Heat TreatTodayoffers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry.
Equipment Chatter
A new feature on Ipsen’s PdMetrics dashboard monitors incoming three-phase utilities, voltage and frequency on vacuum furnaces. This addition offers further diagnostics for the diffusion pump heater assembly.
AMETEKSTC’s JOFRA ASC-400 Advanced Signal Calibrator now includes a built-in help function that offers a graphical solution to connect with the ASC-400s current set-up. The end result is time saved and reduced errors.
Ipsen’s expanded capablities with heat treat software
AMETEK STC’s ASC-400 Signal Calibrator Interface
Personnel/Company Chatter
Andrew Clark from Advanced Heat Treat Corp. has been promoted to induction equipment operator.
AVS is pleased to announce the successful transfer of ownership from Steven Levesque to Jacob (Jake) Krashan.
Solar AtmospheresGreenville, SC facility announced it had been awarded GE Aviation approval.
Solar Atmospheres of California (SCA) has installed and recently commissioned the state’s largest commercial Solar + Energy Storage System. By combining onsite generation, an advanced energy storage system, and an artificial intelligence powered analytics platform, SCA will optimize energy use by automatically switching between onsite generation, battery power, and grid power.
Bodycote announced the opening of a new Syracuse, NY heat treatment facility.
SECO/VACUUM, SECO/WARWICK’s North American’s vacuum furnace company, received orders in 2020 from the aerospace and defense sectors, with the tool and die market also placing orders.
Paulo announced plans to double the size of its Monterrey, Mexico facility to meet the demand from the automotive industry for the heat treatment of brake components in passenger cars and trucks.
Ambrell’s first system retired after nearly 35 years of service.
Solar Atmospheres of California Energy Storage
Bodycote announced new Syracuse heat treat facility.
SECO/VACUUM received orders from the aerospace and defense sectors in 2020.
Paulo expands its Monterrey, Mexico facility
Kudos Chatter
AMETEK STC launched a new webshop for pressure measurement industries.
Schneider Electric is ranked the world’s most sustainable corporation by Corporate Knights.
Hubbard-Hall announced its certification as a Woman Owned Small Business by the Women’s Business Enterprise National Council (WBENC). Molly Kellogg leads the specialty chemical producer and distributor headquartered in Waterbury, CT as the chairman, CEO, president, and 6th-generation owner.
AMETEK STC announces webshop
Jean-Pascal Tricoire, Chairman and CEO, Schneider Electric
Molly Kellogg, Chairman, CEO, President of Hubbard-Hall
Heat TreatToday is pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to editor@heattreattoday.com.
Heat TreatToday is grateful for your support and we love to make available information on the topics that you are most interested in. For this Valentine’s Day weekend, we are sharing a few thoughts on what professionals in the industry “love” or find intriguing and interesting in heat treat. Happy Valentine’s Day!
Alberto Cantú VP Combustion, Control and Services Nutec Bickley
Alberto Cantú, VP Combustion, Control and Services, Nutec Bickley
[blockquote author=”Alberto Cantú” style=”2″]One of the things I find most intriguing about the heat treating industry is that even though it is based on hard science…the industry still relies on many ‘rules of thumb’ for operations.[/blockquote]
This winner has also contributed to this publication. Read his article here.
Scott Cumming, Sales Manager, CAN-ENG
[blockquote author=”Scott Cumming” style=”1″]I cherish the relationships that I’ve made with the people who I have met; the heat treat community is full of amazing and knowledgeable people.[/blockquote]
Nathan Durham, Engineered Components Group Manager, Ipsen
[blockquote author=”Nathan Durham” style=”2″]I’m truly motivated by the diversity and resilience of our industry.[/blockquote]
Andy Muto, Operations Manager, Paulo
[blockquote author=”Andy Muto” style=”1″]What really intrigues me in the heat treat industry is how different applications require some form of heat treating in order for the parts to perform to the necessary level that they need to in the field.[/blockquote]
Kelly Peters Vice President of Operations ALD Heat Treat
Kelly Peters, Vice President of Operations, ALD Heat Treat
[blockquote author=”Kelly Peters” style=”2″]We resemble a family – both within ALD and within the industry… You can really see that at any trade conference, industry exhibit, or technical committee meeting.” [/blockquote]
[blockquote author=”Kelly Peters” style=”2″]Watching the technology evolve is fascinating.[/blockquote]
Bryan Stern, Advanced Development Engineer, Solar Atmospheres
[blockquote author=”Bryan Stern” style=”1″]My favorite thing about the heat treating industry is the equipment itself, especially when it comes to vacuum heat treating furnaces[/blockquote]
Luke Wright Senior Engineer JTEKT North America Corporation
Luke Wright, Senior Engineer, JTEKT North America Corporation
[blockquote author=”Luke Wright” style=”2″]The thing I find most interesting or intriguing… I didn’t really know much about it, and coming into it on the job, I was really pleasantly surprised that it was this interesting mix of chemistry and mechanical properties.[/blockquote]
Heat TreatTodayoffers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry.
Personnel Chatter
Earl Leach, safety champion and production manager at Paulo St. Louis, has been recognized by the Missouri Association of Manufacturers with this year’s Safety Excellence “Horizon” Award.
The Plibrico Company, a global leader in monolithic refractory technology, announced Eric Downing as branch manager of the company’s Florida and Georgia locations following the announcement that current branch manager, Dale Johnson, would be retiring. Scott Forster has joined Plibrico as project manager, responsible for estimating, engineering, and managing projects in the company’s Buffalo, New York location.
Dustin Lawhon and Alex Janeway have both accepted expanded responsibilities as national sales managers at Paulo.
Earl Leach, safety champion and production manager at Paulo, receives Safety Excellence “Horizon” Award, 2020.
Dustin Lawhon National Sales Manager Paulo
Alex Janeway National Sales Manager Paulo
Company Chatter
AFC-Holcroft has announced the expansion of sales territory by their sales representative, Vectorr Industries LLC, to now include the Province of Ontario, Canada.
Bodycote announced the opening of its new facility in Elgins, Illinois.
HI-POWER, a Holtec International and Eos Energy Storage joint venture, formed a five-year partnering agreement with Solar Atmospheres of Western PA to provide an energy-efficient, non-lithium, long-duration energy storage solution using battery technology.
Rockford Systems LLC dba Rockford Combustion Solutions launched a new website providing combustion safety and training solutions for organizations that work with fuel-fired equipment.
The ECM USA Synergy Center located in Pleasant Prairie, Wisconsin, showcases ECM equipment and provides pre-production testing. This fully functional test lab houses capabilities to perform many thermal processes across many markets.
Tenova has signed a contract with the HBIS Group for the implementation of the Paradigm Project, a high tech hydrogen energy development and utilization plant. This will be the world’s first DRI production plant powered by hydrogen-enriched gas.
Tenova introduced its TSX SmartBurner for reheating furnaces to be installed in industrial plants with potentially zero carbon dioxide emissions. It is the first flameless burner of the megawatt variety that has been tested successfully with 100% of hydrogen.
Salzgitter Flachstahl GmbH, the largest steel subsidiary in the Salzgitter Group, has commissioned Tenova for the construction of μDRAL, a demonstration plant. The plant will produce Direct Reduced Iron (DRI), using up to 100% hydrogen as reducing agent
Adler Moldenhauer President Vectorr Industries LLC
HI-POWER partners with Solar Atmospheres of Western PA
ECM USA Simulation Software
Tenova at the signing ceremony for the implementation of a hydrogen-enriched gas powered DRI production plant.
Tenova introduces TSX SmartBurner.
Tenova provides demonstration plant for the production of Direct Reduced Iron for Salzgitter Flachstahl GmbH
Kudos Chatter
Northrop Grumman Defense Systems recognized Solar Atmospheres of Western PA as a top-performing supplier in 2020 with the Outstanding Customer Service Award.
Lincotek has been named among the winners of the Eccellenze d’Impresa 2020 award in the category Innovation and Technology. The prize, now in its seventh year, recognizes Italian companies that excel in extraordinary performance and is organized by Eccellenze d’Impresa.
Solar Atmospheres of Western PA achieved Nadcap AC7101/4 accreditation for their captive metallography laboratory and became an approved Boeing Process Source (D1-4426).
Constellium’s facility in Bowling Green, Kentucky lowered carbon emissions and so received an award from the Tennessee Valley Authority for being an “exemplary environmental steward.”
HT-MX has successfully increased its Nadcap scope to become Latin America’s first heat treat plant certified for HIPing steel and nickel alloys, and the heat treatment of stainless steel, aluminum, and carbon steel heat treatment.
Northrop Grumman Defense Systems awards Solar Atmospheres of Western PA
Lincotek recognized as a winner of the Eccellenze d’Impresa 2020 award
Nadcap accreditation for Solar Atmospheres of Western PA
Constellium Bowling Green Facility in Kentucky
HT-MX increases Nadcap scope
Heat TreatToday is pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to editor@heattreattoday.com.
What do gas nitriding, hot isostatic pressing (HIPing), black oxide coating, and high pressure gas quenching have in common? They all are key processes in heat treating firearm components.
Written by Rob Simons, manager of metallurgical engineering at Paulo, this in-depth Original Content article covers Paulo’s perspective on the thermal processing of firearms components and best practices for handling and lot traceability.
Check out more of Heat Treat Today’sTechnical Tuesday articles by searching “technical tuesday” in the search bar.
Rob Simons Manager of Metallurgical Engineering Paulo
While many industries are continuing to reel from the ongoing coronavirus pandemic, the firearms industry in the United States is booming. Over the past decade, the sector’s strong growth has only accelerated in 2020, fueled by consumers’ response to the pandemic and ongoing civil unrest. According to the NSSF’s 2020 Firearm and Ammunition Industry Economic Impact report, the firearms industry is responsible for well over 300,000 American jobs—a figure that has doubled since 2008.
Consumer demand for firearms also drives the need for heat treatment services for this highly regulated industry. Proper thermal processing is critical for safety and also plays a key role in delivering the quality finish that manufacturers want and consumers expect. In this article, we’ll share our firearms heat treatment expertise, delving into the common processes, specifications, and considerations of servicing this thriving industry.
Key Heat Treatment Processes for Firearms Components
Gas Nitriding
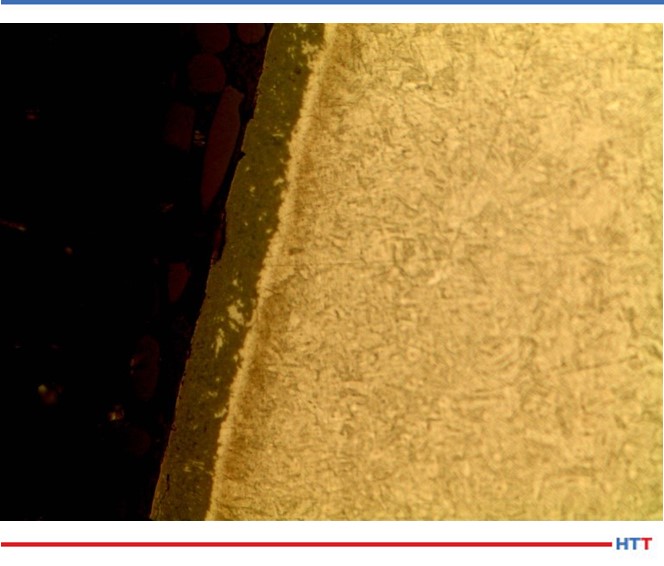
Nitrided 17-4.
Gas nitriding is used to case harden parts that must retain softer, more ductile cores. Because it is carried out at a lower temperature, gas nitriding helps prevent the part distortion that can sometimes occur as a result of conventional heat treatment. In addition to hardness characteristics, parts are often nitride coated for cosmetic purposes and to enhance corrosion resistance. Nitriding results in a beautiful, highly durable black coating that is often used in place of black oxide coatings or other blackening processes. Nitride coating is much harder than the alternatives, so the black finish will stand up to heavy use significantly longer.
Components and Materials Commonly Treated With Nitride Coating
Nitride coating is typically performed on outwardly visible components (and those you’d see while cleaning the gun) such as handgun slides and barrels, as well as muzzle devices such as flash hiders, muzzle breaks, and compensators.
These components are usually manufactured using the following materials, which can be nitrided to achieve the desired black finish and case hardness:
4140 steel. AISI 4140 is a chromium-, molybdenum-, and manganese-containing low alloy steel (usually referred to as chrome-moly steel). It has high fatigue strength, abrasion and impact resistance, toughness, and torsional strength.[1]
Grade 416 stainless steel. Grade 416 steel is a free-machining, martensitic stainless steel with a machinability of 85%. [2]
Grade 410 stainless steel. Grade 410 stainless steels are general-purpose martensitic stainless steels containing 11.5% chromium. Grade 410 steels have good corrosion resistance properties which can be further enhanced by hardening, tempering, and polishing.[3]
Grade 420 stainless steel. Grade 420 stainless steel is higher incarbon than 410 with a minimum chromium content of 12%.
4340 steel. AISI 4340 alloy steel is a low alloy steel containing chromium, nickel, and molybdenum. When heat-treated, it exhibits high toughness and strength. This material is considered extreme duty and is typically used for higher-end firearms.[4]
17-4 stainless steel. 17-4 stainless steel is an age-hardening martensitic alloy combining high strength with the corrosion resistance of stainless steel. It is relatively cost-effective and more weldable than other martensitic alloys.[5]
Nitriding Specifications
The most common measurement that firearms manufacturers specify in desirable nitriding results is intermetallic depth. Typical specifications fall between four and 25 microns of white layer depth. The amount of allowable porosity within the case depth is also commonly specified, and while there are varying ranges, less than 50% porosity is a typical target.
While porosity is often regarded as an undesirable characteristic, there are advantages to some porosity in the finished material. These microscopic voids can hold oils and enhance corrosion resistance. The resulting porosity in nitrided materials allows the coating to last dramatically longer than phosphate- or black-oxide-coated steels.
Some manufacturers utilize blanket aerospace specifications such as AMS 2757 or AMS 2959/12 because they encompass the desired porosity and case hardness depth for nitrided firearms components.
Vickers hardness testing is our preferred method for evaluating intermetallic depth in nitrided components. While 850 HV is typically the top achievable hardness for stainless steel, our team has consistently achieved 2000 HV with our nitriding processes. Higher-end hardness is beneficial for firearms components because it enhances wear resistance in components that slide against each other.
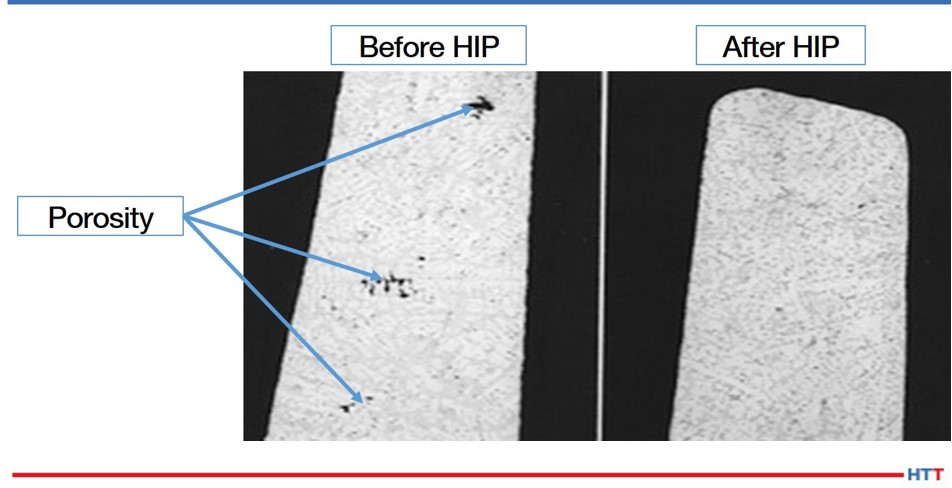
Casting of unknown material showing consolidation of macro pores through HIP.
Hot Isostatic Pressing (HIP)
With hot isostatic pressing, parts are heated to very high temperatures in a sealed chamber capable of generating very high pressures in the presence of inert gas. During processing, heat and pressure combine to close the voids that formed during part manufacturing, eliminating weakness in the parts. Most firearms components respond well to standard coach cycles for HIP, which commonly run at 2050–2200°F and 15,000 psi.
Firearms Components and Materials Commonly Processed With HIP
HIP is especially well suited for removing porosity from metal injection molded (MIM), additively manufactured (AM), and investment cast parts.
MIM is a fast, cost effective way to produce fire control components such as hammers, triggers, and safety selectors, especially for AR-15’s. Traditionally, MIM components have had a reputation in the industry for being inferior to those manufactured with conventional machining because they have been known to fail early in the field.
Common MIM grades used in the manufacturing of firearms include 4140 steel, 17-4 stainless steel, and…
FL-4605. FL-4605 is a low alloy steel with prealloyed manganese, molybdenum and nickel content for enhanced hardenability.[6]
420 stainless steel. 420 stainless steel is relatively high in carbon with a minimum chromium content of 12%, which gives it the highest hardenability of stainless steel grades.[7]
Additive manufacturing has not yet been widely adopted in the firearms industry, but we have seen it increasingly used in the manufacture of suppressors. These components—commonly known as silencers—trap the expanding gas as the weapon is fired to reduce noise, and are used for military sniper rifles. AM is an ideal method of manufacture for these components due to their complex geometry that is difficult or even impossible to achieve with traditional machining.
Investment casting is another process we see used in the production of handgun frames, specifically in the M1911 pistol.
MIM, AM, and investment castings all have one thing in common: these manufacturing methods leave voids behind in the internal structure of parts. HIP eliminates unwanted porosity in these parts, increasing their toughness, gross strength, and fatigue life which allows firearms components to withstand being repeatedly subjected to high impact.
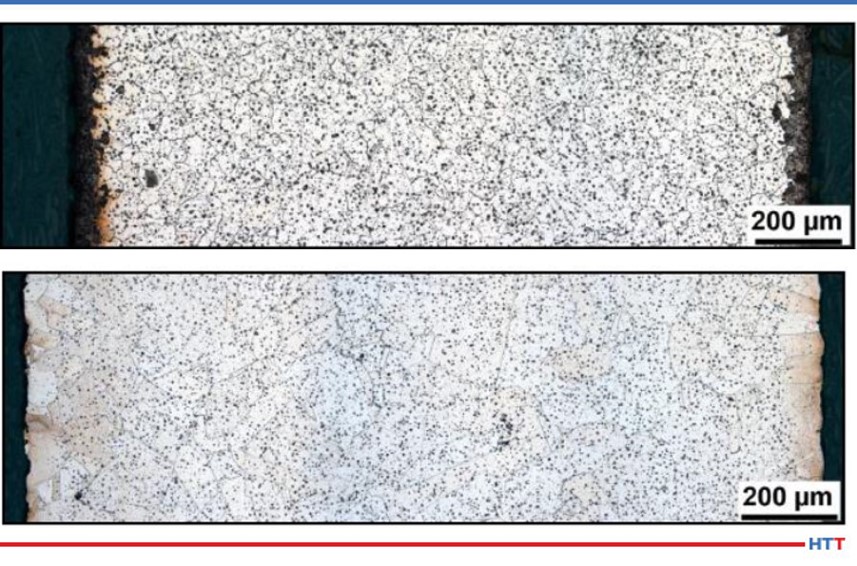
MIM 316L before (top) and after (bottom) HIP. Porosity has been consolidated, but there are solid inclusions in the material.
HIP Specifications
For additive manufactured firearms components, we encounter two primary specifications:
ASTM F3301, a specification that outlines standards for thermal post-processing for metal parts made with powder bed fusion. ASTM F3301 identifies hot isostatic pressing as an acceptable means to stress relieve additive manufactured components.
ASTM F3055, the standard specification for additive manufacturing nickel alloy with powder bed fusion. In this specification, HIP is required for Class B, C and D components and is considered optional for Class G.
In both specifications, components must be processed under inert atmosphere at no less than 100 MPa within the range of 2048 to 2165°F (1120 to 1185°C). Parts must be held at the selected temperature within ∓27°F (15°C) for 240 min ∓60 min, and cooled under inert atmosphere to below 797°F (425°C), or to parameters as agreed upon between the component supplier and purchaser.
Black Oxide Coating
Black oxide gives firearms a sharp black appearance, enhances corrosion resistance, and minimizes light reflection. Unlike paint, black oxide doesn’t add any additional thickness to gun components. The desired result in the black oxide process is creating magnetite (Fe3O4), an alloy of iron and oxygen, on the surface of the metal. The black oxide process enhances corrosion resistance by adding rust preventive oils to the metal part.
While it doesn’t last as long as gas nitride coating, black oxide is still a popular, cost-effective option to give visible gun parts the perfect black look. Finding a partner that can provide heat treatment and black oxide under one roof can reduce your transportation costs, speed up turnaround time, and simplify your overall process since one supplier owns the final results.
Firearms Components and Materials That Use Black Oxide Coating
Like nitriding, black oxide coating is used on outwardly visible components like slides, barrels, and muzzle devices including flash hiders, muzzle breaks, and compensators. It can be applied to any carbon steel component, but it will not adhere to stainless steel.
Specifications for Black Oxide Coating
Unlike nitriding and HIP, we rarely encounter standard specifications when it comes to black oxide results. However, as a best practice we work with customers to establish boundary samples for each part number treated with black oxide so we can compare our results to what both sides agreed upon as a desirable appearance.
High Pressure Gas Quenching
High pressure gas quenching can be performed in a vacuum furnace as an alternative to oil quenching for any firearms components that are near net shape or completely finished—or where distortion is a chief concern. In high pressure gas quenching, parts are austenitized under vacuum. Then, the chamber is backfilled with inert gas, which is heavily agitated by powerful motors.
High pressure gas quenching results in cleaner parts than oil quenching, but it has other benefits that can prove highly valuable for firearms components. This process can take a conventional 4140 alloy and make it achieve the same properties as a vacuum arc remelted (VAR) 4340, a much higher quality nickel-based material. This can allow firearms manufacturers to see similar hardness and strength results in everyday components as those they would expect from an extreme duty material like 4340.
Handling and Traceability for Firearms Components
No heat treater should make a habit of losing any type of parts, but the implications for serialized firearms components are more severe than any other mass-produced components. Serialized components are what the U.S. government considers the firearm—it refers to the part that features the serial number, usually the lower frame assembly and sometimes the barrel or slide.
Firearms components to be treated with gas nitriding that have AMS 2757 or AMS 2759/12 identified as the standard are also subject to the recordkeeping guidelines outlined in the specification. AMS 2757 requires that documentation includes the equipment and approved personnel’s identification, date of processing, number of parts, alloy, lot identification, and actual thermal processing times and temperatures at a minimum.
Proper handling of firearms components by heat treaters is essential to keep the supply chain running smoothly. Improperly heat treated parts will either wind up in the scrap bin or require reprocessing, and lost parts can result in an ATF audit or investigation. At our company, we’ve engineered our process to prevent issues from occurring in the first place. Here are a few examples of how we do it:
Electronic tracking. Each lot of parts is assigned a barcode that links to electronic records of all relevant information about the job—process parameters, specifications, shop orders, etc. The process parameters on the parts’ barcode are integrated with equipment, so when parts are scanned for processing, the furnace will be automatically set to the proper parameters according to the parts’ recipe. This helps us prevent parts from being improperly heated or subject to the wrong process altogether.
Secure storage. In Paulo plants that process firearms, we use locked cages and secure vaults to protect serialized components. All access to these areas is monitored and recorded to maintain accountability and, if applicable, adhere to AMS specifications.
Specialized handling. To give our firearms customers more peace of mind and to safeguard against errors in our process, we’ve also engineered secure fixturing for many components that allows them to remain locked throughout the entire heat treatment and finishing process.
In addition to a Federal Firearms License (FFL), heat treaters should also have a documented quality management system in place. Choosing an ISO 9001-certified supplier can help give manufacturers confidence in a heat treating partner’s ability to maintain quality operations. Maintaining other certifications such as IATF 16946 and CQI-9 is also a good sign that your partner is well equipped to handle firearms work.
Conclusion
The firearms industry relies on its thermal processing partners to sustain its growth. Proper heat treatment and metal finishing results in better performing, longer lasting firearms for our military and law enforcement, which helps keep our country safe. In uncertain times, the firearms industry represents a bright spot in the U.S. economy that we are proud to support.
About the Author: Rob Simons is manager of metallurgical engineering at Paulo where he leads the commercial heat treating industry’s largest in-house metallurgy team. Rob continuously spearheads research and innovation at Paulo that lead to advanced capabilities and better results for the company’s customers. Rob holds a bachelor’s degree in Metallurgical Engineering from the Missouri University of Science & Technology.
About Paulo: Founded in 1943, Paulo is one of the largest providers of thermal processing and metal finishing solutions in North America. Headquartered in St. Louis, Paulo operates six divisions servicing the United States and northern Mexico.
Hot isostatic pressing (HIP) has been a player in heat treating for 50 years, but recent advances in its technology are providing cutting edge opportunities for new applications in the thermal processing industry.
Heat Treat Today asked two experts in the HIPing world about the state of hot isostatic pressing: What are the latest technologies and where are its potential growth markets in the thermal processing industry? They represent both sides of HIPing – one from a HIP equipment manufacturer and the other from a HIP process/service provider. Each gives a unique perspective on the HIP market and the industry itself.
Our expert contributors are Chad Beamer, an applications engineer in Hot Isostatic Pressing, at QuintusTechnologies, a high pressure technology company, and Derek Denlinger, a corporate lead metallurgist at Paulo, a thermal processes and metal finishing operations company. This Original Content Technical Tuesday article was taken from 2020 Q4 Heat Treat Todayprint magazine.
What is HIP?
Derek Denlinger Corporate Lead Metallurgist Paulo
Paulo’s Derek Denlinger says, “Hot isostatic pressing is fundamentally, when parts simultaneously see high temperature (in some cases as much as 2500oF) and very high pressure (up to 30,000psi) from all directions for a duration of time.”
Chad Beamer Applications Engineer – Hot and Cold Isostatic Pressing Quintus Technologies LLC
Chad Beamer of Quintus adds, “Pressure-based compaction processes can be used to establish density by applying a uniaxial pressure within rigid dies. Such mechanical or hydraulic approaches can produce non-complex parts or ‘green’ compacts. Although a cost-effective and high-throughput technique, these conventional presses exhibit geometrical limitations and compressibility constraints, yielding product that is not uniform in density and microstructure.”
“Isostatic pressing was developed with the desire to improve upon these shortcomings,” continues Beamer. “Such compaction techniques leverage Pascal’s law by using a fluid contained in a pressure vessel, either in the liquid or gas state, to transmit equal pressure in all directions on the surface of a workpiece.”
Beamer further explains, “Various isostatic pressing techniques exist today such as cold isostatic pressing (CIP), warm isostatic pressing (WIP), and hot isostatic pressing (HIP). HIP is a heat treatment process that utilizes isostatic pressure via a gas at high temperatures. It is commonly used to consolidate metal or ceramic powder and to reduce defects present in castings and additively manufactured parts. The output is a product with improved mechanical properties, workability, and reliability.”
Pore eliminated before and after HIP process
What happens in the HIPing process?
Denlinger explains, “In the HIPing process, parts are heated to a temperature high enough to weaken material strength. High pressure, usually applied through a pressurized gas medium such as argon, applies a compressive stress onto the part from every direction. Given a hold period of time, this compression effectively allows for internal voids or pores to close up due to a mixture of mechanical deformation, creep, and metallic diffusion. The part consolidation sets the stage for any other heat treatment that may follow in order to maximize material performance.”
Since the densification of the workpiece is achieved by the simultaneous application of pressure and elevated temperature during HIP, Beamer adds, “Temperatures are usually in the range of 900oF-3600oF (500o-2000oC) depending on the material being HIPed. A good rule of thumb is a temperature targeting approximately 80% of the materials solidus temperature. Pressures in the vessel can reach twice that of the pressure at the bottom of the Mariana Trench, generally in the range of 15,000-30,000 psi (100-200MPa). The combined temperature and pressure applied should be capable of exceeding the yield strength of the material.”
Latest HIP Technologies
Both Beamer and Denlinger share optimism about the new HIP advancements, especially the new high pressure heat treatment (HPHT).
Beamer states, “A recent development in HIP technology is the ability to perform rapid gas cooling and quenching in the HIP system. Originally developed to shorten cycle time, this advancement is now being leveraged to perform many of the standard heat treatments for metals in the HIP furnace. Now a single piece of equipment can be used to apply both HIP and heat treatment, all carried out in one cycle. This approach is referred to as high pressure heat treatment (HPHT). Benefits to this new treatment include:
the ability to remove an additional process step and piece(s) of equipment
more cost-effective manufacturing path
fewer times a component must be heated up
less time spent at elevated temperature
elimination of the risk of thermally induced porosity (blistering) in additively manufactured parts
“These modern systems are continuing to evolve with other promising advancements such as steered cooling. This controlled cooling approach within a HIP vessel allows cooling rates for a component to be optimized in order to achieve the desired microstructure. These advancements are quite exciting for many industries as they are expanding the design windows for material systems and creating new opportunities within a HIP system.”
“HIP has been around commercially for around 50 years,” Denlinger points out, “but more recent technology has been focused on better control of thermal aspects of the process. This is opening the doors for more fine-tuned ‘high pressure heat treatment’ processing that can offer speed and, in some cases, performance benefits that were previously not possible. These types of processes have often been coupled with the ever-growing additive manufacturing processes, though applications to more traditional manufacturing methods are gaining momentum. The influence of pressure on diffusion and transformation in materials has been identified, but not fully explored for many alloys, so new high pressure heat treatments are now being considered to compete with traditional HIP and heat treatment methods.”
What is HIP’s niche in the thermal processing industry? Who are its customers? Where do you see potential growth markets?
HIP implants
According to both men, the future is bright for HIPing.
Beamer explains why specific industries choose HIPing: “HIP is often desired where the risk of failure is not an option. Therefore, it is not surprising that HIP is commonplace in aerospace, energy, and medical industries. Applications within these industries include densification of products, consolidation of powder, diffusion bonding, as well as HPHT. For the aerospace industry, HIP is used to remove porosity from nickel-base and titanium-base castings as well as defects present in additively manufactured parts. The medical industry applies HIP to improve the quality and durability for cobalt chrome and titanium implants. HIPing of large and complex near-net-shape powder metal components to achieve fully densification is routine in the energy industry.”
Denlinger agrees, “HIP has most often been used for fatigue benefits, which is an important performance criterion in the aerospace industry. This remains in the scope, but applications in other sectors are growing due to the adoption of additive manufacturing. Oil and gas, medical, manufacturing equipment, space, firearms, and other industries are increasing their use of HIP and high-pressure heat treatment. Partnering with companies to explore additive manufacturing solutions with both HIP and traditional heat treatment in our arsenal has been very successful; challenging the status quo with the latest HIP technology and our expertise in heat treatment has been a great learning experience.
Regarding market expansion for HIP, Beamer shares, “Potential growth markets for HIP include medical, defense, space, automotive and the ongoing developments with additively manufactured applications. The medical industry is showing growth with an aging population coupled with a cultural shift to living a more active lifestyle. Another trend within the medical industry is to insource HIP versus going through a supplier, which can offer process optimization opportunities and increased quality control.”
The future of HIP technology is likely to include the automotive industry.
Beamer continues, “Growth for HIP in the defense industry can be attributed to strong government funding, such as the development work being done through America Makes. One of the most exciting growth markets here in the US is space, in which many high-profile companies are showing interest in HIP and HPHT technologies.
“Although the HIP process is not typically characterized as a high-volume process,” Beamer concludes, “the automotive industry is finding its benefits useful for cast engine blocks and emerging technology such as binder jet applications. Despite the present challenges due to the Covid-19 pandemic, specifically within the civil aerospace industry, there are many exciting growth opportunities for HIP.”
(All photos in this article provided by Quintus Technologies)
About the Authors:
Chad Beamer has a MS from the Ohio State University in Material Science and has worked as a material application engineer with GE Aviation for 7 years and as a technical services manager with Bodycote for 5 years. In February, Chad began working with Quintus Technologies as an application engineer for the Advanced Material Densification division focusing on hot isostatic pressing (HIP). As an applications engineer, he manages the HIP Application Center located in Columbus, Ohio, educates on the advancements of HIP technologies, and is involved in collaborative development efforts both within academia and industry.
Derek Denlinger is the corporate lead metallurgist at Paulo. Derek has a Bachelor of Science in Metallurgical Engineering from Missouri S&T in Rolla. He started in the foundry industry before transitioning to heat treatment at Paulo where he has been for the past 5 years. The past two years, Derek has been focused on additive manufacturing and hot isostatic pressing assisting with Paulo’s entry into the HIP market.
Welcome toHeat Treat Today’sThis Week in Heat TreatSocial Media. As you know, there is so much content available on the web that it’s next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So, Heat Treat Todayis here to bring you the latest in compelling, inspiring, and entertaining heat treat news from the different social media venues that you’ve just got to see and read!
Check out today’s line-up of Halloween Costumes, Thanksgiving and your heat treat furnace, a video on the details of stress relieving, and more!
Typically, we like to start these posts with an intriguing or exciting metallurgical post from the industry. But with Thanksgiving right around the corner, we know you would like to contribute with the skills that you use every. Single. Day. Still, be careful… Enjoy this video from Ipsen USA.
2. Technically Know How
We see you! And we think it’s awesome! Here are several videos and images of heat treat techniques and shared knowledge. Feel free to @HeatTreatToday when you post these videos so that we can see them!
Talk about throwbacks, these videos and images from the “social-inter-webs” share some interesting factoids and knowledge from the past. Check out heat treating video from the 1970s, heat treatment in Japanese culture, and 6,500 year-old copper workshop.
.
1973 – Properties and Grain Structure Video
Check out this video, “Properties and Grain Structure: BBC 1973 Engineering Craft Studies,” and let us know if you agree with one of the commenters: “Please never remove this video from youtube. This video is a majestic gem in an ocean of gray pebbles.” If you share it on your LinkedIn page, @HeatTreatToday so we know what you think!
.
The Art of Mokume Gane
Full disclosure: this is NOT at the high temps that you are used to. But still…get a load of Mokume Gane: “it is an ancient Japanese technique used to make jewelry, blade guards and many other things. It is basically Damascus or pattern welded steel, but made from non ferrous metals such as gold, silver, copper, brass, platinum, bronze etc.” (Source: HomemadeTools.Net)
.
Secrets of the Desert
Tel Aviv University and Israel Antiquities Authority believe copper-producing technology was closely guarded secret in the Neveh Noy neighborhood of Beer Sheva, capital of the Negev Desert. This emergency archeological excavation came about to safeguard threatened antiquities. Now, “The new study also shows that the site may have made the first use in the world of a revolutionary apparatus: the furnace.” (Source: Tel Aviv University: American Friends)
Work on the dig in Beer Sheva. Photograph credit: Anat Rasiuk, Israel Antiquities Authority. (Source: “6,500-year-old copper workshop uncovered in the Negev Desert’s Beer Sheva,” Tel Aviv University: American Friends)
4. Reading and Podcast Corner
Free Classes Anyone? Thank you, C3 Data
.
Heat TreatRadio: Rethinking Heat Treating (Part 3 of 4) — The Fracking Pump Valve Seat
The latest episode is with integrated heat treating professional Joe Powell and Doug Glenn as they talk about the fascinating heat treatment of a fracking pump valve seat.
.
Heat Treat Radio: Andrew Bassett on AMS2750F (Part 2 of 3) — SATs
Get ready for the next episode in this series being released in early December with this podcast! Doug Glenn continues his conversation with AMS2750F expert Andrew Bassett. This time, the pair discusses Revision F changes to System Accuracy Tests (SATs).
Savings of over $700.00 in hard grinding costs PER GEAR on an 18-inch bevel gear? Listen to Joe Powell of Integrated Heat Treating Solutions tell how they did it. [Go to Heat Treat Radiowith Joe].
[blockquote author=”Joe Powell” style=”1″]“It’s a win-win-win. The customer is happy, we’re happy and it works. This demonstrates that you can indeed quench very, very intensively. We’re talking about 400-600 degrees Centigrade/second of quenching.”[/blockquote]
5. Scary Manufacturing…Maybe
While this is not exactly metal, could any of you make this? Or maybe the more important question is, would any of you make this?
The privilege of unveiling the Heat Treat Today40 Under 40 Class of 2020 comes with the reality that not every one of the nominees could be included in the final count; even though each young, up-and-coming, talented heat treating professional whose name was submitted is making a significant difference in their field.
The individuals pictured are those we acknowledge in 2020 for their contribution to their company, their dedication of service to their customers, and their commitment to pursue skills and knowledge to further contribute to their field.
The 2020 Honorable Mentions
Michael Brant Contour Hardening
David Chirichello Bodycote
Derek Denlinger Paulo
Daniel Dudar Absent Atmosphere Maintenance, Inc.
Julio Fernandez Bodycote Thermal Processing, Inc.
Jardin Harrington Bodycote
Tom Hart SECO/VACUUM Technologies LLC
Cory Husemann Paulo
Ryan McCauley Contour Hardening
Adler Moldenhauer President Vectorr Industries LLC
Vishal Nakhate Bodycote Rochester
Scott Roberts Bodycote Thermal Processing, Inc.
Heat Treat Today will be back next year looking for rising leaders in the 40 Under 40 Class of 2021. We encourage you to consider the talented young professionals in the heat treating sphere, especially in the captive heat treatment industry, who deserve this recognition for their leadership. You can begin the process right now: Click here to nominate a young professional for Summer 2021.
What is HIP? Hint: It doesn’t mean you are fashionable or trendy! In this HTT original content Technical Tuesday feature, Derek Denlinger, corporate lead metallurgist for Paulo who has recently been focusing on heat treatment for additive manufacturing and hot isostatic pressing, shares how this process can improve mechanical characteristics of high-performance additive manufactured components.
Additive manufacturing has steadily asserted itself as a viable method for producing complex components in aerospace, medical, and other high-performance applications. And if you hang out in metallurgy circles (who wouldn’t want to?), you can’t hear “additive manufacturing” without also hearing about hot isostatic pressing, or HIP. That’s because the HIP process, which applies high heat and high pressure to densify parts, has shown promise in improving the mechanical characteristics of high-performance additive manufactured components.
But while that’s the most popular use case for HIP, it’s far from the only one.
HIP Applications
HIP is recently popular thanks to the prevalence of additive manufacturing for high-performance aerospace parts or medical devices like artificial hips, but the process is over 60 years old.
HIP was initially developed as a diffusion bonding technique. In diffusion bonding, high heat and pressure work together to weld similar or dissimilar metal surfaces without filler materials. However, metallurgists observed that those process characteristics also improved mechanical performance by eliminating casting porosity — the small bubbles of gas that can form during the solidification process of cast metals — and imparting a homogenous grain structure throughout the whole part. Porous parts or parts with variable grain structures are less durable and cannot stand up to the stress of severe service.
A similar phenomenon occurs during an additive manufacturing process called powder bed fusion. Powder bed fusion naturally leaves small voids within parts. Those small voids can cause big problems if they aren’t eliminated.
In addition to use alongside additive manufacturing and diffusion bonding of parts, HIP is typically specified as a densification process complementary to powder compaction and sintering as well as metal injection molding. It’s most often specified in aerospace, medical and dental, oil and gas, power generation, firearm, and jewelry manufacturing.
Materials Ideal for HIP
A wide array of materials can be HIP’ed in the high-pressure argon environment a unit creates. Such an atmosphere is ideal for:
Carbon steel
Tool steels
Duplex, martensitic, and austenitic stainless steels
Nickel-based alloys
Cobalt-based alloys
Titanium
The author, Derek Denlinger, in front of the HIP vessel
HIP Advantages
A common critique of HIP among some manufacturers is that it’s a costly, unnecessary, extra step in the manufacturing process. The word “overkill” comes to mind, and it’s true that some thermal processors aggressively market the process to manufacturers who make parts for which HIP may not be a metallurgical necessity. But when it’s appropriately specified, HIP gives manufacturers several compelling advantages both upstream and downstream in their production process.
Design & Manufacturing Freedom – Some parts feature highly complex shapes that are too complicated for traditional forging or casting. In response, manufacturers have either sacrificed performance with watered-down designs or added costly processing time by designing parts in pieces and then joining them via brazing. But the pressurized gas used in HIP finds its way into internal passages and blind features of complex parts, ensuring they achieve specified metallurgical characteristics while reducing the traditional failure risks.
Mechanical Characteristics – HIP has been shown to enhance key mechanical characteristics such as ductility, toughness, yield strength, and corrosion resistance. Fatigue, impact, wear, and abrasion resistance can also improve. Metallurgists have also observed that HIP’ed parts end up with less “data scatter.” Reducing data scatter enables design engineers to more accurately understand material performance and to know more precisely where the material’s limit exists. They can then design according to that known information.
Optimized Manufacturing – Whether parts are additive manufactured, cast, or forged, integration of HIP can streamline manufacturing. First, the combination of additive plus HIP’s densifying and solution treating capabilities mean more manufacturing stages can be accomplished in fewer steps. Second, manufacturers concerned about porosity can allow it to occur knowing that HIP can correct the issue.
Simultaneous Treatment – Older hot isostatic presses were typically designed with thicker walls which impeded quick cooling. That eliminated simultaneous treatment from the equation (and led some to believe the process was unsafe). Rapid quenching is built into many modern HIP models, allowing simultaneous heat treatment and hot isostatic pressing. The resulting time savings is significant. Improved performance of parts treated in this manner has also been observed.
Reducing Scrap – There’s always variability in manufacturing; the risk of scrapping some parts is ever-present. But HIP can help reduce scrap in two ways. First, it can be incorporated into regular production of parts with tricky designs to make up for potential upstream process deficiencies. Second, it can be applied as needed if a one-off problem occurs in a single batch. In either case, the potential savings are compelling.
Hot isostatic pressing is creating new possibilities for manufacturers of high-performance parts. For example, the Quintus Technologies QIH 122 unit was installed into Paulo’s Cleveland Division. The rapid cooling capability of the HIP vessel is comparable to vacuum furnace quenching. These properties make it possible to HIP and solution treat parts simultaneously, imparting decidedly better metallurgical properties while reducing turnaround time.
Paulo recently installed this Quintus Technologies QIH 122 rapid cooling hot isostatic press in its Cleveland, Ohio facility.
Heat TreatToday offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry.
Personnel & Company Chatter
Global aluminum producer Constellium SE recently announced that its casting and rolling operations in Singen, Germany, will offer ASI-certified aluminum rolled solutions, having been granted the chain of custody certification by the Aluminium Stewardship Initiative (ASI).
An insulated metal panel manufacturing company was recently acquired by Nucor Corporation. TrueCore LLC, with a facility in Laurens, South Carolina, produces insulated metal panels serving the cold storage market, with future plans for additional commercial and industrial applications.
Michael K. Smith has joined Magnetic Specialties, Inc., as the company’s business development manager.
Leon J. Topalian and John H. Walker have been elected by the board of directors of Nucor Corporation as a director and non-executive chairman, respectively. Topalian is the president and COO of Nucor and will become the CEO on January 1, 2020. Walker, who has more than 35 years of experience in metal-related manufacturing and fabricating industries, has served as a member of Nucor’s Board of Directors since 2008 and as lead director since 2017.
Don P. Newman will join Allegheny Technologies Incorporated as senior vice president, finance and chief financial officer, effective January 6, 2020. Newman succeeds Pat DeCourcy, who will remain as senior vice president and special advisor to the CEO until his retirement on March 31, 2020, after a 31-year career with the company.
Mike Otero has been appointed chief operating officer of Braidy Industries, effective January 6, 2020.
GFG Alliance, owned by British commodities tycoon Sanjeev Gupta, recently reached an agreement to purchase the Duffel aluminum plant in Belgium from Novelis.
James K. Kamsickas has recently been elected president and CEO of Dana Incorporated. The board of directors elected Kamsickas to the additional post of chairman of the board. In addition, Keith E. Wandell, who has served on Dana’s board since July 2008 and as non-executive chairman since September 2016, will continue on the board as lead independent director.
The acquisition of Essar Steel India Ltd (ESIL) has reached completion. ArcelorMittal in a joint venture with Nippon Steel Corp. completed the acquisition. The venture, hereby called ArcelorMittal Nippon Steel India Ltd. (AM/NS India) will own and operate ESIL.
Equipment Chatter
To support rapid growth within their mechanical testing department, Solar Atmospheres of Western Pennsylvania has recently invested in a new Haas ST-10 CNC lathe.
A new special walk-in oven, No. 942, from Grieve Corporation, is currently being used for curing epoxy at the customer’s facility.
An Ecomelt-PS150 melting furnace and two tiltable holding and casting furnaces have been supplied to Otto Fuchs KG and installed in the company’s Meinerzhagen casthouse by Hertwich Engineering, a company of SMS group.
A new rotary furnace for recycling aluminum scrap was recently started at the Villadangos, Spain, facility of Latem Aluminium. The new 30-ton furnace was designed by GHI Smart Furnaces.
Kudos Chatter
Process Cooling Systems Inc was recently chosen along with 15 other companies to receive the Sixteenth Annual Team Massachusetts Economic Impact Award. MassEcon, the state’s private sector partner in promoting business growth in Massachusetts, recognized the sixteen companies for their outstanding contributions to the Massachusetts economy. The companies were selected on the basis of job growth, facility expansion, investment, and community involvement since January 1, 2018. The winners were honored at a luncheon on November 26, 2019.
Paulo announces that three of its facilities have been awarded Gulfstream approval
Paulo announces that three of its facilities have been awarded Gulfstream approval following on-site audits in St. Louis, Cleveland, and Kansas City. The scope of the approval encompasses several Gulfstream specifications for various materials and processes. Paulo is approved for GAMPS 5101, 5102, 5103, 5104, 5105. Paulo’s Cleveland facility was also approved for hot isostatic pressing and furnace brazing.
LAI International marks its 40-year anniversary as a global leader in advanced manufacturing technologies for the aerospace, defense, medical, and industrial sectors. Founded in 1979 as a regional contract manufacturer specializing in laser welding and laser heat-treating processes, the company expanded its capabilities with proprietary waterjet machining, laser drilling, and additive manufacturing capabilities. Over the years, LAI has manufactured highly engineered components for some of the world’s leading innovators, including Lockheed Martin, Northrup Grumman, and GE.
Heat TreatToday is pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to editor@heattreattoday.com
Heat TreatTodayoffers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry.
Personnel & Company Chatter
Tim Merryweather has joined U.K.-based heat treater, the Wallwork Group, as vacuum brazing technical sales engineer.
A manufacturer of monolithic refractories and precast refractory shapes has opened its second manufacturing facility in Tianjin, China. The newly constructed, 210,972 sq ft Allied Mineral Products plant will resolve production space needs as well as expand workspace.
In partnership with a manufacturer of robotics and automation equipment for the construction industry, a refractory supplier recently introduced a device that provides workers in the refractory industry with on the jobsite safety and productivity benefits. HarbisonWalker International (HWI) joined forces with Construction Robotics in production of the MULE-R (Material Unit Lift Enhancer – Refractory).
A new hot isostatic pressing (HIP) system was revealed at an open house in Cleveland, Ohio, hosted by Paulo to unveil the company’s new HIP capabilities, available via its Quintus model QIH-122 Hot Isostatic Press, which can combine HIP with heat treating.
Gasbarre Products, Inc. has announced that at the end of 2019 all thermal processing systems will be manufactured in its 50,000 sq. ft. facility located in St. Mary’s, Pennsylvania. In 2011 Gasbarre acquired the JL Becker brand of industrial furnace equipment, and over the last eight years, Gasbarre has run parallel manufacturing facilities in Michigan and Pennsylvania for its furnace equipment. Consolidating the manufacturing of its common product lines allow for the most efficient use of its floor space, equipment, and manufacturing processes. Gasbarre will maintain its presence in the Detroit area with a sales, engineering and service facility. Ben Gasbarre will maintain his leadership role within the Plymouth, Michigan location. The sales and technical team will drive Gasbarre’s furnace systems into the future. Gasbarre has plans to not only design and service its equipment but to eventually establish a technical center for process testing and demonstration purposes. Ben Gasbarre stated, “The move will allow us to better utilize our highly-skilled personnel to accelerate advancements to our products, technology and services.”
In a move to realize approximately $6 million to $8 million of annual savings, TimkenSteel Corp., Canton, Ohio, announced plans to close its TimkenSteel Material Services facility in Houston, Texas, in the first quarter of 2020. The 100,000-square-foot operation currently employs approximately 100 people who provide precision value-added and finishing services, primarily to customers that service the energy market.
A supplier of nitrogen generators and related products to utilities, petrochemical producers, manufacturers, and energy providers announced a move into an existing 66,000-sq.-ft. building as part of an enhanced growth strategy that includes additional hiring and new products. South-Tek Systems LLC will remain in the Wilmington, North Carolina, area.
A global stainless steel manufacturer with headquarters in Spain has reached an agreement for the acquisition of VDM Metals Holding GmbH. Acerinox, S.A. purchased the Germany-based leader producer of specialty alloys from Lindsay Goldberg Vogel GmbH and Falcon Metals BV.
An aluminum giant recently broke ground on a $36 million investment to expand and upgrade the company’s capabilities in automotive closed-loop recycling, a process to take aluminum scrap created during stamping. Novelis Inc’s investment in new vehicle production at the Greensboro, Georgia, facility includes adding state-of-the-art equipment for aluminum scrap recycling, a new baghouse for improved dust mitigation and enhanced designs for safer and more efficient traffic flow.
Equipment Chatter
A manufacturer of excavating equipment purchased a high-temperature car bottom furnace with an operating temperature of 1000°F (538°C) to 2282°F (1250°C) for stress relieving, normalizing, and other high-temperature processes. Gasbarre Thermal Processing Systems was commissioned to design and manufacture the system to meet customer’s strict NOx and CO requirements as well as AMS 2750 temperature uniformity requirements across a wide temperature operating range.
A company requiring annealing or normalizing process recently purchased No. 1049, a 1050°F (566°C) cabinet oven with two drawers from Grieve. In addition, a customer has received shipment of No. 1039, a 2,000°F (1,093°C) inert atmosphere, heavy-duty furnace used for heat treating turbine components.
A manufacturer in the technology industry has received shipment of an indirect gas-fired heavy-duty walk-in series oven from Wisconsin Oven Corporation. The walk-in oven will be used for heat treating materials used in the production of vehicle batteries.
A world-leading international supplier of parts to the automotive industry acquired a Sinac stationary induction heating system from EFD Induction to be used for preheating in a series production of steel pump housing.
A Vietnamese steel producer has issued the final acceptance certificate for the latest state-of-the-art acid regeneration plant (ARP) at their new plant in Binh Dinh, Vietnam, which will operate in accordance with stringent European environmental regulatory standards. Hoa Sen Group issued the
certificate to Tenova.
German steel distributor Salzgitter Flachstahl GmbH (SZFG) has awarded the contract to build a 2.2 megawatt PEM electrolysis plant (PEM = proton exchange membrane) to Siemens Gas and Power, which will cover SZFG’s entire current demand for hydrogen. The necessary electrical power will be generated by seven wind turbines with a capacity of 30 megawatt.
A customer in the secondary smelting industry purchased a gas-fired aluminum stack melting and holding furnace from Lindberg/MPH. This stack-type central melting furnace will be utilized to produce aluminum ingot and sows. The furnace has a melt rate of 4,500 pounds per hour.
A world-leading steel producer has been commissioned to be the main supplier of steel plate to the first U.S.-flagged Great Lakes bulk carrier built in more than 35 years. Fincantieri Bay Shipbuilding contracted with ArcelorMittal Burns Harbor for the steel supply to build the carrier, which likely will help haul raw materials to the mill after its launch.
An aerospace company recently ordered four TITAN® H6 2 bar vacuum furnaces that will be used for heat treating additively manufactured parts in full-scale production. Ipsen USA shipped two of the furnaces in November and will ship the remaining two in January.
Kudos Chatter
The Women in Finishing FORUM announces registration is open for the second annual program to be held at the Embassy Suites South Bend, Indiana, at Notre Dame from May 6-8, 2020. The FORUM features a variety of professional and personal development sessions, team-building exercises, and networking events geared towards women in industrial finishing. Women in Finishing is sponsored by the Chemical Coaters Association International (CCAI).
Muhammed Odeh, the General Motors (GM) supplier quality engineer, visited ALD Thermal Treatment Inc. (Port Huron, MI, USA) plant to officially present the GM Supplier Quality Excellence Award for 2018. This is ALD’s 5th consecutive year for this prestigious award since 2014. In addition, ALD was again recognized as a Supplier of the Year for providing heat treatment services.
Heat TreatTodayis pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to editor@heattreattoday.com





 Heat Treat Today offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry.
Heat Treat Today offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry.