A global steel product company recently reported plans to expand its successful Delta, Ohio, steel plant.
BlueScope Steel, a leading manufacturer of coated and painted steel products in the US, reported their board’s approval to expand their North Star plant in Delta, Ohio, pending anticipated receipt of necessary air permits and local and state incentives.
BlueScope said they hope this expansion will increase domestic steelmaking capacity in the US by approximately 850,000 additional metric tonnes per annum.
Mark Vassella, managing director and CEO at BlueScope
“This project fits our strategy perfectly,” said Mark Vassella, managing director and CEO at BlueScope. “It offers long-term sustainable earnings growth from a high-quality asset. It is a significant tribute to the 400 employees at Delta who work hard to make it such a strong performing asset.”
Mr. Vassella also said this project has even more growth opportunities because its debottlenecking potential could increase steelmaking capacity by a further 500,000 metric tonnes per annum.
BlueScope estimates the cost of the project to be $700 million. They aim to commission the expansion in mid FY2022, with full “ramp up” approximately 18 months later.
A rendering of McLaughlin Furnace Group’s new facility in Avilla
A heat treating equipment manufacturer in Fort Wayne, Indiana, recently broke ground on an expansion that will nearly triple the size of its existing facility.
McLaughlin Furnace Group celebrated the groundbreaking at its new site in Avilla, Indiana, in a new industrial park north of Fort Wayne. The $3 million expansion, from 17,500 sq ft to 50,000 sq ft, will allow more space for the company to design and manufacture atmosphere and vacuum processing furnace products, including car-bottom furnaces, nitriding furnaces, temper furnaces, and endothermic gas generators.
A Columbus, Ohio-based global manufacturer of monolithic refractories and precast refractory shapes combined two of their recently acquired facilities into one larger location.
Allied Mineral Products purchased Riverside Refractories in 2017, which included two Alabama locations – Anniston and Pell City. Allied moved the Anniston operation to the now expanded Pell City facility in hopes of better serving their local customer base in the southeast region.
Parker Morris
Upon completion of the Pell City facility, a fountain was dedicated to the Morris family (operators of the former Riverside Refractories) for their service to the refractory industry, local community and their employees. A plaque was presented to Parker Morris, one of the family members who operated Riverside Refractories for decades.
Allied has three other US manufacturing operations: Columbus, Ohio; Brownsville, Texas; and Chehalis, Washington.
Titanium alloys have a high tensile strength because of density ratio, high corrosion resistance, and ability to withstand moderately high temperatures without creeping. Because of these features, titanium alloys are used for aircraft development. This article, from Outlook Biz, highlights the research done by IRT Saint Exupery in which they assessed the potential use of the Ti-6Al-4V ELI alloy in aerospace applications, specifically in relation to heat treatment and fatigue crack growth.
“Researchers from IRT Saint Exupery assessed the impact of microstructure on the fatigue crack growth resistance of αβ titanium alloys.“
This article continues the ongoing discussion on Equipment Selection for Induction Hardening by Dr. Valery Rudnev, FASM, IFHTSE Fellow. Six previous installments in Dr. Rudnev’s series on equipment selection addressed selected aspects of scan hardening and continuous/progressive hardening systems. This post is the second in a discussion on equipment selection for one of four popular induction hardening techniques focusing on single-shot hardening systems.
The first part on equipment selection for single-shot hardening is here; the third part is here. To see the earlier articles in the Induction Hardening series at Heat TreatToday as well as other news about Dr. Rudnev, click here.
Traditional Designs of Single-Shot Inductors
Figure 1 shows a typical shaft-like component (Figure 1,top-left) suitable for a single-shot hardening inductor, as well as a variety of traditionally designed single-shot inductors for surface hardening shaft-like workpieces. Sometimes, these inductors are also referred to as channel inductors.
A conventional single-shot inductor consists of two legs and two crossover segments, also known as bridges, “horseshoes,” or half-loops [1]. The induced eddy currents under the legs primarily flow along the length of the part (longitudinally/axially) with the exception of the regions of the workpiece located under the crossover segments where the flow of the eddy current is half circumferential. Unlike scanning inductors, traditional designs of single-shot inductors can be quite complicated.
Figure 1. A typical shaft-like component (top-left image) suitable for a single-shot hardening and a variety of traditionally designed single-shot inductors for surface hardening shaft-like workpieces (Courtesy of Inductoheat Inc., an Inductotherm Group company)
With a predominantly longitudinal eddy current flow, the heat uniformity in the diameter change areas of the stepped shafts is dramatically improved and the tendency of corners and shoulders to be overheated is reduced significantly compared to applying a single-turn or multi-turn solenoid coils commonly used in scan hardening and continuous/progressive hardening.
Because the copper of single-shot inductors does not completely encircle the entire region required to be heated, rotation must be used to create a sufficiently uniform austenitized surface layer along the workpiece perimeter. Upon quenching, a sufficiently uniform hardness case depth along the circumference of the part will be produced. For single-shot inductors, the rotation speed usually ranges from 120 to 500 rpm.
Different types of magnetic flux concentrators (also called flux intensifiers, flux controllers, flux diverters, magnetic shunts, etc.) complement the copper profiling of an inductor, helping to achieve the required hardness pattern. Flux concentrators may provide several considerable benefits when applied in single-shot inductors. This includes an increase of coil electrical efficiency, a noticeable reduction of coil current, and a significant reduction of the external magnetic field exposure.
As an example, Figure 2 shows a transverse cross-section of a single-shot inductor and a straight shaft. Computer-modeled electromagnetic field distribution of a bare inductor (Figure 2, left) compared to an inductor with a U-shaped flux concentrator (Figure 2, right) is shown. Note that the magnitude of magnetic field intensity on both images is different. The use of U-shaped magnetic flux concentrators in single-shot hardening applications typically results in a 16% to 27% coil current reduction compared to using a bare inductor while having a similar heating effect. A reduction of the external magnetic field exposure while applying flux concentrator is even more dramatic (Figure 2, right).
Figure 2. Computer-modeled EMF distribution in the transverse cross-section of a bare inductor (left) compared to an inductor with U-shaped flux concentrator (right). Note: the scale of magnetic field intensity on both images is different [1].Different applications may call for various materials used to fabricate magnetic flux concentrators including stacks of silicon-steel laminations, pure ferrites, and various proprietary multiphase composites. The selection of a particular material depends on a number of factors, including the following [1]:
applied frequency, power density, and duty cycle;
operating temperature and ability to be cooled;
geometries of workpiece and inductor;
machinability, formability, structural homogeneity, and integrity;
an ability to withstand an aggressive working environment resisting chemical attack by quenchants and corrosion;
brittleness, density, and ability to withstand occasional impact force;
ease of installation and removal, available space for installation, and so on.
It should be noted that, though in most single-shot hardening applications flux concentrators will improve efficiency, there are other cases where no improvement will be recorded, or efficiency may even drop. A detailed discussion regarding the subtleties of using magnetic flux concentrators is provided in [See References 1, 2.].
Sufficient rotation is critical when using any single-shot inductor design. As an example, Figure 3 shows the sketch of a single-shot induction hardening system.
Figure 3. Sketch of single-shot induction hardening of an axle shaft. Note: The right half of this induction system is computer-modeled in Fig. 4 [3].Taking advantage of symmetry, only the right side of such a system was modeled using finite-element analysis. Figure 4 shows the result of computer simulation of initial, interim, and final heating stages, taking into consideration the shaft rotation. Insufficient part rotation resulted in a non-uniform temperature distribution along the shaft perimeter (Figure 4, left). Proper shaft rotation results in a sufficiently uniform temperature pattern (Figure 4, right).
Figure 4. Results of numerical simulation of heating an axle shaft by using a single-shot inductor [3].There should be at least eight full rotations per heat cycle (preferably more than 12 rotations), depending on the size of the workpiece and the design specifics of the inductor, though, as always in life, there are some exceptions. Shorter heating times and narrower coil copper heating faces require faster rotation during the austenitization cycle.
An appropriate inductor design with a closely controlled and monitored rotation speed will produce a hardness pattern with minimum circumferential and longitudinal temperature deviations, which will result in sufficiently uniform hardness patterns (Figure 5, left four images). Failure to ensure proper rotation as well as the use of worn centers (lacking grabbing force resulting in slippage and excessive part wobbling) could lead to an unacceptable heat non-uniformity, severe local overheating, and even melting (Figure 5, right). Manufacturers of induction equipment such as Inductoheat have developed various proprietary tools, holders, fixtures, and monitoring devices to ensure proper rotation and high quality of single-shot hardened parts.
Figure 5. Inductor design with closely controlled rotation speed will produce a hardness pattern with minimum circumferential temperature deviations (left four images). Failure to ensure proper rotation speed as well as the use of worn centers (lacking grabbing force resulting in slippage) could lead to unacceptable heat non-uniformity and can even cause a localized melting (right image).
The next installment of this column, "Dr. Valery Rudnev on . . . ", will continue the discussion of design features of induction single-shot hardening systems.
A major independent North American steel manufacturer recently announced it will build a continuous ERW tube mill in Blytheville, Arkansas, to provide support for infrastructure applications such as oil & gas pipelines and bridges as well as structural support for buildings such as airports, stadiums, mega warehouses, and large distribution centers.
Barry Zekelman, executive chairman and CEO of Zekelman Industries
According to Zekelman Industries, this facility, built on property adjacent to its existing Atlas Tube mill, will be the world’s largest continuous ERW tube mill.
“We’re very excited to continue investing in a community we’ve proudly called home,” said Barry Zekelman, executive chairman and CEO of Zekelman Industries. “Having two mills within close proximity of each other will only increase our organization’s efficiency. We look forward to starting construction of this groundbreaking facility.”
The Blytheville mill, Atlas Tube’s sixth mill in North America and its fifth in the United States, will produce HSS and pipe piling to meet or exceed ASTM A500, ASTM A1085, CSA G40, and ASTM A252 standards. Startup of the new mill is scheduled for September 2021.
A Baker’s Dozen Quick Heat TreatNewsItems to Keep You Current
Heat TreatTodayoffers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry.
Personnel and Company Chatter
GE Additive has announced the opening of its Arcam EBM Center of Excellence in Gothenburg, Sweden. The new 15,000 square meter facility triples the floor space of Arcam EBM’s previous site in Mölndal with production, R&D, training facilities, and support functions all housed under one roof.
Northern Minerals Ltd., Australia, has signed a rare earths supply agreement with Germany’s Thyssenkrupp Materials Trading for 100% offtake from the Western Australia Browns Range pilot plant, which has already begun producing heavy rare earth carbonates. Under the terms of the agreement, Thyssenkrupp will purchase all heavy rare earth carbonates from the pilot plant and will serve as the exclusive sales partner of Northern Minerals. The two companies will jointly work on the implementation of separating technologies and future expansion of the Browns Range project.
Fluxtrol Inc. presented at the 2019 National Induction Heat Treatment Technology Seminar & Mr. Shen Qingtong Career 67th Anniversary Event in Luoyang City, Henan Province, China. The presentation was titled, “What is Happening When We Induction Scan Harden an Axle?”
Equipment Chatter
An international aerospace firm based in the southeastern United States recently purchased spray/dunk washers manufactured and shipped by Premier/BeaverMatic.
A universal oven (No. 841) was recently put to use heat treating at a customer’s facility, provided by Grieve Corporation.
The production facilities of China-based stainless steel producer Fuxin Special Steel Co Ltd, a part of Formosa Plastics Corporation, in Zhangzhou city in Fujian Province of China, were expanded by a new hot rolling mill as well as cold rolling mills including continuous annealing line and numerous finishing lines. The supply contract for coil transport logistics between the individual plants was awarded to AMOVA GmbH, a company of SMS group.
A hot stamping company in Grand Rapids, Michigan, recently purchased an integrated three-chamber furnace from Lindberg/MPH. A recent video of the installed furnace (at Lindberg/MPH’s website) shows the integration with a robotic transfer system and a hydraulic press.
A rapid heating furnace was recently purchased by a research organization to be used for lightweight hot stamping & formed aluminum automotive component product development. Can-Eng Furnaces International Limited was awarded the contract for the equipment which will integrate the aluminum sheet heating furnace with existing equipment to support both automotive manufacturers and Tier 1 suppliers throughout North America for the development of new safety-critical, lightweight structural components.
A company from within the pharmaceutical industry purchased a Gruenberg steam-heated granulation dryer from Thermal Product Solutions.
Kudos Chatter
Ipsen USA announces its next Corporate Academy class for training Field Service Engineers, part of a fast-track development strategy to continue increasing technical
service capacity in the field. Participants get 26 weeks of comprehensive classroom knowledge, hands-on troubleshooting experience, and on-the-job field training. expertise in servicing and maintaining furnace equipment.
The Cleveland Chapter of ASM International will be hosting its Season Kick-off Event on Friday, September 13, 2019, raising money for the Annual Scholarship Fund. The event will be a luncheon, followed by an 18-hole, shot-gun start golf tournament and ending with dinner and awards, at Briarwood Golf Course in Broadview Hgts, Ohio. For more information, contact Rosanne Brunello, incoming chair, at ASMInternational.org/cleveland. Non-golfers welcome to cheer and/or help.
Novelis and Georgia Institute of Technology recently established the Novelis Innovation Hub at Georgia Tech Company, committing $2.5 million to initiate transformational innovation through sponsored research.
On August 12, 2019, Parker Hannifin and ASM International officially dedicated two new laboratories located at ASM’s headquarters in Materials Park, Ohio. The Powder Characterization Lab and the Computed Tomography Lab were established due in large part to the partnership that Parker Hannifin formed with ASM, allowing key equipment to be acquired for use in the evaluation of additive manufactured metal parts. The Powder Characterization Lab focuses on the size, flow, and shape characteristics of metal powders. The laboratory utilizes a Freeman Powder Rheometer FT4, Horiba Partica LA-960, and a Retsch Technology Camsizer X2, in a total cleanroom environment. The Computed Tomography Lab focuses on non-destructive analysis of metallic parts by way of a Nikon XT H 225 ST CT scanner and an Olympus LEXT OLS5000 laser confocal microscope.
Heat TreatTodayis pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to the editor at editor@heattreattoday.com
A manufacturer of custom industrial chillers based in Houston, Texas, recently purchased a controlled atmosphere brazing (CAB) furnace line to conduct in-house furnace brazing of the company’s heat exchangers.
The CAB furnace was relocated to Cold Shot Chillers, which designs and manufactures standard and specialized custom industrial chillers for multiple industries, including metal finishing, medical, brewery and winery, laser and welding, and agriculture. SECO/WARWICK states that the CAB furnace, which was originally built for a different OEM, is the largest in North America.
The United States Air Force commissioned a dual chamber aerospace heat treating (DCAHTTM) furnace system from a leading manufacturer of heat treating equipment for the aerospace and defense industry.
DELTA H chief technology officer and founder Richard Conway
DELTA H Technologies presented the system while visiting Kunsan Air Base in South Korea. These highly specialized furnaces provide crucial heat treating capacity for military aircraft while adhering to the strict calibration and record standards of the Armed Forces.
“As a USAF veteran, there are few things more gratifying than personally delivering to our warfighters the absolute best and most practical technology possible for heat treating aircraft parts,” said DELTA H chief technology officer and founder Richard Conway, who was there when the innovative technology was presented.
DELTA H’s DCAHT furnaces are designed exclusively to comply with the strict aerospace / military pyrometry standards AMS2750E and USAF/NAVAIR Technical Order 1-1A-9. Nine airmen stationed at Kunsan Air Base received certificates of training for heat treating operation. Three outstanding servicemen were also qualified as trainers and are now authorized to teach future operators how to effectively use the system.
“Heat treating is vital to the mission of any airfield. When you look at any aircraft, it is not difficult to imagine all the metal parts – and every single one has been processed with heat in some form or another in order to have the necessary properties required,” said Conway, adding, “Kunsan AB stands fearlessly in the face of a powerful and serious threat. Our warfighters deserve nothing less than the best and we are honored and humbled to be among their technology providers.”
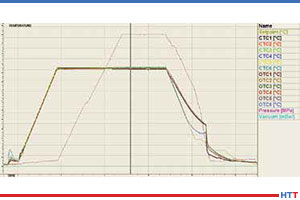
Vacuum heat-treating furnaces are used in a wide range of applications, one of the most critical being the heat treatment of components for aerospace applications. These applications typically allow for metals to be heated to extremely high temperatures with little or no gas contamination. One vacuum furnace application is diffusion bonding. This article, which originally appeared in Heat TreatToday’sMarch 2019 Aerospace print edition, provides a basic explanation of diffusion bonding of an aerospace part carried out in vacuum furnace.
Diffusion bonding is a solid-state joining process. Parts are bonded or welded together without the use of a bonding filler material between the metals. Instead, the bonding process is based on the atomic diffusion of elements between the metals where the materials meet. It is a very effective process for creating a strong bond between dissimilar materials. The process has been used extensively in the aerospace industry for joining materials and shapes to create components or shapes that could otherwise not be made joined to geometric complexity, e.g., multiple-finned channels and honeycomb structures. Today, many diffusion bonding operations are performed in vacuum furnaces.
The diffusion bonding process relies on four process parameters:
ultra-low vacuum levels
temperature
pressure, and
time.
All four of these parameters are critical for the successful exchange of atoms between metal surfaces.
Typical Materials Used in Diffusion Bonding
Some metals are more successfully diffusion bonded than others. In the aerospace industry, titanium (Ti) is excellent and widely used. This is due, in large part, to its high specific strength, good erosion resistance, and favorable high-temperature properties. Titanium is 30% stronger than steel yet 40% lighter, and while it is 60% heavier than aluminum (Al), it is twice as strong. Moreover, titanium can be alloyed with other elements such as aluminum, manganese (Mn), iron (Fe), molybdenum (Mo), and other elements to further enhance its considerable strength, particularly at high temperatures. This high-temperature strength is especially useful in the aerospace industry for the containment of combusting rocket engine fuels. Titanium is also valued for its anti-corrosion properties.
In the aerospace industry, titanium is used in manufacturing the structural components of wings as well as skins for hydraulics systems in aircraft, various components of aircraft engines and the cabins of spacecraft, where its qualities are irreplaceable.
Keys to Successful Diffusion Bonding
As mentioned above, diffusion bonding most frequently takes place in a vacuum furnace and is heavily dependent on time, temperature, vacuum levels, and pressure. Let’s take a look at a couple of these parameters as they relate to the vacuum furnace.
Vacuum:
For a successful diffusion bonding process, an ultra-high vacuum level is important. In order for the successful diffusion of atoms to take place between the mating surfaces of the two materials, the surfaces must be microscopically clean. Ultra-high vacuum levels help to prepare the surfaces for a successful bond. The removal of hydrogen is critically important. Any trace of hydrogen could thwart a successful bond. Ultra-high vacuum levels help ensure the elimination of hydrogen from the work area. Also critical is the removal of nitrogen, which, if not eliminated can form nitrides which also can prevent a successful bond. Ultra-high vacuum levels also help remove other trace gases and vapors including oxygen and water, all of which are detrimental to a successful diffusion bond.
Temperature:
Once the desired ultra-high vacuum levels have been achieved – one indication that the surfaces are cleaned and ready for the bonding process to continue – heat is applied to the furnace. The exact temperature of the diffusion bonding process is dependent on the materials being bonded.
Pressure:
Once heat has begun to be applied to the load, argon is typically added to the chamber. Argon, a heavy, inert gas, is typically used in diffusion bonding processes as opposed to nitrogen, because, as stated above, there is a risk of nitride formations if nitrogen is used. Argon avoids this risk. As argon is introduced into the work chamber, and as heat is being applied, the pressure inside the furnace begins to build to the desired level. The exact pressure is dependent on the materials being bonded and other parameters. It is important to note that argon is added during the heat up cycle and not before or after. This is not done before the heat cycle because the expanding of argon might cause an over-pressure situation resulting in the wasting of argon when the pressure is released. Argon is not introduced into a fully heated furnace because the introduction of cold gases into the furnace would cause thermal cycling (temperature drops) as well as thermal shock to internal furnace parts. A controlled introduction of argon into the furnace is a critical part of the diffusion bonding process.
.
Time:
The final parameter is time. Again, depending on the materials being bonded, the diffusion bonding cycle time can vary significantly.
Diffusion Bonding of Turbine Blades
Diffusion bonding is often used to produce turbine blades by bonding the two lateral elements of the blade with another titanium shape in the middle. The uncovered surfaces of the internal shape are covered with a layer of ceramic dust. Once the diffusion bonding treatment has been completed, the parts are subjected to super-plastic forming (SPF) where pressure is used to blow out the sides and raise the edges of the intermediary metal. The part is then given the twist typical of an airfoil blade through hot pressing in a die.
Lighter Parts & Increased Fuel Efficiency
Aerospace companies that use blades produced with this method have found a significant improvement in engine performance. Hollow core fan blades produced with SPF/DB processes are lighter and stronger than traditional fan blades. The result is a 5% reduction in fuel consumption. And reduced fuel consumption is something that makes everybody happy.
About the Author: Guido Locatelli is the TAV VACUUM FURNACES SPA Deputy General Manager and Furnacare, Inc. President, an expert in mechanics, materials, and new technologies in the field of vacuum furnaces. Since 1984, TAV VACUUM FURNACES has been producing customized industrial vacuum furnaces worldwide. In 2015, TAV established its American company group Furnacare, Inc., in Spartanburg, South Carolina. This article originally appeared in Heat Treat Today’sMarch 2019 Aerospace print edition and is published here with the author’s permission.








![Figure 2. Computer-modeled EMF distribution in the transverse cross-section of a bare inductor (left) compared to an inductor with U-shaped flux concentrator (right). Note: the scale of magnetic field intensity on both images is different [1].](https://www.heattreattoday.com/wp-content/uploads/2019/08/Rudnev-Part-2-Fig-2.jpg)
![Figure 3. Sketch of single-shot induction hardening of an axle shaft. Note: The right half of this induction system is computer-modeled in Fig. 4 [3].](https://www.heattreattoday.com/wp-content/uploads/2019/08/Rudnev-Part-2-Fig-3.jpg)
![Figure 4. Results of numerical simulation of heating an axle shaft by using a single-shot inductor [3].](https://www.heattreattoday.com/wp-content/uploads/2019/08/Rudnev-Part-2-Fig-4.jpg)