We’re celebrating getting to the “fringe” of the weekend with a Heat TreatFringe Fridayinstallment: Global System, a manufacturer specializing in the production of fire-resistant doors, shutters, and smoke curtains, is adding a furnace from a well-known heat treat solutions manufacturer. The device will be used to carry out fire resistance tests for building products in accordance with the standard temperature curve. Critically, it has the ability to test solutions intended for both industrial and private use, enabling them to significantly increase competitiveness and productivity.
While not exactly heat treat, “Fringe Friday” deals with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing.
The contract covers the delivery of a vertical fire test furnace. This includes a flue gas purification system, a complete set of equipment, installation, commissioning, and staff training.
The furnace, supplied by SECO/WARWICK, enables advanced testing at temperatures reaching up to 1200°C (2192°F), in accordance with current fire resistance standards, which are applicable in both commercial building and maritime construction.
“The device may, in the future, support certification processes which the Partner is considering as their next development step,” says Mariusz Raszewski, Deputy Director of the Aluminum and Atmospheric Solutions Sales Division at SECO/WARWICK. He continues, “Laboratory furnaces for fire resistance testing in various configurations are intended for testing the fire resistance of suspended ceilings, vision panels, walls, columns and other structural elements. These tests are crucial for delivering safe construction solutions to the market.”
Mariusz Raszewski, Deputy Director of the Aluminum and Atmospheric Solutions Sales Division at SECO/WARWICK (Source: LinkedIn)Łukasz Jeleński, Technical Director of Global System sp. z o.o. (Source: LinkedIn)
“Safety and property protection are priorities in every facility. Global System provides fire protection solutions for various types of buildings — from residential and public utility structures to production halls and warehouses…. The device will allow us to conduct advanced product development research, including analysis of resistance to high temperatures and the impact of various fire conditions. Thanks to this, Global System will be able to further improve its products, increasing their safety and durability,” emphasized Łukasz Jeleński, Technical Director of Global System sp. z o.o.
He continued, “The furnace from SECO/WARWICK will allow us to test the properties of our products, and in the future, to apply for their certification. This is a big step in the company’s development. Additionally, having our own research facilities will enable us to carry out fire tests much faster and shorten the time to market for new solutions.”
The technology of fire testing furnaces is gaining popularity among building material manufacturers, as evidenced by SECO/WARWICK’s supply of a similar device to the French building materials giant KNAUF SAS. Several years ago, the company also supplied ALUPROF with a fire resistance test furnace. The SECO/WARWICK system allows the Partner to test new products, such as windows, doors, and façade systems before they are introduced to the market.
According to the State Fire Service, the highest number of fires in recent years was recorded in 2022 (93,453 incidents), which was an increase of more than 44% compared to 2021 (64,730). In the public utility buildings segment, the number of fires remained around 1,200–1,300 cases per year. Encouragingly, there has been a clear downward trend in fires in residential buildings from 2021 (20,633) to 2024 (16,656). The level for production and warehouse buildings has been relatively stable. In both cases, the number of fires did not exceed 1,500 per year. This shows just how important it is to raise public awareness of the crucial role fire protection systems play in buildings; implementation can contribute to improving safety.
Press release is available in its original form here.
Over the past year, Heat TreatToday has experienced many transitions: sending off several amazing editors into the next, family-focused stage of life and integrating the gifts of several outstanding editors and operations individuals. As we’ve dedicated time to focus on making what we do more compelling and helpful to you, we come to the last month of the year grateful for the opportunities we’ve had to take a call from an industry colleague, receive an editorial email from a reader, and bump shoulders at your heat treat operations and various industry events.
This Thanksgiving, we are thankful for how our team and the industry transforms. This is a particularly acute blessing as we see the final leaves descend this fall. God bless you and keep you and yours through all the changes of life.
For housekeeping purposes: our offices will be closed on November 27 and 28. Happy Thanksgiving!
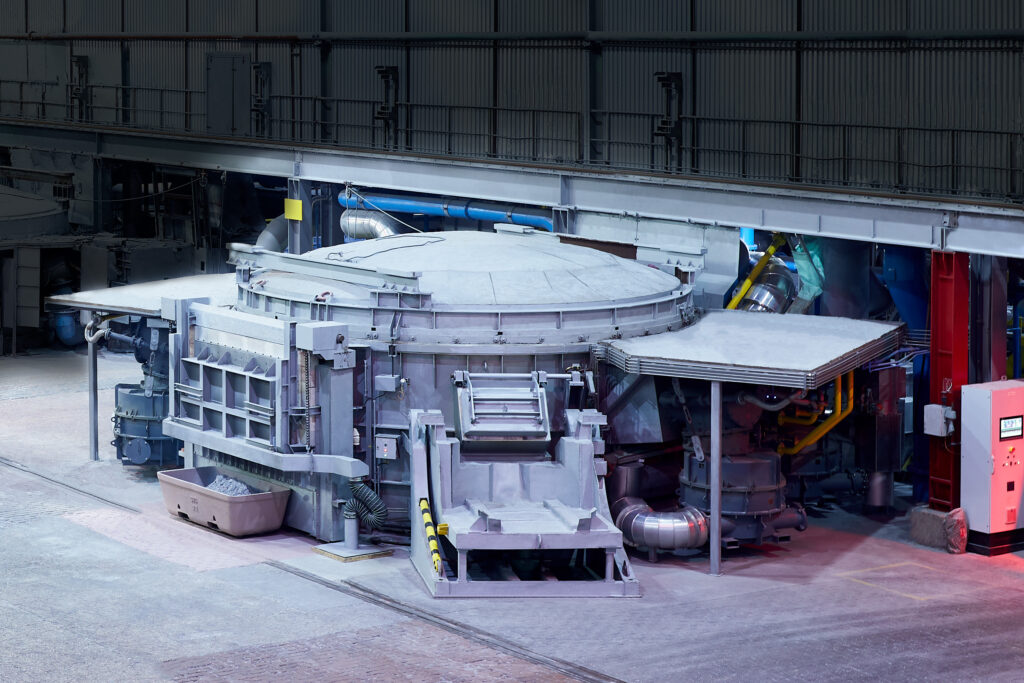
Three aluminum melting furnaces at a Novelis site have been updated to achieve a more than 40% reduction in carbon footprint and significantly lower gas consumption. This project marks an important step forward in the decarbonization of industrial processes.
The upgrade includes Fives’ North American® regenerative technology. The North American TwinBed® II burners, manufactured by the supplier, are recognized for their energy efficiency and low emissions. From engineering and design to commissioning, the project was fully managed by Fives’ North American Combustion’s teams based in Bilbao, Spain.
Aluminum melting furnaces updated for environmental impact (Source: Novelis)Novelis and Fives upgrade three furnaces (Source: Novelis)Emilio Braghi, Executive Vice President and President Novelis Europe
Source: Novelis
This joint initiative in Voerde, Germany, by Novelis and Fives highlights the shared commitment to sustainability and innovation. The 40% reduction in carbon footprint is based on gas consumption compared to pre-upgrade levels measured in mid-2023 at the Voerde casthouse.
“Sustainability is at the core of Novelis’ business model,” said Emilio Braghi, executive vice president and president of Novelis Europe. “With our company vision, Novelis 3×30, we’ve set ambitious goals to advance circularity and decarbonization by 2030. The upgrade of our three melting furnaces represents a practical advancement in reducing our environmental footprint and improving operational efficiency.”
“This project represents a new milestone in our long-standing collaboration with Novelis, which began nearly two decades ago,” added Pablo Arribalzaga, managing director for Europe at Fives North American Combustion. “We are proud to support Novelis’ sustainability journey with high-performance, low-emission combustion solutions tailored to their operations.”
Press release is available in its original form here.
In this Technical Tuesday installment, Jim Roberts of U.S. Ignition entertains readers in a Combustion Corner editorial about how fuel sources became more affordable over time and aspects of combustion burner design. Stick around for his side story on the “innovative” use of bedposts.
This editorial was first released inHeat Treat Today’sOctober 2025 Ferrous/Nonferrous print edition.
A furnace guy walks into a heat treat facility and sees burners everywhere. Furnace guy says to the faces in the room, “Why did you pick those types of burners?” Thinking this is a trick question, the heat treaters respond, cautiously, “To make things hot?” Of course, they are correct, because making fire and heat is the name of the game, right?
But as we have considered burner styles, designs, flame shapes, and air delivery types with our last couple of Combustion Corner columns, I suspect there was a good deal more analysis given to the selection of burners.
To appreciate the history of burner design, “furnace guy” should realize why burners evolved in the first place: fuel source. When the first burners were starting to be used on box furnaces, they used oil, kerosene, and fuel that had to be pumped. Over the years, many different fuels have been used. Yet, we have a tendency to think of gaseous fuels as the only option for burner performance.
Bedpost Burners
I recall the first time I got called into a facility to try and improve the performance of the furnaces (yep, I truly am a furnace/burner guy). It was a big box furnace that could handle 3-ton quench and temper loads. At that point, I was unaware of the multiple types of burners that were out in the market.
The owner of the shop opened the furnace door for me to see the combustion system. I stared. Sticking into the walls of this big box furnace were bedposts. These “burners” were purchased at 50¢ a post from some hotel auction, and they had about 50 spare posts to boot.
Grinder slots had been cut into the top of these posts. Refractory had been mudded into the mounting blocks to protect the fuel feed, which was being forced, or should I say blown, in through the bed posts and atomized by the pressure of being squeezed through these slots in the knob at the top of the posts!
The fuel? Diesel fuel. Regular, old, out-of-the-pump diesel fuel. Or kerosene, for that matter. I was told the system could also use fire pulverized coal, sucked into the bedpost by pitot feeds of compressed air. They lit the burners with burning oily rags tossed into the chamber and quickly opened the valves controlling the fuel.
I was there to sell new modern high-efficiency gas burners.
I declared that this was antiquated, unsafe, archaic, dirty, and said about a thousand other denigrating comments.
The owner of this heat treat said, “Yep, it’s all those things, and more!” He continued, “It’s also reliable, simple, and predictable.” He mused, “I suppose that that thing hasn’t really broken down or shut off in the 25 years since we built it!”
I’m a fairly quick study and surmised that I was not going to make this sale. Duh! This furnace had everything they needed. And the gas system I was going to propose was going to be expensive.
A Burgeoning Gas Industry and Our Next Column
That furnace was still running when I made a move to another city some 10 or so years later.
Eventually, the gas industry that cropped up made fuel cheap…and I mean cheap. I thought, “I bet that guy and his accursed bedpost burners will talk to me now!” So, I went back, and that fella said, “Yeah, we got out of the business that used that old process and moved on. We’d be glad to talk about modernization.” And we did.
That same outfit that operated bedposts for burners for 50 years became a vanguard for modern efficiency and process improvement.
Natural gas as a fuel source is quite modern. Nowadays, that is essentially the truth: natural gas and sometimes other gaseous equivalents tend to be the most widely used fuels in the industrial world.
When looking at the rapid developments of burner configurations and why they developed, it is best first to understand some of the history of these developments. See you in the next installment to talk about the history of the industrial gas industry.
About The Author:
Jim Roberts President US Ignition
Jim Roberts president at U.S. Ignition, began his 45-year career in the burner and heat recovery industry focused on heat treating specifically in 1979. He worked for and helped start up WB Combustion in Hales Corners, Wisconsin. In 1985 he joined Eclipse Engineering in Rockford, IL, specializing in heat treating-related combustion equipment/burners. Inducted into the American Gas Association’s Hall of Flame for service in training gas company field managers, Jim is a former president of MTI and has contributed to countless seminars on fuel reduction and combustion-related practices.
For more information: Contact Jim Roberts at jim@usignition.com.
Today is September 11, 2025. It will be, perhaps, one of the most memorable days in your young lives. Seeing as most of you are either in your 30s or younger and have really never experienced a tragic situation such as yesterday’s killing of Charlie Kirk, it will most likely be emblazoned in your minds for life. It is, without a doubt, one of the most horrific and unfortunate, events that you will ever live through. I pray to God that is the case.
Twenty-four years ago today, I was 39 years old. That morning, I was on an early flight from Pittsburgh to Philadelphia. By the time I got off the plane, rented a car, and was almost to my first sales call of the day at Stokes Vacuum, I stopped at a McDonalds very close to Stokes and learned of the tragic events of 9/11 as everyone in the restaurant was watching the TV in disbelief. It is a memory that literally causes water to well up in my eyes even now, 24 years later, as I write this letter to you. The visceral response has not abated over the last 24 years. A mix of anger and sadness (mostly anger) still stir in my stomach when I think about it. I could easily weep about it, but I’m a man … so I try (unsuccessfully) not to cry.
Charlie Kirk’s murder, I sense, will be the same seminal event in your young lives. It is a tragic and devastating day.
As Christians, we don’t let emotions or emotionalism rule our lives. But, let’s remember that Jesus wept. And we, being lovers of Him and followers of Him, can certainly weep in this situation. We can also be angry, confused, and even deeply despairing about our world. We do not, however, dwell in our emotions, we do not sin in our anger, and we don’t remain in a state of confusion, or despair forever. Christ has given us hope and we will return to hope. But first we grieve.
I know that each of you has a kind and Christlike heart. I know that you have been praying for Mr. Kirk’s family and friends … as we ought to do and as we, thanks to the grace of God, desire to do. I also suspect that tears have been shed on their behalf and will continue to be shed. This is a testament to the grace of God working in you.
I also know that your Christ-filled hearts are not without hope. Mr. Kirk, because of his faith in the perfectness of Christ, is today with Him. His presence with Christ has nothing to do with how good a man he was — it is solely dependent on what he believed about Jesus (Romans 4:5, But to the one who does not work, but believes in Him who justifies the ungodly, his faith is reckoned as righteousness). Fortunately, Mr. Kirk is in a better place. And for that, we are thankful.
As we process this tragedy, let’s continue to pray for the Kirk family, for each other, and for those who do not currently share our Faith in Christ — specifically that this event might make us love Christ all the more and make us closer to Him and compel others to trust in His perfectness and love for them.
If you are one of many heat treat professionals watching AM take over the industrial world with bated breath, it may be time to stop watching and start doing. This article highlights the rapid rise of AM and how changes in your heat treat operations may be needed.
This informative piece was first released inHeat Treat Today’sAugust 2025 Automotive Heat Treating print edition.
For manufacturers who produce customized or complex parts and components for the medical, aerospace, automotive, and other industries, additive manufacturing (AM) with metals has the potential to bring innovation and agility to the process.
However, because AM is a somewhat nascent technology, there are still challenges to address before it is widely accepted throughout the manufacturing industry. Fortunately, as research and development continue, the aerospace and automotive industries are beginning to acknowledge that parts made via AM are robust enough for use in safety-critical applications. Manufacturers who want to use AM to gain a competitive edge are advised to zero-in on the most suitable method for metals and determine in which applications AM presents an economically viable solution.
The Additive Manufacturing Market
AM, also known as 3D printing, is the process of creating an object based on a digital file, such as a computer-aided design (CAD) or one created with a laser scanner. Unlike traditional manufacturing methods that often involve cutting or subtracting material from a solid block (like machining), AM involves building up thin layers of material — usually metal, ceramic, or plastic — one by one using a 3D printer.
AI-generated image of 3D-printed turbine engine components
AM is increasingly transforming the manufacturing industry, enabling faster prototyping, customized production, lightweight parts, and complex shapes and geometries that would be impossible to manufacture using conventional casting, machining, or subtractive techniques, such as milling, grinding, carving or shaping.
For product design, prototyping, and reverse engineering applications, AM allows designers to rapidly print parts as a single piece, reducing material waste, saving time, and reducing costs, all while getting new products to market faster. Although the same advantages apply to traditional manufacturing applications, manufacturers have not been as quick to adopt the technology.
Still, the AM industry is seeing growth. A recent report from Grand View Research states that the global AM market size was valued at over $20 billion in 2023 and is expected to grow at a CAGR of 23.3% from 2023 to 2030, with unit shipments of 3D printers expected to reach 21.5 million units by 2030 thanks to a growing demand for prototyping applications in the healthcare, automotive, aerospace, and defense industries. The report also acknowledges that rigorous R&D in 3D printing will further contribute to growth.
Additive Manufacturing Techniques for Metals
Currently, three primary techniques are used for AM with metals: laser powder bed fusion (LPBF), directed energy deposition (DED), and binder jetting.
LPBF
LPBF technologies, including direct metal laser sintering, selective laser sintering, and direct metal printing, use a laser to sinter or fuse powdered metal particles until a complete part if formed. LPBF processes typically include heating the bed of powdered metal to a consistent temperature. The printer begins applying the first layer over a build plate, fuses the powder particles together with a high-powered laser, and then continues the process layer-by-layer until the part is finished.
After the part is printed using LPBF, it is removed from the powder bed, cut away from the build plate, heat treated to prevent internal stresses, and finally machined or polished to achieve the desired surface finish.
LPBF is limited by the size of the print bed, so it is not suitable for manufacturing large components or parts.
DED
DED using powdered metals also relies on a laser to produce metal parts. However, rather than spreading powder on a bed, the DED machine blows powdered metal out of the print head and uses a laser to fuse the part during construction.
DED-manufactured parts require post-processing heat treatment and machining steps. And while DED is a faster process than LPBF, there are a limited number of materials that can be used in the DED process, and the technique still needs more research and development before it sees widespread commercial use.
Binder Jetting
Binder jetting deposits a layer of loose metal followed by a layer of binder material layer by layer to create the product. During the process, a binder jetting machine distributes metal powder over the print bed to form an unbound layer. A jetting head then spreads a binder to adhere the powder. The machine continues to spread alternate layers of building material and binder to form a complete product. Sintering is generally required after printing to remove the binder, resulting in a part that is composed entirely of metal.
While binder jetting is a fast process and offers the opportunity to create and sinter parts in batches, it is currently a more expensive option. However, research and development into this technology, the availability of binder jets from companies (e.g., Markforged and HP), and the potential to use binder jetting for high-volume batch production may eventually make binder jetting the technology of choice for metal AM.
Post-Processing Heat Treatment for AM Parts
No matter the print technique, some AM-printed metal parts will require post-process heat treatment in which the printed part is subjected to specific temperatures and durations and then cooled to enhance or customize the properties of the metal material and optimize performance and reliability of the part.
Applying controlled heating and cooling cycles during post-printing heat treatment eliminates internal stresses created during the AM process to prevent distortion, cracking, and warping that would negatively impact part performance and reliability. Heat treating can also be used to increase hardness, density, strength, and fatigue resistance to optimize performance of the part. Furthermore, heat treating can be applied to customize the mechanical properties of the final part and provide specific characteristics so that it performs reliably in the intended application.
The type of heat treatment used following AM will depend upon the printing technique, metal material, and desired characteristics and properties. Annealing, sintering, normalizing, quenching, and tempering are commonly used. Hot isostatic pressing (HIP) — another post-process option that is used to reduce porosity and improve the density, performance, and reliability of AM-printed parts — will be specifically addressed in a subsequent article release.
Greater Acceptance in Industry Sectors
Metal alloy 3-D printed components
While AM has been widely used for prototyping and reverse engineering, adoption of the technology has been slower for the manufacture of finished parts and components. Stephen Feldbauer, director of Research and Development, with Abbott Furnace Co., suggests that the right approach to AM with metals depends upon the ability of manufacturers to refine their application. “Manufacturers should not take the ‘shotgun’ approach of ‘I can print anything,’” comments Feldbauer. “Instead, they should focus on what makes the most sense for them and specialize in those parts rather than just printing something because it’s possible.
However, because it provides significant benefits, AM does have application in the several manufacturing sectors. Advantages in using AM to produce parts include minimization of waste, time and cost efficiency, and the ability to customize parts for single-use applications or low-volume production runs.
Thanks to these benefits, AM is currently being used in the following industries:
Aerospace: functional parts, such as engine turbine blades and fuel systems
Automotive: various components, such as suspension systems, engine parts, and door panels
Defense: obsolete parts, as well as vehicle and weapon components
Medical: implants, prosthetics, and other apparatuses
And, as AM technology continues to expand, it is becoming more widely accepted and is most notably being employed to create safety-critical aerospace and automobile parts. For example, General Motors (GM) announced that it is using AM-printed seatbelt pillar adjustable guide loops in its all-electric Cadillac Celestiq, making them GM’s first safety-related AM-printed metal part.
The component is made by Azoth using Markforged metal binder jetting technology with a liquid binding agent. Following the process, the metal parts are then sintered, polished, and plated. Automotive sector acceptance of additive manufactured safety-critical parts is a tremendous boon for the AM industry.
Experts like Feldbauer see the need for manufacturers to make a few key decisions for this technology to become a reality. “For additive manufacturing to be a commercially viable solution,” he argues, “manufacturers must determine which parts they can 3D print with high levels of success and where printing is cost effective and profitable. Commercial viability is really the determining factor as to whether a part should be 3D printed or made using conventional manufacturing techniques.”
Currently, though, AM seems to be benefiting smaller jobs. According to Feldbauer, AM usually makes the most sense for small runs where there is a need for customized tooling; in these cases, manufacturers run into too complex of shapes or simply to time or cost intensive.
The Future of AM
While AM is increasingly accepted as a beneficial process across many industries, it still faces challenges affecting its usage more broadly, such as material restrictions, bed or plate sizes for techniques that rely on bed printing, and the need to purchase high-end printers from a market that is constantly consolidating. Research and development into the process, more diversity in technologies, increased availability of AM outsourcing companies, and the benefits associated with cost, time, and material reductions are expected to be a driving force in widespread commercial adoption.
Stephen Feldbauer, director of Research and Development with Abbott Furnace Co., updated Heat Treat Today on the state of AM in 2025
As the technology continues to mature, AM will continue to expand into industries where the availability of high-volume AM production, such as is possible with binder jetting, would reduce the cost of part manufacturing. Additionally, optimizing post-process heat treatment methods will help further enhance the cost effectiveness of AM with metals and enable more customized characteristics. These advances could make AM an attractive and economical option for manufacturers, so those who want a competitive edge should begin to focus and refine application of AM to the parts for which it will be most worthwhile.
References
Grand View Research. 2022. Additive Manufacturing Market Size, Share & Trends Analysis Report by Component, by Printer Type, by Technology, by Software, by Application, by Vertical, by Material, by Region, and Segment Forecasts, 2024 – 2030. April 2022. Grandview Research. Report ID: GVR-4-68039-922-9. https://www.grandviewresearch.com/industry-analysis/additive-manufacturing-market#
Check out our AM/3D Trivia to test your knowledge of the AM/3D industry, the processes, and the technology.
This editorial was written by the Heat Treat TodayEditorial Team.
Heat TreatToday offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 10 news items, featuring a multi-million dollar expansion, furnace additions, a 1,000,000 load milestone, and more!
Equipment & Company
1. NUTEC Bickley will deliver a four-car shuttle kiln to a global leader in energy technologies. The gas-fired shuttle kiln will typically operate up to 2012°F (1100°C) and employs a twin-deck kiln car setting.
2. Century Aluminum will invest $50 million into restarting a South Carolina smelter. 50,000mt of idled production is intended to be revitalized through the restart.
3. HT-MX Heat Treatment has added nitriding to one of their comprehensive Nadcap scope, including carbon steels, stainless steels, nickel alloys, aluminum, lab services, HIPing, and more.
Century Aluminum to restart smelter in SC with $50 millionNitriding added to HT-MX Heat Treating’s scope
Personnel
4. Quaker Houghton welcomed Dr. Arisbeth Rodwick to the Quaker Houghton team as the senior product application manager (PAM) of Heat Treatment and Forging, effective July 14, 2025.
5. Tom Hart has been promoted to director of sales for North America at SECO/WARWICK, USA. Tom’s promotion comes at a pivotal time, as SECO/WARWICK consolidates its U.S. operations.
6. Kevin Stein Joins Hubbard-Hall as the director of Sales & Business Development. Stein succeeds Jeff Davis, who will retire at the end of October after 42 years with Hubbard-Hall.
Tom Hart promoted SECO/WARWICKKevin Stein joins Hubbard-Hall
Kudos
7. AHT President, Mikel Woods, celebrated his 20th work anniversary this month.
8. ECM USA celebrated a 1,000,000 load milestone with one of their automotive parts manufacturing customers. 20 years ago their ECM FLEX vacuum furnace systems started processing loads 24/7 — recently surpassing 1,000,000 loads.
9. SuperSystems celebrated 30 years as a company.
10. Tenova has been awarded the Front-End Engineering Design (FEED) contract for a Direct Reduced Iron (DRI) pilot plant — a key element of the NeoSmelt project, which aims to develop a groundbreaking low-emission ironmaking facility.
Breaking News: The NTS & UPC business divisions of NITREX, a manufacturer of industrial furnaces focused on nitriding solutions, will be acquired by the AICHELIN Group, a global provider of industrial heat treatment solutions. For clients, this means access to a broader range of technologies and stronger local support.
Headquartered in Canada, NITREX has around 250 employees in five countries. The business unit Heat Treating Services is not included in the scope of the acquisition.
The transaction represents the largest acquisition in AICHELIN Group’s history. For employees, the acquisition opens up new perspectives within a strategically focused industrial group. The Group notes in their press release that it “will become the largest global furnace manufacturer in its industry of heat treatment solutions,” with a reach of combined sales at more than EUR 230 million and employing over 1,350 people across 23 locations in 11 countries throughout Europe, Asia, and North America. The Group is also represented by a global network of sales partners.
Christian Grosspointner CEO AICHELIN Group. Source: AICHLELIN Group
The acquisition brings together two highly complementary portfolios: NITREX adds renowned expertise in nitriding furnaces to AICHELIN’s broad technology offering. The geographic fit is equally noteworthy, with NITREX’s operations in the U.S., Canada, Poland, Germany, France, and China integrating seamlessly into AICHELIN’s regional structures.
The acquisition marks an important milestone in the implementation of AICHELIN’s Strategy 2030, which focuses on sustainable growth through regional proximity, diversification, and technological progress.
“This acquisition marks a new chapter for AICHELIN. By combining forces with NITREX, we are unlocking innovation potential and global synergies that will benefit our customers, employees and stakeholders alike,” says Christian Grosspointner, CEO of AICHELIN Group. “We are proud to welcome NITREX into our Group.”
AICHELIN is expanding into new markets and client segments, both through internal innovation and targeted acquisitions. With this acquisition, the Group is thus advancing its goal of becoming a lifecycle partner for heat treatment clients worldwide, supported by digital services and localized operations.
Press release is available in its original form here.
A truck beam heat treat line with two large walking-beam furnaces is currently being installed for a leading Latin American auto structural component designer and manufacturer. The industry leader will use one furnace for austenitizing and the other for tempering. The truck beams are 13 in (33 cm) wide, 4.5 in (11.5 cm) high, and 49 ft (15 m) long, weighing at about 625 lb (285 kg). A closely controlled environment is necessary in order to induce the required change to the steel beams’ crystal structure.
The furnace line will be provided by NUTEC Bickley, their third such order for this auto industry manufacturer.
New furnace line from Nutec Bickley Source: Nutec Bickley
The austenitizing furnace is a continuous unit, capable of treating 60 beams (roughly equivalent to 17 tons of steel) per hour. It has an operating temperature of 1670°F (910°C), and a maximum temperature of 2010°F (1100°C). There are 10 automatic control zones, designed to promote temperature uniformity.
There are 29 high-velocity burners, sited above the load. These allow for low NOx emissions, featuring stable high excess air and excess fuel operation, direct spark ignition, integral air and gas meters, sturdy cast construction and flame rod ionization. The burner configuration creates gas recirculation and allows uniform heating of the load and better heat transfer to the product through radiation mechanisms and convection.
The furnace employs NUTEC Bickley’s IMPS™ combustion system for energy savings, enhanced process control, optimal kinetic energy utilization from burners, temperature uniformity without excess air, a high turndown ratio, and other key benefits.
The tempering furnace — capable of heat treating beams at a rate of 60 pieces per hour — has an operating temperature of 915°F (490°C) and a maximum temperature of 1110°F (600°C). There are six automatic control zones and the heating method for tempering is via air circulation with a vertical flow pattern, ceiling to floor with six centrifugal fans.
Both of these furnaces benefit from insulation based on the patented Jointless® ceramic fiber system that allows fast heating and cooling and reduces heat storage. Using MacroModules, this insulation is 8 in (20 cm) thick in the combustion zones. Thermal efficiency has also been guaranteed with a specifically design of the door frame and canopy for both access and exit doors. Both furnaces are fully NFPA 86 compliant.
The press release is available in its original form here.
As U.S. election results were announced last week, several steel industry players are in the midst of acquisitions that could mean changes for in-house heat treat operators in North America.
Cleveland-Cliffs Expands North American Presence
Lourenco Goncalves Chairman, President, CEO Cliffs Source: Cliffs
Cleveland-Cliffs Inc. (“Cliffs”) today announced that it has successfully completed its acquisition of Stelco Holdings Inc.(“Stelco”). The addition of Stelco enhances Cliffs’ position as the largest flat-rolled steel producer in North America, diversifies Cliffs’ end-markets and expands its geographical presence in Canada. Stelco will continue operations as a wholly-owned subsidiary of Cliffs, preserving the name and iconic Canadian legacy of the business.
Lourenco Goncalves, chairman, president and CEO of Cliffs, stated: “Today marks a transformative step forward for Cleveland-Cliffs. By bringing Stelco into the Cliffs family, we are building on our commitment to integrated steelmaking and good paying union jobs in North America. This acquisition allows us to further diversify our customer base and lower our cost structure. We are excited about the opportunities this acquisition brings and appreciate the warm welcome we have received from all government officials in Canada. We take our permission to operate very seriously and aim to continue the Stelco legacy with dedication and purpose.”
Nothing New: Questions for Nippon-U. S. Steel Acquisition
Takahiro Mori Vice Chairman and Executive Vice President Nippon Steel Source: Nippon Steel
At this time, the U. S. Committee on Foreign Investment has the proposed acquisition under review until late December 2024.
If the deal is approved before the January 2025 inauguration, that does not guarantee that Trump would not overturn the results. However, “The previous Trump administration said it would attract foreign investment and create new jobs,” commented Nippon Steel Vice Chairman and Executive Vice President Takahiro Mori. “This (acquisition) is extremely in line with such a policy.” He still aims to see the deal close before the end of the calendar year.
The press release for the Cliff’s story is available in its original form here.