In a culture that does many things to a mere minimum standard, Bob Puls chose to found Zion Industries, Inc. on the standard of “Glory to God.” Seeking this high standard led the company to a specialization in induction heating, and since 1978, they have been building their knowledge on this topic. Today, the company’s expertise is demonstrated in the unique, customized services that benefit their own team as well as clients like Ford and Honda.
Zion’s ZSCAN induction scanner outfitted with full-service controls
Specialized, in-house induction equipment is one of the most interesting aspects of Zion Industries’ story. Across their three locations in Ohio, Michigan, and North Carolina, they have a combined total of over 30 induction machines (capable of frequencies from 3 Khz to 450 Khz and power levels from 30 Kwatts to 300 Kwatts) that were designed and built in-house. Supplementing these 30 unique machines is equipment for tempering and metallurgical inspection of all the heat treated products. The impact of this equipment is enhanced by the commitment to making their own tooling in-house, which decreased time and cost of the induction projects.
The company demonstrated their ability to create specialized solutions in-house when hardening safety critical, automotive industry parts. One instance of this was when Zion supplied latch striker parts that required a specific center case depth. This project was complicated by the fact that the part had a longer end geometry. To address this complication, the company created a completely unique, clamshell induction coil. The customization, however, did not end there. They also integrated the coil with fixtures that allowed for quenching and for sorting out suspect parts, all in the same operation.
The company offers personalized consulting services at their three locations. One aspect of these consulting services is training seminars that discuss the benefits and drawbacks of outsourcing induction heat treating versus bringing it in-house. Using the technical expertise of their 100+ employees, the company helps clients develop technology they may not currently have, but that may significantly benefit operations. The primary goal of offering consulting is to build a unique service around the client’s unique problems, rather than offering a one size-fits-all solution.
In the future, the company seeks to bring their customized, built-in-house induction equipment to new geographical markets. They will continue to upgrade their equipment and hope to integrate automation and robotics into their facilities. As Zion Industries spreads to new markets and grows internal operations, their success will continue because of their fixed focus: specialized induction heat treating.
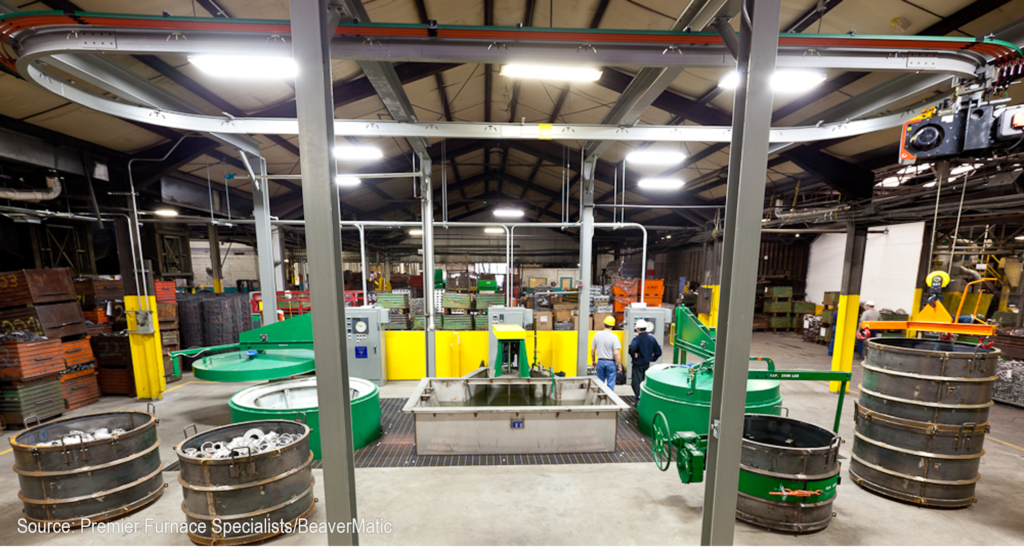
Last week, Heat TreatToday wrapped up its third annual Heat TreatBoot Camp with a tour of a local commercial heat treating company, witnessing the operation of multiple vacuum furnaces, including the largest capacity vacuum furnaces in the United States.
The overall sentiment from theHeat TreatBoot Campattendees was resounding gratefulness for and enjoyment of the visit to the 115,000 square-foot Solar Atmospheres of Western Pennsylvania facility, located in Hermitage, PA. For those newbies to the industry, it provided them the opportunity to experience a heat treat shop environment and connect what they learned during the sessions to how it looks in operation.
Heat Treat Boot Camp attendees in front of the NEO, one Solar Atmospheres’ vacuum oil quench furnaces
“Really great tour,” said Heat TreatBoot Camp attendee G. Eric Gisonno. “[I’m] so thankful to Solar and Bob Hill for spending time with us and allowing us to see them in action.”
Robert Hill, FASM President Solar Atmospheres of Western PA
Bob Hill, president of Solar Atmospheres, treated the 22 attendees to a comprehensive and fascinating tour which ranged from learning about the origin of the company to observing products in production process to seeing final completed parts. Attendees were in awe as they walked the floor taking in the daily production protocols. The tour concluded in front of the NEO, a vacuum oil quench furnace that earned Solar Atmospheres an accreditation from Boeing for its ability to oil quench alloy steels in accordance with Boeing’s specification BAC 5617. Those present were able to observe a part being vacuum oil quenched in real time.
Trevor Jones CEO Solar Manufacturing
Mr. Hill also provided an exclusive sneak preview of the company’s upcoming presentation, “The Future of Vacuum Oil Quenching is Now!,” which he and Trevor Jones, president of Solar Manufacturing, will deliver at the FNA 2024 show in Columbus, OH, this October.
Thanks to Bob Hill and the team at Solar Atmospheres of Western PA for their kindness and hospitality.
Main photo: Heat TreatBoot Camp attendeestouring Solar Atmospheres of Western PA
On just about any given Tuesday, Heat TreatToday features an article that aims to educate our heat treating readers — be it in a process, equipment, metals, analysis, critical parts, or more. On this Thursday, enjoy this sampling of Technical Tuesday articles from the past several months.
Case Study: Heat Treat Equipment Meets the Future Industry Today
How has one heat treat furnace supplier contended with modern challenges of manufacturing? In this case study about a shift away from traditional forms of heat treat, explore how vacuum furnace technology has more technological horizons to bound.
Figure 1. Construction and schematic furnace cross-section CMe-T6810-25
Several key features discussed are the various challenges that characterize modern industry; the differences between historical heat treat furnaces and vacuum furnaces; furnace features that can meet these obstacles; and a close look at what one equipment option from SECO/WARWICK can offer. Additionally, explore the case study of a process that resulted in the following assessment: All technological requirements have been met, obtaining the following indicators of efficiency and consumption of energy factors calculated for the entire load and per unit net weight of the load (700 kg).”
How do thermocouples work? How would you tell if you had a bad one? Those ever-present temperature monitors are fairly straightforward to use, but when it comes to how it works — and why — things get complicated.
Figure 2. Eric Yeager of Cleveland Electric Laboratories explaining the 101 of all things thermocouple
This transcript Q&A article was published in a print edition, but there was too much information to fit the pages. Click below to read the full-length interview, including the final conversation about how dissimilar metals create electromotive force (EMF). Included in the discussion is proper care of T/C and guidance on when it’s time to replace.
A Quick Guide to Alloys and Their Medical Applications
Figure 3. Sneak peak of this medical alloys resource
If you’re pining for a medical heat treat quick resource in our “off-season,” we have a resource for you. Whether you are a seasoned heat treater of medical application parts or not, you know that the alloy composition of the part will greatly determine the type of heat treat application that is suitable. Before you expand your heat treat capabilities of medical devices, check out this graphic to quickly pin-point what alloys are in high-demand within the medical industry and what end-product they relate to.
The alloys addressed in this graphic are titanium, cobalt chromium, niobium, nitinol, copper, and tantalum.
Resource — Forging, Quenching, and Integrated Heat Treat: DFIQ Final Report
How much time and energy does it take to bring parts through forging and heat treatment? Have you ever tried integrating these heat intensive processes? If part design, forging method, and heat treat quenching solutions are considered together, some amazing results can occur. Check out the report findings when Direct from Forge Intensive Quenching (DFIQTM) was studied.
Figure 4. Examples of DFIQ equipment
Forgings were tested, in three different locations, to see if immediate quenching after forging made a difference in a variety of steel samples. The report shares, “The following material mechanical properties were evaluated: tensile strength, yield strength, elongation, reduction in area, and impact strength. Data obtained on the mechanical properties of DFIQ forgings were compared to that of forgings after applying a conventional post-forging heat treating process.”
3 Top Tips for Brinell and Rockwell Hardness Tests
Figure 5. Testing hardness
Accurate hardness testing is a critical business for numerous industries, not least heat treatment. In this guide, evaluate “best practice” for getting the best possible reading for your hardness test with the most efficiency. These comprehensive tips include proper set up for test equipment and need-to-know information regarding the preparation and execution of both Brinell and Rockwell hardness tests.
In fact, while there are some practices that overlap, knowing the differences is critical to determine whether or not a piece has reached the appropriate hardness. For Brinell, grease may skew a reading so that “at 300 HBW the material may appear 20 HBW softer than it actually is.” On the other hand, the precision in measuring indentation depth (versus indentation width) makes it imperative to keep the surfaces clear of any contamination.
Trending Market Insights for Aluminum Thermal Processing
Figure 6. State of the North American aluminum industry
In this survey on recent and developing changes in the aluminum market, we asked industry players about the impact of trending technology and the overall state of the industry. Their responses to our questions in August 2023 described a steady and increasing melters’ demand; a limited, or lack of, business increase from additive manufacturing and 3D printing; the impact of — and response to — slow supply chains; the status of sustainability in the aluminum market; and how they plan to meet future market demand.
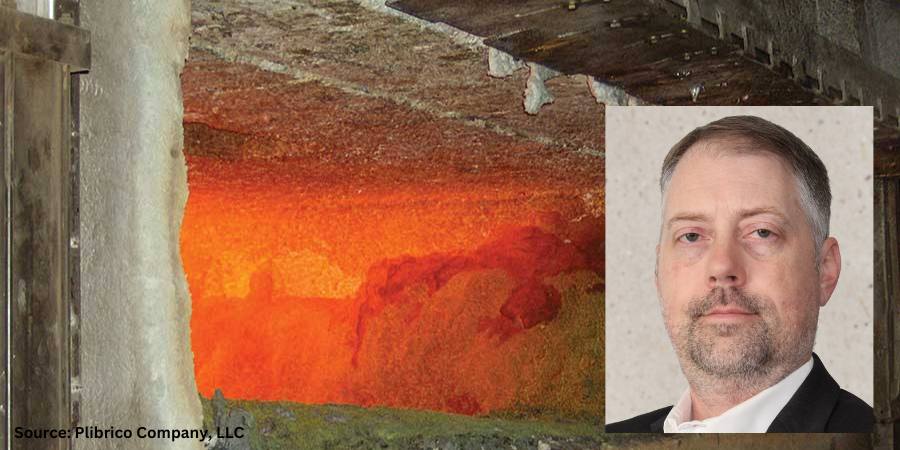
Heat treating aluminum presents a unique concern due to the operating conditions of high temperature, chemical corrosion, mechanical abrasion, and temperature variation. Guest columnist Roger M. Smith, director of technical services at Plibrico Company, LLC, examines the critical role the refractory lining plays in the success of manufacturing aluminum, why a refractory is susceptible to cracking under extreme conditions, and how to select and prepare refractory linings to achieve a longer service life.
A significant concern when manufacturing aluminum metal is the practical service life of the furnace. The service life is driven by the refractory lining’s ability to resist the various operating conditions within the furnace, such as high temperature, temperature variation, chemical corrosion, and mechanical abrasion. Ideally, a single refractory composition would be capable of withstanding all these conditions and readily available at a low price. Unfortunately, this is rarely the case.
Proper refractory selection is often about finding the best balance between price, properties, and performance for the given application and operating conditions. A refractory capable of high strength and abrasion resistance is often susceptible to cracking caused by extreme temperature variations, commonly referred to as thermal shock. However, a material capable of withstanding thermal shock without catastrophic cracking may be vulnerable to chemical corrosion. Finding the best balance of material properties for each zone in each furnace is important for maximizing the service life of a furnace.
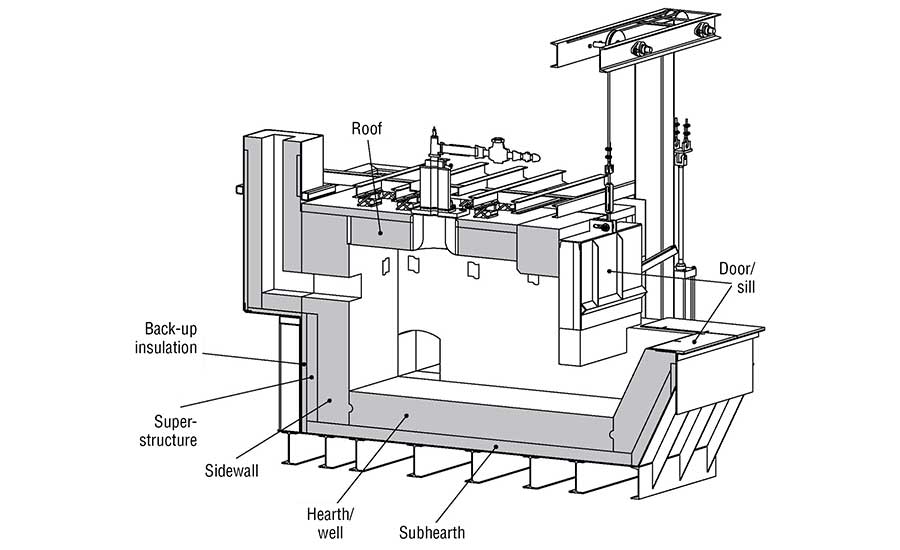
Figure 1. Schematic showing refractory lining in an aluminum furnace
Refractory Under Attack — Requirements for Melting Aluminum
The refractory lining in an aluminum furnace (Figure 1) must endure various chemical reactions that occur while the furnace is in operation. There are three separate regions to consider: above, below, and at the melt line. Above the melt line, the refractory must withstand attack from various alkali vapors. Alkali vapors can be produced from flux used in the aluminum and from the combustion products used to heat the furnace. Below the melt line, the refractory must withstand molten aluminum. At the melt line, the region commonly referred to as the bellyband area, there is a triple point where the refractory, atmosphere, and aluminum interact.
The refractory below the melt line comes in direct contact with liquid aluminum when the furnace is in operation. This contact can create a chemical reaction zone where oxides on the surface of the refractory can be reduced, such as silica (SiO2) to form silicon. Conversely, aluminum can penetrate into the refractory lining either through the same redox reactions or through infiltration due to capillary forces.
Aluminum forms corundum (Al2O3) when it oxidizes. This results in a change of the crystal structure from face-centered cubic to hexagonal, which causes a significant volume expansion. When corundum is formed inside the refractory lining, the change in volume creates cracks, which lead to more infiltration and more cracks until the refractory lining ultimately fails.
Wetting the Refractory
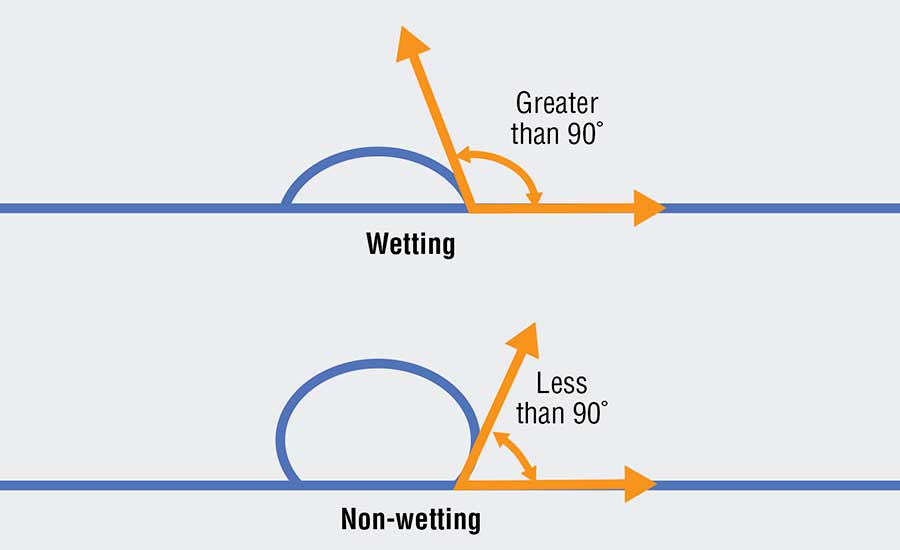
One method for reducing the reaction zone is to prevent the aluminum from “wetting” the refractory (see Figure 2). A liquid’s ability to “wet” a surface is defined by the contact angle of the liquid. When the contact angle between the liquid and the surface is greater than 90 degrees, then the liquid is said to wet the surface. When the contact angle is less than 90 degrees, the liquid does not wet the surface. A liquid that does not wet the surface is analogous to water beading on a car that has been freshly waxed. When aluminum does not wet a refractory, it is not able to react with the refractory and is not able to penetrate the lining.
Figure 2. Contact angle of the liquid demonstrating wetting vs. non-wetting
Various additives can be used to reduce aluminum’s tendency to wet a refractory. Some of the most used additives include barium, boron, or fluoride. They modify the surface chemistry of the refractory and reduce aluminum’s ability to react and penetrate. Using additives such as these greatly extends the effective service life of a refractory lining.
While non-wetting additives can be beneficial to extending the service life in areas where there is contact with molten aluminum, there are no benefits when not in aluminum contact. They do not protect from alkali attacks above the melt line. They do not enhance the abrasion resistance of the material. They do not improve the thermal shock resistance of the material. Furthermore, these additives are volatile. When exposed to temperatures above 1700°F (927°C), they begin to lose their effectiveness because they chemically react with other materials in the refractory and change. The additives can also be costly, which raises the price of the refractory compared to one with the same composition but without the additive.
The presence of non-wetting additives can have some negative effects on a refractory. Tests have shown that a 1% addition of a fluoride additive in a conventional castable can reduce the hot modulus of rupture (HMOR) by as much as 30% at 2000°F (1093°C). The effect can be even more significant in a low-cement castable. The loss in hot strength is likely attributed to the formation of a glassy phase induced by the additive. Fluoride and boron are both well-known glass formers and will form a glassy phase at the grain boundaries at high temperatures, which reduces the bond strength between individual grains and the overall strength of the bulk material.
Figure 3. Refractory lining
Balancing Refractory Properties
The advantages and disadvantages of a refractory material should be considered when selecting materials for an aluminum furnace. The sidewalls of a furnace all come in direct contact with molten aluminum.
The upper sidewalls must be scraped to remove aluminum that splashes up to prevent corundum growth. The refractory selected for its sidewalls should be abrasion resistant to protect from mechanical scraping and non-wetting to protect from corundum growth. The hearth and well are submerged in aluminum, but they do not see the same level of abrasion as the sidewalls. The sub-hearth may see some molten aluminum but must also provide support, so a strong, non-wetting refractory should be used.
The door and sill will experience temperature fluctuations every time the door is opened, and they will be exposed to abrasion as the furnace is charged. Materials that are resistant to thermal shock and abrasion should be selected. The roof and superstructure need to be strong and resistant to alkali vapors. Backup insulation should be selected to reduce heat loss, but it should be of a composition that has moderate resistance to molten aluminum in case of refractory failure at the hot face.
In all these zones, the operating conditions of the specific furnace must be considered, and the balance of properties must be adjusted case-by-case. The primary failure modes must be identified, and materials should then be adjusted accordingly.
The Key to Refractory Selection
The operating conditions in an aluminum furnace require a refractory lining with different benefits in different zones. At the furnace door, the refractory can experience drastic fluctuations in temperature that can cause cracking. The upper sidewalls will develop scale that has to be scraped off, so the refractory needs to be abrasion resistant.
The lower sidewalls come in direct contact with molten aluminum and need to resist chemical attacks and aluminum penetration to avoid corundum growth. Finding a cost-effective refractory that can meet all these requirements is very difficult, but it can be done with sufficient research. Careful material selection that considers the needs and operating conditions of a particular furnace is important for maximizing the service life of a refractory lining.
About the Author:
Roger M. Smith Director of Technical Services Plibrico Company, LLC Source: Plibrico
Roger Smith is a seasoned professional in the refractory industry. With a master’s degree in Ceramic Engineering from the University of Missouri – Rolla, Roger has over 15 years of experience in the processing, development, and quality assurance of both traditional and advanced ceramics. He has a proven track record in developing innovative ceramic formulations, scaling up processes for commercial production, and optimizing manufacturing operations.
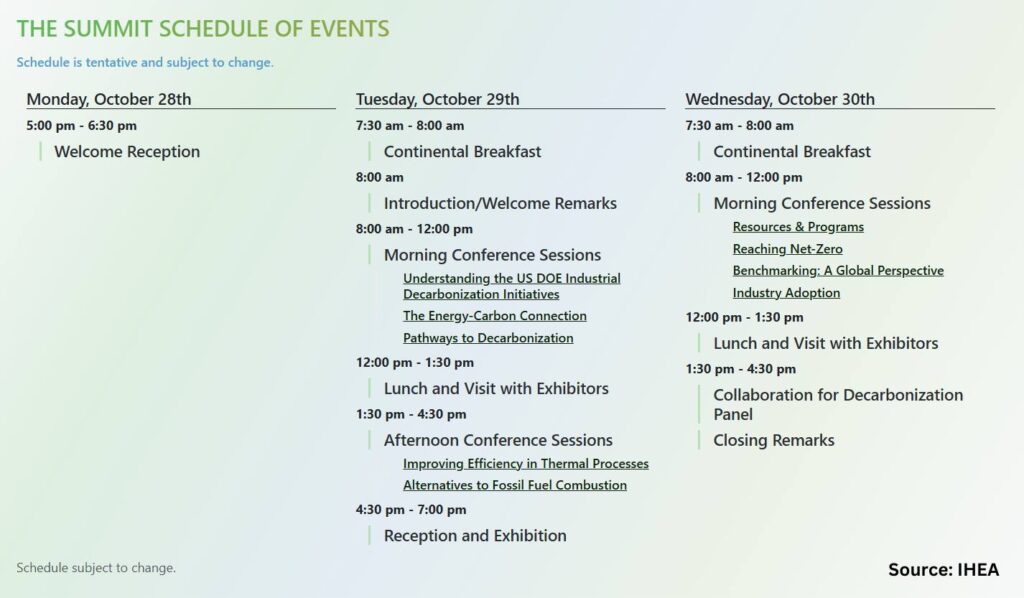
Listen as Jeff Rafter, vice president of sales and marketing at Selas Heat Technology and current IHEA president, discusses the upcoming IHEA Decarbonization SUMIMIT with Doug Glenn. Scheduled for October 28-30 in Indianapolis, Indiana, the summit will address the challenges and opportunities of decarbonization for manufacturers. Jeff highlights IHEA’s nearly 100-year history in industry education. The event will feature keynote speakers from the DOE, Oak Ridge National Laboratory, and John Deere, with a mix of technical and business content aiming to provide practical strategies for energy management and sustainability. Learn more in this episode of Heat TreatRadio, and learn more about this episode sponsor, IHEA, and their event at summit.ihea.org.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
The IHEA Decarbonization Summit (01:03)
Doug Glenn: Jeff, when and where is the summit? And what was the driving force behind deciding to do this event?
Jeff Rafter: The IHEA Decarbonization SUMMIT will be at the Conrad Hotel in Indianapolis, Indiana, beginning on Monday, October 28, and ending Wednesday, October 30.
The drive to create this event arose because the IHEA membership had often commented on, and lamented, the frequent inquiries they get from the client base across all sectors of manufacturing; clients are looking for clarification on the ongoing changes of the U.S. energy infrastructure and, specifically, how to manage the requirement to reduce carbon dioxide emissions.
There is a lot that is changing quickly in the U.S. energy infrastructure around renewables, electrification, and low carbon fuels. he IHEA board felt that it was essential to assist manufacturing members by trying to clarify these topics in an interesting event that presented the information objectively and provided a diverse array of all the decarbonization pathways available to manufacturers today.
IHEA’s Qualifications (02:36)
Doug Glenn: For those who might not know what IHEA is, what makes it uniquely qualified to present such a summit?
Jeff Rafter: I am proud to say that IHEA is a very unique organization. Many trade organizations do not have the long-standing success in supporting members that this organization has. The composition of IHEA, which is close to 100 years old, was originally made up of heating appliance and heating component manufacturers, who have spent most of our history focused on industry education as a service to all the member companies.
We felt that this was the perfect organization to take up the topic of sustainability and decarbonization because we are education focused. From that background and that bias, we are leveraging thousands of years of experience over a broad array of manufacturing options from traditional fossil fuels through electrification. Our member companies provide a very strong basis to deliver real-world examples of how to deal with reducing CO2 emissions.
Doug Glenn: And if I am remembering correctly, IHEA actually has a standing history of cooperation and working with the DOE on different things in the past, correct?
Jeff Rafter: Very good point, Doug. If you look back in history, before “CO2 reduction” and “decarbonization” became buzzwords, we spent a lot of similar efforts working with government organizations, research laboratories, and third-party organizations around topics of NOx reduction and trying to create a cleaner basis of industrial, manufacturing, and energy. In addition, we have always spent our time helping with business concerns regarding efficiency, not only operating successfully heating processes and appliances, but also making manufacturing more cost effective.
Keynote Speakers (04:44)
Doug Glenn: And speaking of the DOE, I see that there are some pretty high-profile speakers coming. The keynote speaker is Dr. Avi Shultz, from the U.S. DOE, and he is on the Industrial Decarbonization Initiative. Other speakers include Paulomi Nandy from Oak Ridge National Lab, Jeff Kaman from John Deere, and Tim Hill from Nucor. Can you give us a sense of what these folks will be talking about?
Dr. Avi Shultz Director U.S. Department of Energy (DOE) The Industrial Efficiency & Decarbonization Office (IEDO)Paulomi Nandy Technical Account Manager, R&D Assistant Staff Member Manufacturing Energy Efficiency Research Analysis Group (MEERA) Oak Ridge National Laboratory (ORNL)Jeff Kaman Manager, Energy Supply and Sustainability John DeereTim Hill General Manager Sustainability Solutions NucorSpeakers at the IHEA Decarburization Summit
Jeff Rafter: Doug, we are very excited to have the diverse mix of speakers that will make up the summit presentations. With Dr. Schultz and Miss Nandy, we are very excited to be providing a third-party opinion — government organizations and research laboratories — and they will be presenting on their views of the trends for the future of sustainability and decarbonization.
When we move to some of the other presenters like Tim Hill from Nucor and Mr. Kaman from John Deere, we also wanted members and attendees to take away from the summit real-world experience. These are not imagined or planned changes. We wanted companies that had actual experience with decarbonization — who had even taken actions towards net-zero positions — to share with attendees exactly how they approached the challenges.
Because, of course, some of the issues around sustainability are that it comes at a cost.
And how do you fund that? How do you research that? Where do you look for grants, and how do you make the business case towards decarbonization or any sustainability action for that matter?
Finally, adding to those two bodies of participants, we have a number of presenters speaking about real-world solutions today. IHEA’s view on decarbonization and sustainability is that there is a very broad set of pathways that you can take today with inexpensive, readily available technologies all the way out to longer term solutions like full electrification of processes.
There is more than one way to approach this challenge and do the responsible thing in manufacturing, which is to address our CO2 production globally.
Is Electrification the Only Answer? (07:25)
Doug Glenn: You mentioned electrification. When people hear decarbonization or sustainability, they often think electrification. There may be a lot of people listening saying, “I am primarily combustion. Should I be going?” Are only electrification solutions going to be presented? Or are combustion solutions going to be presented as well to help with the decarbonization?
Jeff Rafter: The answer to that question is, “Yes, you should be going, regardless of whether your focus and your background is in traditional fossil fuel combustion or electrification.”
The summit will contain a very balanced approach of different technologies, presented with no bias. The goal of this summit is providing education to help business leaders make better decisions around their energy management and their environmental concerns.
With that said, when we look at the body of what is available in the agenda, electrification is an important topic. But as a lot of people recognize, some portions of electrification are just relocating to a different fossil fuel further away from the point of use whilst other electrification options linked to renewable energy sources truly can come close to net-zero production of CO2.
IHEA’s view is that there are many sustainability pathways that we can all investigate or pursue.
Some pathways maintain fossil fuel basis. Some industrial processes will be challenged to move to an electric heating source. And then for other processes, electrification is the cat’s meow. So it is that broad sweep of diverse technologies that everyone needs to be educated on to make better decisions when the time comes.
Who Should Attend the Summit? (09:21)
Doug Glenn: How technical will the summit be; do I need to know heavy engineering, metallurgy, and things of that sort? And who should come?
Jeff Rafter: Traditionally, a lot of IHEA’s educational content has been directed at a technical audience; it was technical education about how various energy sources and heating appliances work, how to comply to code, and how to approach the application of that equipment safely. In this particular summit, we have changed course a bit in that we did not want this event to be a technical conference.
The idea of this summit was to make it a business conference because that is where most of the challenges exist when we look at sustainability efforts.
The content that will be presented is a pleasant mix of some technical topics because we have to get a rudimentary understanding of how these different technologies work. However, we are spending just as much time in the presentations addressing business concerns: How do you fund these various actions? Where can you find available grants? What are real-world examples of how other companies have approached sustainability or have begun an initiative internally? How do you get the support and the decision-making decided while moving in the right direction? When you look at the agenda that will be posted on the IHEA website, you will see that the topics range broadly from some technology presentations to real-world business concerns and how to make those business decisions.
Agenda for IHEA Decarburization Summitt, Monday – Wednesday, October 28-30, 2024, in Indianapolis, Indiana
Doug Glenn: How much fun have you had putting this summit together?
Jeff Rafter: I would happily report it has been a tremendous team effort.
I am very proud to say that a lot of IHEA member companies and third parties have stepped up to help us construct this event. We are really looking forward to it being a valuable event that provides a lot of information and important takeaways for participants.
Doug Glenn: I know you have put a lot of work into it. I have watched you do this over the last year and a half, and you have done a great job coordinating it.
Closing Remarks (12:34)
Jeff Rafter: I would just like to say in closing, for anyone who is thinking about coming to the IHEA Decarbonization Summit, please do. This is a very important topic for manufacturers, and you really need to take the approach of not waiting. It is time to get in front of changes in our energy infrastructure and the need to decarbonize some manufacturing processes. This is a great way to get educated and start your plan.
Doug Glenn: And I did remember one other motivation: If you are looking to stay at the hotel where the summit is held, the cutoff date for the hotel (you can still get into the summit even if you do not hit this cutoff date) is October 7th. So anyhow, appreciate it. Jeff, thanks very much for your time.
About The Guest
Jeff Rafter Vice President of Sales and Marketing Selas Heat Technology Company, LLC Source: Selas Heat Technology
Jeff Rafter is vice president of sales and marketing for Selas Heat Technology in Streetsboro, Ohio, and has a rich history in the combustion industry, including Maxon Corporation. Jeff has 31 years of industrial experience in sales, research and development, and marketing; combustion application expertise in process heating, metals, refining, and power generation; and 13 years of service on NFPA 86 committee. He holds patents for ultra-low NOx burner design. Additionally, his company, Selas, is an IHEA member, and Jeff is the current president of IHEA as well as one of the driving forces/coordinators behind the upcoming Decarbonization Summit at the Conrad Hotel in Indianapolis, October 28-30.
Łukasiewicz – the Institute of Non-Ferrous Metals (Łukasiewicz – IMN) recently expanded its heat treating operations with a VIM furnace for melting metals and metal alloys on a laboratory scale. The new equipment will be used to develop new types of alloys, make individual castings, and conduct research on melting processes.
The vacuum induction melting furnace, ordered from SECO/WARWICK, has a maximum operating temperature of 2000˚C (3,632°F) and a single-chamber VIM furnace. It was designed to produce metal and alloy castings weighing up to 20 kg in vacuum, or under pressure using an inert gas (argon).
Sławomir Woźniak President & CEO SECO/WARWICK Group Source: SECO/WARWICK
This is the second processing solution the furnace supplier has designed for the institute. Łukasiewicz – IMN, a member of the Łukasiewicz Research Network, received a targeted subsidy for the implementation of an investment related to scientific activities for the purchase of research equipment granted by the Ministry of Education and Science (currently the Ministry of Science and Higher Education).
“Scientific institutions are one of the group of recipients for our solutions,” said Sławomir Woźniak, CEO of the SECO/WARWICK Group. “For example, we have supplied solutions to the Karlsruhe Institute of Technology (KIT), which ordered a non-standard, 12-meter vertical rotary retort furnace for the heat treatment of a gyrotron part, as a contribution to the ITER experimental thermonuclear reactor. We have also supplied laboratory furnaces for the Institute of Precision Mechanics. We invest heavily in research and development ourselves. We have our own R&D centers, which allow us to continuously improve the technology we offer.”
The press release is available in its original form here.
Heat TreatToday offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 18 news items.
Equipment
A Canadian automotive components manufacturer recently expanded its operations with an electrically heated small batch oven to be used for curing arts. The small batch oven was manufactured by Wisconsin Oven, designed to utilize combination airflow to maximum heating rates of 650°F and temperature uniformity.
With the successful conversion to a four-stand finishing mill, Henan Yirui New Materials Technology Co, Ltd, officially began production. SMS Group converted an existing hot rolling mill into a tandem finishing mill by adding three new finishing mill stands, developed for refurbishing and integrating components.
KALLER, a manufacturer of gas springs and gas hydraulic systems based in Sweden, recently launched its fully automated line of hardening furnaces for surface coatings on gas springs. The hardening systems were supplied by Ipsen International.
Electrically heated small batch oven to be used for curing arts at Canadian automotive components manufacturer. Source: Wisconsin OvenFully automated line of hardening furnaces installed at Kaller Source: LinkedInFAC Signing Ceremony L-R: Rüdiger Roger Wiechmann, Project Manager at SMS group, with Zheng Guoqiang, Project Manager at Henan Mingtai Aluminium). Source: SMS Group
Company & Personnel
Steve Fuller has joined the team at Nitrex HTS as the new plant general manager at their Michigan location. He brings 45 years of experience in commercial heat treating, machine tool manufacturing, fabrication, quality management, and more.
Bobby Boom, Tim Litchauer, and Wade Sholmire, have been added to the Superheat team as business development managers. Wade is the new National BDM, Tim will oversee the Greater Houston Area, and Bobby will manage the Southeast Texas, Louisiana, and Arkansas regions.
Chris Martin has been promoted to regional sales manager for the Southeast by Ipsen. Chris will be responsible for leading a team of seven that includes six field service engineers and one service administrator.
Adam Woelber has been promoted to manager of aftermarket parts and service at AFC-Holcroft.
Ethan Castle has been appointed the St. Louis plant manager for Paulo Heat Treating, Brazing, and Metal Finishing, recognized for his leadership, technical capability, and mentoring role, in addition to representing the company within the North American Diecasting Association and National Tooling and Machining Association. Ethan has also been named to Heat TreatToday‘s 40 Under 40 Class of 2024.
Gary Doyon has stepped down from his role as CEO of Inductotherm Group, after 15 years in the position and 38 years with the company. Mick Nallen and Satyen Prabhu have taken as co‐leaders at the company, which provides thermal processing technologies. Mr. Doyon will remain actively involved with the company, assisting with specific operational needs of other businesses owned by the Rowan family and pursuing new business avenues and opportunities for the Inductotherm Group.
Ipsen USA has launched its Field Service Engineer Academy, designed to be a 20-week in-depth program with classroom training and experience in the field with veteran service technicians. Darci Johnson, program and transformation manager at the company, is leading the implementation of the FSE Academy. Content will focus on the fundamentals of vacuum furnace repair.
Industrial furnace equipment manufacturer Gasbarre welcomed Dan Hill as product development manager; he will be based at the company’s Livonia, Michigan, facility. A licensed professional engineer, Dan brings a diverse background in capital equipment, spanning material handling, control systems, boilers and furnaces, combustion systems, and industrial washing/deburring equipment.
The U.S. Navy recently selected StandardAero to serve as its engine depot-level repair prime contractor to perform Rolls-Royce T56-A-427A engine MRO services, supporting the Navy’s fleet of E-2D Advanced Hawkeye aircraft. The aerospace aftermarket service supplier has also announced that Turkish and European Boeing 737 Operator Corendon Airlines has extended its contract for the support of CFM LEAP-18 engines.
Ipsen USA recently announced the formal launch of its Service HUBmodel, marking a significant shift in how the company delivers customer service and support across the United States. The program has been under the direction of Geoffrey Somary, the company’s global CEO. Currently being led by John Dykstra, chief service officer, the HUBs now provide services across a large portion of the Midwest and Southeastern United States. Lu Chouraki, manager of business development, is leading the implementation of the HUBs.
Steve Fuller Plant General Manager Nitrex HTS Source: Nitrex Wade Sholmire National Business Development Manager Superheat Source: SuperheatTim Litchauer Business Development Manager for the Greater Houston Area Superheat Source: SuperheatBobby Boom Business Development Manager for Southeast Texas, Louisiana, and Arkansas Superheat Source: Superheat
Chris Martin Regional Service Manager for the Southeast Ipsen Source: IpsenAdam Woelber Manager of Aftermarket Parts and Service AFC-Holcroft Source: AFC-HolcroftEthan Castle St Louis Plant Manager
Source: PauloGary Doyon Retiring CEO Inductotherm Group Source: Inductotherm Group The launch of Ipsen USA’s Field Service Engineer Academy Source: Ipsen USADan Hill Product Development Manager Gasbarre Source: Gasbarre
Kudos
James Wellborn, gas nitride manager at Advanced Heat Treat Corp, celebrates 25 years with the company.
Patricia Miller, director of technical services at Uddeholm, has been named the Technical Committee Member of the Year by North American Die Casting Association (NADCA).
Denise Blaubach, who is known as the resident flow meter assembly expert at UPC-Marathon in Wisconsin, recently celebrated 35 years with the company.
Constellium today announced it has achieved Aluminum Stewardship Initiative (ASI) Performance Standard Certification for all its operations, and for its corporate office in Paris.
Sinosteel E&T and Tenova have successfully completed the performance test for the ENERGIRON DRI Plant at the Baosteel Zhanjiang site in China. The sustainable hydrogen-based 1,000,000 tonnes/year ENERGIRON Direct Reduction (DR) plant demonstrated the nominal production of DRI, reducing carbon dioxide emissions and marking a significant step in the green steel industry.
James Wellborn Gas Nitride Manager Advanced Heat Treat Corp Source: Advanced Heat Treat Corporation Patricia Miller Director of Technical Services Uddeholm Source: UddeholmDenise Blaubach celebrates 35 years at UPC-Marathon Source: UPC-MarathonENERGIRON DRI Plant at the Baosteel Zhanjiang site in China where Sinosteel E&T and Tenova complete performance test Source: Tenova
Heat treat industry players from across a spectrum of facilities, suppliers, and manufacturing specialties landed in Pittsburgh, Pennsylvania, on Monday, September 24, 2024, to kick off Heat TreatBoot Camp 2024. Attendees networked, gained new practical knowledge, and participated in a tour of a local commercial heat treating facility. It wasn’t all work; an opportunity to get to know one another at a meet-and-greet reception upon arrival and later on a trip up Pittsburgh’s Duquesne Incline allowed boot campers to relax and connect, balancing work with fun.
A day and a half of sessions led by instructors Doug Glenn, publisher and founder of Heat TreatToday, and Thomas Wingens, president/CEO and founder of WINGENS International Industry Consultancy, brought the 39 trainees up-to-speed on “Processes & Materials,” “Heat Treat Players,” “Latest Heat Treat Developments,” and more. Questions and discussion were encouraged during the formal sessions, and heat treaters had plenty of informal, additional learning time through interactions with each other and the instructors.
At the end of the first day of lectures, nearly all of the attendees boarded a school bus to visit the Duquesne Incline on Mount Washington and enjoy the view of Pittsburgh. Following another day packed with training and resources, attendees had the option to visit Solar Atmospheres in Hermitage, Pennsylvania, to tour the in-house vacuum heat treating and brazing facility.
Ike Okoh Product Engineer Dry Coolers
“I’ve enjoyed talking about the different types of heat processes and the types of furnaces — vacuum and atmosphere air systems,” said Ike Okoh, a product engineer with Dry Coolers, Inc, based in Michigan. “The questions I had before the course started were answered during the course, and the most beautiful part of the program was that it’s not always you get to see CEOs and or business owners in the training sessions with you. It’s wonderful to get to meet them and find out more about them and their companies.
“The instructors, Doug and Thomas, were really nice, went through the course and broke down some of the issues, took questions and answered them,” Okoh added. “All in all, it’s been an enlightening experience.”
“Every group that’s been here is different,” said Glenn. “This group has been really fantastic; it’s an engaging group, and overall, we’ve heard positive feedback that the sessions and networking have been helpful. So, thanks to everyone who has come, and we look forward to seeing others next year.”
Highlights of the Event
Monday evening’s meet-and-greet allowed participants to network and connect.
Days 1 and 2 of instruction from Doug Glenn and Thomas WingensField trip to Pittsburgh’s Duquesne Incline after Day 1 of instructionHTBC 2024 team and attendees
Keep your eyes open for your invitation to join us in 2025 for our fourth year of training up heat treaters of the future. Be sure to register early and bring friend and coworkers!
No matter the craft, disappointment is inevitable when the end result doesn’t turn out as planned. But in heat treatment, distortion is more than just a disappointment, it could contribute to weakness in a component, putting lives at risk. The industry can be credited for its commitment to determining the causes and manners in which parts distort and how to eliminate the risk.
Today’s best of the web article examines the inevitability of distortion in heat treating and demonstrates how to predict changes in size and shape of parts during processing, acknowledging that “maintaining dimensional accuracy is essential, especially for mission-critical and safety-critical components with the tightest tolerances.”
An Excerpt:
“Every part you heat treat will have some degree of ‘ballooning’ and distortion, but there are ways to predict how much your parts will deform. Knowing how your parts will change during heat treatment allows you to account for that change in the design of the part and, in a perfect world, avoid an additional round of machining after heat treatment.”
Like most power systems, power control dates back to vacuum tube technology. Like radios, amplifiers, and other industrial equipment, the furnace market started using transistors as the technology evolved. Vacuum tubes were not generally balanced and contained poisonous elements and were phased out of usage in almost all industries. In this Technical Tuesday installment, guest columnist Stanley Rutkowski III, senior applications engineer at RoMan Manufacturing, Inc., distinguishes the different methods used to regulate power input to furnaces.
An ERT/SCR power control Source: RoMan Manufacturing, Inc.
In today’s furnace market, there are generally three primary types of control systems: VRT, SCR, and IGBT. Each of these control technologies employs different methods to regulate the power input to the furnace, which in turn generates the required heat. These control systems transfer the power from the plant power system to a transformer in line with the load (heating elements). Power is delivered to a plant in a three-phase system from the utility company. The least costly and highest power factor systems have a balanced load across the three phases during the operation of any furnace.
VRT (Variable Reactance Transformer)
A VRT incorporates a feedback mechanism to either increase or decrease the amount of DC injected into the controlling reactor in the system. This increases or decreases the amount of current in the system to control the heat in the furnace by comparing it to the scheduled setpoint. A VRT system can have the following configurations:
Single-phase power controller for single load applications
Scott-T three-phase power controller (this is a system that allows all three phases of the incoming power system to be utilized in a two-phase load application)
Three-phase power controller (in either a Delta or Wye configuration) for three zone load applications
SCR (Silicon Controlled Rectifier)
An SCR control system uses a pair of thyristors (gated diodes) to control the amount of power applied to the primary of a transformer. The SCR control delays the start of the waveform, and the control point is reset when the waveform crosses the zero line. An SCR system can have the following configurations:
Single-phase, phase-angle controlled for single load applications
Single-phase, zero-cross controlled for single load applications
Single-phase, on-load, tap-changing controlled (this incorporates multiple pairs of the thyristors together to lessen the losses of the SCR system)
Scott-T three-phase power controlled (this is a system that allows all three phases of the incoming power system to be utilized in a two-phase load application)
Three-phase, phase-angle controlled (in either a Delta or Wye configuration) for three zone load applications
Three-phase, zero-cross controlled (in either a Delta or Wye configuration) for three zone load applications
IGBT (Insulated-Gate Bipolar Transistor)
An IGBT power control Source: RoMan Manufacturing, Inc.
An IGBT uses a diode bridge, capacitor, and switching transistors to control the amount of power applied to the primary of a transformer. The input frequency to the transformer is controlled by the switching transistors. The diode bridge is connected to the three-phase system allowing single, Scott-T (two zone), or three zone systems all to pull a balanced load across the three phases of the plant power system. A line reactor is incorporated to maximize the power factor in the system, minimizing the total power usage of the furnace. The IGBT system also uses a square wave into the transformer and a rectifier after the transformer to remove inductance out of the power delivery system to reduce costs of cables, breakers, and other components in the total package.
About the Author:
Stanley F. Rutkowski III Senior Applications Engineer RoMan Manufacturing, Inc.
Stanley F. Rutkowski III is the senior applications engineer at RoMan Manufacturing, Inc., working on electrical energy savings in resistance heating applications. Stanley has worked at the company for 33 years with experience in welding, glass and furnace industries from R&D, design, and application standpoints. For more than 15 years, his focus has been on energy savings applications in industrial heating applications.