5 Experts on Advantages and Applications of Roller Hearth Systems
Roller hearth furnaces are known as the work horses of the heat treating industry. Though they may be common, these furnaces still hold some surprises — namely, their diverse applications, potential to be fully automated, and long life span. Five industry leaders provide insight into the current furnace features and how to optimize them for annealing heat treat. As you read, notice the different emphases each expert addresses.
This Technical Tuesday was originally published in Heat Treat Today’s January/February 2024 Air and Atmosphere Heat Treat print edition.
Application Determines Customizable Furnace Features
This type of furnace is highly customizable, and, as Tim Donofrio, VP of Sales at Can-Eng Furnaces International explains, knowing the application will determine furnace features.
What Features Do You Offer on Your Roller Hearth Furnace for Annealing Various Materials?

Vice President of Sales
Can-Eng Furnaces International, Ltd.
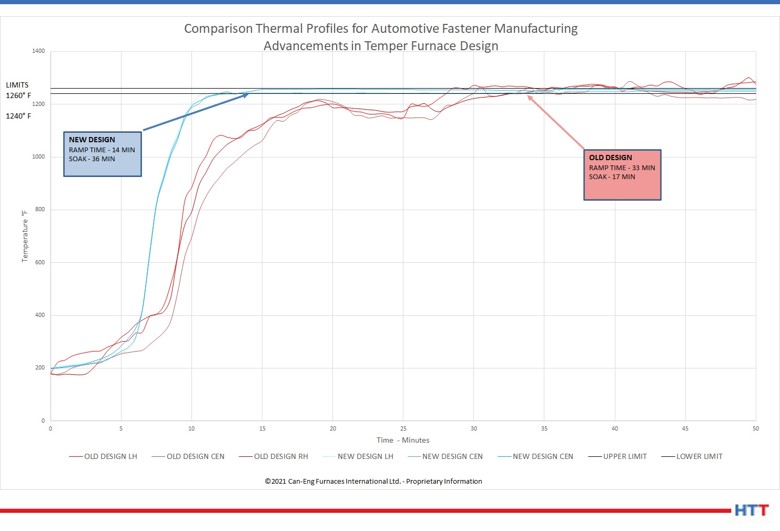
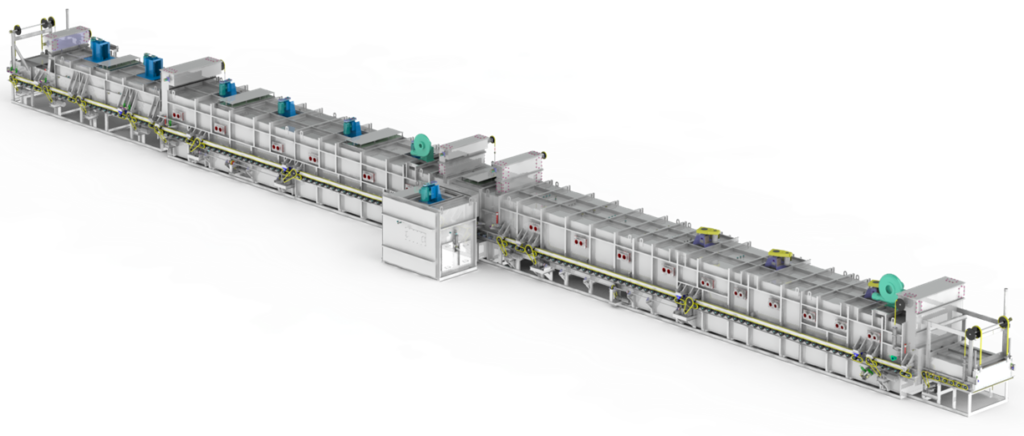
Source: Can-Eng Furnaces International, Ltd.
The following is based on roller hearth furnaces operating at or above 1400°F.
Annealing furnace features depend upon the material being processed and the metallurgical process being carried out. They can be provided with a wide variety of features for preheating, annealing, slow cooling, oxidizing or bluing and accelerated cooling.
Preheating features include direct or indirect heating applications, under air or controlled atmospheres. Preheating in some cases requires features for burn-off of residual blanking fluids prior to entry into the critical anneal chamber and as such, the off -gas must be appropriately addressed.
Annealing can be a direct or indirect heating application using natural gas, blended hydrogen/natural gas, and electrical energy sources. Process protective atmospheres include N2, Exothermic gas, Endothermic gas, N2 + H2, and H2. In some cases, process atmospheres must be carefully controlled and monitored to very low O2 PPM levels to ensure correct oxides are formed or, alternatively, a bright oxide-free finish is achieved, something very critical when annealing electrical steels for transformer core and motor annealing. Today we see a rise in the use of roller hearth furnaces for the manufacture of transformer core and motor cores, processing electrical steels and amorphous metals. This is largely a result of the electrification of the world.
Post-annealing cooling and bluing are paramount to the process success. In most cases, cooling and soaking stages are provided through the integration of direct and indirect cooling methods that include air, water, and externally chilled atmospheres that can be directly injected into the furnace system and recirculated.
How Is Your Roller Hearth System Unique?
Roller hearth furnaces are the work horse of the industry; they are used for a variety of other heat treating applications. For example, roller hearth furnaces can also be used for low temperature curing, tempering, and aluminum heat treating applications. These lower-temperature roller hearth furnaces do not operate above 1400°F and are built with different fabrication and refractory standards. Of course, additional high temperature applications include neutral hardening, case hardening, carbonitriding, isothermal, and spheroidizing annealing and normalizing.

Can-Eng Furnaces International offers roller hearth annealing furnaces that meet the stringent demands of today’s manufacturers where safety, product quality, and equipment reliability are at the top of our engineers’ minds during design and development. Can-Eng has developed a strong user base that has benefited from design features that ensure tight temperature control and repeatable thermal profiles while also tightly controlling process atmospheres. This is achieved by integrating some of the best available heating and atmosphere technologies while being combined with state-of-the art automation and robotics to deliver the lowest cost of ownership processing systems to our clients.
What Are Best Practices for Training In-House Operators on Roller Hearth Annealing?
Our company promotes hands-on and classroom multi-level training of operators, maintenance staff, and engineers. This provides a complete and full understanding of the equipment and the opportunity to train within the company for future talent development.
What Are the Furnace’s Operational Advantages?
Can-Eng integrates operator-friendly features that contribute to the reduction in energy and atmosphere consumption while minimizing the carbon footprint and emission levels. Combined with on-board system diagnostics, monitoring, and data collection, these allow for minimal operator involvement.
What Is the Most Common Heating Method?
Today, the most common methods are both natural gas and electric. However, Can- Eng works to integrate features that provide our partners with the benefits of reusing waste heat sources such as flue gases within the system or facility to improve operating efficiencies.
What Are the Challenges in Operating This Type of Furnace?
These (atmosphere control, maintenance, uptime, and temperature control) are all typical challenges that are addressed in design. The key is to design flexibility, ease of use, and operator-friendly features to avoid problems in the future when the client wants to process different products in a different way.
Training and Maintenance To Optimize Uptime
Bob Brock, sales engineer at AFC-Holcroft, emphasizes the importance of training and maintenance to best operate the roller hearth system.
What Features Do You Offer on Your Roller Hearth Furnace for Annealing Various Materials?

Roller hearth furnaces are designed to provide greater uptime, ease of maintenance, and trouble-free operation and are always custom-designed to meet our clients’ specific processing requirements.
Modular designs are available to accomplish basic heating, holding, and cooling segments but also to incorporate burn off, cyclic spheroidizing, bluing, fast cooling, and blast cooling under controlled atmospheres ranging from Endothermic to Exothermic gases, nitrogen, hydrogen, and products of combustion. A broad range of material handling automation and control platforms providing total data monitoring, controlling, tracking, and acquisition capability are also offered.
How Is Your Roller Hearth System Unique?
AFC-Holcroft has designed, built, and commissioned hundreds of roller hearth manufacturing, and fi eld support teams have extensive knowledge and experience with annealing, isothermal annealing, normalizing, carburizing, and solution and aging processes for ferrous and nonferrous applications. This expertise has well positioned us in the roller hearth furnace market.
What Are Best Practices for Training In-House Operators on Roller Hearth Annealing?
Source: AFC-Holcroft
We use a two-step approach when training operators on our equipment. First, hands-on training provides the best opportunity to learn equipment operation, startup and shutdown procedures, as well as maintenance tasks. Second, we follow up hands-on training with classroom discussions to further the operator’s knowledge of equipment and the use of our operating manual. Our two-step approach arms our client operational team with the confidence and knowledge they need to be successful from day one.
What Are the Furnace’s Operational Advantages?
Roller hearth furnaces are designed and built with longevity and uptime in mind. From our integrated preventative maintenance reminders, robust construction, and user-friendly controls, it’s not uncommon to see our equipment still in operation for 50 years or longer.
What Is the Most Common Heating Method?
Natural gas continues to be the predominate heating source in North America, although we have seen an increased interest for alternate heating sources like electric, hydrogen, and bio over the last several years. We anticipate this trend to continue as companies invest in minimizing their carbon footprint, and can provide clients with carbon footprint analysis and operational costs on our equipment.
What Are the Challenges in Operating This Type of Furnace?
Routine equipment maintenance is key to operational uptime. AFC-Holcroft offers a wide range of preventative maintenance programs for our clients. The services can be customized to include hot and cold inspections, thermal imaging, burner tuning, and equipment optimization analysis.
Consistency Is Key To Increase Furnace Life
Given that the roller hearth furnace is a continuous system, understanding how the system works and operating at the correct, consistent rate is crucial for success. Jacob Laird, mechanical engineer at Premier Furnace Specialists, dives in deeper.
What Features Do You Offer on Your Roller Hearth Furnace for Annealing Various Materials?
Premier Furnace Specialists (PFS) is capable of building annealing furnaces for a wide range of workloads. We have built small batch normalizing furnaces with simple manual roller hearths, as well as 120+ foot long fully automated annealing roller hearths with multi-zone control and automatic load staging. We also offer a variety of controlled heating/cooling systems and atmosphere generators and gas dryers to provide optimal annealed part quality. Controlled cooling systems may include: radiant tube indirect cooling, atmosphere forced convective cooling, and post-process forced convective cooling with ambient air.
How Is Your Roller Hearth System Unique?

Mechanical Engineer
Premier Furnace Specialists, Inc./BeaverMatic
Source: Premier Furnace Specialists, Inc./BeaverMatic
One of the unique uses for annealing furnaces is for soft magnetic steel alloys aft er they have been cold worked or formed. This is often used for products inside electrical equipment such as electric motors or transformers where grain growth and residual stresses may affect the magnetic properties of the material. The most cost-effective process for this heat treatment is through a continuous atmosphere with a reducing atmosphere (often provided by a lean Exothermic gas atmosphere). For this process, the atmosphere requires a specific range of hydrogen alongside a controlled heating and cooling recipe with multiple stages.
Premier Furnace Specialists also provides the accessory equipment that can be required for a complete annealing operation. We will build the Exothermic gas generators (rich and lean), Exothermic gas dryers (air and water cooled), nitrogen/methanol/hydrogen (or other bulk atmosphere) gas trains/delivery systems, water recirculation and convective cooling systems, load management equipment/software, and any other required pre/post processing equipment right here at our facility in Farmington Hills, MI. By building all of the ancillary equipment alongside the annealing furnace, it allows the client to benefit from installation of the entire system at once, identical spare parts across all pieces for easier maintenance, identical control systems with consistent terminology for ease of operator training, a single contact source for all engineering assistance and troubleshooting, as well as a service department capable of quickly responding to requests for both our equipment and any other equipment the customer may already have.

Concerning efficiency, combustion heating systems can be customized with preheat and recuperation systems, recuperative or regenerative burners, or multi-legged radiant tubes to minimize gas train complexity and NOx emissions while maximizing efficiency and profitability. Electrically heated systems can be equipped with SCR power controls which minimize temperature swings at setpoint, provide optimum work chamber uniformity by eliminating heat surges, and conserve energy by reducing current draw at operating temperature. Processes can also be equipped with digital atmosphere analyzers, flowmeters, and gauges capable of displaying the remote equipment conditions at localized control stations or on mobile devices.
What Are Best Practices for Training In-House Operators on Roller Hearth Annealing?
Specifically for roller hearth furnaces, operators and maintenance personnel must understand the rollers and drive systems to ensure products continue processing at a correct rate. For continuous systems in particular, drive failures may result in the loss of large volumes of product that often cannot be recycled as well as lengthy purge/shutdown/ startup times.
As an example, chain and sprocket driven rollers just only be locked down on the drive side of the furnace so that thermal expansion allows them to grow on the idle side. Otherwise, the sprockets may walk out of alignment and cause a multitude of long and short-term issues such as rollers seizing and warping, drive faults, load crashes, and timing issues between multiple driven segments.
Th e best practice would be for operators to be trained to understand how major components of the furnace may affect the part quality. This knowledge will also assist in troubleshooting issues that may arise and correcting them before they become worse.
What Are the Furnace’s Operational Advantages?
Roller hearth furnaces can handle a large assortment of part sizes by varying the roller diameters and spacing between them. For small parts, the rollers can be used to drive a mesh/cast belt or convey trays. For long parts, they can rest on the rollers with multiple support points. The bar, pipe, and tubing industries use incredibly long roller hearth furnaces while many industries process heavy wire coils in them. By segmenting the roller drives and utilizing VFDs or servomotors, roller hearth furnaces become capable of staging loads, customizing processing times, and oscillating at temperature to prevent rollers from warping under heavy loads.
What Is the Most Common Heating Method?
Premier has seen a steady demand for gas fired roller hearth equipment, but most quotes nowadays also request pricing for an electric alternative to compare against. The end user’s facility location and local utility regulations are typically the deciding factor.
What Are the Challenges in Operating This Type of Furnace?
A common challenge for any continuous furnace is maintaining consistent production and limiting shutdowns or idle periods. Large continuous furnaces burn up a significant amount of energy even when idling, so any time spent not in production becomes costly. Even when the equipment sits powered down, start-up procedures including insulation dry-outs, inert gas purge requirements, and atmosphere seasoning can take days until production can resume.
However, once consistent production is maintained, part quality, part consistency, and energy efficiency can be noticeably better than batch equivalents.
Issues can be avoided by noting areas of concern as they arise and following routine maintenance procedures until scheduled annual or biannual shutdowns (often around holiday breaks). Then additional time can be given to address potentially major issues with service visits and inspections by OEM service teams.
An Eye on Energy
Reiterating the customizable nature of this style furnace, Ryan Sybo, project manager at SECO/WARWICK USA, comments on the attention on energy usage that clients and suppliers share.
What Features Do You Offer on Your Roller Hearth Furnace for Annealing Various Materials?

We offer a wide variety of options as a custom furnace company. We can tailor the furnace to meet the unique needs of individual clients. On annealing furnaces specifically, we offer a controlled cool chamber and a steam blue chamber.
Individual roll sections can be started, stopped, reversed, oscillated, and run at the same speed or at different speeds for maximum process versatility.
Atmosphere integrity is assured through welded gas-tight shells, sealing doors, and pressure control systems.
Fast and slow heating and cooling rates are possible. Plus, pre-heating can be employed.
Post-heat treating processes like steam blue are possible.
Furnace doors are specially constructed and insulated for operation within the temperature zones in which they are located, minimizing stress and warpage caused by temperature differences.
Heating and cooling sections incorporate dependable, high-quality components for long-life operation.
High-speed transfer between sections allows closely spaced workloads or work trays with separation during transfer through doors, assures optimum use of hearth space, and minimizes atmosphere mixing. All door openings can be adjusted to workload heights, permitting faster operation and minimizing atmosphere mixing.
How Is Your Roller Hearth System Unique?
The controlled cool chamber offers precise control of the cooling rate. The steam blue chamber is used to develop a blue oxide, Fe3O4, for electrical insulation characteristics.
Our company has been designing and manufacturing furnaces for over 123 years, and we have been exploring new refractory materials and more energy-efficient burners and recuperators, as well as offering state-of-the-art atmosphere controls.
What Are Best Practices for Training In-House Operators on Roller Hearth Annealing?
Our furnaces are all built to the latest NFPA 86 and OSHA standards, however, safety training like HMI is also important.
What Are the Furnace’s Operational Advantages?
Several of this furnace’s operational advantages include:
- Continuous Unlimited Work Flow: Provides better efficiency than batch processing since the workload can continuously feed into the furnace.
- Quick, Easy Installation: For SECO/WARWICK USA, these are normally built at our manufacturing facility and tested, then disassembled into sections to fit on a truck or shipping container.
- Long Life: A 40-year lifespan is typical. Less stress on furnace components from faster or constant temperature recycling when compared to belt, chain, or pusher units.
- Smaller Factory Footprint: Manufacturers can save about half of the floor space than with multiple batch units.
- Flexible Operation: Roller drives can be slowed, sped up, or stopped.
Process parameters can be changed, any atmospheres can be used from H2 to air, plus door separations can be used between sections for better separate processing functions. - Lower Production Costs: Each furnace is custom-designed for continuous operation at the desired operating temperatures. Less waste from heat-up and cool-down cycles used in batch systems and in-line processing makes energy recuperation easier to integrate.
What Is the Most Common Heating Method?
Gas fired is the most common, however, we have been seeing a lot of inquiries for electrically heated roller hearth furnaces.
Geographic location is also a big determining factor because some areas have more access to natural gas that can offer reduced operating costs.
What Are the Challenges in Operating This Type of Furnace?
There are no challenges in operating this type of furnace due to our custom-engineered, user-friendly automatic furnace controls. Preventative maintenance can be included in our control systems to remind operators and maintenance personnel to service the equipment. Furnace data and alarms are logged and ready for download and review.
Leveraging Efficient Designs To Process Heavy Workloads
Kelley Shreve, general manager at Lindberg/MPH, hones in on the significance of roller hearth furnace workload capacity as a lynchpin to heat treat operations.
What Features Do You Offer on Your Roller Hearth Furnace for Annealing Various Materials?

General Manager
Lindberg/MPH
Source: Lindberg/MPH
Our roller hearth furnaces are designed to meet the need for accurate, consistent, and efficient processing of heavy workloads. Features include a sturdy roll design for smooth load motion, high-efficiency heating systems for rapid heat transfer, integrated control systems for accuracy of operation and ease of troubleshooting, and material handling systems that simplify operation. Together, these features provide furnaces that will make operations more competitive.
How Is Your Roller Hearth System Unique?
What separates Lindberg/MPH from competitors is our ability to take standard designs and customize them so they are tailor-suited to meet the exact client specifications and floor plans.
Extensive experience in ultra-clean heat treating helped us improve roller hearth equipment as well. Traditionally designed furnaces have transfer sections open to air, which allows rapid heat loss and causes scaling or discoloration of the work. Our proven design shields the work with a directed flow of protective atmosphere through double-door transfer sections. This also ensures isolation of furnace zones that must not be cross-contaminated. An independent, high-speed roll system minimizes transfer time and heat loss. The sight-ports allow direct viewing of work-in-process for easy troubleshooting. The result is clean, consistent work.
What Are Best Practices for Training In-House Operators on Roller Hearth Annealing?
Lindberg/MPH offers complete installation packages which include installation, startup, and training. In-house operators are fully trained
on all aspects of operations while our service technician is present.
What Are the Furnace’s Operational Advantages?
Our roller hearth furnaces combine the latest technology in process controls, atmosphere systems, and material handling systems. These
furnaces are designed to carry very heavy workloads at high production rates at the lowest possible operating cost. Other advantages are that a roller hearth can be designed to run a multitude
of different processes as required.
What Is the Most Common Heating Method?
Roller hearth furnaces can be supplied with either gas fired or electric heating. Gas fired Single End Recuperated Tubes (SERT) provide economical, rapid heating. Electric heating offers reliable, low-maintenance operation using elements tailored to atmosphere application.
What Are the Challenges in Operating This Type of Furnace?

A challenge for this type of furnace is proper maintenance. Operators should manage this challenge by monitoring the preventative maintenance (PM) features and indicators that are available. Setting in place and following a regular PM schedule is going to help ensure the equipment operates dependably and problem free.
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
5 Experts on Advantages and Applications of Roller Hearth Systems Read More »