A Canadian manufacturer of extruded, fabricated, and anodized aluminum recently unveiled plans to expand to the US Midwest.
Extrusion (Source: Dajcor Aluminum)
Dajcor Aluminum announced a financial commitment to locate their first U.S. aluminum extrusion operation near Hazard, Kentucky, where they plan to hire 265 full-time employees.
Mike Kilby, President, Dajcor Aluminum (Source: Dajcor Aluminum)
Located within a 500 mile radius of several major U.S. markets, the Hazard facility will increase Dajcor’s potential to expand their extrusion supply capacity to a wide range of North American industries, including automotive, light rail transit, marine, construction, transportation, office furniture, lighting, military, and renewable energy.
With 300,000 square feet of manufacturing space at the eastern Kentucky operation, Dajcor intends to be in a position to supply extruded and fabricated aluminum components by the end of 2019.
“We are excited to get going on this expansion project for Dajcor,” said Mike Kilby, president and CEO of Dajcor. “This project will not only expand our capacity but also our geographic reach as our first manufacturing facility in the USA. Perry County, in Eastern Kentucky, offers a ready workforce as well as excellent state-of-the-art fabrication training facilities within the area. This fits well with our ‘All Under One Roof’ aluminum extrusion and fabrication business model” (Source: Hal Rogers).
A family-owned heat treatment company, situated in Lombardy, Italy, has expanded its surface treatment capabilities to include Nitreg® controlled nitriding, Nitreg®-C nitrocarburizing, and ONC® in-process oxidation treatments.
GalvanoTechnik invested in a compact Nitrex system, model NXK-609, configured to process 23.5” diameter by 35.5” high (600mm by 900mm) workloads that weigh up to 1300 lbs (600 kg). The system promises to comply with the temperature uniformity requirements of AMS 2750E, in addition to meeting specifications ASM 2759/10, which would make it possible to achieve required metallurgical and mechanical properties for controlled nitriding. NXK series is designed to leave a reduced footprint and combines three process technologies into one platform.
GalvanoTechnik added nitriding and nitrocarburizing to its portfolio after engaging in deeper dialogue with its customers and identifying new needs. Six months after the installation and start-up of the Nitrex system, the company now supports customers in the defense and automotive industries to solve unique challenges related to wear and corrosion resistance as well as aesthetic surface finishes.
Applications range from firearms components, such as magazines and barrels, to automotive components. Working with GalvanoTechnik, the Nitrex Research & Technology team designed and tested process recipes to meet requirements for each part. All control recipes are stored to the Nitrex system process library; the operator simply selects the process for a specific application. The control system then takes over, automatically monitoring and adjusting parameters including time, temperature, atmosphere composition, and Kn nitriding potential.
A leading full metal shapes solutions provider has announced the opening of its new North American Powder Metallurgy Headquarters and Additive Manufacturing (AM) Customer Center. The 38,260 square foot facility, located in Auburn Hills, Michigan, expands the company’s global 3D printing network and extends its scope of in-house powder metallurgy capabilities.
GKN PM Powder Metal Compaction Press (Source: GKN Powder Metallurgy)
Housing over 80 employees from the three GKN Powder Metallurgy’s businesses, Hoeganaes, GKN Sinter Metals and GKN Additive, the space is designed to inspire teamwork and enhance exceptional customer experiences. The building includes 20,700 square feet of collaborative working areas and 17,700 square feet of shop floor space to complete the cohesive working environment.
“We are excited to start a new journey in Auburn Hills with a space that is dedicated to our team, our community and the advanced technology we create for our customers,” said Reid Southby, President, GKN Sinter Metals Large Segment. “This building reinforces our commitment to the North American market and continued global growth.”
The building includes a 3,200 square foot AM Customer Center, equipped with two EOS M290 Direct
GKN Powder Metallurgy celebrated the opening of its North American PM Headquarter and AM Customer Center with an internal celebration on April 8.
Metal Laser Sinter (DMLS) printers. The DMLS machines incorporate powder bed fusion technology, creating functional prototypes within a two-week lead time and allowing customers to test factors such as usability, ergonomics, manufacturability and materials in the early stages of the development process.
“GKN Powder Metallurgy is at an exhilarating point in its journey of growth and innovation,” Southby added. “We now have the opportunity to provide our customers and strategic partners with local and exceptional support on all fronts of our business.
Alessandro Fiorese, R&D Chief Engineer with TAV Vacuum Furnaces SPA
Alessandro Fiorese, R&D Chief Engineer with TAV Vacuum Furnaces SPA, introduces the vacuum brazing process for automotive applications. For more articles, tips, and news related to heat treatment for automotive applications, keep an eye out for Heat Treat Today’s special print/digital issue Automotive Heat Treating, due in June 2019.
Introduction
Brazing is a heat treatment process in which metallic parts are joined together through a metallic filler with a melting temperature lower than the melting point of the joined parts. The filler metal can be used as a wire, a thin plate, or a paste depending upon the final application we are considering.
To obtain a good welding in terms of mechanical properties and corrosion resistance, it’s necessary to minimize contamination and impurities in the joined zone. Vacuum brazing processing provides a way to reach a high cleaning level of atmosphere during the brazing heat treatment.
The brazing treatment is particularly useful to produce complex shape parts with a lot of joining points per unit of area. Typical brazing applications are oil or water heat exchangers in the civil and automotive fields such as the ones represented below.
The high-performance aluminum heat exchangers manufacturing is growing particularly in the automotive field. In this context, AA 3xxx and 4xxx are commonly used materials for parts and filler material respectively because these materials have a very low specific weight and a very high thermal conductivity level.
As indicated before, one of the cleanest brazing atmospheres is vacuum. For this reason, in the following discussion, we will analyze in detail the complete characteristics of a semi-automatic TAV vacuum brazing furnace for automotive applications.
Vacuum Brazing Furnace
The entire furnace is composed of three different stations:
the heating furnace;
the loading station;
the cooling station.
Heating Furnace
heating furnace
Furnace Vessel
The vessel separates the inner part of the furnace where the hot chamber is placed from the outside environment. The vessel develops along a horizontal axis, it has an elliptical design and it is provided with two flat doors (front and rear). Both doors are hinged and can be opened manually. The front door has an automatically sliding entrance for loading-unloading the furnace.
Hot Chamber
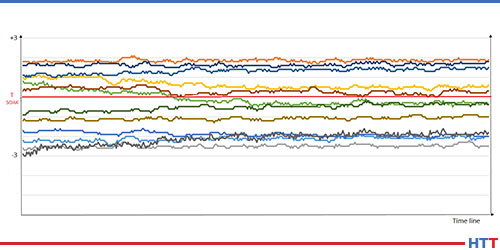
The thermal chamber has a rectangular section 71 (H) x 18 (W) x 144 (L) inches (180 x 45x 365 cm), and it is constituted by steel panels with nickel-chrome resistors. There are 23 independent hot zones that make the chamber temperature very well-controlled. The temperature uniformity requested for this vacuum furnace is ± 37°F (± 3°C) from the set temperature. In the following picture, the ± 37°F Temperature Uniformity Survey (TUS) chart is shown.
Figure 1. TUS example at a specific temperature with 12 TLC
Vacuum System
The vacuum system has three pumping groups, two with a rotary piston pump, a roots pump, and an oil diffusion pump. The third pumping group has a mechanical pump, a roots pump, and a cryo-trap in order to condensate humidity and impurities released during the entire process. The ultimate reachable vacuum without the load is 10-6 mbar (range).
Loading Station
loading station
Loading Baskets
To carry out the brazing heat treatment in a correct way, a specific steel shelved fixtures hold the heat exchangers parts all together with the filler material. For each brazing process, a load from 1984 up to 4850lbs (900 up to 2200kg) can be heat treated at the same time. For gaining a semi-automatic heat treatment process, there is a parking station that can be used as a buffer for the heating furnace.
cooling station
Cooling Station
At the end of the brazing heat treatment, the load is automatically transferred into a separate cooling chamber where the brazed parts are cooled down by forced recirculation of air.
Heat Treatment
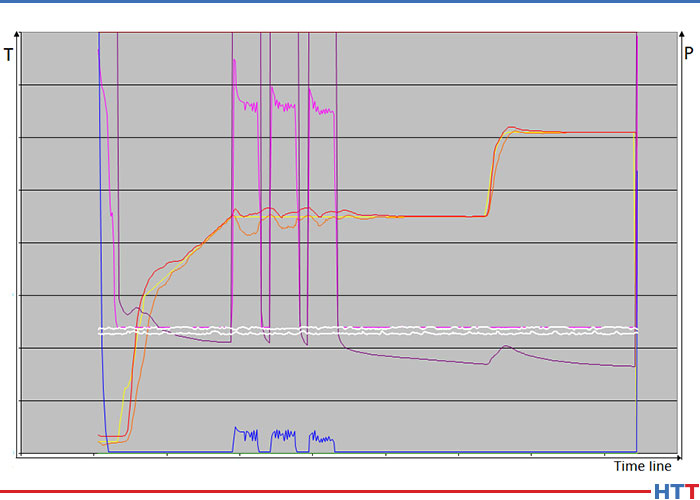
Before reaching the brazing temperature, the load is maintained at a lower temperature for a period of time to remove the working oil plate from the heat exchangers. During this maintenance time, a variation between high vacuum and partial pressure of N2 is observed.
Figure 2. Typical brazing cycle. Line yellow is the setpoint, line orange is the temperature TC, line blue is the high vacuum level and purple line is the partial pressure in mbar detected.
After the brazing step, the furnace reaches high nitrogen static partial pressure, starting the cooling phase. This step is considered complete when the furnace injects air up to reach the atmospheric pressure as total pressure. At this time, the front door opens automatically, and the loading track extracts the charge from the furnace.
A major steel manufacturer recently acquired certain assets from a carbon steel tubing provider that supplies induction heat-treated tubes for automotive applications.
Nucor Corp acquired the assets from Century Tube LLC, based in Madison, Indiana, which supplies carbon steel tubing for automotive and other mechanical and structural applications. The company offers round, square, rectangular, oval and other special welded shapes of mechanical steel tubing, and is a leader in supplying induction heat-treated tubes for automotive applications. Since 1993, Century Tube has produced more than 300 million door impact beams for use in Toyota, Honda, Ford, FCA, Subaru, Nissan, and Mitsubishi vehicles.
A leading producer a state-of-the-art aluminum extrusion and forging grade billet and rolling ingot slabs with four plants in North America recently entered into an agreement with a thermal equipment supplier based in St. Louis, Missouri, for the supply of several furnaces in support of the company’s greenfield expansion in Wisconsin Rapids, Wisconsin.
Robert Roscetti, Vice-President of Corporate Development, Matalco Inc. / Photo credit: Light Metal Age
Matalco Inc., which has facilities in Canton, Ohio; Lordstown, Ohio; Bluffton, Indiana; and Brampton, Ontario, ordered from Gillespie & Powers Inc. one 115,000 lb tilting melting furnace, one 115,000 lb tilting holding furnace, three 120,000 lb batch homogenizing ovens, and two 120,000 lb. batch coolers with charging car, and related equipment.
“We are excited about our new partnership with Gillespie & Powers Inc. for the complete furnace equipment installation and commissioning for our new Wisconsin Rapids plant,” said Robert Roscetti, Vice-President of Corporate Development, Matalco Inc. “It represents a major step forward in the construction of Matalco’s new facility, which is on schedule for first production in 2020.”
Main image credit/caption: Light Metal Age / The furnace pictured is a tilting melter in the up position of the type that will be delivered to Matalco Wisconsin.
A leading global aluminum rolling company recently announced it has developed the first aluminum sheet battery enclosure for the rapidly growing electric vehicle and battery sectors.
Pierre Labat, Vice President, Global Automotive, Novelis Inc.
Novelis, Inc., introduced the enclosure which is built with Novelis Advanz™ aluminum products and is up to 50 percent lighter than an equivalent steel design, providing a more sustainable mobility solution in battery electric vehicles. As a result, it matches the best energy density in the industry by enabling more than 160 watt-hours per kilogram, an extremely efficient design for OEMs and Tier 1 battery pack manufacturers. It also can accommodate all battery cell types and is designed particularly for battery electric vehicles with larger power packs such as pick-up trucks, sport utility vehicles, and crossovers.
By utilizing Novelis’ highly-formable alloys, the battery enclosure provides automakers the ability to achieve deep drawn, complex shapes tailored to specific vehicle design requirements. The lightweight, high-strength material can help extend range, allowing vehicles to go 6-10 percent further on a single charge.
“This is the first project resulting from Novelis’ recently launched Customer Solution Center network, which brings research and technical platforms, operations and commercial development together to increase collaboration and innovation with our partners,” said Pierre Labat, Vice President, Global Automotive, Novelis Inc. “With our investment in design, joining and crash management capabilities, we were able to create a stronger, more efficient, and more cost-effective enclosure that can be fully customized to meet our customers’ needs.”
A major U.S. steel producer recently commissioned an international engineering group with the expansion of its steel plant in Osceola, Arkansas, including the supply of electric arc furnaces and other furnace lines, increasing the plant’s annual output to about 3 million tons of steel.
David Stickler, CEO, Big River Steel
Since commissioning of the new mill in 2017, Big River Steel has been producing high-quality steels, including tube grade sheet for pipeline construction, silicon steels for a wide variety of energy and electric motor applications, and advanced high-strength steels for the U.S. automotive industry.
SMS group will supply BRS with mechanical equipment, electrical and automation systems, and digitalization. After completion of the next expansion, the steel plant will have two electric arc furnaces and two twin-ladle furnaces. Installation of an additional gas cleaning system will ensure compliance with strict environmental legislation. A second strand, a second tunnel furnace, and a further downcoiler will be added to the CSP® plant. Big River Steel’s CSP® plant produces up to 1,930 millimeters wide coils, making it one of the widest CSP® plants in the world. Also as part of this project, the continuous galvanizing line (CGL) will receive an additional coiler.
Also in the second construction stage, Big River Steel will see the installation of the PQA® (Product Quality Analyzer) system developed by SMS group company MET/Con as a central module of the process automation system.
Burkhard Dahmen, Chairman of the Managing Board of SMS group
“I have purchased several technologically advanced steel production facilities from SMS over the past twenty years and I am fully confident that SMS group will again deliver a high-quality mill that sets the standard in terms of product capability, energy efficiency and environmental sustainability,” said David Stickler, CEO of Big River Steel.
“Working closely with the management and staff of Big River Steel, we have succeeded in digitalizing a highly complex steel plant in a way that meets the targets of stable and resource-saving production,” said Burkhard Dahmen, Chairman of the Managing Board of SMS group. “We are very pleased about Big River Steel’s decision to also award us the order for the next expansion stage of the steel plant and to continue on the proven successful way with SMS group as their partner.”
Dr. Steve Offley (“Dr. O”), Product Marketing Manager PhoenixTM
This is the final installment in a 4-part series by Dr. Steve Offley (“Dr. O”) on the technical challenges of monitoring low-pressure carburizing (LPC) furnaces. The previous articles explained the LPC process and explored general monitoring needs and challenges (part 1), the use of data loggers in thru-process temperature monitoring (part 2), and the thermal design challenge (part 3). In this segment, Dr. O discusses AMS2750E and CQI-9 Temperature Uniformity Surveys. You can find Part 1 here,Part 2 here, and Part 3 here.
A significant challenge for many heat treaters is the need to provide products certified to either AMS27150 (aerospace) or CQI-9 (automotive). To achieve this accreditation, furnace Temperature Uniformity Surveys (TUS) must be performed at regular intervals to prove that the furnace set-point temperatures are both accurate and stable over the working volume of the furnace. Historically, the furnace survey has been performed with great difficulty trailing thermocouples into the heat zone. Although it’s possible in a batch process when considering a semi-batch or continuous process, this is a significant technical challenge with considerable compromises as summarized below.
Trailing Thermocouple TUS Process Steps
Figure 1. Typical TUS thermocouple. Positions — 9 point survey. Furnace void corners and center
TUS is often carried out using long or ‘trailing’ thermocouples that exit through the furnace door.
Furnace often needs to be cooled, then de-gassed so TUS frame can be set up in the furnace.
Thermocouples are then led out through the furnace door and connected to a data logger or chart recorder.
The furnace is then heated to surveying temperatures.
The survey is then carried out, after which furnace is cooled, and thermocouples are removed.
Disadvantages of Traditional TUS Process
Lots of furnace downtime may be involved (can be up to 24 hours).
Thermocouples have to exit the furnace door.
This may involve “wedging” the door up, or “grooving” out the hearth to get thermocouples out.
Or thermocouples may get caught in the furnace door.
A significant amount of the technician’s time is taken up preparing report.
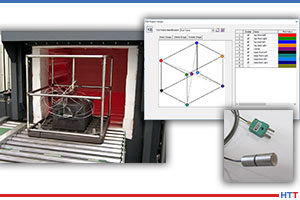
Applying the “Thru-Process” approach to TUS, the measurement system is transferred into the furnace with the survey frame allowing the setup process to be done quickly, safely, and repeatable. (See Figure 2)
Figure 2. PhoenixTM System loaded into a furnace as part of a TUS frame. Thermocouples pre-fitted to the 8 vertices of the cube frame and center. Furnace ambient temperature recorded either with a virgin exposed junction thermocouple (typical MI) or with heat sink damper fitted.
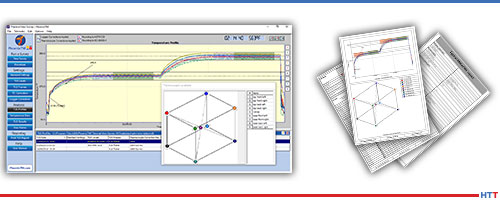
Operating the system with RF telemetry, TUS data is transferred directly from the furnace back to the monitoring PC where at each survey level temperature stabilization and temperature overshoot can be monitored live with TC and logger correction factors applied. The Thermal View Software is developed to ensure that the final TUS report complies fully to the AMS2750E/CQI-9 standards.
Figure 3. PhoenixTM Thermal View Survey Software showing a TUS profile at three set survey temperatures. The probe map shows exactly where each probe is located and easy trace identification. Detailed TUS report generated with efficiency.
Features incorporated into the Thermal View Software to provide full TUS capability include the following:
TUS Level Library – Set-up TUS level templates for quick efficient survey level specification (Survey Temp °F, Tolerance °F, Stabilization, and Survey Times)
TUS Frames Library – Show clearly exact TUS frame construction and probe location using Frame Library Templates – Frame Center and 8 Vertices.
Logger Correction File – Create a logger correction file to compensate TUS readings automatically from the logger’s internal calibration file.
Thermocouple Correction File – Create the thermocouple correction file and use to compensate TUS readings directly.
TUS Result Table & Graph View – For each TUS temperature level, see from the graph or TUS table instantaneously full survey results.
Furnace Class Reporting – Report the specified furnace class at each temperature level.
Overview
The PhoenixTM Temperature Profiling System provides a versatile solution for both performing product temperature profiling and furnace TUS in industrial heat treatment. It is designed specifically for the technical challenges of low-pressure carburizing (LPC) whether implementing either high-pressure gas quench or oil quench methodology, providing the means to Understand, Control, Optimize and Certify the LPC Furnace and guarantee product quality and process operation efficiency and certification.
A manufacturer of aluminum profiles and complex extrusion press products recently purchased a nitrocarburizing system for its new state-of-the-art manufacturing facility in northwestern Romania.
Quebec-based Nitrex delivered and installed the turnkey NX-815 nitrocarburizing system for Swiss corporation Alu Menziken Extrusion AG, incorporating the Nitreg®-C technology for treating aluminum extrusion dies at the greenfield site which produces a range of profile products for aerospace and automotive companies. The process technology adapts to the application requirements to deliver improved performance of extrusion dies.
“With a focus on the environment, Alu Menziken also sought to introduce eco-friendly technologies for all equipment at its greenfield facility. Not only is there a benefit of reduced process gas use with the Nitrex system, the integral high-efficiency neutralizer also helps comply with environmental regulations,” said Marcin Stoklosa, Nitrex European Project Manager.