It wasn’t long ago that auto industry watchers were casting votes for either steel or aluminum in what was to be a big competition in what metals would be used in automotive lightweighting.
Would it be the heavy-weight champion steel which was ramping up its development of high-strength, lower-weight steels? Or would the new contender on the block, aluminum, gather more adherents to lightweighting in the wake of Ford Motor Company choosing aluminum for its F-150 and Super Duty pickup bodies?
An excerpt:
“A consensus has emerged. The future for the industry is a mix of materials, a mix that will vary from vehicle to vehicle. It’s also likely to be a more complex future, with composite materials making inroads in the long run.”
Jay Baron, retired president of the Center for Automotive Research (CAR), Ann Arbor, Michigan
“You have to take into account all sorts of factors,” said Jay Baron, retired president of the Center for Automotive Research (CAR), Ann Arbor, Michigan. Vibration and stiffness figure into the equation, he said. And there’s cost. “It’s much more than weight and strength.”
Designing and building vehicles with a patchwork quilt approach to materials is how some brands are tackling the lightweighting challenge. Most are also exploring advanced technological processes such as a combination of 3D printing and artificial intelligence, friction welding technology, and rethinking other automotive systems, e.g., braking.
Main image credit / caption: Manufacturing Technology Inc. (MTI) / The MTI-built LF35-75 at Lightweight Innovations for Tomorrow is ideal for unique part geometries, near-net shapes and full-size part development for all industries, according to MTI.
A global company that produces specialty metals and provides related vacuum heat treating equipment and services recently announced the acquisition of assets of a leading titanium producer based in western Pennsylvania that supplies the aerospace industry.
AMG Advanced Metallurgical Group N.V. finalized the acquisition of the assets of International Specialty Alloys (ISA) from Kennametal Inc. through its operating unit AMG Technologies, which, besides its production of titanium aluminides and titanium master alloys, also designs, engineers, and produces advanced vacuum furnace systems and operates vacuum heat treatment facilities under the ALD Vacuum Technologies brand name, primarily for the transportation and energy industries.
ISA, located in New Castle, Pennsylvania, is a leading U.S. producer of titanium master alloys and other binary alloys for the aerospace market.
“The acquisition of ISA provides an excellent opportunity for AMG Titanium Alloys and Coatings to increase its market position in these key products for the aerospace market in North America and Europe,” stated Guido Loeber, President of AMG Technologies.
A 3D equipment and materials supplier recently announced a collaboration agreement to develop advanced tungsten-based metal 3D printing using binder jetting that focuses on two metal matrix composites.
Deborah West, vice-president of Business Unit Refractory & Specialty Powders, GTP
Global Tungsten & Powders Corp, a global manufacturer of tungsten and metal powders, and The ExOne Company, which manufactures industrial sand and metal 3D printers using binder jetting technology, have entered into this collaborative partnership to focus on tungsten-copper (W-Cu), used in high-voltage electrical applications, and cemented carbide (WC-Co), used in cutting tools and wear-resistant parts.
GTP uses the ExOne® Innovent®, an advanced and compact binder jet 3D printer, to manufacture parts in tungsten carbide and other tungsten composites. Binder jetting is a 3D printing process that uses a digital file to inkjet a bonding agent into a bed of powder particles, creating a solid part one layer at a time. Compared to other 3D printing processes, binder jetting delivers precision parts at a high rate of speed, making it an ideal approach for serial production.
The new ExOne-GTP collaboration focuses on the development of two metal matrix composites:
cemented carbide (WC-Co), a material with very high hardness and toughness that is widely used for the production of cutting tools and wear-resistant parts
Tim Pierce, ExOne Vice President of Metal Commercial Products
copper-tungsten (CuW), which is used in applications where high heat resistance, high electrical and thermal conductivity, and low thermal expansion are needed
“Binder jetting is the 3D printing method of choice for serial production of hard metal parts,” said Deborah West, vice-president of Business Unit Refractory & Specialty Powders, GTP. “Traditionally, tungsten carbide powder is pressed into the desired shape and then sintered to give it strength and density. Instead of costly and timely mold construction, the parts now can be printed directly in the desired shape, still using sintering technology to achieve the final strength. As a market leader in the development and production of high-quality tungsten powders, GTP always stays on top of the latest technology. We are excited to work with ExOne in the development of cutting-edge technology for the additive manufacturing industry.”
“Metal 3D printing using our exclusive approach to binder jetting has exciting and significant consequences for a variety of manufacturers, including those who make parts with cemented carbide and other tungsten composites,” said Tim Pierce, ExOne Vice President of Metal Commercial Products. “Our latest development collaboration with GTP will help advance the materials necessary to deliver on the vision of producing these parts faster, with less waste and more geometric design freedom.”
Heat TreatToday’s regular contributor Jason Schulze of Conrad Kacsik (“Jason Schulze on AMS2750E” series) interviewed Shaun Kim from Byington Heat Treating, located in Santa Clara, California, about the company’s experience preparing for and working through the Nadcap accreditation process. Shaun is the quality director at Byington Heat Treating.
The Byington Steel Treating Inc team
As a quality director at a commercial heat treat facility, I’ve been presented with some challenging situations. I take each challenge and examine it in any way I can, or at least, in any way that I know how. I like to think I’m a detail-oriented, evidence-based thinker with the ability to, at the very least, recognize gaps even if I’m not sure how to fill them. In short, the challenges drive me to learn more, and in the end, that is what I’m after. That is what I got out of the Nadcap process: a learning experience that has since prepared me for the next round.
My name is Shaun Kim. I’m the Director of Quality at Byington Steel Treating located in the California Bay Area. In fact, we are now the only Nadcap-approved commercial heat treat facility in the area. Byington Steel Treating has been around since 1952, heat-treating materials from carbon steels to aluminum allows to superalloys. Our capabilities have grown through the years and include hardness and conductivity testing. As we heat treat to AMS2759 (and family), AMS2770, and AMS2771, as well as material specifications, Nadcap accreditation was inevitable.
Sean Byington, CEO, Byington Heat Treating
The vision of Nadcap accreditation in heat treat was initiated and fully supported by our CEO Sean Byington. I know that, for many in the field, management may not supply the full resources needed to achieve Nadcap approval, but for me, that was not the case. Our CEO offered all the necessary resources to achieve accreditation. My challenge, once I first gained access to the eAudit.net website, was the new requirements within the checklist. As I stated, I’m detail-oriented, so I examined the checklists closely and, in the process, realized that in order to achieve Nadcap accreditation, simply conforming to an AMS specification wouldn’t be enough.
My biggest challenge was pyrometry. At the time I didn’t understand AMS2750E very well, so I intently read the specification until it started to make sense. I must have read that specification 10-plus times. Our initial Nadcap audit did not go well. It wasn’t that we were not doing what was required; it was that we did not have those requirements documented. We ended up going through the risk-mitigation process, otherwise, we would have had to wait two years to re-apply for Nadcap heat treat accreditation—something our team and CEO was not willing to do. If I had to point out some things I would have done differently pre-risk mitigation, I would have a) given myself more time to prepare, b) hired an industry expert to perform a gap-analysis using the AC7102 checklists, and c) hired an industry expert to facilitate the audit.
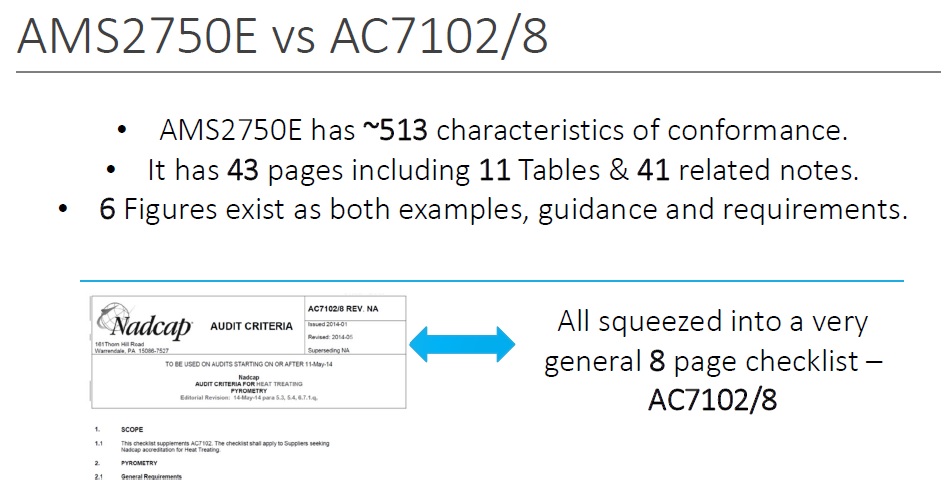
Slide from the Nadcap training Jason Schulze provides on behalf of Conrad Kacsik
Back to the risk mitigation process. The Nadcap risk mitigation process essentially consists of addressing all findings received from the eAudit.net system. PRI Staff Engineers will review root cause and corrective actions as they normally would during a reaccreditation audit. Prior to the risk mitigation process, we engaged an industry expert to help us review the findings to ensure that what we were capturing would improve our process and get the findings closed. Even though the risk mitigation process, we learned a lot about the response expectations and just how far we had to dive into our process to find the root cause and take corrective action. In the end, I must admit, I wouldn’t have changed anything. Going through the pains of risk mitigation prepared our company for the stringent requirements that come when processing aerospace parts to the requirements of Nadcap. Nadcap is a serious thing, and we wanted to learn as much as we could even if it meant putting a lot of time and effort into risk mitigation, which we did.
Internal audits gas analysis results can provide a learning opportunity.
Post-risk-mitigation, my experience was completely different and so was our approach. We retained our consultant who walked us through a gap analysis and supplied us with a close-out letter, laying out each gap for each checklist and how to close the gap. Once we had this information, and with an open line of communication to our consultant, we modified our procedures/forms and re-trained our staff in line with changes and requirements. At that point, my understanding of the Nadcap requirements, as well as AMS2750E, had improved greatly, which helped us through the process.
The time came for us to have our initial Nadcap heat treat audit. This process was tough. We had worked hard to close all the gaps we could think of. The auditor did not necessarily contribute to the tough process; it was more about the under-the-gun feeling. We had worked hard and invested the time and money to ensure a successful audit, and we were eager to experience the reward. Of course, there were several times we did not see eye-to-eye with the auditor, but in the end, we had a very successful audit. We passed with room to spare.
Interior of a vacuum furnace
In the end, I learned a lot through the process of Nadcap accreditation in heat treat. I’m a strong believer that you will never learn anything unless you make mistakes along the way and identify why it happened. There is no way for us to learn unless someone points it out or an event forces us to recognize the gap and we then address it.
Almost immediately, we began receiving RFQs which required Nadcap accreditation in heat treat. We have been processing quite a bit of work which requires Nadcap approval and aim to get more. If I could share any advice it would be the following:
Start from the beginning. Get the checklist and fill it out honestly—be honest with yourself about your capabilities.
It will not help you to ignore the gaps. Identify the gaps and start with those areas for improvement.
I recommend getting a consultant familiar with the Nadcap process of audits. The more you learn, the better off you will be.
If you would like to contact me for questions regarding my experience in our Nadcap heat treat accreditation process, please feel free to email me at skim@byingtonsteel.com. I look forward to sharing my experience and learning from yours.
Jason Schulze of Conrad Kacsik, regular contributor to Heat Treat Today (“Jason Schulze on AMS2750E” series)
Written by Jason Schulze from questions presented by Jason Schulze using responses submitted by Shaun Kim from Byington Heat Treating.
A Pennsylvania company that provides aluminum fabrication, extrusion, and casting products across a variety of industries recently celebrated the completion of the expansion of its facility in Leetonia, Ohio, where new equipment was installed aimed at increasing the company’s capabilities.
Pennex Aluminum, which was also marking the 40th anniversary of Pennex being purchased by the Metal Exchange Corporation, specializes in aluminum extrusions and fabricated components for the automotive, construction, HVAC, landscaping, and off-road vehicle markets at the Leetonia facility.
A new, highly advanced innovation center was recently opened in Orlando, Florida, pairing design with manufacturing, implementing robotics, rapid prototyping, scanning, digital tools, and on-site metal additive manufacturing.
Tim Holt, COO of Siemens Gas and Power
Siemens and Materials Solutions, a Siemens Business, have equipped the 17,000 sq. ft. center with the latest manufacturing and inspection technologies, enabling faster solutions for industry opportunities and encouraging innovation for the creation of advanced components and digital solutions, using automation tools such as robotic machines, 3D printer, and 3D scanners. The Siemens innovation center will focus on rapid problem solving supporting the company’s energy businesses, while Materials Solutions will offer additive services to support the innovation center and external customers. According to Siemens, this center is the first of its kind in the U.S.
“This center is unique, bringing together a multitude of our innovative processes under one roof,” said Tim Holt, COO of Siemens Gas and Power. “The combination of these competencies, with the 12 years of experience in metal additive that Materials Solutions brings, provides us with a distinctive capability to support the development of holistic additive solutions/services to our customers in our energy business, as well as in high-performance industries such as aerospace, automotive and others.”
Main Photo Credit / Caption: Siemens / Vinod Philip, CEO Service Power Generation for Siemens Gas & Power, officially opens the Siemens Innovation Center in Orlando, Florida.
A U.S. steel producer recently purchased key process equipment for the existing continuous galvanizing line (CGL) at its Columbus, Mississippi, plant.
Steel Dynamics Inc., based in Fort Wayne, Indiana, plans to modify its current CGL#1 to produce advanced high strength steels (AHSS) for the automotive industry.
ANDRITZ, an international technology group providing plants, systems, equipment, and services for various industries, will supply engineering and delivery of a new direct-fired furnace (DFF), new differential rapid jet cooling (DRJC), and after pot coolers (APC). The project will be implemented during the fourth quarter of 2020.
The ANDRITZ delivery also includes the supply of model-predictive advanced furnace control (AFC) for the complete furnace sections as well as automation and electrical equipment and supervision of erection and commissioning.
Heat TreatTodayoffers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry.
Personnel & Company Chatter
Bharat Forge America Inc. will build an aluminum forging plant to manufacture automobile components in Sanford, North Carolina.
Ipsen USA recently announced the completion of an initiative to expand aftermarket services across the United States and Canada. Five regional sales engineers (RSEs) were hired over the last six months to assist customers with replacement parts, retrofits, upgrades, service, and technical support for any brand of atmosphere or vacuum heat-treating system.
An industrial heating technology company, Kanthal, recently launched an additive manufacturing service that will produce heating elements and components, as well as developing a new iron-chromium-aluminum alloy called Kanthal AM100.
GKN Aerospace has been selected as a key supplier on the new Gulfstream G700 business jet. The company is using its expertise in the design and manufacture of business jet empennages and thermoplastic components on the advanced aircraft. The rudder and elevators that are part of the empennage, as well as the floorboards, feature the latest thermoplastic technology. GKN Aerospace also produces the bonded fuselage panels for the new fuselage.
A ribbon-cutting ceremony recently marked the opening the new corporate headquarters and manufacturing facility of Process Cooling Systems, Inc. in Massachusetts.
Gasbarre Thermal Processing Systems recently partnered with Humberto Bastidas from Thermal Technic Furnace Solutions. Gasbarre will be working with Humberto and his team to launch a Spanish version of Gasbarre.com in the coming weeks and will assist with other marketing efforts in that region.
Equipment Chatter
A manufacturer of products from carbon recently provided large, custom Sigrabond Performance CFC fixtures to a North American aerospace company. By replacing the current alloy fixture with the new CFC fixtures from SGL Carbon, the customer increased part/fixture weight ratio from 62/38 to 87/13.
Two electrically heated multi-zone curing ovens were recently shipped to the composites industry by Wisconsin Oven for the purpose of curing carbon fiber threads.
A Model FB1046 floor-standing box furnace has been shipped by L&L Special Furnace Co, Inc., to a worldwide leader of high tech aerospace and associated components located in the Southeastern United States. The furnace will be used for processing aerospace parts and various thermal applications.
Danieli Olivotto Ferrè recently started up a tube roller hearth annealing furnace at Tenaris Tamsa, in Veracruz, part of one of the world’s largest manufacturers of steel pipe for the energy and automotive industries. The furnace is designed to treat steel tubes coming from cold or hot processing with a maximum throughput of 5 tons/h. The flexible furnace is able to perform different heat-treatment cycles, including normalizing, annealing, tempering and stress relieving. In addition, Danieli has been selected to supply the new electric arc furnace (EAF) melt shop and plate-/steckel-mill, as well as an electrical and automation package provided by Danieli Automation, for Nucor Corporation and its new greenfield plate steel mill complex in Brandenburg, Kentucky.
Dana Incorporated announced the expansion of a joint engineering agreement with Fendt, a worldwide brand of AGCO. Over the past three years, the companies have co-developed advanced Spicer® 980 independent suspended axles for the new Fendt 900 Vario series of large tractors.
Allegheny Technologies Incorporated announced it signed another 1-year agreement to extend and expand carbon steel hot-rolling conversion services for NLMK USA at its world-class hot rolling and processing facility, or HRPF, located in Brackenridge, Pennsylvania.
A global leading stainless steel manufacturer with headquarters in Spain, Acerinox, S.A., has reached an agreement for the acquisition from Lindsay Goldberg Vogel GmbH and Falcon Metals BV. of VDM Metals Holding GmbH, with headquarters in Germany and leading producer of specialty alloys.
A vacuum furnace for processing additive manufactured parts has been shipped to a large science and technology laboratory by Solar Manufacturing. The lab requires the furnace to further research and development work.
Through its subsidiary, Tenova Goodfellow Inc., Canada, Tenova installed and commissioned a peak shaver at VINA Kyoei Steel, Vietnam, providing continuous improvement for melt shop operations.
Kudos Chatter
A Ph.D. student at the University of Strathclyde in Glasgow, Scotland, Lewis Print is the inaugural winner of an international student award in industrial heating, the Kanthal® Student Award, presented by industrial heating technology company Kanthal. The award has been made for his work on the development of new technology for the production of silicon carbide (SiC) heating elements used in high-temperature industrial processes operating in the range 2012°F-2912°F (1100°C-1600°C).
At the October fall meeting in Vancouver, Canada, the Metal Treating Institute (MTI) recognized Mary Springer from Thermtech in Waukesha, Wisconsin, with the Heritage Award. The Heritage Award is MTI’s most prestigious award.
The Center for Materials Processing Data (CMPD) recently announced three organizations have committed to the Center’s inaugural Industry Member class: Pratt & Whitney (a founding industry member), MTS Systems Corporation, and Weber Metals. This commitment, operating to solidify its formation, has allowed CMPD to greenlight a pilot project focused on the material flow behavior as a function of temperature, strain rate, composition, and prior microstructure processing.
Pelican Wire was named the winner of the 25th annual Southwest Florida Blue Chip Community BusinessAward at this year’s luncheon and awards ceremony. Chosen by an independent panel of judges, the criteria are centered around overcoming adversity to achieve success.
ASB Industries, Barberton, Ohio, announced that Charles Kay, ASB vice president, was recognized as an ASM Fellow at the annual ASM Awards Banquet in October. The award citation states, “For global technical leadership in innovative thermal spray technologies, mentoring thermal spray practitioners, and sustained dedicated volunteer service to the thermal spray community.”
Heat TreatTodayis pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to editor@heattreattoday.com
The Industrial Heating Equipment Association recently announced its 91st Annual Meeting will be held on the high seas from March 12 – 16, 2020, on Royal Caribbean’s Brilliance of the Seas, departing from Tampa, FL. IHEA has had several very successful, high-quality annual meetings on cruise ships and is excited to offer this budget-friendly meeting to IHEA members once again.
This four-day event will feature two sea days and a day in Cozumel. As always, the annual meeting promises to deliver outstanding programming, committee work, and plenty of time for social interaction during the receptions and meal functions.
Chief Master Sergeant (Retired) Bob Vazquez
The program will include presentations from some of IHEA’s past favorites: Chief Master Sergeant (Retired) Bob Vazquez, Chris Kuehl, and Omar Nashashibi. Chief is a course director at the United States Air Force Academy’s Center for Character Development, as well as an adjunct professor at the University of Colorado at Colorado Springs. He will be talking to attendees about the Power of SUPERvision. IHEA is happy to welcome him back four years later for his unique perspective on leadership.
IHEA’s economist Chris Kuehl
Attendees will also hear from IHEA’s economist Chris Kuehl, who entertains as well as informs the crowd with his spirited delivery of the economic update. With all eyes and ears on Washington, Omar Nashashibi, a Washington D.C. lobbyist will present an insider’s perspective as the 2020 presidential election unfolds. As a bonus for all attendees, speakers will be available throughout the cruise to continue discussions and answer questions in a more relaxed setting.
Omar Nashashibi
IHEA committees will convene on board the Brilliance of the Seas to continue work on issues of importance to the membership and the industry at large. The complete program and event details will be available on the website, www.ihea.org, in early December.
The four-night cruise will depart from Tampa, FL on Thursday, March 12 and will return to Tampa on Monday morning, where guests will disembark to return home. As there are a variety of stateroom classes available onboard Brilliance of the Seas, IHEA has secured cabins in several different categories to provide cost flexibility to members. The cabin price is for one or two guests in the cabin. There is no discount for a single passenger in a cabin.
The annual reeting registration fee includes all committee and general session meetings, and evening receptions. There will be no registration fee for spouses/guests to attend the meeting.
A manufacturer of smart materials for the oil and gas industry and advanced magnesium alloys for lightweighting recently broke ground on its expanded magnesium foundry for manufacturing dissolvable metals.
Andrew Sherman, CEO of Terves
Terves Inc launched the 12,000 sq. ft. expansion to its Magnesium Foundry, an H3-classified magnesium metal processing facility expansion which enables the company to further expand its metal processing, heat treatment, machining, and storage capabilities. The expansion plans include additional permanent mold and materials handling and storage space, and the addition of sand casting, squeeze casting, and diecasting capabilities for custom magnesium and magnesium alloys and composites, in addition to further expansion of build-to-print component CNC machining services. These additions enable the company to support aerospace and defense magnesium applications in addition to Terves’ leading position in the dissolvable oilfield tool market.
“Dissolvable Metals are the New Composites as far as oilfield tools are concerned,” said Andrew Sherman, CEO of Terves. “Oilfield tools made from composite materials were adopted in the industry about two decades ago and today occupy a sizable market share. We are seeing a major adoption and growth trajectory for oilfield tools made from dissolvable magnesium materials. At the end of 2017, roughly 2% of all frac plugs deployed in the field were being made using dissolvable metals and the market is expected to grow to 5% of all frac plugs deployed in the field by the end of 2018 – a 250% growth in one year, with adoption and use increasing through 2025. We are seeing tremendous innovation as the industry gains extensive field experience with these new Engineered Response multifunctional materials, including several new staging and completion tools engineered using dissolvable materials. Given the massive value-add of dissolvable tools, primarily eliminating post-completion drill-outs coupled with the ability to do longer laterals, we expect that dissolvable tools would replace over 30% of drillable tools used in well completion over the next 3-5 years. Terves is investing in a further doubling of production capacity for cast and wrought magnesium products, and the expansion frees up space in existing facilities for initial production of new Engineered Response products, including revolutionary expandable structural materials and gas-generating reactive materials.”