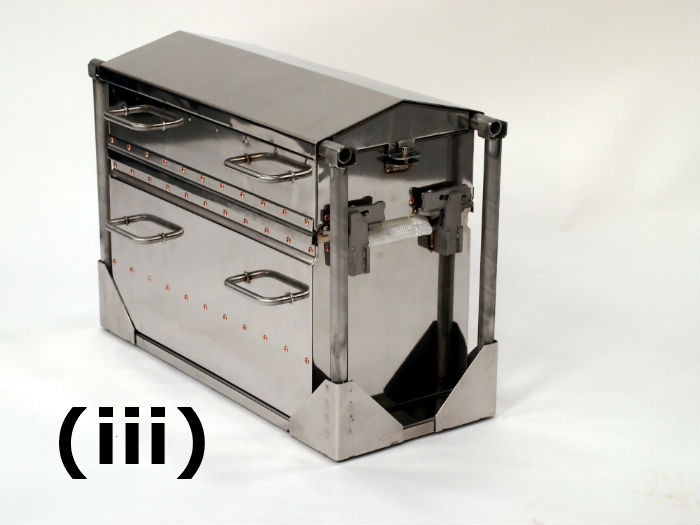
What if it were possible to combine both strength and ductility in the same material? This is the challenge that a team of metallurgists took on at a leading heat treating company located in Willoughby, Ohio, starting with tests that compared enhanced property 4140 steel to vacuum arc re-melted (VAR) 4340 steel.
When all was said and done, Paulo Heat Treating, Brazing and Metal Finishing “developed a family of enhanced property processes that allow manufacturers to replace costly high-performance materials with much more cost effective 4140 steel.”
“Manufacturers could save time and money if lower-cost materials like 4140 exhibited the enhanced mechanical properties of VAR 4340 or other similar alloys.
It motivated us to develop a family of processes that would overcome one of metallurgy’s general rules: As strength increases, ductility decreases. Our goal was to enhance both strength and ductility, and we developed treatments featuring both gas and oil quenches to do it.” ~ Paulo
Here is just a peek at the results:
The chart above compares a sample 4140 part treated this way versus a conventionally heat treated 4140 part and a VAR 4340 part.
A worldwide supplier of drivetrain, sealing, and thermal-management technologies, based in Maumee, Ohio, recently announced that it has completed the acquisition of the Drive Systems segment of a leading global technology and engineering group providing solutions and services for surfaces and drive technologies in diverse industries, including aerospace, automotive, tooling, energy, and general industries.
Dana Incorporated’s acquisition of the Drive Systems segment of the Oerlikon Group, including the Graziano and Fairfield brands, expands the company’s capabilities in electrification, including:
extending Dana’s current technology portfolio, especially in the area of high-precision helical gears for the light- and commercial-vehicle markets, as well as planetary hub drives for wheeled and tracked vehicles in the off-highway market;
growing Dana’s electronic controls capability for transmissions and drivelines through the acquisition of VOCIS, a wholly owned business of Oerlikon Drive Systems, and further expanding its motors technologies through Ashwoods Electric Motors;
increasing Dana’s product offerings that support vehicle electrification in each of Dana’s end markets – light vehicle, commercial vehicle, and off-highway;
optimizing Dana’s global manufacturing presence to be closer to customers in key growth markets such as China and India, as well as the United States;
and adding four research and development facilities to Dana’s extensive network of technology centers, as well as 12 facilities to the company’s global manufacturing footprint.
James Kamsickas, president and CEO of Dana
“Dana’s acquisition of the Drive Systems segment of Oerlikon enables us to support our customers’ shift toward vehicle electrification across nearly every vehicle architecture in the light vehicle, commercial vehicle, and off-highway segments,” said James Kamsickas, president and chief executive officer of Dana. “The Drive Systems business’ highly talented team is also strategically positioned to give our customers access to critical manufacturing capabilities in key growth markets, such as India, China, and the United States.”
The Drive Systems business serves a global roster of original-equipment manufacturers with a portfolio of high-tech products that can be found in a wide range of applications for operating machinery and equipment used in agriculture, construction, energy, mining, on-road transportation, and high-performance sports cars.
Selected customers include, but are not limited to AGCO, Ashok Leyland, Aston Martin, BMW, Caterpillar, CNH, Daimler, John Deere, Ferrari, Fiat Chrysler Automobiles, MAN, McLaren, Oshkosh, SANY, Scania, Terex, Volkswagen, and AB Volvo.
This is the third in a 4-part series by Dr. Steve Offley (“Dr. O”) on the technical challenges of monitoring low-pressure carburizing (LPC) furnaces. The previous articles explained the LPC process and explored general monitoring needs and challenges (part 1) and the use of data loggers in thru-process temperature monitoring (part 2). In this segment, Dr. O discusses the thermal barrier with a detailed overview of the thermal barrier design for both LPC with gas or oil quench. You can find Part 1 here and Part 2 here.
Low-Pressure Carburizing (LPC) with High-Pressure Gas Quench – the Design Challenge
A range of thermal barriers is available to cover the different carburizing process specifications. As shown in Figure 1 the performance needs to be matched to temperature, pressure and obviously space limitations in the LPC chamber.
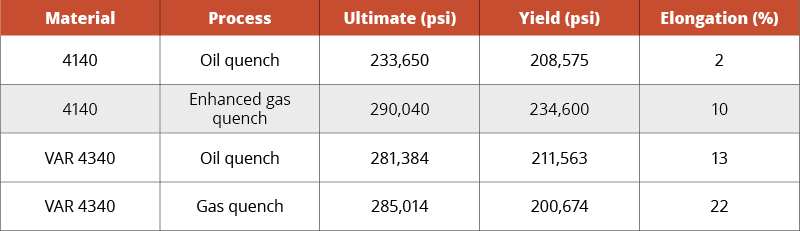
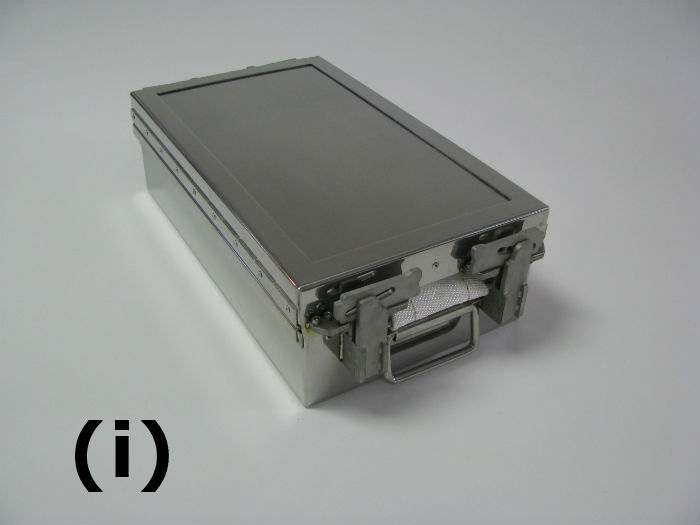
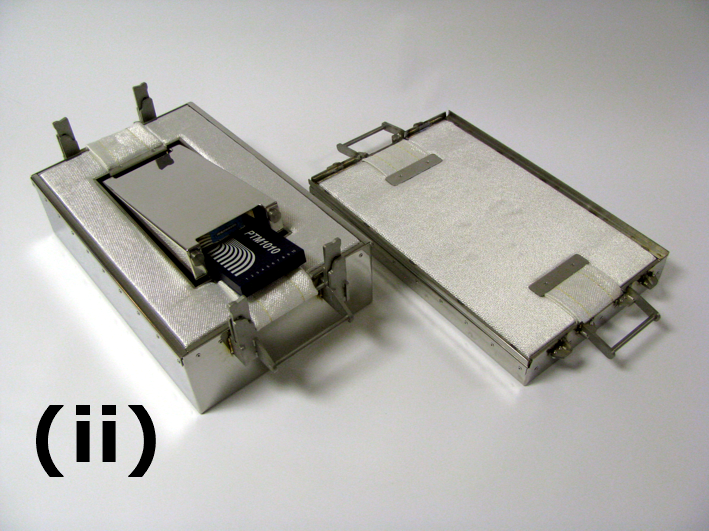
Fig 1: Thermal Barrier Designed Specifically for LPC with Gas Quench.
(i) TS02-130 low height barrier designed for space limiting LPC furnaces with low-performance gas quenches (<1 bar). Only 130 mm/5.1-inch high so ideal for small parts. Available with Quench Deflector kit. (0.9 hours at 1740°F/950°C).
(ii) Open barrier showing PTM1220 logger installed within phase change heatsink.
(iii) TS02-350 High-Performance LPC barrier fitted with quench deflector capable of withstanding 20 bar N2 quench. (350 mm/13.8-inch WOQD 4.5 hours at 1740°F /950°C).
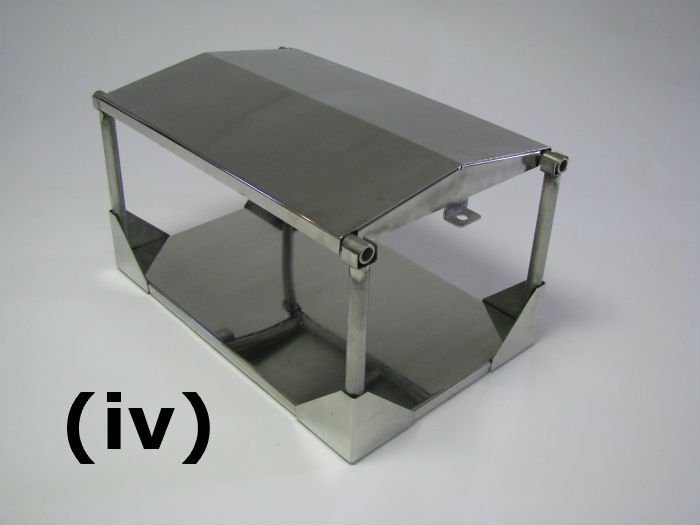
(iv) Quench Deflect Kit showing that lid supported on its own support legs so pressure not applied to barrier lid.
The barrier design is made to allow robust operation run after run, where conditions are demanding in terms of material warpage.
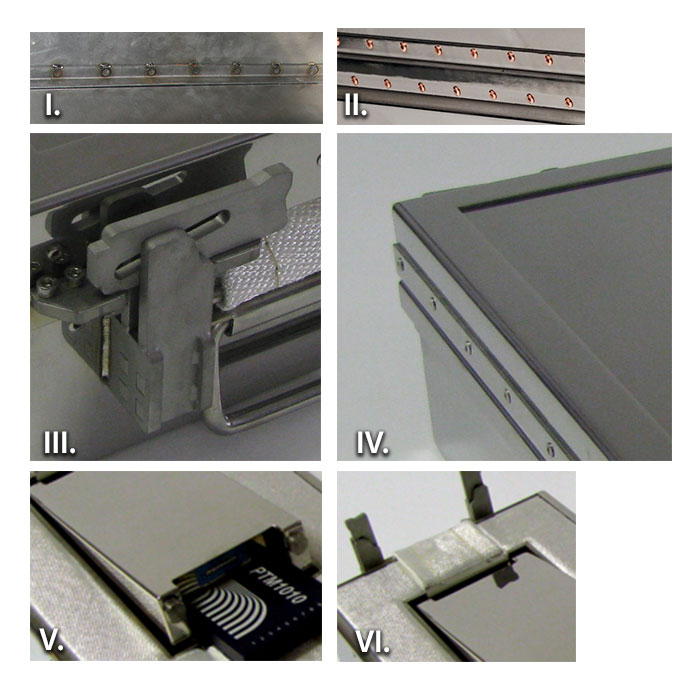
Some of the key design features are listed below.
I. Barrier – Reinforced 310 SS strengthened and reinforced at critical points to minimize distortion (>1000°C / 1832°F HT or ultra HT microporous insulation to reduce shrinkage issues)
III. High-temperature heavy duty robust and distortion resistant catches. No thread seizure issue.
IV. Barrier lid expansion plate reduces distortion from rapid temperature changes.
V. Phase change heat sink providing additional thermal protection in barrier cavity.
VI. Dual probe exits for 20 probes with replaceable wear strips. (low-cost maintenance)
LPC or Continuous Carburizing with Oil Quench – the Design Challenge
Although commonly used in carburizing, oil quenches have historically been impossible to monitor. In most situations, monitoring equipment has been necessarily removed from the process between carburizing and quenching steps to prevent equipment damage and potential process safety issues. As the quench is a critical part of the complete carburizing process, many companies have longed for a means by which they can monitor and control their quench hardening process. Such information is critical to avoid part distortion and allow full optimization of hardening operation.
When designing a quench system (thermal barrier) the following important considerations need to be taken into account.
Data logger must be safe working temperature and dry (oil-free) throughout the process.
The internal pressure of the sealed system needs to be minimized.
The complexity of the operation and any distortion needs to be minimized.
Cost per trial has to be realistic to make it a viable proposition.
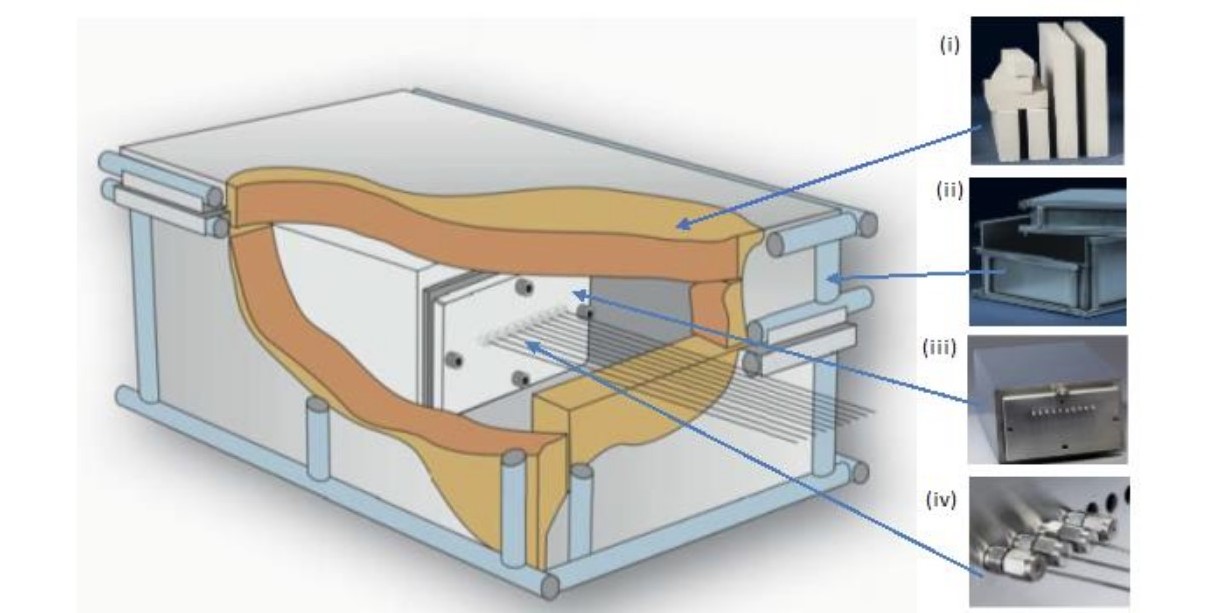
To address the challenges of the oil quench, PhoenixTM developed a radical new barrier design concept summarized in Figure 2 below. This design has successfully been applied to many different oil quench processes providing protection through the complete carburizing furnace, oil quench and part wash cycles.
(i) Sacrificial replaceable insulation block replaced each run.
(ii) Robust outer structural frame keeping insulation and inner barrier secure.
(iii) Internal completely sealed thermal barrier.
(iv) Thermocouples exit through water/oil tight compression fittings.
In the next and final installment in this series, Dr. O will address AMS2750E and CQI-9 Temperature Uniformity Surveys, which often prove to be challenging for many heat treaters. "To achieve this accreditation, Furnace Temperature Uniformity Surveys (TUS) must be performed at regular intervals to prove that the furnace set-point temperatures are both accurate and stable over the working volume of the furnace. Historically the furnace survey has been performed with great difficulty trailing thermocouples into the heat zone. Although possible in a batch process when considering a semi-batch or continuous process this is a significant technical challenge with considerable compromises." Stay tuned for the next article in the series of Temperature Monitoring and Surveying Solutions for Carburizing Auto Components.
The use of aluminum has rapidly increased in the manufacturing of automotive and commercial vehicles, thanks in part to the speed with which aluminum producers are developing stronger and more ductile metals from advanced alloys recently hitting the market.
Goran Djukanovic at Aluminum Insider has handily set up a guide to aluminum alloys applicable to use in the automotive industry.
We know aluminum is lighter (and therefore more energy efficient) and durable and offers superior corrosion resistance. But which alloys are best for the production of vehicle parts and components? Djukanovic wades past the marketing hype and assesses the metals on the market to provide this “Aluminum 101” basic overview of the products available to automakers, reviewing in particular:
Aluminum alloy series 6xxxx v 5xxxx;
Main alloys used in the industry, such as AA6016A, AA6111, AA6451, AA181A, AA6022, AA6061, AA5182, AA5754, RC5754; and
Alloys currently being developed or in the testing phase.
An excerpt:
New, superior and improved aluminum alloys have become – and are likely to stay – the main lightweighting materials in vehicles. The only obstacle remains their relatively high price compared to steel, but still affordable compared to carbon fiber reinforced plastics (CFRPs). What’s more, prices are expected to decrease in the future thanks to increased use, new recycling procedures, and techniques as well as lower input costs (Sc,Zr,Li etc).
In the heavy-duty truck sector, the components of a 400-hp, 1000-lb-ft engine have been boosted with additional heat treating as part of the overhaul to update the company’s 6-speed automatic line and appeal to modern truck customers.
The 2019 Ram 3500 houses the first engine in the heavy-duty pickup class to reach 1,000 lb-ft of peak torque, powered by an all-new optional high-output turbo-diesel 6.7-liter Cummins inline-six-cylinder workhorse.
The new transmission benefits from stronger planetary gears and a new heat treatment system designed to significantly widen the range of optimum operating temperatures. ~ PickupTrucks.com
Arconic Inc., which specializes in lightweight metals engineering and manufacturing, recently announced plans to separate the company’s portfolio into Engineered Products & Forgings and Global Rolled Products, with a spin-off of one of the businesses. In addition, it will also explore the potential sale of businesses that do not best fit into engineered products & forgings or global rolled products.
The Global Rolled Products segment produces a range of aluminum sheet and plate products for the aerospace, automotive, commercial transportation, brazing, and industrial markets. The Engineered Products and Solutions (EP&S) represents Arconic’s downstream operations and produces products that are used mostly in the aerospace (commercial and defense), commercial transportation, and power generation end markets.
The New York City-based company’s decision to separate its portfolio comes after rejecting a $10 billion offer for the entire company and abruptly replacing its Chief Executive. John Plant, the newly appointed CEO, stated during the company’s 4Q18 conference call that he expects the spin-off would be completed within the next 9 to 15 months.
Arconic has also released investment plans to expand its hot mill capability and add downstream equipment capabilities to manufacture industrial and automotive aluminum products in its Tennessee Operations facility near Knoxville, Tennessee.
Tim Myers.
“This investment will add capacity to meet the growing demand for industrial products and automotive aluminum sheet,” said Tim Myers, President of Arconic’s Global Rolled Products business. “With this expansion, we are further diversifying the portfolio of one of our largest North American facilities.” The industrial market consists of products made with common alloy aluminum sheet, which is used in applications for commercial transportation, appliances, machinery, and construction.
Photo credit/caption: Bloomberg News / A worker controls a crane to move an aluminum coil at the Arconic Inc. manufacturing facility in Alcoa, Tennessee.
A major U.S. automaker recently announced plans to transform its Chicago manufacturing facility to expand capacity for the production of three new SUVs.
Ford Motor Company is investing $1 billion in Chicago Assembly and Stamping Plants, the company’s oldest continually-operated automobile manufacturing plant, to prepare for the Ford Explorer, Police Interceptor Utility and Lincoln Aviator.
Joe Hinrichs, president, Global Operations
With the Chicago investment, to begin in March and be completed later in the spring, Ford is building an all-new body shop and paint shop at Chicago Assembly and making major modifications to the final assembly area. At Chicago Stamping, the company is adding all-new stamping lines. Advanced manufacturing technologies at the plants include a collaborative robot with a camera that inspects electrical connections during the manufacturing process. In addition, several 3D printed tools will be installed to help employees build these vehicles with even higher quality for customers.
“We are proud to be America’s top producer of automobiles. Today, we are furthering our commitment to America with this billion dollar manufacturing investment in Chicago and 500 more good-paying jobs,” said Joe Hinrichs, president, Global Operations. “We reinvented the Explorer from the ground up, and this investment will further strengthen Ford’s SUV market leadership.”
Chicago Assembly, located on the city’s south side, is Ford’s longest continually operating vehicle assembly plant. The factory started producing the Model T in 1924 and was converted to war production during World War II.
Photo credit/caption: Ford/Jason Hoskins, Ford employee, learns to build the all-new 2020 Ford Explorer.









{kind=link}