Global mining and metals specialist Rio Tinto is taking orders for its new aluminum wheel alloy known as Revolution-Al™. Researchers at its Arvida Research and Development Centre in Quebec, Canada, have spent more than five years developing a stronger car wheel alloy that would help cut fuel consumption and improve both safety and handling. The London-based firm says it received its first order for the new Revolution-Al™ alloy in September 2019 and that it designed the alloy to be easy to recycle.
Jerome Fourmann, Technical Director, Rio Tinto
“We wanted to offer automakers a new, innovative alloy that allowed them, through styling and design, to reduce the weight of the wheels, which is very important to improving fuel efficiency – because, in the end, people want to drive not just the safest but also the greenest and most innovative cars,” states Jerome Fourmann, a technical director at Rio Tinto.
According to Rio Tinto, Revolution-Al™ is 15 to 20 percent stronger than the current predominant wheel alloy, A356.2. They claim this translates to a 7 percent weight reduction and improved fuel efficiency or battery range. Additionally, Rio Tinto claims, Revolution-Al™ can be cast in existing facilities and requires less time to produce a wheel, thereby reducing the cost and increasing the rate of production.
The improved alloy features numerous claims; for instance, it is said to be 15 to 20% stronger than the traditional A356.2 alloy, has a seamless transition with existing casting processes, and requires a 2-hour shorter ageing cycle for heat treatment than the A356.2 alloy.
Jean-Francois Laplante, Industrial Product and Investment Director, Rio Tinto
It is worth noting that industrial trials of the new alloy, along with an official OEM test program, featured an optimized automotive wheel design, and Revolution-Al™ passed all OEM trials. What’s more, the alloy can be recycled onto itself, eliminating the need for selling the scrap at a discount.
“The current wheel alloy has been around for a long time and now we’re coming to the market with a new way of doing things,” says Rio Tinto Industrial Product and Investment Director Jean-Francois Laplante. “We were super excited when we saw the result.”
Multi-material design aiming at application-optimized technical components has been gaining importance over the last several years. In this context, combining steel and aluminum offers an effective solution for implementation of lightweight concepts due to its high strength-to-weight ratio. Due to the dissimilar material properties of steel and aluminum, the process design for bi-metal forming is very challenging and requires a process-specific heating strategy, the development of which is the focus of this paper, originally presented at IFHTSE TPIM 18 in Spartanburg, South Carolina. The current study involves the potential for creating bi-metal bearing bushings consisting of steel 20MnCr5 and aluminum AA-6082 by closed-die forging.
This article by Bernd-Arno Behrens, Robert Goldstein, and Anna Chugreeva originally appeared in Heat Treat Today’sJune 2019 Automotive Print Issue.
Introduction
The world-wide competition in the transportation industry has awakened in manufacturers a growing interest in developing cost-effective and environment-friendly technologies reducing fuel consumption. This trend results in increasing demands on technical components and requires production of high-performance components with advanced functionality and weight reduction. Conventional materials cannot satisfy all these requirements due to material-specific limitations.
Multi-material designs afford the opportunity to place the appropriate material at the appropriate location with regard to individual operational conditions. When combining the benefits of different materials in a single component, it is possible to create application-optimized parts with a significant weight reduction while maintaining high durability and performance.
In this context, combinations of dissimilar materials, such as steel and aluminum, are becoming increasingly important for research and development. However, the forming of steel-aluminum components is rather challenging due to the various thermo-physical properties of each material. Most challenging is the fact that the forming temperature of steel significantly exceeds the melting point of aluminum. In order to achieve correct material flow and complete die filling, specific heating strategies are necessary to create the appropriate temperature gradients between different regions in the component.
The current study introduces a method to produce bi-metal bearing bushings by closed-die forging. The overarching goal was to examine the feasibility of this approach for bi-metal forming and to establish the effect of the thermomechanical processing during heating and forming on the bond quality. To study the process, bi-metal workpieces joined by shrink fitting were used. In order to define the temperature distribution appropriated for the subsequent forming, the induction heating process was investigated by modeling and experimentation. Besides the achieved temperature gradients used for the forging experiments, forged bearing bushings, and results regarding material flow, microstructure and the bonding zone are demonstrated. Additional considerations are given on how to further improve the process and achieve production capabilities.
State of the Art
At the industrial scale, multi-material machine components (i.e. brake discs, hydraulic cylinder rods, valves, shafts, etc.) are commonly fabricated by joining two individual components that are already given their near-final or final form. An alternative solution is represented by the bulk metal forming of multi-material components, where forming and joining can be combined within a single-process step.
In recent years, joining by plastic forming was studied in several research works. Plancak et al. performed analytical and experimental compression tests on co-axial bi-metallic workpieces consisting of two different steel materials (C15E/C45E) in order to investigate load characteristics during the forming depending on different upset ratios [1]. Sun et al. investigated the metallurgical bonding process of bimetallic hot deformation and influence of process parameter on the diffusion behavior of different elements [2]. The compression tests were conducted under isothermal conditions using a serially arranged combination of a carbon steel Q235 and a stainless steel 316L.
The study showed that element diffusion distance in the interface zone increases with effective strain, temperature, and time during both forming and holding stages to different degrees. Behrens et al. studied compound forming of bi-material shafts by indirect impact extrusion of different steel combinations such as a structural steel S355J and a heat-treatable steel 42MoCr4 [3]. Tensile tests of bi-material specimens showed that a failure is located outside of the joining zone, which indicates a good bonding quality between materials after forming. The results were transferred to the precision forging of bi-metal spur gears with different diameters of core material and various thickness of wear-resistant ring materials.
Politis, et al. presented compound forging of gears made of dissimilar material combinations utilizing steel or copper on the outer diameter and aluminum, copper, or lead for the inner core [4, 5]. Äyer used a numerical and experimental approach for upsetting bi-metallic hollow cylinders made of copper and aluminum in order to investigate the material flow behavior during the forming [6]. A similar research work was carried out by Misirli et al. on bi-metal workpieces consisting of a steel outer ring (AISI 102) and brass or copper inner cylinder [7]. Kong et al. investigated manufacturing steel-aluminum compounds (AISI 316L/6063) by forge welding with various process parameters including temperature, amount of diameter, and forging speed. It was established that the forming temperature has the most decisive influence on the resulting quality and the tensile strength of the joint [8].
Wohletz and Groche elaborated a joining process by combined forward and cup extrusion and compared the joining of steel C15 and aluminum AW 6082 T6 at ambient and elevated temperatures [9]. It could be stated that while elevated forming temperatures have a positive impact on the final bonding quality, it is negatively affected by the emerging oxide scale that grows with increasing temperature. Kosch and Behrens investigated the compound forging of hybrid workpieces in the context of non-uniform temperature distribution between steel and aluminum raw parts and its influence on the emerging intermetallic phases [10]. Chavdar, Goldstein et al. used tailored heating strategies for hot forging and hot hydroforging of aluminum workpieces fully encapsulated within a steel shell, where the aluminum core was formed in a semi-solid or completely molten state [11, 12].
Initial and Final Geometries
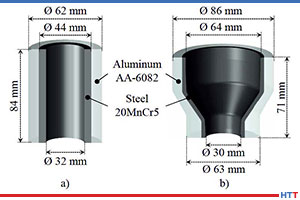
Figure 1: Design of steel-aluminum workpiece (a) and bearing bushing (b)
The current study deals with manufacturing of a bearing bushing consisting of steel 20MnCr5 on the internal diameter and aluminum AA-6082 on the external diameter. The inner rolling surface is exposed to high stresses due to bearing balls and requires an application of high performance and wear resistant material such as steel. Removed from the high-stressed regions, lightweight materials with high toughness, ductility, and breaking resistance such as aluminum can be used for reducing the total weight of the part. The coaxially arranged bi-metal workpieces were designed in accordance with the stress conditions operating in the final parts. In this study, two concentric cylinders were joined together by shrink fitting and subsequently formed to the final geometry. The models of investigated bi-metal workpieces and bearing bushings are presented in Fig. 1.
Induction Heating Strategy
In order to achieve sufficient formability, the bi-metal workpieces have to be heated up to material-specific forming temperatures. For this purpose, a tailored heating strategy with radially inhomogeneous temperature distribution is required. For forming without cracks or other material defects, the warm or hot working temperature range (greater than 1292°F [700°C]) should be obtained in steel. At the same time, the aluminum temperature is limited to the melting onset (solidus temperature) at approximately 1076°F (580°C). Reaching required temperature gradient within the bi-material workpieces is possible using induction heating.
Induction heating is a volumetric heating method where power is controllable along the surface and in the depth of the workpiece. With the appropriate coil design and proper selection of frequency, it is possible to deposit electrical energy into the steel component with almost no direct inductive heating of the aluminum component. Using induction heating, the heating process can be tailored to achieve different temperature gradients in the composite structure to optimize the forming process [13].
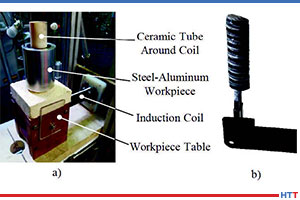
Figure 2: Induction heating concept for hollow bi-metal cylinders (a) and induction coil with magnetic flux controller (b)
According to the geometry shown in Figure 1, an induction heating concept with a water-cooled inner induction coil and magnetic flux controller was designed (Fig. 2). With this construction, the eddy currents are primarily induced in the inner periphery of the workpiece, which leads to a more pronounced heating of the inner steel ring compared with the aluminum. The heating of the aluminum outer ring is due to conductive heat transfer from steel to aluminum.
For experimental heating tests, a middle-frequency generator Huettinger TruHeat MF 3040 with a frequency range between 5 and 30 kHz and a maximum output power of 40 kW was used. The induction coil was connected to the capacitor box with total capacity of 47.1 μF included in an oscillating circuit.
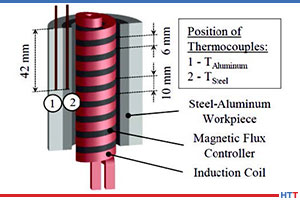
Figure 3: Position of measurement points during the heating tests
The heating process was controlled with set value presetting via percentage of the maximum voltage (300 V). For achieving the largest possible temperature difference between steel and aluminum in a short time, all tests were carried out at 100% voltage with various heating times. The maximal operating frequency was approximately 16.5 kHz. During the heating tests, time-temperature curves were recorded for the reference points in the middle of steel and aluminum rings, which are shown schematically in Fig. 3. For the measurements, mineral insulated NiCr-Ni thermocouples (Type K) with an Ø 1.5 mm stainless steel sheath were used.
In order to complement the experimental temperature values and to predict radial temperature distribution after the heating and transportation time, the induction heating process was modeled using the electromagnetic and thermal analysis software ELTATM. The main challenge of bi-metal heating modeling is to identify the thermal contact properties between steel and aluminum, which have a significant effect on the resulting temperature gradients. For this reason, the simulated thermal behavior should be matched to the experimental data [11, 12].
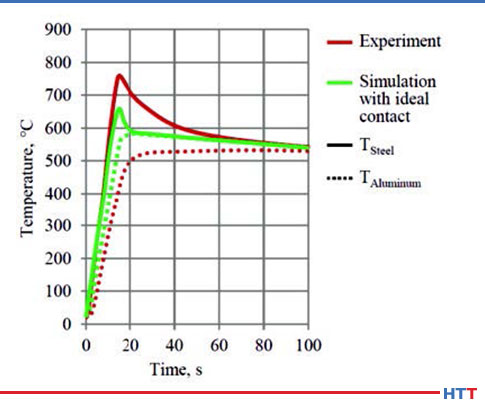
Figure 4: Time-temperature curves obtained by experimental test and simulation with ideal thermal contact between steel and aluminum (heating time 14 s)
In Fig. 4, the experimental temperature curves for the heating time of 14 s are compared with simulated results under ideal thermal contact condition between steel and aluminum. In both cases, the curves equalize at the same temperature, which means that the heating was performed based on the same total energy input. More efficient contact provides for faster equalization of temperatures, which can be explained by higher heat conduction from steel to aluminum. Under real-life conditions, the connection in bi-metal workpieces without metallurgical bonding is not perfect. This results in significantly less heat transfer and slower heating of the aluminum ring. Therefore, the temperature equalization takes a longer time in workpieces produced by shrink fitting. In this case, a higher temperature gradient between steel and aluminum is favorable for the subsequent forming process.
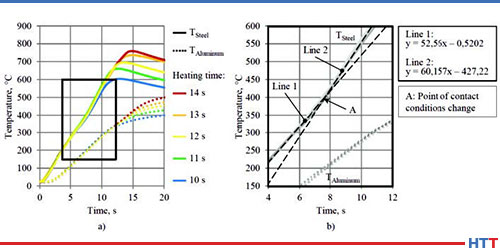
It should be taken into account that the contact characteristics between steel and aluminum are not constant over the heating time. Due to different thermal expansion of steel and aluminum, the gap between the materials grows with increasing temperatures. This behavior can be proven by experimental investigations. Fig. 5a shows the temperature curves with various heating time (from 10 up to 14 s). The resulting absolute temperatures and temperature gradients between steel and aluminum are different, but the initial heating process is reproducible for all of the tests.
Figure 5: Time-temperature curves with various heating time from experimental measurements (a) and magnified view of the interface with changing thermal behavior of steel (b)
In Fig. 5b, it can be seen that the temperature curves for steel have a slight bend at the same point, when the steel temperature (approximately 752°F [400°C]) is about two times higher than the aluminum temperature (approximately 392°F [200°C]). Higher heating rates of steel after this point can be explained by lower thermal conduction from steel to aluminum due to increasing gap size between steel and aluminum parts. This effect should be considered by modeling of the heating process.
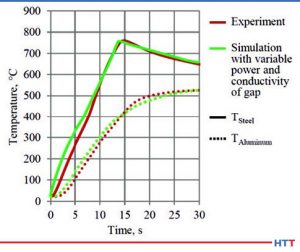
In order to reproduce this phenomenon in heating simulation, a thin layer with temperature dependent conduction properties was integrated in bi-metal workpieces between steel and aluminum [11, 12]. The temperature curves received with the validated model are shown in Fig. 6. They agree with the experimentally measured temperatures. The slight deviation at the beginning and the end of the heating process can be explained by thermal lag of the thermocouples because of relatively greater diameter of their steel sheath.
Forging Process
Figure 6: Time-temperature curves obtained by experimental test and simulation with variable power and conductivity gap (heating time 14 s)
Forging processes represent a promising method for forming bi-metals due to several benefits, such as outstanding material properties, uninterrupted grain flow, and homogeneous structure. Moreover, forging at elevated temperatures enables reaching high strains and forming complex geometries in a single stroke. Additionally, thermal and mechanical influence during the forging can lead to improving local mechanical properties and the quality of the resulting joining zone.
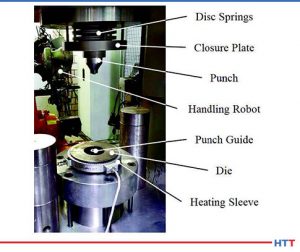
For manufacturing bearing bushings from bi-metal hollow workpieces, a single-step forging process was designed. The forming is performed in a closed-die forging system, which is presented in Fig. 7. Within the forging stage, the material is formed by two active tool components—a punch and a closure plate. While the upper punch gives the inner shape of the bushing, the closure plate attached to the moving frame by a set of disc springs ensures the final height of the forgings. At the end of the forming process, the forged bushing is automatically detached from the upper punch with the force stored in the disk spring stacks. A hollow ejector system then removes the final bearing bushings from the forging die.
Figure 7: Forming tool system for closed-die forging of bearing bushings
Before the forming process, the warm workpieces are automatically transferred from the induction heating unit to the forming tool by means of a programmable robot arm to ensure high reproducibility and to limit heat exchange during transportation. The transportation time was limited to 6 s for all of the forging tests. After the forging, the final parts are cooled down by air.
Results and Discussion Temperature Distribution
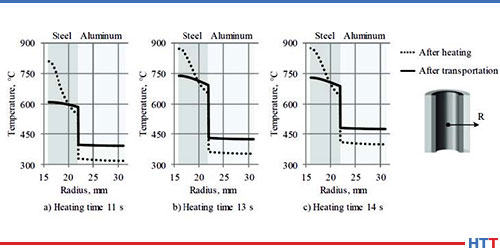
Figure 8: Radial temperature distribution in steel-aluminum workpieces after heating and transportation time
The maximum heating time during the experimental investigations was limited to 14 s. With increasing heating time, the temperature of steel and aluminum equalizes above the solidus temperature, which leads to the partial melting of aluminum. Fig. 8 represents the temperature evolution for three heating strategies (a, b, and c) with various heating times. The diagrams show the radial temperature distribution directly after heating and transportation time. The temperature profiles after the transportation corresponding with the forming temperature are of great importance for the following forming process. In strategy a (Fig. 8, left), the steel shows the lowest temperature and thus will have reduced formability compared with other heating strategies. At the same time, the heating strategy b (Fig. 8, middle) leads to the largest temperature gradient between the steel and aluminum and thus is the most suitable for subsequent forging. The final temperature of steel is between 1292-1382°F (700-750°C) and the temperature of aluminum is about 806°F (430°C). With heating strategy c (Fig. 8, right), similar steel temperature has been achieved, although the entire heating phase was longer in this case. With this strategy, the aluminum is heated to a higher temperature of approximately 896°F (480°C) after transportation due to its high thermal conductivity, and thus a lower temperature gradient compared with strategy b can be achieved.
Forged Bearing Bushings
Based on conducted investigations, heating strategy b with heating time of 13s and transportation time of 6s has been primarily used for the subsequent forming tests. The bearing bushing forged using the selected heating strategy is presented in Fig. 9.
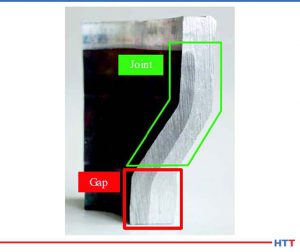
Figure 9: Material distribution in bi-metal bearing bushings after forging
Due to the lower flow stress, aluminum flows over the steel and forms an undercut in the upper part of the bearing bushing. The steel in the upper part undergoes a high radial expansion leading to a wall thickness reduction from 6 to 5 mm. In contrast to this, the wall thickness of the steel part is increased up to 7 mm in the bottom area, possibly due to axial up-setting. As observed in Fig. 9, the bearing bushing exhibits a sufficient macroscopic form fit between the steel and aluminum part. For detailed characterization of bonding quality, the specimens extracted from the forged bearing bushings were metallographically investigated. The metallographic cuts with resulting joining zone are presented in Fig. 10.
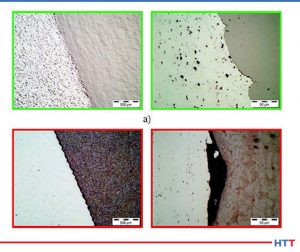
In general, two zones with different bond quality can be indicated as shown in Fig. 9 (green, red). In the upper area, a form- and force-closed joint has been achieved (Fig. 10a, left). In addition, a wavy topography from the finishing process can be observed in a higher magnification (Fig. 10a, right). In the bottom area, an undesired separation was detected (Fig. 10b, left). Due to the similar topography of both materials in some areas of the interface zone, it can be assumed that the separation is partially caused by shrinkage during the cooling process. A maximal gap size of approximately 40 μm was measured (Fig. 10, right).
Figure 10: Cross-sectional micrographs of bi-metal parts after forging from upper (a) and bottom (b) component areas
Conclusions and Outlook
The presented work focuses on the issues occurring during the forming of bi-metal components. In this case, employed heating strategy becomes a key tool to control temperature distributions in the component, which are critical in efforts to achieve appropriate material flow during the forming process. In this context, a process for production of steel-aluminum bearing bushing, including the FE-aided development of a reliable inductive heating strategy, has been designed. The feasibility of the developed methods has been successfully validated with an experimental forging study. Metallurgical evaluations were conducted on the formed bi-metal components.
The metallurgical studies showed good bonding was achieved with both the form- and force-closed joint in the areas with high deformation. In the bottom area of the bearing bushing, where the material is less deformed, the resulting bond quality was poor. Thus, the forming process (e.g. punch geometry) or the heating strategy (higher temperature gradients by changing the input power) needs to be improved to ensure sufficient bonding over the entire joint zone.
Metallurgically bonded bi-metal blanks produced by coaxial lateral extrusion will be employed in further investigations. Thus, the materials will be joined prior to forming, which should have a further positive impact on the resulting joint quality. However, due to improved contact between the workpieces, higher power from the induction heating power supply would be beneficial in achieving the desired temperature gradients.
Acknowledgements
The results presented in this paper were obtained within the Collaborative Research Centre 1153 “Process chain to produce hybrid high-performance components by Tailored Forming” in subproject B2. The authors would like to thank the German Research Foundation (DFG) for the financial and organizational support of this project.
About the Authors
Bernd-Arno Behrens is the Director of the Institute of Forming Technology and Machines (IFUM), Leibniz Universitat Hannover, Germany. Robert Goldstein is the Director of Engineering with Fluxtrol, Inc. Anna Chugreeva is a Research Associate with the Institute of Forming Technology and Machines (IFUM), Leibniz Universitat Hannover, Germany. This article originally appeared in Heat TreatToday’sJune 2019 Automotive Print Issue and is published here with the authors’ permission.
References
[1] Plancak, M., et al., “Compression of bimetallic components-analytical and experimental investigation,” Annals of the Faculty of Engineering Hunedoara, Vol. 10, No. 2 (2012), pp. 157-160.
[2] Sun C. Y. et al., “Element diffusion model of bimetallic hot deformation in metallurgical bonding process,” Materials & Design, Vol. 94 (2016), pp. 433-443.
[3] Behrens, B.-A., et al., “Investigation of load adapted gears and shafts manufactured by compound-forging,” Journal of Advanced Manufacturing Systems, Vol. 7, No. 1 (2008), pp. 175-182.
[4] Politis, D. J., et al., “An investigation into the forging of Bi-metal gears,” Journal of Materials Processing Technology, Vol. 214, No. 11 (2014), pp. 2248-2260.
[5] Politis, D. J., et al., “Investigation of material flow in forging bi-metal components,” Proceedings of the 14th International Conference on Metal Forming, January 2012, pp. 231-234.
[6] Ayer, Ö., “Material flow analysis of bimetallic hollow disc upsetting,” 6th International Conference on Trends in Agricultural Engineering, September 2016, Prague, pp. 38-43.
[7] Misirli, C., et al., “Experimental and fem study of open die forging for bimetallic cylindrical parts produced using different materials,” International Journal of Modern Manufacturing Technologies, Vol. 8, No. 1 (2016), pp. 69-74.
[8] Kong, T. F., et al., “Experimental Study of Effects of Process Parameters in Forge-Welding Bimetallic Materials: AISI 316L Stainless Steel and 6063 Aluminium Alloy,” Strain, Vol. 45, No. 4 (2009), pp. 373-379.
[9] Wohletz, S. and Groche, P., “Temperature Influence on Bond Formation in Multi-material Joining by Forging,” Procedia Engineering, Vol. 81 (2014), pp. 2000-2005.[10]Kosch, K.-G. and Behrens, B.-A., “Challenges in Compound Forging of Steel-Aluminum Parts,” EPD Congress 2011, John Wiley & Sons, Inc., pp. 169-176.[11]Chavdar, B., Goldstein, R., et al., “Hot Hydroforging for Lightweighting,” IDE 2015; Bremen, Germany; Sep. 23-25, Vol. 5, pp. 117-128.
[12] Goldstein, R., et al., “Modeling of the Heating Sequences of Lightweight Steel/Aluminum Bimaterial Billets for Hot Forging and Hot Hydroforging,” 23rd IFHTSE Congress, pp. 18-22.
[13] Abrikosov, A. A., Fundamentals of the Theory of Metals, Vol.1, North-Holland (Amsterdam, 1988).
A global steel tube manufacturer is expanding operations with a new facility in Birmingham, Alabama.
Samuel Associated Tube Group, a division of Samuel, Son & Co.(USA) Inc., has announced plans to invest approximately $29 million and create additional new jobs by building a new manufacturing facility in Jefferson County, Alabama. The new facility will be used for the production of new business, the consolidation of other existing facilities, and provide capacity for future growth.
“We are very excited about expanding into our new facility,” said Vice President and General Manager Kristen Hudak. “We’ve been growing steadily over the past several years, and due to our growth have been looking for the right location to expand our business operations. This new location and facility will give us the opportunity to serve and meet the needs of our growing customer base.”
Samuel Associated Tube Group is a manufacturer of small diameter, electric-resistance-welded and fabricated carbon steel tubing that converts carbon steel coil into mechanical or structural tubing. The growing customer base includes power transmission and automotive markets as well as servicing many other industries across the US.
The new facility is expected to be fully operational before December 31, 2020.
An automotive partner based in the Czech Republic has entered an agreement with a nitriding company based in Montreal, Canada, for a new nitriding system to enhance the durability of stainless steel.
The high performance metals division of Voestalpine AG has entered an agreement with Nitrex Metal, a company that focuses on nitriding/nitrocarburizing technologies, to bring new innovations in stainless steel hardening technologies to the Czech Republic.
“The agreement builds on a strong partnership and confirms the market potential of hardening technologies for stainless steels,” said Marcin Stoklosa, special projects manager of Nitrex Metal.
“We are excited about bringing these innovative heat-treat processes to the Czech Republic market. . . . Nitrex’s proven technologies offer numerous benefits to our industrial customers looking to maximize the life span and quality of their engineered parts and components,” said Zbyněk Drda, Voestalpine Heat Treatment Manager.
Capable of treating 304, 316 and 412 grade stainless steels, the new system with integral process technologies Nitreg®-S and Nano-S™ optimizes the mechanical performance and economic return by making these steels extremely wear and corrosion resistant and capable of achieving a longer useful life. Post cleaning of treated parts and added production steps such as machining are eliminated.
Nippon Light Metal North America Inc. and ITOCHU Metals Corporation have launched a joint venture to construct an aluminum forging plant in Adairsville, Georgia, for the manufacturing of aluminum automotive parts.
The two Japanese metals companies began construction on this new facility in an effort to meet the demand for lighter-weight vehicles.
An excerpt:
“As tighter environment[al] regulations are implemented around the world and the need for lighter-weight vehicles grows, it is expected that demand for aluminum products will also expand further in North America. In establishing a new facility in North America, Nippon Light Metal is aiming to strengthen its global supply structure by drawing on ITOCHU Metals’ business experience and network.”
AK Steel, a leading producer of flat-rolled carbon, stainless, and electrical steel products was recently acquired by Cleveland-Cliffs Inc., an iron ore company, with a definitive merger agreement to position the new company to create a vertically integrated producer of value-added iron ore and steel products.
Lourenco Goncalves, chairman of the board, president, and CEO of Cleveland-Cliffs
Under the terms of the merger, Cleveland-Cliffs will acquire all of AK Steel’s common stock, and expand their capabilities across the entire manufacturing process, from mining to pelletizing to the development and production of finished high-value steel products, including next-generation advanced high strength steels for automotive and other industries.
“By combining the best-in-class quality of AK Steel’s assets and its enviable product mix with Cliffs’ debt profile and proven management team, we are creating a premier North American company, self-sufficient in iron ore pellets and geared toward high value-added steel products,” said Lourenco Goncalves, chairman of the board, president, and CEO of Cleveland-Cliffs, who will lead the expanded organization. He added that the new company “is well-positioned to serve both the blast furnace and electric arc furnace segments.”
Roger K. Newport, CEO of AK Steel
“The combination of Cliffs’ iron ore pellet capabilities and our innovative, high-quality steel product development and production is strategically compelling,” said Roger K. Newport, CEO of AK Steel. “Together, we expect to be able to take advantage of growth opportunities faster and more fully than either company could on its own. With AK Steel’s 120-year heritage, which began in Ohio, and expertise in steelmaking, AK Steel and Cliffs make an excellent combination, which we expect will facilitate a smooth integration process.”
Carpenter Technology Corporation, a leader in high-performance specialty alloy-based materials and process solutions, recently announced the grand opening of its Emerging Technology Center (ETC) in Athens, Alabama, with capabilities for vacuum heat treating for multiple applications, including aerospace, automotive, energy, medical, defense, and other industries.
Carpenter Technology CEO Tony Thene
With a new, state-of-the-art quick cooling hot isostatic press (HIP) and vacuum heat treating system, Carpenter Technology’s 500,000-square-foot additive manufacturing (AM) facility provides the capability to atomize a range of specialty alloys into metal powder and manufacture the powder into finished parts using AM technology (3D metal printing).
"Our Emerging Technology Center is a critical component of Carpenter Technology’s future growth and development, and is aligned with our business strategy of evolving to an end-to-end solutions provider and influential leader in the AM area," said Carpenter Technology CEO Tony Thene. "We will also use it as a base to launch future investments as we expand our soft magnetics technology platform, scale up additional powder operations, and demonstrate a number of next-generation materials we have under development today."
The ETC investment complements Carpenter Technology’s 500,000-square-foot Alabama manufacturing facility, which began operations in 2014, and produces high-end specialty alloy products, primarily for the aerospace and energy markets.
"We have chosen to continue to invest in North Alabama because it offers three important advantages—a high-quality, tech-oriented workforce, a clear connection with the aerospace industry and a close working partnership with state and local government officials," said Thene.
"I have been looking forward to the opening of Carpenter Technology’s Emerging Technology Center since we joined with company leaders to announce plans for the facility at the Farnborough International Airshow in 2018," said Alabama Governor Kay Ivey. "I’m proud to see this world-class R&D center call Alabama home as we continue to strengthen the partnership with our friends at Carpenter Technology.
It wasn’t long ago that auto industry watchers were casting votes for either steel or aluminum in what was to be a big competition in what metals would be used in automotive lightweighting.
Would it be the heavy-weight champion steel which was ramping up its development of high-strength, lower-weight steels? Or would the new contender on the block, aluminum, gather more adherents to lightweighting in the wake of Ford Motor Company choosing aluminum for its F-150 and Super Duty pickup bodies?
An excerpt:
“A consensus has emerged. The future for the industry is a mix of materials, a mix that will vary from vehicle to vehicle. It’s also likely to be a more complex future, with composite materials making inroads in the long run.”
Jay Baron, retired president of the Center for Automotive Research (CAR), Ann Arbor, Michigan
“You have to take into account all sorts of factors,” said Jay Baron, retired president of the Center for Automotive Research (CAR), Ann Arbor, Michigan. Vibration and stiffness figure into the equation, he said. And there’s cost. “It’s much more than weight and strength.”
Designing and building vehicles with a patchwork quilt approach to materials is how some brands are tackling the lightweighting challenge. Most are also exploring advanced technological processes such as a combination of 3D printing and artificial intelligence, friction welding technology, and rethinking other automotive systems, e.g., braking.
Main image credit / caption: Manufacturing Technology Inc. (MTI) / The MTI-built LF35-75 at Lightweight Innovations for Tomorrow is ideal for unique part geometries, near-net shapes and full-size part development for all industries, according to MTI.
A Pennsylvania company that provides aluminum fabrication, extrusion, and casting products across a variety of industries recently celebrated the completion of the expansion of its facility in Leetonia, Ohio, where new equipment was installed aimed at increasing the company’s capabilities.
Pennex Aluminum, which was also marking the 40th anniversary of Pennex being purchased by the Metal Exchange Corporation, specializes in aluminum extrusions and fabricated components for the automotive, construction, HVAC, landscaping, and off-road vehicle markets at the Leetonia facility.
A U.S. steel producer recently purchased key process equipment for the existing continuous galvanizing line (CGL) at its Columbus, Mississippi, plant.
Steel Dynamics Inc., based in Fort Wayne, Indiana, plans to modify its current CGL#1 to produce advanced high strength steels (AHSS) for the automotive industry.
ANDRITZ, an international technology group providing plants, systems, equipment, and services for various industries, will supply engineering and delivery of a new direct-fired furnace (DFF), new differential rapid jet cooling (DRJC), and after pot coolers (APC). The project will be implemented during the fourth quarter of 2020.
The ANDRITZ delivery also includes the supply of model-predictive advanced furnace control (AFC) for the complete furnace sections as well as automation and electrical equipment and supervision of erection and commissioning.