As heat treating facilities strive for energy efficiency and reliability, investing in power improvements can move a company toward sustainable operations. In this Controls Cornerinstallment, Brian K. Turner of RoMan Manufacturing, Inc. compares real power factor and displacement power factor in the efficiency and electrical performance of vacuum furnaces.
In the context of vacuum furnaces, real power factor and displacement power factor are key concepts related to the efficiency and electrical performance of the furnace’s power supply and load. Here’s a comparison:
1. Real Power Factor (PF)
Definition: Real power factor is the ratio of real power (active power, P, measured in watts) to apparent power (S, measured in volt-amperes). It considers both the phase displacement and harmonic distortion.
Relevance to Vacuum Furnaces:
Vacuum furnaces, especially those using induction heating, often generate nonlinear loads due to the operation of power electronics.
Nonlinear loads introduce harmonics, which distort the current waveform, reducing the real power factor.
A low real power factor indicates inefficiency, as the system draws more apparent power for a given amount of real power.
2. Displacement Power Factor (DPF)
Definition: Displacement power factor is the cosine of the angle (ϕ) between the fundamental components of voltage and current waveforms. It ignores harmonic distortion and considers only the phase displacement caused by inductive or capacitive loads.
Relevance to Vacuum Furnaces
In vacuum furnaces, the inductive nature of components (e.g., transformers and inductive loads) causes a lagging power factor, which is reflected in the DPF.
A poor displacement power factor (e.g., heavily lagging) means the system has significant reactive power demands, affecting the sizing of transformers and power distribution equipment.
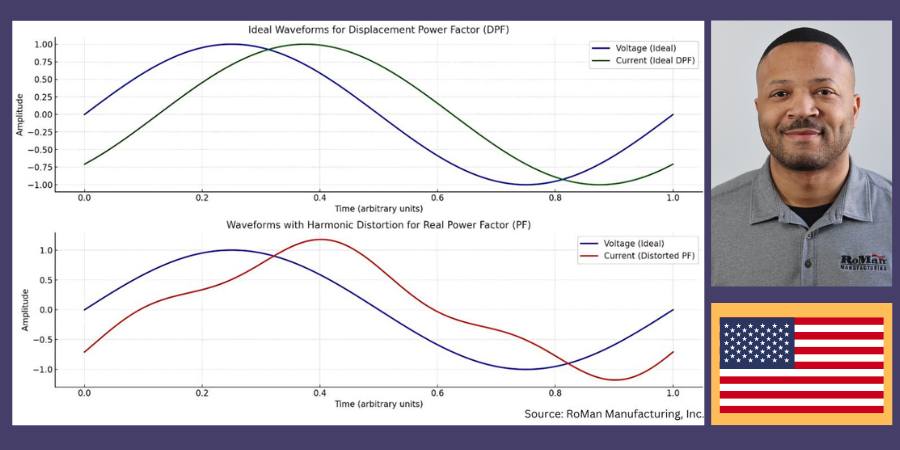
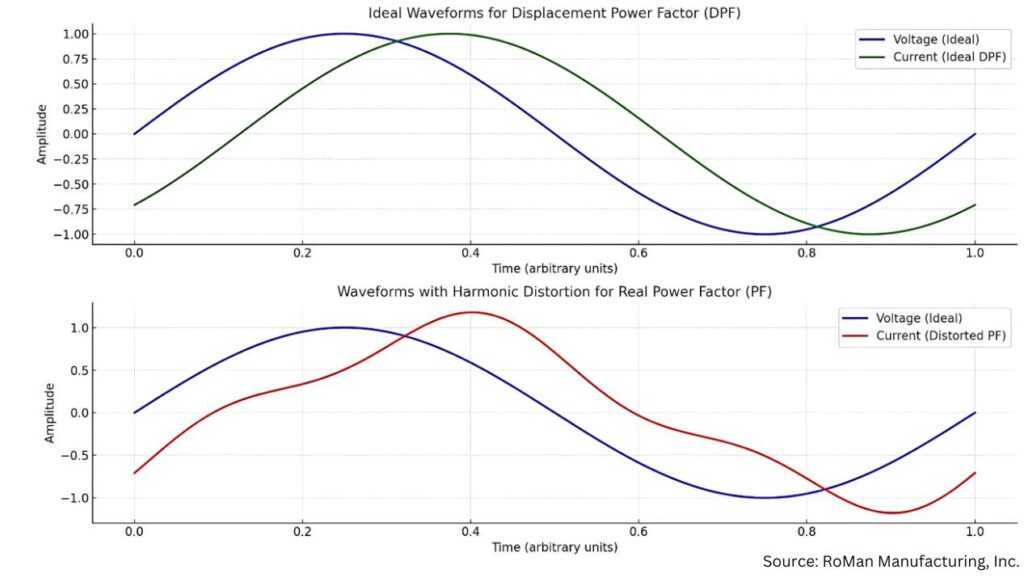
The above waveforms illustrate the difference between displacement power factor (DPF) and real power factor (PF) as they relate to current and voltage:
Top Chart: DPF — Ideal Conditions
The green sinusoidal waveform represents the current in an ideal displacement power factor scenario, where only phase displacement (ϕ) exists between the voltage (blue curve) and current.
The waveforms are clean and sinusoidal, indicating no harmonic distortion.
Bottom Chart: PF — With Harmonic Distortion
The red waveform represents the current with added harmonic distortion, typical in systems with nonlinear loads, like vacuum furnaces.
This distortion causes the real power factor to drop compared to the displacement power factor, even if the fundamental phase relationship is the same.
Waveforms that illustrate DPF vs. PF as it relates to voltage and current
Effects on Transformer and Utility Transformer Sizing
Increased Apparent Power Demand
A lower real power factor (due to harmonics) means the transformer must handle higher apparent power (S), even if the real power (P) is unchanged.
This can necessitate larger transformers, increasing capital costs.
Thermal Stress
Harmonics lead to additional losses (eddy currents and hysteresis), causing transformers to overheat and reducing their efficiency and lifespan.
Voltage Regulation Issues
Harmonics distort the voltage waveform, which can affect sensitive equipment and require transformers with tighter voltage regulation capabilities.
Utility Penalties
Utilities often impose penalties for low real power factor, incentivizing users to improve power quality through harmonic filters or power factor correction.
Conclusion
Addressing power factor in vacuum furnaces is crucial for improving efficiency and reducing operational costs. As heat treating facilities strive for energy efficiency and reliability, investing in these improvements is a step toward sustainable operations.
About the Author:
Brian Turner Sales Applications Engineer RoMan Manufacturing, Inc.
Brian K. Turner has been with RoMan Manufacturing, Inc., for more than 12 years. Most of that time has been spent managing the R&D Lab. In recent years, he has taken on the role as applications engineer, working with customers and their applications.
For more information: Contact Brian at bturner@romanmfg.com.
As heat treating facilities strive for energy efficiency and reliability, investing in power improvements can move a company toward sustainable operations. In this Controls Cornerinstallment, Brian K. Turner of RoMan Manufacturing, Inc. compares real power factor and displacement power factor in the efficiency and electrical performance of vacuum furnaces.
En el contexto de los hornos de vacío, el factor de potencia real y el factor de potencia de desplazamiento son conceptos claves en relación a la eficiencia y el comportamiento tanto de la fuente de energía eléctrica como de la carga del horno. A continuación, una comparación entre los dos factores.
1. El factor de potencia real (PF, por sus siglas en inglés)
Definición: El factor de potencia real es la relación entre la potencia real (potencia activa, P, medida en vatios) y la potencia aparente (S, medida en voltamperios). Da cuenta tanto del desplazamiento de fase como de la distorsión armónica.
Relevancia para hornos de vacío:
Los hornos de vacío, en particular los que funcionan con calentamiento por inducción, con frecuencia generan cargas no lineales debido a la operación de la electrónica de potencia.
Las cargas no lineales conllevan armónicos que distorsionan la forma de onda de la corriente generando una disminución en el factor de potencia real.
Un bajo factor de potencia real es indicador de ineficiencia ya que el sistema se ve obligado a aumentar el consumo de potencia aparente para generar la potencia real que se requiere.
2. El factor de potencia de desplazamiento (DPF, por sus siglas en inglés)
Definición: El factor de potencia de desplazamiento es el coseno del ángulo (ϕ) entre dos componentes fundamentales: el voltaje y las formas de onda de la corriente.
Relevancia para hornos de vacío
En los hornos de vacío la esencia inductiva de los componentes (p.ej., los transformadores y las cargas inductivas) genera un factor de potencia de retardo que se ve reflejado en el DPF.
Un bajo factor de potencia de desplazamiento (es decir, con retardo importante) implica demandas significativas para el sistema en cuanto a potencia reactiva, lo que a su vez afecta el tamaño de los transformadores y del equipo de distribución de energía.
Tabla superior: DPF – Condiciones ideales
La forma de onda sinusoidal verde representa la corriente en un escenario con factor de desplazamiento de potencia ideal en el que interviene únicamente el desplazamiento de fase (ϕ) entre el voltaje (curva azul) y la corriente.
Las formas de onda se ven limpias y sinusoidales, indicando la ausencia de distorsión armónica.
Tabla inferior: PF — Con distorsión armónica
La forma de onda roja representa la corriente con la intervención de la distorsión armónica, situación típica de sistemas con cargas no lineales, caso de los hornos de vacío.
Esta distorsión genera una disminución en el factor de potencia real frente al factor de potencia de desplazamiento, aún cuando no se haya modificado la relación en la fase fundamental.
Formas de onda que permiten visualizar el DPF vs. el PF en relación a voltaje y corriente
Efecto sobre el tamaño de transformadores y transformadores de distribución
Aumento en la demanda de potencia aparente
Un factor de potencia real disminuido (debido a los armónicos) implica que el transformador deberá manejar una mayor potencia aparente (S) sin importar que la potencia real (P) no haya cambiado. Esto puede aumentar los costos de capital al requerir transformadores más grandes.
Estrés térmico
Los armónicos llevan a pérdidas adicionales (por las corrientes inducidas y la histéresis) generando el sobrecalentamiento de los transformadores y disminuyendo la eficiencia y duración de los mismos.
Regulación de voltaje
Los armónicos distorsionan la forma de onda del voltaje, lo que podría afectar los equipos sensibles y obligar al uso de transformadores capaces de regular de manera más precisa el voltaje.
Penalización por consumo energético
Los proveedores del servicio de energía muchas veces aplican sanciones por un bajo factor de potencia real, con lo que buscan incentivar a los usuarios a mejorar la calidad de la potencia mediante el uso de filtros armónicos o corrección del factor de potencia.
Conclusión
La revisión del factor de potencia en los hornos de vacío es de crítica importancia para lograr una mayor eficiencia y la reducción de los costos operativos. En su avance hacia la eficiencia y la fiabilidad energética, invertir en estas mejoras permitirá a las plantas de tratamiento térmico acercarse un paso más a la operatividad sostenible.
Traducido por: Shawna Blair
About the Author:
Brian Turner Sales Applications Engineer RoMan Manufacturing, Inc.
Brian K. Turner has been with RoMan Manufacturing, Inc., for more than 12 years. Most of that time has been spent managing the R&D Lab. In recent years, he has taken on the role as applications engineer, working with customers and their applications.
In this installment of the Controls Corner, we are addressing inductance in a furnace heating system, and the critical role it plays in various industrial systems, including furnace load systems. Impedance acts as a measure of how much a circuit resists the flow of AC current. In this guest column, Brian Turner, sales applications engineer at RoMan Manufacturing, Inc., explains how impedance applies in electrical circuits.
Inductance is a fundamental concept in electrical engineering, and it plays a critical role in various industrial systems, including furnace load systems. In furnaces used for heating, inductance is a key factor influencing the system’s electrical performance, energy efficiency, and overall operational behavior.
To talk about inductance, let’s first address impedance and how it applies:
In electrical circuits, impedance refers to the total opposition to the flow of alternating current (AC), which is a combination of both resistance (from resistors) and reactance (from inductors), essentially acting as a measure of how much a circuit resists the flow of AC current, taking into account both the resistive component (like a resistor) and the reactive component (like an inductor at a specific frequency) within the circuit.
Load configuration, power source (IGBT, VRT, ERT) to the furnace feedthrough Source: RoMan Manufacturing Inc.
Inductance
Inductance is the property of an electrical conductor that opposes a change in the current flowing through it. It arises from the magnetic field generated around the conductor when an electric current passes through it. The unit of inductance is the Henry (H).
In an AC circuit, inductance creates a phenomenon known as inductive reactance, which resists the flow of current. Inductive reactance (XL) is given by the formula:
XL= 2πƒL
Where: • XL is the inductive reactance (in ohms) • f is the frequency of the AC supply (in hertz) • L is the inductance (in Henrys)
This reactance influences how the current behaves in the system, which is particularly important in furnace load systems where high current flows are common.
Resistance
Electrical resistance is the opposition that a material offers to the flow of electric current. It is measured in ohms (Ω) and depends on factors such as the material’s properties, its temperature, and the geometry of the conductor (length, cross-sectional area). In heating systems like vacuum furnaces, resistance is harnessed to convert electrical energy into heat through Joule heating (also known as resistive heating).
The relationship between electrical power, voltage, current, and resistance is governed by Ohm’s law:
V = IR
Where: • V is the voltage across the heating element(in volts) • I is the current through the element (inamperes) • R is the electrical resistance of theelement (in ohms)
The heat generated by the furnace’s heating elements is a function of the power dissipated in the resistance, given by the equation:
P = I2 x R
This shows that the heat produced is directly proportional to the resistance and the square of the current flowing through the heating elements
Close Couple
Reducing the material in the secondary* reduces resistance (HEAT = I2 x R)
Reducing the area in the secondary reduces inductive reactance increasing power factor
To be most efficient, use the shortest amount of conductor material from the electrical system secondary to the furnace feedthrough. Additionally, keep the distance between those conductors as small as possible.
Power Factor and Efficiency
Inductance in a furnace load system causes the current and voltage to be out of phase. This phase difference results in a lower power factor, which is a measure of how effectively the system converts electrical power into useful work. A lower power factor means that more apparent power (the combination of real power and reactive power) is required to achieve the same level of heating.
In practical terms, a furnace with a high inductive load will draw more current from the power supply for a given amount of heating, leading to increased energy losses and inefficiency.
In practical terms, a furnace with a high inductive load will draw more current from the power supply for a given amount of heating, leading to increased energy losses and inefficiency. Power factor correction techniques, such as the use of capacitors, are often employed to counteract the effects of inductance and improve system efficiency.
Conclusion
Inductance is a fundamental factor in the operation of furnace load systems, influencing everything from heating performance to energy efficiency and power quality. By understanding and managing inductance, furnace operators can optimize their systems for maximum performance while minimizing energy losses and operational costs. Controlling inductance is essential for ensuring that furnace load systems operate reliably and efficiently in demanding industrial environments.
*The connection from a vacuum power source to the furnace’s feedthroughs, this connection can be made using air-cooled cables, water-cooled cables, or copper bus.
About the Author:
Brian Turner Sales Applications Engineer RoMan Manufacturing, Inc.
Brian K. Turner has been with RoMan Manufacturing, Inc., for more than 12 years. Most of that time has been spent managing the R&D Lab. In recent years, he has taken on the role as applications engineer, working with customers and their applications.
In this installment of the Controls Corner, we are addressing load configurations in a furnace. An industrial furnace is made up of multiple zones for the heating of the load. These zones are strategically placed to minimize heat losses and to give the best heat profile for the application (minimize hot and cold spots in the vessel). In this Technical Tuesday installment, guest columnist Stanley Rutkowski III, senior applications engineer at RoMan Manufacturing, Inc., highlights the differences between power controls based on voltage and current.
This informative piece was first released inHeat Treat Today’sSeptember 2024 People of Heat Treat print edition.
The utility company transmits power to the electrical grid in terms of “voltage” and “current.” Voltage is the pressure to push the current through the wires. The amount of voltage required is a function of the losses in the system (resistance, reactance, and impedance). Utility companies transmit this via the highest voltage available to minimize the current. By minimizing the current, the cross section of the conductors to transmit gets smaller and less costly to run over long distances. At an industrial facility, a step down transformer (distribution type) is used to change the high voltage from the utility company to plant voltage (and by the same ratio increase the current from low to high).
In the operations of a furnace, the term commonly used is power, which is a multiplication of two variables, voltage and current.
In the operations of a furnace, the term commonly used is power, which is a multiplication of two variables, voltage and current. The utility company transmits power in a three-phase configuration with 120 degrees difference between phases (typically labeled A-B, B-C, and C-A). Let’s take a brief look at four major load configurations.
Single-Phase Load
A single-phase load uses one of the three legs of the system in operation. This type of system is best used in three zone applications to try to balance the power of each zone to the utility. A single-phase load allows for the most control of a zone in a furnace as it is individually controlled, but potentially causes the most disturbances to the utility company.
Two-Phase Load (Scott-T)
A Scott-T system is a way to balance load a three-phase system but allow for two loads in operation. In a five zone furnace, you could configure a three-phase system for the middle three zones and a Scott-T system for the first and last zones (front and back). A Scott-T system has a single point of control for the two zones to have the least disturbances to the utility company.
Three-Phase Load
A three-phase load can be in different configurations, the most common being Delta and Wye. The differences between them are the vectors of the voltage and current. A Wye system has less voltage and more current while a Delta system has less current and higher voltage. Care needs to be taken to minimize potential circulating currents that can be created by the vectors of three-phase systems. The three-phase system is a single point of control for the loads and causes less disturbances to the utility company. Mixing of three-phase systems inside a furnace (Delta and Wye) can help further minimize disturbances to the utility company.
IGBT (Insulated-Gate Bipolar Transistor)
An IGBT (Insulated-Gate Bipolar Transistor) system is a hybrid system that uses a three-phase primary to create a single-phase load. This allows for the highest level of control while minimizing the disturbances to the utility company. This system also allows the usage of higher frequencies to shrink the footprint of the transformers, allowing the use of rectification to minimize inductance and minimize the high current runs to the load(s).
About the Author:
Stanley F. Rutkowski III Senior Applications Engineer RoMan Manufacturing, Inc.
Stanley F. Rutkowski III is the senior applications engineer at RoMan Manufacturing, Inc., working on electrical energy savings in resistance heating applications. Stanley has worked at the company for 33 years with experience in welding, glass and furnace industries from R&D, design, and application standpoints. For more than 15 years, his focus has been on energy savings applications in industrial heating applications.
Furnaces North America(FNA) 2024 begins Monday, October 14, and runs through Wednesday, October 16. If you haven’t registered yet, you can still do so onsite, and one look at the technical sessions planned over the two days of training says all you need to know about the caliber of instruction at the event.
All of the sessions will be worth your time! Presenters are highly qualified to speak on the topics, which range from processes and equipment to technology to security:
Emerging Technologies
Furnace Maintenance & Equipment
Heat Treat Business & Digital Transformation
Energy & Gases
Operational Efficiencies
Quality, Compliance & Materials
Process Advancements
If you want to do a little prereading to prepare for the sessions, Heat TreatToday is pleased to direct your attention to technical session presenters who have contributed to our radio, print, and digital resources during this year:
On Tuesday at 8:50 a.m., Bryan Stern, product development manager at Gasbarre Thermal Processing Systems, will be speaking on “The Impact of Oil Quenching – A Look at the Carbon Footprint and Cost of Vacuum vs. Atmosphere Processing.” On June 20, 2024, Bryan was our guest on Heat TreatRadio, episode #110, “Isolated Heat, the Future of Vacuum Furnaces,” which you can listen to here.
Later that morning, at 9:40, Peter Sherwin, global business development manager of Heat Treatmentat Watlow, will focus on “Smart Heat Treatment: Industry 4.0 Innovations for Environmental & Energy Efficiency.” Peter co-authored “Thermal Loop Solutions: A Path to a Sustainable Future in Heat Treatment,” a two-part series published in both the magazine and on our website. You can read the first part here and the second part here.
During that same time slot, Brian Turner, sales application engineer at RoMan Manufacturing, is scheduled to speak on “Efficient Furnace Power Solutions”. Brian joined fellow RoMan employees who have contributed technical content to an ongoing series on controls. You can read that article, “Basic Definitions: Power Pathways in Vacuum Furnaces,” originally published July 16, 2024, here.
On Wednesday at 8 a.m., Sefi Grossman, founder and CEO of CombustionOS, is scheduled to present a session on “Maximizing Heat Treat Operational Efficiency: Digitize Your Data for Automation.” Sefi wrote a piece for our August Automotive print edition on “A New Era: Tracking Quality Digitally,” which was later republished at the website. You can read the digital version here.
At 8:50, Joe Coleman, cybersecurity officer at Bluestreak Compliance, will address “CMMC’s Impending Impact On The Metal Treating Industry.” Just last month, he joined Heat TreatRadio in an interview about “NIST and CMMC: What Heat Treaters Need To Know,” which you can listen to here.
Chad Beamer, senior applications engineer at Quintus Technologies, will speak on “Quintus Purus: Development of Clean HIP Processing” at 9:40 on Wednesday morning. Earlier this year, he collaborated with fellow Quintus employees on an article, “HIP Innovation Maximizes AM Medical Potential,” which you can read here.
Bryan Stern Product Development Manager Gasbarre Thermal Processing SystemsPeter Sherwin Global Business Development Manager Heat TreatmentBrian Turner Sales Applications Engineer RoMan Manufacturing, Inc. Source: RoManSefi Grossman Founder & CEO CombustionOS Source: AuthorJoe Coleman Cyber Security Officer Bluestreak ConsultingChad Beamer Senior Applications Engineer Quintus TechnologiesHeat Treat Today contributors leading technical sessions at FNA 2024
Stop by Heat TreatToday‘s booth (424/426) to let us know how the sessions went and if you did your homework beforehand!
Like most power systems, power control dates back to vacuum tube technology. Like radios, amplifiers, and other industrial equipment, the furnace market started using transistors as the technology evolved. Vacuum tubes were not generally balanced and contained poisonous elements and were phased out of usage in almost all industries. In this Technical Tuesday installment, guest columnist Stanley Rutkowski III, senior applications engineer at RoMan Manufacturing, Inc., distinguishes the different methods used to regulate power input to furnaces.
An ERT/SCR power control Source: RoMan Manufacturing, Inc.
In today’s furnace market, there are generally three primary types of control systems: VRT, SCR, and IGBT. Each of these control technologies employs different methods to regulate the power input to the furnace, which in turn generates the required heat. These control systems transfer the power from the plant power system to a transformer in line with the load (heating elements). Power is delivered to a plant in a three-phase system from the utility company. The least costly and highest power factor systems have a balanced load across the three phases during the operation of any furnace.
VRT (Variable Reactance Transformer)
A VRT incorporates a feedback mechanism to either increase or decrease the amount of DC injected into the controlling reactor in the system. This increases or decreases the amount of current in the system to control the heat in the furnace by comparing it to the scheduled setpoint. A VRT system can have the following configurations:
Single-phase power controller for single load applications
Scott-T three-phase power controller (this is a system that allows all three phases of the incoming power system to be utilized in a two-phase load application)
Three-phase power controller (in either a Delta or Wye configuration) for three zone load applications
SCR (Silicon Controlled Rectifier)
An SCR control system uses a pair of thyristors (gated diodes) to control the amount of power applied to the primary of a transformer. The SCR control delays the start of the waveform, and the control point is reset when the waveform crosses the zero line. An SCR system can have the following configurations:
Single-phase, phase-angle controlled for single load applications
Single-phase, zero-cross controlled for single load applications
Single-phase, on-load, tap-changing controlled (this incorporates multiple pairs of the thyristors together to lessen the losses of the SCR system)
Scott-T three-phase power controlled (this is a system that allows all three phases of the incoming power system to be utilized in a two-phase load application)
Three-phase, phase-angle controlled (in either a Delta or Wye configuration) for three zone load applications
Three-phase, zero-cross controlled (in either a Delta or Wye configuration) for three zone load applications
IGBT (Insulated-Gate Bipolar Transistor)
An IGBT power control Source: RoMan Manufacturing, Inc.
An IGBT uses a diode bridge, capacitor, and switching transistors to control the amount of power applied to the primary of a transformer. The input frequency to the transformer is controlled by the switching transistors. The diode bridge is connected to the three-phase system allowing single, Scott-T (two zone), or three zone systems all to pull a balanced load across the three phases of the plant power system. A line reactor is incorporated to maximize the power factor in the system, minimizing the total power usage of the furnace. The IGBT system also uses a square wave into the transformer and a rectifier after the transformer to remove inductance out of the power delivery system to reduce costs of cables, breakers, and other components in the total package.
About the Author:
Stanley F. Rutkowski III Senior Applications Engineer RoMan Manufacturing, Inc.
Stanley F. Rutkowski III is the senior applications engineer at RoMan Manufacturing, Inc., working on electrical energy savings in resistance heating applications. Stanley has worked at the company for 33 years with experience in welding, glass and furnace industries from R&D, design, and application standpoints. For more than 15 years, his focus has been on energy savings applications in industrial heating applications.
Ever wish you had a map to follow when navigating your power source? In the following Technical Tuesday article, Brian Turner, sales applications engineer at RoMan Manufacturing, Inc., charts the route that power takes from the source to the load and back again in a vacuum furnace.
This informative piece was first released in Heat Treat Today’s June 2024 Buyers’ Guide print edition.
In a vacuum furnace, the journey from the load (the material being heat treated) to the incoming power involves a complex arrangement of components that deliver, control, and monitor electrical energy. Here’s a breakdown of the path from the source to the load and back to the source of incoming power of a vacuum furnace:
Load
The material — either an item or batch of items — that is undergoing heat treatment; can be metals, ceramics, or composites.
Heating Elements
Common materials for heating elements include graphite, molybdenum, or tungsten, depending on the temperature range and application.
Electrical Feedthrough
These are used to transmit electrical power or signals through the vacuum chamber wall. They often contain insulated conductors and connectors to ensure safe transmission without leaking air into the vacuum environment.
Conductors
The most common methods to connect power from a vacuum power source to the furnace’s feedthrough include air-cooled cables, water-cooled cables, and copper bus bar. Power efficiency can be improved when selecting the length, size, and area between conductors. This can be achieved by close coupling the power system to the electrical feedthroughs, reducing resistance and inductive reactance, and improving the power factor.
Machined Copper Bar Source: RoMan Manufacturing, Inc.
Controlled Power Distribution Systems
The furnace market today generally relies on three primary types of control power distribution systems: VRT, SCR, and IGBT. Each of these technologies employs different methods to regulate the power input to the furnace, which in turn generates the required heat.
VRT (Variable Reactance Transformer)
The VRT controls AC voltage to the load, this is accomplished by a DC power controller that injects DC current into the reactor within the transformer.
The SCR controls the AC output voltage and can be paired with a transformer to step the voltage up or down and close couple to the furnace feedthroughs.
IGBT (Insulated-Gate Bipolar Transistor)
Balanced three-phase voltage is rectified through a bridge circuit to charge a capacitor in the DC bus. The IGBT network switches the DC bus at 1000Hz to control the AC output voltage to a Medium Frequency Direct Current (MFDC) power supply.
MFDC power supply transforms the AC voltage to a practical level and rectifies the secondary voltage (DC) to the heating circuit.
A line reactor on the incoming three-phase line mitigates harmonic content.
Control Systems
These systems manage the furnace’s operation, including driving the setpoint of the power system, temperature control, vacuum levels, and timing. They often consist of programmable logic controllers (PLCs), human-machine interfaces (HMIs), sensors, and other automation components.
Incoming Power
This is the origin of the furnace’s electrical energy, typically from a utility grid. It provides alternating current (AC), which is distributed and transformed within the furnace system to power all necessary components. In industrial settings, power companies usually charge for electricity based on several factors that reflect both the amount of electricity used and how it’s used. Some common charges/penalties are energy consumption (kWh), demand charges (kW), power factor penalties, and time-of-use (TOU) reactive power.
Conclusion
The careful arrangement of heating elements, electrical feedthroughs, conductors, and controlled power distribution systems allows for precise temperature control, ultimately impacting the quality of the processed material. Understanding the role of various control systems, such as VRT, SCR, IGBTs, and transformers is crucial for optimizing furnace performance and managing energy costs
About the Author:
Brian Turner Sales Applications Engineer RoMan Manufacturing, Inc. Source: RoMan Manufacturing, Inc.
Brian K. Turner has been with RoMan Manufacturing, Inc., for more than 12 years. Most of that time has been spent managing the R&D Lab. In recent years, he has taken on the role as applications engineer, working with customers and their applications.
“Communication is key.” As heat treating equipment and processes evolve, it becomes critical that the accompanying control systems also develop to maintain “communication.” In this Technical Tuesday installment, guest columnist Stanley Rutkowski III, senior applications engineer at RoMan Manufacturing, Inc., discusses how digital control system communications have improved to increase energy efficiency for manufacturers with in-house heat treat operations.
This informative piece was first released inHeat Treat Today’sMay 2024 Sustainability Heat Treat print edition.
Industrial furnace applications that rely on resistive heating will consume large amounts of electrical energy when processing their loads. Utilizing digital controls technologies to maximize this type of heating allows for a cleaner-and thus greener-approach to energy demands.
Typically, heat treat processes have a long duration (hours to days in length), and each load can have its own unique recipe in the amount of power required. With unique recipes, there tends to be a ramp-up phase (getting the vessel to temperature), followed by a soak phase (which demands more control over the power system), and then a cool-down phase (an even more controlled state). As the power is controlled through the furnace system, disturbances occur with different technologies. This starts with “tube technology,” then variable reactance transformer (VRT) technology, then silicon controlled rectifier (SCR) technology, and finally IGBT (insulated-gate bipolar transistor) technology. As these technologies have evolved, their ability to communicate information digitally has allowed for less disturbance in the power system and allowing both a less expensive energy bill and a cleaner energy usage for the process.
Definitions
Electrical Power
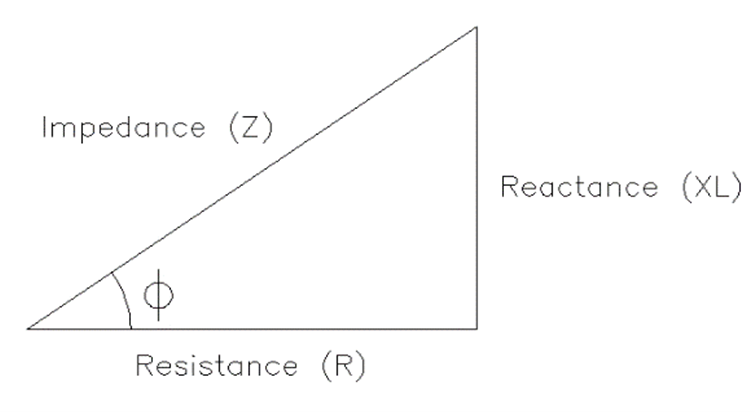
Power losses in an electrical system are defined by five aspects (Figure 1):
Resistance (R): a function of the material cross section and the length of an electrical conductor.
Reactance (XL): a function of the area in a circuit and is a vector 90 degrees offset from resistance.
Capacitance (XC): a vector 180 degrees offset from reactance. In inductive circuits, capacitance can be added for power factor correction.
Impedance (Z): the vector sum of resistance, reactance, and capacitance.
Power Factor [cos(F)]: the ratio of resistance to impedance. In industrial applications, displacement power factor (DPF), the offset of the current to voltage waveforms, is used in the billing of electrical power.
There are five unique aspects that define electrical power usage (Figure 2):
Real power (kW): the amount of power that is generated.
Reactive power (kVAR): the amount of power that is wasted.
Total power (kVA): the rate at which power is consumed. This is also referred to as apparent power.
Power factor (cos(F)): the ratio of real power to total power. In industrial applications, the displacement power factor (DPF) is the offset of the current to voltage waveforms and is used to bill for electrical power.
Peak demand: the capacity required when the power grid experiences the highest power demand in a specified period of time.
3 Most Popular Types of Control Systems
For the most part, today’s furnace manufacturers use three main types of control systems: VRT, SCR, and IGBT. Each operates with slightly different methods to control how power goes into the heat treat furnace and creates heat.
VRT Control System
One traditional resistance heating setup uses a VRT control system that incorporates a saturable reactor, which controls the power applied to the transformer in the system (Figure 3). The control transformer on the output side of the transformer feeds back to the reactor to set the limit on the input power to the transformer.
Figure 3. VRT Control and Transformer Schematic (CT=control transformer); Source: RoMan Manufacturing, Inc.
SCR Control System
Figure 4. SCR Control and Transformer Schematic; Source: RoMan Manufacturing, Inc.
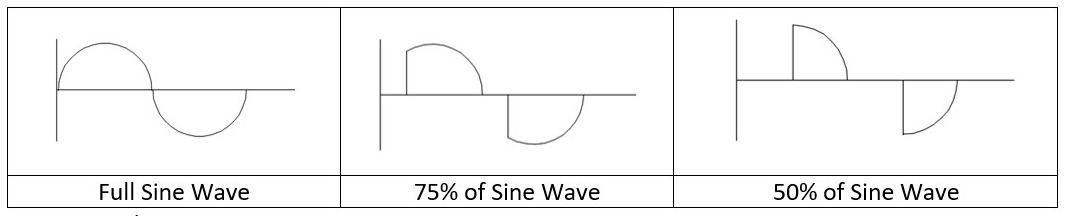
Another traditional resistance heating setup uses an SCR control system that includes dual thyristors (gated diodes) to control the amount of power applied to the primary of a transformer.
The SCR control delays the start of the waveform, and the control point is reset when the waveform crosses the zero line.
Figure 5. Comparison of Sine Waves; Source: RoMan Manufacturing, Inc.
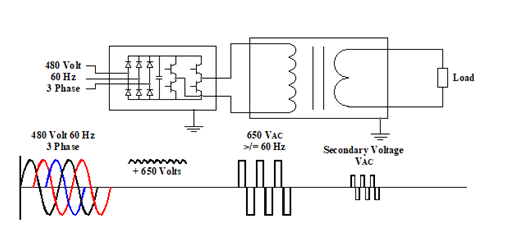
IGBT Control System
Finally, an IGBT control system uses a diode bridge, capacitor, and switching transistors to control the amount of power applied to the primary (i.e., main power input of a transformer). The input frequency to the transformer is controlled by the switching transistors. Since the IGBT control system utilizes all three phases of the power system, the IGBT control can be set to a particular phase for the zero cross (for phase orientation in the application, synchronous mode) or left floating (non-synchronous mode), as is demonstrated in Figure 6. The input voltage to the transformer is increased by the operation of the IGBT control. As such, potential energy savings may be had with these types of controls as compared to tradition controls (such as on-off contractors, time proportioning controls, or other types of current proportioning control systems).
Figure 6. IGBT Control and Transformer Schematic; Source: RoMan Manufacturing, Inc.
Synchronization with the IGBT can be to the incoming lines (A, B, or C phase) and can be offset from each of the phases. The ability to offset from a phase allows for traditional arrangements (Single Phase, Scott-T, Delta and Wye) as well as unique offsets allowing for additional vector heating in the application with AC outputs. The unique arrangements beyond the traditional systems could allow for more uniform heating of the part and less energy being consumed during the process.
Advantages of Utilizing Communications
As technology for controlling heating systems has evolved, and with an emphasis on clean energy sources, the ability to communicate with the control system has increased as well. This communication allows for more precise control of the run for the load, improved power usage (better power factors and less peak power usage as well as less total power usage), and inputs into a preventive maintenance program.
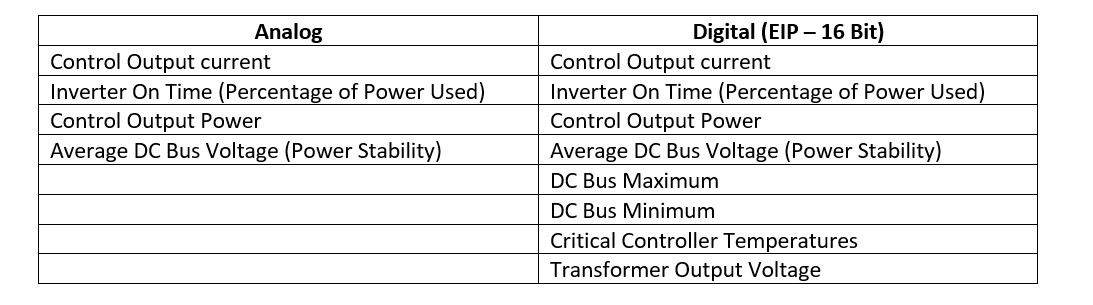
Table A. Analog vs. Digital IGBT Systems
With an IGBT system, both analogue and digital control communications are available today. See Table A for a comparison on how each control option works.
In addition to the EIP defined pieces, there is the ability to access the FPGA system for graphical outputs that can be downloaded into another system in your process for storage, comparisons, or general record keeping for a part run. The FPGA is an internal processor in the control that allows for more data, charting, and diagnostics to be captured and used by the system for both energy consumption and possible preventative maintenance purposes.
Why does this matter? Let’s turn to some possible ways of using the data generated from digital controls systems:
Evaluate average, minimum, and maximum DC bus voltages to plan for the best time and day to run heat treat jobs. For high power draw jobs, planning ahead can minimize power costs; similarly, knowing power trends can be helpful to plan jobs requiring sensitive control of the heating.
Evaluate transformer output voltage to allow the system to detect any shorts in the process. If the controller output and transformer output diverge from the known turns ratio, a change has occurred in the system. This could be corroborated if controller on time and output power do not trend.
Track furnace run records with EIP communications and FPGA data. This will be most helpful in processing lots of data, as is the case for Milspec records.
Evaluate changes in power factor to monitor any loose cables, and so avoid reactive power losses.
Evaluate the current versus the voltage to monitor the resistance of the system. If there is an increase in the resistance, you could project the trends in wear of the heating elements, therefore predicting future required maintenance.
Evaluate the critical control temperatures of the system to know if it is being run close to, or above, its ratings or if there is a disturbance in the cooling systems.
Use knowledge of power usages and power stability to update recipes for load runs so they use less power over the total run; this allows for a less costly power-savings solution. With less power usage, more output of the total facility can be had as each station contributes less to energy consumption
Even more benefits can be realized when users and builders of furnace systems and component manufacturers collaborate in the design of the total system. Such dialogues lead to the creation of more interactive and intuitive solutions that minimize power consumption, minimize downtime, and maximize outputs. These practical benefits are the foundation of a greener system.
About the Author:
Stanley F. Rutkowski III Senior Applications Engineer RoMan Manufacturing, Inc.
Stanley F. Rutkowski III is the senior applications engineer at RoMan Manufacturing, Inc., working on electrical energy savings in resistance heating applications. Stanley has worked at the company for 33 years with experience in welding, glass and furnace industries from R&D, design, and application standpoints. For more than 15 years, his focus has been on energy savings applications in industrial heating applications.