AK Steel, a leading producer of flat-rolled carbon, stainless, and electrical steel products was recently acquired by Cleveland-Cliffs Inc., an iron ore company, with a definitive merger agreement to position the new company to create a vertically integrated producer of value-added iron ore and steel products.
Lourenco Goncalves, chairman of the board, president, and CEO of Cleveland-Cliffs
Under the terms of the merger, Cleveland-Cliffs will acquire all of AK Steel’s common stock, and expand their capabilities across the entire manufacturing process, from mining to pelletizing to the development and production of finished high-value steel products, including next-generation advanced high strength steels for automotive and other industries.
“By combining the best-in-class quality of AK Steel’s assets and its enviable product mix with Cliffs’ debt profile and proven management team, we are creating a premier North American company, self-sufficient in iron ore pellets and geared toward high value-added steel products,” said Lourenco Goncalves, chairman of the board, president, and CEO of Cleveland-Cliffs, who will lead the expanded organization. He added that the new company “is well-positioned to serve both the blast furnace and electric arc furnace segments.”
Roger K. Newport, CEO of AK Steel
“The combination of Cliffs’ iron ore pellet capabilities and our innovative, high-quality steel product development and production is strategically compelling,” said Roger K. Newport, CEO of AK Steel. “Together, we expect to be able to take advantage of growth opportunities faster and more fully than either company could on its own. With AK Steel’s 120-year heritage, which began in Ohio, and expertise in steelmaking, AK Steel and Cliffs make an excellent combination, which we expect will facilitate a smooth integration process.”
Canadian business jet manufacturer Bombardier recently announced that it will relocate its global aircraft final assembly plant to Mississauga, Ontario.
Bombardier signed a long-term lease agreement with the Greater Toronto Airports Authority (GTAA) to build its new state-of-the-art Global Manufacturing Centre located at Toronto Pearson International Airport. Preliminary site work is underway, and first production activities are set to begin in 2023, opening the way for final assembly operations for all global business jets, including the industry flagship Global 7500 business jet.
Alain Bellemare, president and CEO, Bombardier IncA rendering of Bombardier’s Global Manufacturing Centre at Toronto International Pearson
The one-million-square-foot facility will incorporate Bombardier’s advanced manufacturing technology, including a state-of-the-art automated positioning system that uses laser-guided measuring to ensure major aircraft structures, such as the wing and fuselage, are joined consistently and perfectly each time.
“Today, I’m very excited to announce the relocation of our Global aircraft family production activities to a new, cutting-edge manufacturing facility at Toronto Pearson,” said Alain Bellemare, president and CEO, Bombardier Inc. “This is a strategic move for Bombardier and a strong commitment to Ontario’s aerospace industry. It will allow us to offer world-class career opportunities and continue fueling the economic development of the region for years to come.”
A heat treating and metal processing services provider in the Pacific Northwest recently increased its hot isostatic pressing (HIP) capabilities with the purchase of new equipment to enable the company to process a broad range of materials and lot sizes for quality-critical industries, such as energy, aerospace, and medical.
Doug Puerta, CEO, Stack Metallurgical Group
Stack Metallurgical Group has doubled its HIP processing with the addition of a model QIH 122 M URC® from Quintus Technologies following the recent installation of a high-capacity Mega-HIP, the QIH286 M URC®; both combine HIP and heat treatment in a single process and are located at Stack’s recently completed facility in Albany, Oregon.
“We’ve been extremely happy with the market response as we have expanded our service offerings to include HIP,” said Doug Puerta, CEO, Stack Metallurgical Group. “The massive size of our first unit enables us to process larger castings and/or powder metal components. The new unit now allows us to process all ranges of materials and lot sizes and is ideal for moderately sized components. The capabilities and capacity offered by these two units further strengthen the value proposition that Stack facilities provide their clients.”
Jan Söderström, CEO of Quintus Technologies
“We see opportunities not only in traditional markets such as castings but also in emerging markets, with additive manufacturing being the most notable,” added Puerta.
“Stack’s decision to invest in a second Quintus HIP is a tribute to our leadership position in the industry,” said Jan Söderström, CEO of Quintus Technologies. “As the need for hot isostatic pressing steadily increases, we are very pleased with this next step in our relationship.”
A global manufacturer of technically advanced specialty materials and complex components recently announced that it has reached an agreement on multiple new long-term contracts with an aircraft engine supplier to supply iso-thermal and hot-die forgings used in the manufacture of commercial jet engines.
Robert S. Wetherbee, ATI’s president and CEO
GE Aviation, headquartered in Evendale, Ohio, has contracted with Allegheny Technologies Incorporated (ATI) for the development and production of materials and components for hotter-burning, more fuel-efficient jet engines.
“We are pleased to extend and expand our six-decade partnership with GE Aviation,” said Robert S. Wetherbee, ATI’s president and CEO. “These long-term agreements demonstrate the trust that GE Aviation places in ATI to deliver the highest quality materials and components to their production lines on-time.”
Michael J. Wagner, GE Aviation’s global sourcing general manager
“This is a great example of how we are developing key partnerships, like ATI, for the purpose of growing capability and capacity in the forging industry to ensure we can support our customers,” said Michael J. Wagner, GE Aviation’s global sourcing general manager.
John Pickens is an executive manager, principal engineer, & metallurgist, experienced with major materials systems in metals, manufacturing, ceramic materials, recycling, & sustainability. Throughout his career, John has garnered recognition for creativity and innovative resourcefulness in resolving dilemmas with a skilled eye for saving costs as well as a passion for shop-floor teaching and training. His participation in a project is valuable in all stages, from planning to operational, demonstrating leadership and exceptional management skills. John possesses domestic and global experience in directing technical and operational units in developing and commercializing products and processes, innovatively creating new business opportunities with an emphasis on technology, commercialization. market development, cooperation, & profitability. His industrial experience is in steel, primary & secondary aluminum, automotive, aerospace, recycling & minerals processing with a broad materials base in steel, aluminum, ceramics, intermetallics, composite materials, and advanced processing technologies. After several years of managing projects and overseeing new product development for a variety of businesses and organizations, including NASA, John founded his own company, Material & Process Innovation, LLC, in 2009, creating new business opportunities for clients via innovative solutions using metallurgical/materials/process engineering and technical marketing expertise by coupling depth and breadth in materials engineering with an extensive network of scientific and industrial contacts across multiple industries. MPI’s projects have included aluminum recycling, aluminum & steel slag recycling, steel production, production of cement and concrete products, recycling of scrap metals and auto shredder residues, alternative energy, and Waste-To-Energy ash recycling and sustainability. Among other awards and achievements, John received the NASA Special Achievement Award for contributions.
Publications or Significant Accomplishments:
Worked in various aspects of metals and materials industries for 34 years, including metallurgy both on the shop floor and in industrial research; materials development engineering; project management with NASA; and technology management with a major steel corporation. (1975-2009)
Founded Material & Process Innovation, LLC, creating new business opportunities for clients via innovative solutions using metallurgical/materials/process engineering and technical marketing expertise by coupling depth and breadth in materials engineering with an extensive network of scientific and industrial contacts across multiple industries. MPI’s projects have included aluminum recycling, aluminum & steel slag recycling, steel production, production of cement and concrete products, recycling of scrap metals and auto shredder residues, alternative energy, and Waste-To-Energy ash recycling and sustainability. (2009 to present)
Saved company participation in 301 stainless steel market by eliminating causes of stress corrosion cracking and preserving product line, reversing plans to exit 301 stainless market participation. (LTV Steel Company, 1975-1986)
Developed process for roll-bonded “stainless-steel-over-carbon-steel-core” composite steel product. (LTV Steel Company, 1975-1986)
Developed/patented new batch-annealed dual phase steel utilizing existing process equipment to allow participation in market without millions of dollars of capital expenditure for new process equipment. (LTV Steel Company, 1975-1986)
Won Industrial Research Magazine’s 1986 IR-100 Award for new product development. (Clevite Industries, 1986-1987)
Served as Sub-Project Manager in the NASP (National Aerospace Plane) and HSCT (High-Speed Civil Transport) programs, as well as technical agent representing NASA on development, fabrication, & technology transfer for the HSCT Engine Team, an innovative project management approach linking NASA, Pratt & Whitney, and General Electric Aircraft Engine Co. in commercial development of the High-Speed Civil Transport. Involved advanced metallics, intermetallics, and ceramic materials processing concepts for fabrication and joining. (NASA, 1987-1995)
Received NASA Special Achievement Award for contributions. (NASA, 1987-1995)
Developed and facilitated commercialization of thermal spray & powder metallurgy processes for manufacturing advanced materials for aerospace applications incorporating Statistical Design-Of-Experiments approach and technology transfer to industrial sources. (Alumitech, 1995-2005)
Led technical components in management team that increased revenues from ~$10 to $50 million through growth & acquisitions. (Alumitech, 1995-2005)
Developed & patented process technologies and products for closed-loop recycling of aluminum industry waste streams into multiple industrial markets…aluminum, cement, steel, chemicals, glass, & refractories. (Alumitech, 1995-2005)
Designed, built, started-up full-scale process facilities for commercializing closed-loop recycling business encompassing comminution, hydrometallurgical & pyrometallurgical operations. (Alumitech, 1995-2005)
Created and marketed new products for use by industrial customers, e.g engineered calcium aluminate product for ladle metallurgy refining of liquid steel, production of cements, glass production, etc.) (Alumitech, 1995-2005)
Awarded maximum NICE3 commercialization grant from the Department of Energy and Ohio’s Department of Development to commercialize new recycling technology. (Alumitech, 1995-2005)
Commercialized recycling operating systems & businesses in USA and Europe during expat assignment in Norway to complete plant construction and successful start-up of operations. (Aleris, 2005-2009)
Developed/commercialized new products, operations, & markets for new NMP products businesses. (Aleris, 2005-2009)
Developed products for the steel industry for ladle refining of liquid steel (calcium aluminate & slag conditioners) (Aleris, 2005-2009)
Developed reduced cost flux options for melting furnaces with potential cost reductions of $5 million to $15 million per year for North American operations (Aleris, 2005-2009)
This article continues the ongoing discussion on Equipment Selection for Induction Hardening by Dr. Valery Rudnev, FASM, IFHTSE Fellow. Six previous installments in Dr. Rudnev’s series on equipment selection addressed selected aspects of scan hardening and continuous/progressive hardening systems. This post is the third in a discussion on equipment selection for one of four popular induction hardening techniques focusing on single-shot hardening systems.
Previous articles in the series on equipment selection for single-shot hardening are here (part 1) and here (part 2). To see the earlier articles in the Induction Hardening series at Heat TreatToday as well as other news about Dr. Rudnev, click here.
Single-Shot Inductors for Non-Cylinder Parts
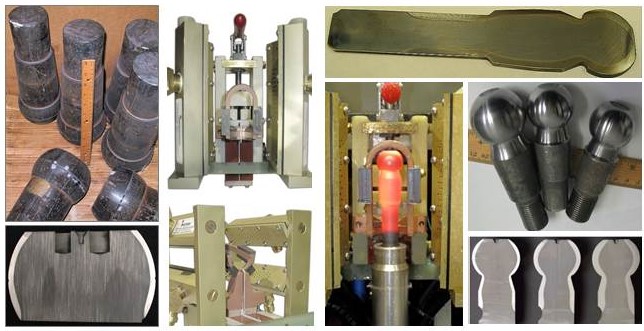
Single-shot inductors can be successfully used for hardening not only components of classical cylinder geometries but other geometries as well. This includes workpieces of general conical shapes, such as elliptic, parabolic, hyperbolic geometries—and the list can grow. As an example, Figure 1 shows induction surface-hardened ball joints (ball studs) and the single-shot inductors used to harden them. Ball studs are used in automotive, off-road, and agricultural machinery and can be different in shape and size (Compare images on the left in Figure 1 with images on the right.), requiring noticeably different hardness patterns.
Figure 1. Surface-hardened ball joints (ball studs) and single-shot inductors used for its hardening. (Courtesy of Inductoheat Inc., an Inductotherm Group company.)
In any attempt to scan harden workpieces with appreciable diameter changes, the scan coil must have a sufficient gap to clear the largest diameter. When scanning the section(s) of the workpiece with smaller diameters, an inductor-to-shaft air gap might be very large, resulting in low electrical efficiency and potentially exhibiting difficulties in load matching as well as in controlling the austenitizing pattern along the length of the part producing "cold" and "hot" spots. Additional difficulties may appear in controlling the hardness pattern in regions (e.g., near geometrical irregularities) where good control is most needed.
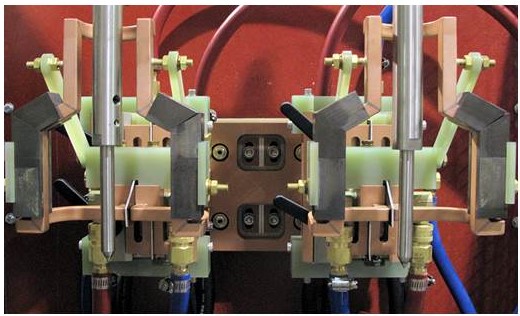
Thus, the substantially different workpiece-to-inductor electromagnetic coupling variations might not permit using classical multiturn solenoid coils or scan inductors. In contrast, single-shot inductors allow not only better electromagnetic coupling along the entire length of heat treated components (Figure 2) but also better address the geometrical irregularities of heat treated workpieces, producing the required hardness patterns at minimum process times with superior metallurgical quality.
Figure 2. Single-shot inductors allow better electromagnetic coupling along the length of heat treated components properly addressing the geometrical complexity of the workpiece. (Courtesy of Inductoheat Inc., an Inductotherm Group company.)
As stated in Part 1 of this series, in contrast to scan hardening, a single-shot inductor can be contoured along the length of the part properly addressing the geometrical complexity of the workpiece. Furthermore, the use of flux concentrators helps drive the current into the desired areas and allows producing a well-defined hardness profile with minimum distortion. The trade-off here is that more finesse is required in the design stage to produce the properly profiled single-shot inductor at the lowest possible cost.¹ Errors are costly since these inductors are each custom made for a given part or application and modifications can be quite costly. Thus, computer modeling is a helpful assistant as an attempt to keep the development cost down and shorten the "learning curve".
Proper hardening of such components as output shafts, flanged shafts, planet carriers, yoke shafts, sun shafts, intermediate shafts, driveshafts, turbine shafts, and some others may require extensive copper profiling, making a single-shot hardening inductor a complex electromagnetic device.
Certain geometrical features such as flanges, diameter changes, bearing shoulders, grooves, undercuts, splines, etc., may distort the magnetic field generated by an inductor, which, in turn, can cause temperature deviations, making it challenging to achieve certain hardness patterns.
For components containing fillets, it is often necessary to increase the heat intensity in the fillet region owing to the geometrical specifics. Also, the larger mass of metal in the proximity of the heated fillet and behind the region to be hardened produces a substantial thermal “cold sink” effect.¹ This draws heat from the fillet due to thermal conduction, which must be compensated for by generating additional heating energy in the fillet area.
Needed energy surplus can be achieved by narrowing the current-carrying face of the crossover segment of the single-shot inductor (Figure 3). Here is a simplified illustration of an impact of a copper profiling of the inductor’s heating face: if the current-carrying portion of the inductor heating face is reduced by 50 percent, there is a corresponding increase in current density. This will be accompanied by an increase of the eddy current density induced within the respective region. According to the Joule effect, doubling the induced eddy current density increases the induced power density roughly by a factor of four. Also, attaching a magnetic flux concentrator to certain areas of the hardening inductor further enhances the localized heat intensity.
Figure 3. Longitudinal leg sections of single-shot indicators and their crossover segments can be profiled by relieving selected regions of the copper to accommodate workpiece geometrical features. Attaching a magnetic flux concentrator to certain areas of the inductor further enhances localized heat intensity. (From V. Rudnev, A. Goodwin, S. Fillip, W. West, J. Schwab, S. St. Pierre, Keys to long-lasting hardening inductors: Experience, materials, and precision, Adv. Mater. Processes, October 2015, pp. 48–52.)
When using a single-shot inductor, it is particularly important that the workpiece is properly located in the heating position because seemingly minor dislocations may noticeably affect the heat treat pattern and metallurgical quality of hardened parts.
Traditionally designed single-shot inductors may exhibit high process sensitivity that is associated with the electromagnetic proximity effect.¹ A change in positioning of the workpiece inside the single-shot inductor attributed to excessive bearing wear of the centers, improper machining of the centers and fixtures, incorrect part loading, and other factors may produce a correspondent appreciable variation in the hardness pattern (particularly within the fillet region, undercut areas, and the part’s end zone). A reduced hardness case depth and the formation of unwanted microstructural products associated with incomplete phase transformation may be the result of that. Magnitude and distribution of transient and residual stresses might also be altered. Thus, attention should be paid to part’s reliable positioning during heating and quenching cycles.
As can be concluded, there are good reasons for using single-shot hardening, scan hardening, or continuous/progressing hardening approaches in induction hardening applications. The decision must be well thought out based on many factors such as geometry specifics, product quality, production rate, design proficiency, limitations of available equipment, reliability requirements, cost considerations, and some other factors.
The next installment of this series, “Dr. Valery Rudnev on . . . ”, will continue the discussion on design features of induction single-shot hardening systems.
Heat Treat Today inadvertently omitted some important news regarding Gasbarre Products in last Friday’s News Chatter. Our apologies. The correct information is below.
Gasbarre Products, Inc. has announced that at the end of 2019 all thermal processing systems will be manufactured in its 50,000 sq. ft. facility located in St. Mary’s, Pennsylvania.
Alex Gasbarre, CEO, Gasbarre Products
In 2011 Gasbarre acquired the JL Becker brand of industrial furnace equipment, and over the last eight years, Gasbarre has run parallel manufacturing facilities in Michigan and Pennsylvania for its furnace equipment. Consolidating the manufacturing of its common product lines allow for the most efficient use of its floor space, equipment, and manufacturing processes.
Ben Gasbarre, President, Gasbarre Thermal Processing Systems
According to Gasbarre CEO, Alex Gasbarre, “This move is not only beneficial to our current operations, but it will directly impact our customers. Our St. Mary’s facility has a track record of on-time delivery, quality, safety, and efficient processing. Those factors will drive competitive pricing with quick delivery.”
Gasbarre will remain in the Detroit area with a sales, engineering, and service facility. Ben Gasbarre, president of Gasbarre Thermal Processing Systems, will maintain his leadership role within the Plymouth, Michigan, location. The sales and technical team will drive Gasbarre’s furnace systems into the future. Gasbarre has plans to not only design and service its equipment but also to eventually establish a technical center for process testing and demonstration purposes. “The move will allow us to better utilize our highly-skilled personnel to accelerate advancements to our products, technology, and services,” said Ben Gasbarre.
Expansion in St. Mary’s will be necessary, so plans have begun for an additional 12,000 sq. ft. of manufacturing space with additional office and conference room capacity. This will be a significant investment in the furnace operations to drive manufacturing, technology, and growth into the future.
Advanced large-capacity heat treating equipment and vacuum furnaces, as well as rare aerospace equipment, are listed among the items that were auctioned in December 2019, as part of the closure of an industrial facility belonging to a California-based rocket and missile propulsion manufacturer.
Paul Zimmer, CEO of Machinery Marketing International
Aerojet Rocketdyne began downsizing its operations and holdings in Rancho Cordova, California, in 2017 and expanding its manufacturing footprint in Arkansas. Machinery Marketing International (MMI), in collaboration with Hilco Industrial, was secured to partner with Aerojet in the downsizing of assets, and a large industrial auction of Aerojet Rocketdyne manufacturing equipment that occurred in December.
The auction of the 800,000-plus sq ft manufacturing facility features advanced large-capacity heat and vacuum treating, composite structure forming, CNC machining, quality assurance equipment, and more. Key assets falling under the auctioneer’s gavel include an Abar Ipsen HR-120x152VC 6-bar MetalMaster horizontal vacuum compression braze furnace and a Grieve HB-500 500°F electric oven.
“We are proud to have been selected as an asset disposition partner for this closure,” said Paul Zimmer, CEO of Machinery Marketing International. “This facility features rare aerospace equipment including vacuum furnaces and heat treatment machinery, composite manufacturing equipment, large scale turret lathes, and a wide selection of machine tools. The scale and quality of this equipment makes this auction a unique opportunity for buyers.”
The live auction will take place at 2001 Aerojet Road Rancho Cordova, California 95742 on Tuesday, December 10, at 10:00 AM (Pacific Time) with additional online webcast bidding hosted by Bidspotter. Lot preview and machinery inspection will occur Monday, December 9, 8:00 AM to 4:00 PM (Pacific Standard Time), or earlier by appointment.
Heat TreatTodayoffers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry.
Personnel & Company Chatter
Tim Merryweather has joined U.K.-based heat treater, the Wallwork Group, as vacuum brazing technical sales engineer.
A manufacturer of monolithic refractories and precast refractory shapes has opened its second manufacturing facility in Tianjin, China. The newly constructed, 210,972 sq ft Allied Mineral Products plant will resolve production space needs as well as expand workspace.
In partnership with a manufacturer of robotics and automation equipment for the construction industry, a refractory supplier recently introduced a device that provides workers in the refractory industry with on the jobsite safety and productivity benefits. HarbisonWalker International (HWI) joined forces with Construction Robotics in production of the MULE-R (Material Unit Lift Enhancer – Refractory).
A new hot isostatic pressing (HIP) system was revealed at an open house in Cleveland, Ohio, hosted by Paulo to unveil the company’s new HIP capabilities, available via its Quintus model QIH-122 Hot Isostatic Press, which can combine HIP with heat treating.
Gasbarre Products, Inc. has announced that at the end of 2019 all thermal processing systems will be manufactured in its 50,000 sq. ft. facility located in St. Mary’s, Pennsylvania. In 2011 Gasbarre acquired the JL Becker brand of industrial furnace equipment, and over the last eight years, Gasbarre has run parallel manufacturing facilities in Michigan and Pennsylvania for its furnace equipment. Consolidating the manufacturing of its common product lines allow for the most efficient use of its floor space, equipment, and manufacturing processes. Gasbarre will maintain its presence in the Detroit area with a sales, engineering and service facility. Ben Gasbarre will maintain his leadership role within the Plymouth, Michigan location. The sales and technical team will drive Gasbarre’s furnace systems into the future. Gasbarre has plans to not only design and service its equipment but to eventually establish a technical center for process testing and demonstration purposes. Ben Gasbarre stated, “The move will allow us to better utilize our highly-skilled personnel to accelerate advancements to our products, technology and services.”
In a move to realize approximately $6 million to $8 million of annual savings, TimkenSteel Corp., Canton, Ohio, announced plans to close its TimkenSteel Material Services facility in Houston, Texas, in the first quarter of 2020. The 100,000-square-foot operation currently employs approximately 100 people who provide precision value-added and finishing services, primarily to customers that service the energy market.
A supplier of nitrogen generators and related products to utilities, petrochemical producers, manufacturers, and energy providers announced a move into an existing 66,000-sq.-ft. building as part of an enhanced growth strategy that includes additional hiring and new products. South-Tek Systems LLC will remain in the Wilmington, North Carolina, area.
A global stainless steel manufacturer with headquarters in Spain has reached an agreement for the acquisition of VDM Metals Holding GmbH. Acerinox, S.A. purchased the Germany-based leader producer of specialty alloys from Lindsay Goldberg Vogel GmbH and Falcon Metals BV.
An aluminum giant recently broke ground on a $36 million investment to expand and upgrade the company’s capabilities in automotive closed-loop recycling, a process to take aluminum scrap created during stamping. Novelis Inc’s investment in new vehicle production at the Greensboro, Georgia, facility includes adding state-of-the-art equipment for aluminum scrap recycling, a new baghouse for improved dust mitigation and enhanced designs for safer and more efficient traffic flow.
Equipment Chatter
A manufacturer of excavating equipment purchased a high-temperature car bottom furnace with an operating temperature of 1000°F (538°C) to 2282°F (1250°C) for stress relieving, normalizing, and other high-temperature processes. Gasbarre Thermal Processing Systems was commissioned to design and manufacture the system to meet customer’s strict NOx and CO requirements as well as AMS 2750 temperature uniformity requirements across a wide temperature operating range.
A company requiring annealing or normalizing process recently purchased No. 1049, a 1050°F (566°C) cabinet oven with two drawers from Grieve. In addition, a customer has received shipment of No. 1039, a 2,000°F (1,093°C) inert atmosphere, heavy-duty furnace used for heat treating turbine components.
A manufacturer in the technology industry has received shipment of an indirect gas-fired heavy-duty walk-in series oven from Wisconsin Oven Corporation. The walk-in oven will be used for heat treating materials used in the production of vehicle batteries.
A world-leading international supplier of parts to the automotive industry acquired a Sinac stationary induction heating system from EFD Induction to be used for preheating in a series production of steel pump housing.
A Vietnamese steel producer has issued the final acceptance certificate for the latest state-of-the-art acid regeneration plant (ARP) at their new plant in Binh Dinh, Vietnam, which will operate in accordance with stringent European environmental regulatory standards. Hoa Sen Group issued the
certificate to Tenova.
German steel distributor Salzgitter Flachstahl GmbH (SZFG) has awarded the contract to build a 2.2 megawatt PEM electrolysis plant (PEM = proton exchange membrane) to Siemens Gas and Power, which will cover SZFG’s entire current demand for hydrogen. The necessary electrical power will be generated by seven wind turbines with a capacity of 30 megawatt.
A customer in the secondary smelting industry purchased a gas-fired aluminum stack melting and holding furnace from Lindberg/MPH. This stack-type central melting furnace will be utilized to produce aluminum ingot and sows. The furnace has a melt rate of 4,500 pounds per hour.
A world-leading steel producer has been commissioned to be the main supplier of steel plate to the first U.S.-flagged Great Lakes bulk carrier built in more than 35 years. Fincantieri Bay Shipbuilding contracted with ArcelorMittal Burns Harbor for the steel supply to build the carrier, which likely will help haul raw materials to the mill after its launch.
An aerospace company recently ordered four TITAN® H6 2 bar vacuum furnaces that will be used for heat treating additively manufactured parts in full-scale production. Ipsen USA shipped two of the furnaces in November and will ship the remaining two in January.
Kudos Chatter
The Women in Finishing FORUM announces registration is open for the second annual program to be held at the Embassy Suites South Bend, Indiana, at Notre Dame from May 6-8, 2020. The FORUM features a variety of professional and personal development sessions, team-building exercises, and networking events geared towards women in industrial finishing. Women in Finishing is sponsored by the Chemical Coaters Association International (CCAI).
Muhammed Odeh, the General Motors (GM) supplier quality engineer, visited ALD Thermal Treatment Inc. (Port Huron, MI, USA) plant to officially present the GM Supplier Quality Excellence Award for 2018. This is ALD’s 5th consecutive year for this prestigious award since 2014. In addition, ALD was again recognized as a Supplier of the Year for providing heat treatment services.
Heat TreatTodayis pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to editor@heattreattoday.com
Carpenter Technology Corporation, a leader in high-performance specialty alloy-based materials and process solutions, recently announced the grand opening of its Emerging Technology Center (ETC) in Athens, Alabama, with capabilities for vacuum heat treating for multiple applications, including aerospace, automotive, energy, medical, defense, and other industries.
Carpenter Technology CEO Tony Thene
With a new, state-of-the-art quick cooling hot isostatic press (HIP) and vacuum heat treating system, Carpenter Technology’s 500,000-square-foot additive manufacturing (AM) facility provides the capability to atomize a range of specialty alloys into metal powder and manufacture the powder into finished parts using AM technology (3D metal printing).
"Our Emerging Technology Center is a critical component of Carpenter Technology’s future growth and development, and is aligned with our business strategy of evolving to an end-to-end solutions provider and influential leader in the AM area," said Carpenter Technology CEO Tony Thene. "We will also use it as a base to launch future investments as we expand our soft magnetics technology platform, scale up additional powder operations, and demonstrate a number of next-generation materials we have under development today."
The ETC investment complements Carpenter Technology’s 500,000-square-foot Alabama manufacturing facility, which began operations in 2014, and produces high-end specialty alloy products, primarily for the aerospace and energy markets.
"We have chosen to continue to invest in North Alabama because it offers three important advantages—a high-quality, tech-oriented workforce, a clear connection with the aerospace industry and a close working partnership with state and local government officials," said Thene.
"I have been looking forward to the opening of Carpenter Technology’s Emerging Technology Center since we joined with company leaders to announce plans for the facility at the Farnborough International Airshow in 2018," said Alabama Governor Kay Ivey. "I’m proud to see this world-class R&D center call Alabama home as we continue to strengthen the partnership with our friends at Carpenter Technology.